PENGEMBANGAN RANCANG BANGUN CANTING BATIK CAP BERKUALITAS BIAYA MURAH
Suharto1), Suryanto2), Sarana3)
1, 2
Teknik Mesin, Politeknik Negeri Semarang, Semarang, 50275. 3
Akuntansi, Politeknik Negeri Semarang, Semarang, 50275 E-mail: 1 [email protected]
Abstract
Making of batik stamp conventionally can only be done by experts in order to form a copper ribbon to be batik image as planned according to the designed batik. Time to create each batik stamp could be four weeks, so the price is expensive. Constraints of time and the expensive prices for the process of making batik stamp are likely to be overcome by the application of milling machine 3 axis CNC router. The aim of this study was to analyze the design of batik stamp made of aluminum plate using CNC milling machines Router 3 Axis viewed from the aspect of technology, economics, and human resources.The method applied is enginering design approach that includes (1) identification of design considerations: batik images that are complex and unique, material of the stamp, long processing time, expensive price, and the process of batik tasting; (2) The application of CNC milling machine router 3 axis: design of batik stamp made from aluminum plate, engineering applications software coreldraw, aspire vectric, mach-3, and the manufacture of batik stamp with CNC milling machines, analyzes the results of batik stamp regaring technological aspects, economic, and human resources. The results of this study indicate that the batik stamp made from aluminum plate using CNC milling machines have the technological and economic feasibilities. Transition of making stamped batik conventionally to applications of router axis CNC milling machines for batik communities still constrained by social and cultural issues.
Keyword: CNC milling machine, batik stamp, engineering software
Abstrak
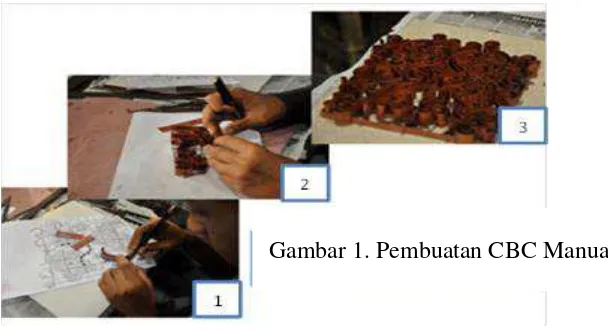
Pembuatan canting batik cap konvensional hanya dapat dikerjakan oleh tenaga ahli batik guna membentuk pita tembaga menjadi cetakan batik sesuai gambar motif yang direncanakan. Waktu pembuatan tiap canting batik cap bisa 4 minggu lebih, sehingga harganya mahal. Kendala waktu dan harga mahal untuk proses pembuatan canting batik cap berpeluang untuk diatasi dengan aplikasi mesin milling CNC router 3- axis. Penelitian ini dimaksukan untuk menganalisis rancang bangun Canting Batik cap bahan aluminium dengan menggunakan mesin milling CNC Router 3 Axis ditinjau dari aspek teknologi, ekonomi, dan sumber daya manusia. Metode yang diterapkan adalah perancangan mesin yang meliputi (1) identifikasi pertimbangan rancang bangun: motif batik cap yang rumit dan unik, bahan canting, waktu pengerjaan yang lama, harga mahal, dan proses pengecapan batik; (2) Penerapan mesin milling CNC router 3 axis: pembuatan desain canting batik cap dari bahan aluminium, aplikasi engineering software coreldraw, aspire vectric, mach-3,
dan pembuatan canting batik cap dengan mesin milling CNC3-axis, analisis hasil canting batik cap ditinjau aspek teknologi, ekonomi, dan sumber daya manusia. Hasil penelitian ini menunjukkan bahwa pembuatan canting batik cap bahan aluminium dengan menggunakan mesin milling CNC3-axis memiliki kelayakan secara teknologi dan ekonomi. Transisi pembuatan canting batik cap secara konvensional ke aplikasi mesin milling CNC Router 3-axis bagi masyarakat pengrajin batik cap masih terkendala masalah sosial dan kultural.
PENDAHULUAN
Perkembangan ipteks yang semakin pesat mendorong manusia untuk berfikir kreatif dalam melakukan inovasi sebagai buktinya adalah semakin maju teknologi yang dapat di gunakan untuk meringankan dan mempermudah pekerjaan manusia dalam menjalani aktifitas setiap harinya. Hal yang paling mendasar dari perkembangan ipteks adalah penggunaan teknologi CNC (computer numerical control) pada mesin-mesin produksi untuk meningkatkan mutu, menekan biaya, dan waktu.
