Salah satu metode heuristik yang digunakan untuk memecahkan JSP adalah Algoritma Giffler and Thompson . Metode ini digunakan memecahkan permasalahan JSP dengan tujuan meminimumkan makespan. Bentuk metode ini dapat diuraikan sebagai berikut:
Notasi:
m indeks untuk mesin.
(i,j) indeks proses ke-j pada job i. P(i,j) waktu proses yang dibutuhkan
untuk (i,j).
M(i,j) mesin yang dibutuhkan untuk (i,j). N(i) jumlah proses yang dibutuhkan
untuk melengkapi job i.
I(m) list dari proses yang sekarang terjadwal di m.
I kumpulan dari semua (i,j) yang telah terjadwal, yaitu
I = {I(1),I(2),….,I(m)}.
C(m) waktu selesai untuk proses terakhir yang telah terjadwal di mesin m (completion time).
T(i,j) waktu mulai (ready time) dari jadwal (i,j).
σ(i,j) ready time tercepat dari (i,j), yaitu σ(i,j) = max{C(M(i,j)),
T(i,j-1)+P(i,j-1)}.
φ(i,j) completion time tercepat dari (i,j), yaitu φ(i,j) = σ(i,j)+P(i,j).
σ*(m) ready time tercepat pada mesin m, yaitu σ*(m) = miniєI(m)σ(i,j).
σ* ready time tercepat dari semua job yang telah terjadwal, yaitu σ* = minmσ*(m).
φ*(m) completion time tercepat di mesin m, yaitu φ*(m) = miniєI(m)φ(i,j). φ* completion time tercepat dari
semua job yang telah terjadwal, yaitu φ* = minmφ*(m).
δ
[0,1]Algoritme:
0. Inisiasi Kondisi Awal:
I(m) = {(i,1):M(i,1) = m} untuk semua job i,
σ(i,1) = 0 untuk semua job i, φ(i,1) = P(i,1) untuk semua job i, C(m) = 0 untuk semua m, σ*(m) = 0 untuk semua m, σ* = 0,
φ*(m) = miniєI(m)φ(i,1), φ* = minmφ*(m).
1. Jadwalkan job berikutnya di mesin m dengan waktu komplet tercepat: Tentukan m yang memenuhi φ*(m) = φ*.
2. Tentukan set S dengan kemungkinan proses untuk dijadwalkan:
S = {(i,j)
I(m):σ(i,j) ≤ σ*(m) + δ(φ*(m) – σ*(m))}.3. Pilih proses (s,j) dari set S untuk jadwal selanjutnya.
T(s,j) = σ(i,j),
C(m) = T(s,j) + P(s,j), hapus (s,j) dari I(m).
4. Ubah σ dan φ untuk proses di I(m): σ(i,j) = max (σ(i,j) , C(m)), φ(i,j) = σ(i,j) + P(i,j),
ubah σ*(m), φ*(m), σ*, dan φ* jika diperlukan.
5. Jika job s belum selesai, tambahkan proses berikutnya ke list dari job yang telah terjadwal untuk mesin tersebut. if j < N(s), maka tambah (s,j+1) ke I(M(s,j+1)), σ(s,j+1)=max(T(s,j)+P(s,j), C(M(s,j+1))), φ(s,j+1) = σ(s,j+1) + P(s,j+1), ubah σ*(M(s,j+1)), φ(M(s,j+1)), σ*, dan φ* jika dibutuhkan.
6. Jika proses telah terjadwal, kembali ke Langkah 1.
III METODE PENELITIAN
3.1 Persiapan Penelitian
Persiapan yang dilakukan sebelum melakukan penelitian ini adalah dengan studi literatur. Studi literatur ini dilakukan untuk mencari topik dan permasalahan yang terkait sebagai acuan dalam pelaksanaan penelitian, baik berupa jurnal maupun dasar teoritis yang berkaitan dengan permasalahan yang akan dihadapi. Tujuan dari studi literatur ini adalah agar mendapatkan bayangan mengenai permasalahan yang akan dihadapi.
Langkah selanjutnya adalah berkunjung ke lokasi penelitian yang dilakukan di PT Nippon Indosari Corpindo yang berlokasi di Kawasan Industri Jababeka, Cikarang. Pemilihan lokasi ini sesuai dengan permasalahan yang direkomendasikan oleh dosen pembimbing penelitian.
3.2 Sumber dan Pengambilan Data
Kegiatan dalam tahap pengambilan data berupa pengumpulan informasi dan data yang relevan dengan tujuan penelitian ini. Data yang digunakan dalam penelitian ini menggunakan data primer dan data sekunder. Data primer ini berupa wawancara dengan pihak terkait mengenai kondisi pabrik secara umum dan kondisi bagian produksi secara khusus. Wawancara ini dilakukan dengan karyawan di PT Nippon Indosari Corpindo. Metode lain dalam mendapatkan data primer adalah dengan melakukan penghitungan waktu yang dilakukan secara manual selama melakukan penelitian. Sementara untuk data sekunder berupa data yang dikumpulkan dari perusahaan yang didapatkan dari bagian Product Development and Quality Assurance (PDQA), produksi, dan Planning Production, Inventory, and Control (PPIC) PT Nippon Indosari Corpindo. Metode lain untuk mendapatkan data sekunder adalah dengan mengambil data dari laporan penelitian beberapa orang yang pernah melakukan penelitian tentang hal ini. Laporan penelitian ini didapatkan dari bagian PDQA dan Human Resource Department (HRD).