Secara umum masyarakat mengenal dua jenis batik, yaitu batik tulis dan batik cap. Batik tulis sejatinya dibuat dengan tangan seluruhnya, sehingga merupakan karya seni utuh para pembatik. Proses pembuatannya lama, bahkan sampai 3 bulan atau lebih, harganya mahal, dan berkelas. Batik cap dikerjakan dengan cara menggunakan stempel cap untuk membentuk motif batik dalam proses pembuatannya. Pengecapan dilakukan berturutan hingga memenuhi seluruh kain. Batik cap banyak beredar di masyarakat umum karena harganya lebih murah dibandingkan batik tulis.
Industri batik merupakan industri seni kreatif yang memberikan nilai tambah pada kain dengan motif batik cap. Industri ini telah diproduksi secara tradisional, turun-temurun, namun memiliki optimasi yang menyebabkan inefisiensi. Industri batik perlu menjaga pasar dan bersaing dengan tekstil batik. Terdapat faktor-faktor yang mempengaruhi produksi batik secara positif dan signifikan yaitu tenaga kerja, lilin batik (malam), obat kimia dan luas lahan (Wanty, Efie Eka, 2006). Sementara itu, faktor lainnya, yaitu kain, tidak memiliki pengaruh yang signifikan. Pembuatan stempel cap untuk proses pembuatan batik cap dilakukan secara manual dengan bahan utama plat tembaga tebal kurang dari 1 mm. Pembuatan stempel batik cap memerlukan waktu 3 s.d. 4 minggu, dan hanya dapat dikerjakan oleh pengrajin yang semakin langka.
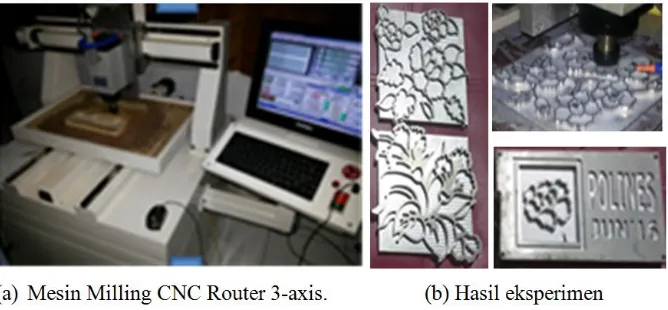
Dari tahun 1975, produksi mesin CNC mulai berkembang pesat. Perkembangan ini dipacu oleh perkembangan mikroprosesor, sehingga volume unit pengendali dapat lebih ringkas (Kuspriyanto, 2011), dan peluang pembuatan mesin CNC semakin terbuka. Pada tahun 2014, telah dikembangkan cara inovatif pembuatan stempel batik cap oleh Suharto (2014), menggunakan Mesin milling CNC Router 3-axis. Motif batik yang dirancang pada selembar kertas (dibuat oleh ahli batik dengan goresan pensil), di-scan, kemudian dikonversi dalam format DXF AutoCAD (*.dxf), dan aspire vectric, dan dimasukkan dalam program mesin dengan software Mach 3. Stempel batik cap dengan mesin milling CNC Router 3-axis bisa lebih cepat waktu pembuatannya, apalagi bila digunakan bahan blok aluminium, harganya lebih murah dibandingkan dengan stempel batik cap buatan tangan. Selain dari pada itu, desain motif batik cap bisa didokumentasikan dalam file komputer untuk direproduksi lagi bila diperlukan. Mesin milling CNC Router 3-axis (Suharto, 2015) memiliki spesifikasi: dimensi mesin 1540x1005x1500, Working area/travel: 600x400x150, spindle motor 3 kW, 18.000 rpm, air cooled, axis drive: stepper motor (X:8.7Nm,Y:8.7Nm, Z:7.7Nm, Resolution:
0.01 mm, Komputer: Dualcore, 2GB RAM, 15” Touchscreen LCD Monitor, Software:
Mach-3 CNC control.
Pengembangan lebih lanjut antara mempertimbangkan putaran spindel (rpm), kedalaman (mm), laju pemotongan (mm/mnt), spesifikasi cutting tools.
Penelitian Dwi Wijayanto,dkk (2016) menyebutkan tingkat kehalusan yang paling bagus (Ra=1,675 µm) pada pengujian kekasaran permukaan bahan acrylic dengan menggunakan mesin milling CNC Router 3-axis yaitu pada tool path parallel dengan feed rate 200 mm/min. Penelitian dengan variasi feeding kecepatan putar sebelumnya telah dilakukan oleh Ninuk Jonoadji dan Joni Dewanto (1999), dengan baja S45C dan kecepatan putar 50 - 4500 rpm, peneliti lain yaitu Ichlas Nur & Andriyanto (2009), material produk berbahan ST 37, adapun variasi kecepatan putarnya adalah (440, 560 dan 740 rpm) dengan feeding (0,098; 0,112; dan 0,168 mm/rev). Dengan demikian variasi putaran spindel berpengaruh terhadap kualitas hasil pemotongan. Hasil penelitian Setyono (2014) menyimpulkan bahwa semakin tinggi kecepatan spindel, akan menghasilkan nilai kekasaran permukaan yang semakin kecil, semakin tinggi laju pemakanan (feed rate) akan menghasilkan nilai kekasaran permukaan yang semakin besar; dan semakin tinggi kedalaman pemakanan akan menghasilkan nilai kekasaran permukaan yang semakin besar. Penelitian yang dilakukan Suryanto, dkk (2014) menyebutkan bahwa bahan canting cap/stempel untuk motif batik menggunakan plat aluminium selain lebih murah juga kualitas pemindahan lilin pada kain setara dengan tembaga.
Tujuan penelitian terapan ini adalah untuk menganalisis rancang bangun Canting Batik cap bahan aluminium dengan menggunakan mesin milling CNC Router 3-Axis ditinjau dari aspek teknologi, ekonomi, dan sumber daya manusia.
METODE PENELITIAN
Metode yang digunakan adalah penelitian terapan. Menurut Husein (2008), Endang (2012), Sugiyono (2013), penelitian terapan merupakan penelitian yang dikerjakan dengan maksud untuk menerapkan, menguji, dan mengevaluasi kemampuan memberikan solusi atas permasalahan tertentu secara praktis. Penelitian terapan untuk pembuatan Canting Batik Cap dengan langkah-langkah sebagai berikut: (1) Identifikasi masalah: Produksi canting batik cap konvensional dikerjakan secara manual, prosesnya rumit, tenaga kerja langka, beaya mahal, waktu pengerjaan lama, (2) Sintesis: Pembuatan desain canting batik cap dari bahan aluminium, (3) Aplikasi engineering software coreldraw, aspire vectric, mach-3, (4) Pembuatan canting batik cap dengan
mesin milling CNC, (5) analisis hasil canting batik cap ditinjau aspek teknologi, ekonomi, dan sumber daya manusia.
HASIL DAN PEMBAHASAN Hasil Penelitian
Rancang bangun canting batik cap diawali dengan memilih motif dari desain manual ahli batik diolah menjadi bahasa mesin dengan software coreldraw, aspire vectric, dan mach-3 pada mesin milling CNC Router 3-axis.
Gambar 2. Mesin Milling CNC Router 3-axis dan Produk
Eksperimen pertama dilakukan dengan cutting tool jenis endmill carbide Ø 6 (mm) 2-flute, spindle speed 4775 (rpm), asutan 0,03 sampai 0,15 (mm/put); feed rate 143,25 sampai 716,25 (mm/men). Eksperimen kedua dilakukan dengan cutting tool jenis endmill carbide Ø 3 (mm) 2-flute, spindle speed 9550 (rpm), asutan 0,03 sampai 0,15 (mm/put); feed rate 143,25 sampai 716,25 (mm/men).
Tabel 1, data hasil eksperimen pertama (roughing/kasar) diperoleh besaran spindle speed dan gerakan penyayatan yang menghasilkan waktu tercepat dan hasil yang baik menggunakan end mill diameter 6 (mm) dengan spindle speed=4775 (rpm) dan gerakan penyayatan (asutan)=0,09 (mm/put)
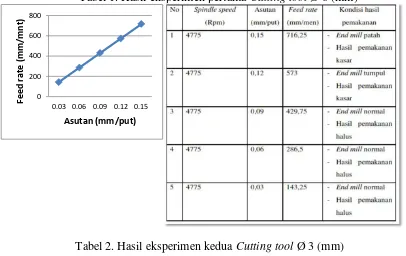
Tabel 2, data hasil eksperimen kedua (finishing/halus) di atas diperoleh besaran spindle speed dan gerakan penyayatan yang menghasilkan waktu tercepat dan hasil yang baik menggunakan end mill diameter 3 (mm) dengan spindle speed= 9550 (rpm) dan gerakan penyayatan (asutan)= 0,06 (mm/putaran).
Rumus perhitungan kecepatan pemotongan (Pant Ruby, 2012): Cutting Speed (V) =
Spindle Speed (S) = V : π : D x 1,000
Feed (F) = S x f x N Feed per Tooth (f) =
V = Cutting Speed
π = The Circular Constant
D = Diameter S = Spindle Speed F = Feed
f = Feed per Tooth N = Number of Flutes
Tabel 1. Hasil eksperimen pertama Cutting tool Ø 6 (mm)
Tabel 2. Hasil eksperimen kedua Cutting tool Ø 3 (mm)
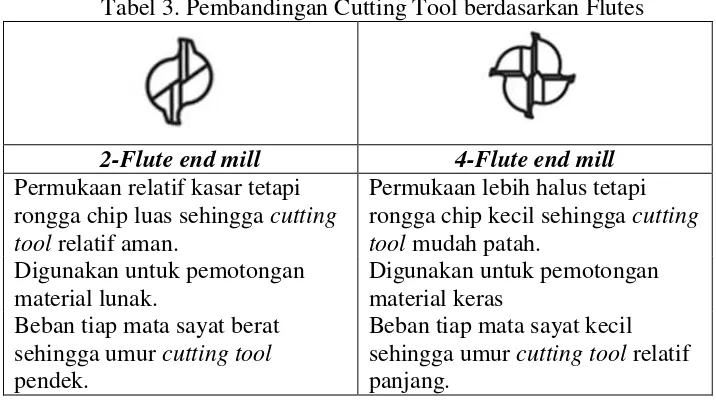
Tabel 3 menunjukkan hasil eksperimen peneliti lakukan penggunaan cutting tool berdasarkan jumlah mata sayat (flute), diperoleh data bahwa penggunaan end mill dengan mata sayat (flute) jumlah dua lebih aman dibandingkan penggunaan end mill dengan mata sayat (flute) jumlah empat. Pembandingan penggunaan cutting tool tersebut ditunjukkan pada Tabel 3, di bawah.
Pembahasan
Identifikasi masalah. Identifikasi masalah berikut ini diolah dari laporan Hi-Link (Suharto, dkk, 2014). Teknologi pembuatan canting cap batik sudah lama tidak berkembang. Dibuat dengan menggunakan bahan baku lembaran plat tembaga, dikerjakan secara manual oleh pengrajin dengan ketrampilan khusus, membutuhkan waktu pengerjaan sampai dengan 4 (empat) minggu. Dokumentasi ragam batik cap hampir tidak dilakukan atau tidak ada, sehingga reproduksi batik cap dengan ragam
0 200 400 600 800
0.03 0.06 0.09 0.12 0.15
Fee
d
r
ate
(m
m
/m
n
t)
Asutan (mm/put)
0 200 400 600 800 1000 1200 1400 1600
0.03 0.06 0.09 0.12 0.15
Fee
d
r
ate
(m
m
/m
n
t)
yang sama hanya berdasarkan ingatan pengrajin atau contoh kain jadi. Reproduksi ini membutuhkan waktu dan upaya yang lama karena harus diulang dari mulai design awal lagi. Keahlian pembuatan cap ini diperoleh secara turun temurun dari hasil pembelajaran kerja langsung di industri kecil dalam lingkungan yang terbatas. Profesi ini kurang menarik minat kaum muda karena dibutuhkan ketrampilan yang tinggi dengan tuntutan ketekunan yang tinggi pula, sedangkan imbalan pendapatannya rendah. Sebagai ilustrasi, untuk membuat 1 (satu) canting batik menengah seharga Rp. 750.000,- dibutuhkan waktu pembuatan 2 minggu. Biaya bahan baku kurnag lebih 50% atau Rp. 375.000,-, sehingga pendapatan total pengrajin sebesar Rp. 375.000,-, jika dikonversi menjadi Rp 31.250.- per hari. Sebagai perbandingan, Upah Minimum Regional untuk daerah Pekalongan sebesar Rp. 1.145.000,- per bulan atau Rp. 45.800,- per hari. Jadi pendapatan pengrajin sangat rendah dibandingkan dengan standar UMR dan wajar apabila profesi ini menjadi kurang menarik. Harga bahan baku tembaga, relatif mahal dan cenderung terus naik mendorong harga canting batik cap terus naik pula sehingga ongkos produksi pembuatan kain cap batik menjadi tinggi dan kalah bersaing dengan produk sejenis dari wilayah lain (termasuk import dari china), juga perubahan ragam menjadi lambat karena harus menunggu waktu yang lama.
Tabel 3. Pembandingan Cutting Tool berdasarkan Flutes
2-Flute end mill 4-Flute end mill
Permukaan relatif kasar tetapi rongga chip luas sehingga cutting tool relatif aman.
Permukaan lebih halus tetapi rongga chip kecil sehingga cutting tool mudah patah.
Digunakan untuk pemotongan material lunak.
Digunakan untuk pemotongan material keras
Beban tiap mata sayat berat sehingga umur cutting tool pendek.
Beban tiap mata sayat kecil sehingga umur cutting tool relatif panjang.
Indikator. Berdasarkan uraian diatas, ditarik 3 indikator yaitu: Waktu pembuatan, ragam batik, dan bahan baku. Waktu pembuatan menjadi indikator penentu untuk mendapatkan nilai ekonomis pembuatan Canting Batik Cap dan kemampuan daya saing utamanya dalam kecepatan memenuhi pesanan. Ragam batik menjadi indikator untuk pemenuhan pesanan dan kemudahan dalam dokumentasi. Jenis bahan baku menjadi indikator untuk pilihan bahan yang paling ekonomis dengan kualitas yang diinginkan.
fakta bahwa waktu pembuatan lebih singkat sekitar 3 sampai dengan 4 jam untuk ukuran 10cmx 20cm dengan kedalaman 0,8 cm. Untuk ukuran 20cm x 20cm kedalaman 0,8 cm diperlukan waktu 6 sampai dengan 8 jam, dengan catatan ukuran waktu ini bergantung dari ragam batik yang hendak dibuat. Spesifikasi mesin milling CNC Router 3-axis adalah : Machine dimension : 1540 mm x 1005 mm x 1500 mm, Working area / Travel : 600 mm x 400 mm x 150mm, Spindle motor: 3 kW, 18.000 (rpm), air cooled, Axis drive : Stepper motor (X : 8.7 Nm, Y : 8.7 Nm, Z : 7.7 Nm), Resolution: 0.01 mm, Toolholder: Collet ER20, max. tool diameter 13 mm, Power: AC 220 V / 50 Hz, 3.5 kW, Komputer : Dualcore, Touchscreen LCD Monitor, Software: Mach3 CNC control.
Manfaat yang didapatkan dari pembuatan Canting batik Cap menggunakan mesin adalah : (1) Waktu yang jauh lebih singkat (dari 2 minggu menjadi 8 jam), (2) ragam terdokumentasi secara otomatis dengan dipergunakannya engineering software yang secara otomatis menghasilkan berkas ragam yang tersimpan di komputer, (3) variasi ragam batik dapat dikembangkan dalam jumlah yang hampir tak terbatas, dengan cepat,dan dapat mengikuti selera pasar. (4) Bahan Canting Batik cap dibuat dari bahan aluminium yang lebih murah dari pada tembaga.
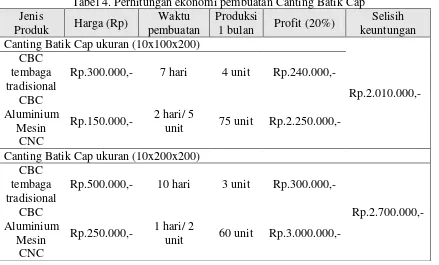
Untuk membuat ragam dengan komputer dan menjalankan mesin milling CNC Router 3-axis membutuhkan kompetensi Sumber Daya manusia yang tinggi kurangnya lulusan SMA/SMK dengan mendapatkan pelatihan yang cukup sekurang-kurangnya 80 jam. Dan untuk menjadi pakar butuh pengalaman kerja mesin satahun. Hal ini merupakan kendala bagi tenaga kerja tradisionil pembuat canting batik cap manual di pekalongan yang rata-rata berpendidikan SMP dengan usia lebih dari 40 th. Dengan demikian penerapan teknologi mesin milling CNC Router 3-axis bagi industri Batik memerlukan tahapan sosialisasi, edukasi dan transisi supaya terjadi kejutan budaya. Perhitungan ekonomi untuk pembuatan canting batik cap dapat diilustrasikan dalam tabel 4 berikut:
Investasi mesin milling CNC Router 3-axis diasumsikan Rp.70 Juta/ unit. Pendekatan kelayakan investasi berbasis metode Payback Periode dimana pengembalian investasi mesin selama 29,723 bulan atau 2,47 tahun. Dengan gambaran di atas kelayakan investasi mesin menunjukkan adanya nilai feasibilitas sebagai upaya pengembangan produk dalam industri batik.
SIMPULAN
Kegiatan penelitian terapan ini dapat disimpulkan sebagai berikut: bahan aluminium dapat digunakan untuk pembuatan canting batik cap dengan harga yang lebih murah dibandingkan dengan tembaga. Penggunaan mesin milling CNC Router 3-axis untuk pembuatan Canting Batik Cap terbukti lebih murah dengan keuntungan rata-rata per-bulan Rp.2.355.000,- dibandingkan pembuatan CBC manual. Berdasarkan Payback pengembalian investasi mesin 2,47 tahun kelayakan investasi mesin menunjukkan adanya nilai feasibilitas sebagai upaya pengembangan produksi. Hasil eksperimen proses pemotongan diperoleh bahwa kecepatan putar spindel end mill Ø 3 (mm) untuk pengerjaan finishing diperoleh 9550 (rpm) dengan asutan 0,06 (mm/put) sedangkan kecepatan putar spindel end mill Ø 6 (mm) untuk pengerjaan kasar diperoleh 4775 (rpm) dengan asutan 0,09 (mm/put). Implikasi keberhasilan pembuatan canting batik cap dengan menggunakan mesin milling CNC Router 3-axis akan mewujudkan peningkatan daya saing usaha melalui peningkatan produktifitas, dokumentasi motif batik lebih baik, dan titik awal pengkayaan ragam batik nasional.
UCAPAN TERIMA KASIH
Kepada yang terhormat; Direktur Politeknik Negeri Semarang; Direktur Riset dan Pengabdian Masyarakat (DRPM) Kemenristekdikti, Jakarta; Tim mahasiswa Teknik Mesin Polines; Pimpinan dan staf C.V. Retro Kreasi Machinery, Semarang; Pimpinan Errisa Griya Cetak, Pekalongan; Tim Hibah bersaing Politeknik Negeri Semarang 2015-2016
DAFTAR PUSTAKA
Dwi Wijayanto, Bambang Waluyo Febriatoko, Agus Dwi Anggono. (2016). Pengaruh Tool Path dan Feed rate pada proses mesin milling CNC Router 3 Axis dengan Material Acrylic, Surakarta: Universitas Muhammadiyah Surakarta.
Endang Mulyatiningsih,2012.Metode Penelitian Terapan Bidang Pendidikan. Bandung. Alfabeta.
Husein Umar, 2008. Metode Penelitian untuk Skripsi dan Tesis Bisnis. Jakarta. Raja Grafindi Persada.
Jonoadjo,N.,Dewanto,J.,1999, Pengaruh Parameter Potong dan Geometri Pahat terhadap Kekasaran Permukaan pada Proses Bubut, Jurnal, Fakultas Teknik, Jurusan Teknik Mesin, Universitas Kristen Petra.
Kuspriyanto, 2011, Mesin CNC, Jurnal Departemen Teknologi Elektro Fakultas Teknologi Industri, Bandung: Institut Teknologi Bandung.
Nur, I.,Andriyanto.,2009, Pengaruh Variabel Pemotongan terhadap Kualitas Produk dalam Meningkatkan Produktifitas, Jurnal, Padang: Politeknik Negeri Padang. Pant Ruby, Amit Joshi, Pradeep Khotiyal. 2012. Experimental Investigation of
Sugiyono.2013. Metode Penelitian Pendidikan (Pendekatan Kuantitatif, Kualitatif, dan R & D). Bandung. Alfabeta.
Suharto, Suryanto, Sarana, Iwan Hermawan, VS Tripriyo, Agus Suwondo.,2014. Program Hi-Link: CNC Milling pada Industri Canting Batik Cap sebagai Terobosan Pengkayaan Ragam Batik Nasional- Laporan. Semarang: Politeknik Negeri Semarang.
Suryanto, Suharto, VS Tripriyo, Sarana, Iwan Hermawan, Agus Suwondo, 2014. Innovation of Making of the Batik Stamp Stand for Development of National Batik. Paper dalam Seminar Internasional: Engineering International Conference-Education, Concept and Application of Green Technology, June 2014 at, Semarang: UNNES.
Setyono Bambang, 2014. Pengaruh Kecepatan Potong dan Kedalaman Potong terhadap Kekasaran Permukaan Aluminium Up dan Down Milling CNC TU-3A. Jurnal IPTEK Vol.18 No.1 Mei 2014.