Penelitian ini dilakukan selama dua minggu pada 27 Oktober - 7 November 2008. Penelitian ini mengambil lingkup tentang produksi roti manis berlabel SariRoti. Lingkup penelitian ini adalah untuk produksi pada tanggal 1 November 2008.
3.3 Pengolahan Data
Permasalahan yang terkandung dalam penelitian ini kemudian dimodelkan secara matematika dalam bentuk Integer Nonlinear Programming (INLP). Pemodelan ini dilakukan dengan tujuan agar permasalahan dapat dipecahkan dengan mudah. Kemudian untuk mendapatkan hasilnya dengan cepat, maka perhitungannya menggunakan proses komputasi yang berbasis kepada metode heuristik. Proses komputasi ini menggunakan perangkat lunak program pengoptimuman, yakni ILOG Scheduler 4.4 dan ILOG Solver 4.4 dengan menggunakan bahasa pemrograman Microsoft Visual Basic C++ 6.0.
3.4 Gambaran Umum Proses Produksi
Proses produksi dapat diartikan sebagai cara, metode, dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau
jasa. Hal itu dapat dilakukan dengan menggunakan sumber-sumber yang ada seperti tenaga kerja, mesin, peralatan serta bahan-bahan produksi.
Sistem produksi di PT Nippon Indosari Corpindo termasuk jenis produksi kelompok (batch), yaitu memproduksi dalam kelompok-kelompok yang memiliki kisaran berat tertentu berdasarkan jumlah tepung terigu yang digunakan. Waktu produksi untuk suatu kelompok roti tidak menunggu roti sebelumnya selesai, tetapi dilakukan secara kontinu dengan tujuan untuk memaksimalkan penggunaan alat dan mempersingkat waktu kerja.
Proses pembuatan roti di PT Nippon Indosari Corpindo menggunakan sistem sponge and dough yang terdiri dari dua tahap berbeda. Tahap pertama adalah pembentukan sponge dan tahap kedua adalah pengembangan dough (adonan). Tahap pembentukan sponge meliputi pencampuran bagian bahan adonan yang diikuti dengan suatu fermentasi pendahuluan. Pada tahap pembentukan adonan, sponge yang difermentasikan dijadikan satu dengan bahan yang tersisa, dicampur dan dibiarkan untuk fermentasi yang kedua kalinya dalam waktu yang singkat.
Keuntungan menggunakan sistem ini adalah toleransi terhadap waktu fermentasi lebih baik, volume roti lebih besar, self life lebih lama, dan aroma roti lebih kuat. Kerugiannya adalah toleransi terhadap waktu pengadukan lebih pendek, peralatan lebih banyak, jumlah pekerja lebih banyak, kehilangan karena fermentasi lebih banyak, dan waktu produksi lebih lama.
Proses pengolahan roti di PT Nippon Indosari Corpindo meliputi tahap-tahap penimbangan bahan, pencampuran dan pengadukan, lalu difermentasi selama 4 jam. Kemudian pada tahap pertama, adonan dibagi-bagikan kemudian diputar-putar lalu dicetak sesuai dengan bentuk roti yang akan diinginkan setelah itu cetakan ditekan serta diperbaiki bentuknya. Pada tahap ini memakan waktu 17 menit. Pada tahap kedua dilakukan fermentasi akhir selama 60 menit, kemudian adonan dipanggang dan didinginkan selama 2 jam dan akhirnya dikemas sesuai dengan jenis roti yang dibuat.
3.5 Perumusan Masalah
Alur produksi roti secara umum dapat digambarkan sebagai berikut:
Gambar 3. Alur Produksi Roti di PT Nippon Indosari Corpindo
Produksi roti pada awalnya dimulai dari proses pemesanan roti di bagian penjualan dan pemasaran. Bagian ini melayani pemesanan roti dari toko, agen, dan supermarket setiap harinya. Setelah mendapatkan pemesanan roti secara lengkap dan terperinci selama satu hari, kemudian bagian penjualan dan pemasaran akan memberikan jumlah pesanan selama satu hari kepada bagian PPIC yang akan mendata keseluruhan pesanan roti. Setelah mendapatkan data pesanan roti, bagian PPIC akan memformulasikan sesuai dengan jumlah bahan baku dan bahan pendukung, seperti etiket, minyak goreng, dan lain-lain, yang dibutuhkan untuk memenuhi pesanan tersebut. Untuk mempermudah bagian produksi, PPIC akan mengelompokkan bahan baku tepung terigu yang dibutuhkan
dalam bentuk batch. Ukuran batch ini memiliki kisaran berat tertentu berdasarkan jumlah tepung terigu yang dibutuhkan. Ukuran atau berat batch yang digunakan dalam proses produksi roti manis adalah 70 kg, 60 kg, 50 kg, dan 40 kg. Jumlah batch setiap hari akan berubah-ubah bergantung kepada jumlah pesanan roti.
Bagian PPIC juga membuat kelompok pengiriman roti berdasarkan On-Time Product (OTP). OTP merupakan tenggat waktu yang harus dipenuhi oleh bagian produksi. Selama satu hari, bagian PPIC membuat enam jadwal OTP yang masing-masing untuk memenuhi pesanan yang berbeda dengan jumlah roti yang berbeda bergantung kepada permintaan konsumen, yaitu pukul 02:00, 04:00, 09:00, 15:00, 20:00, dan 23:50.
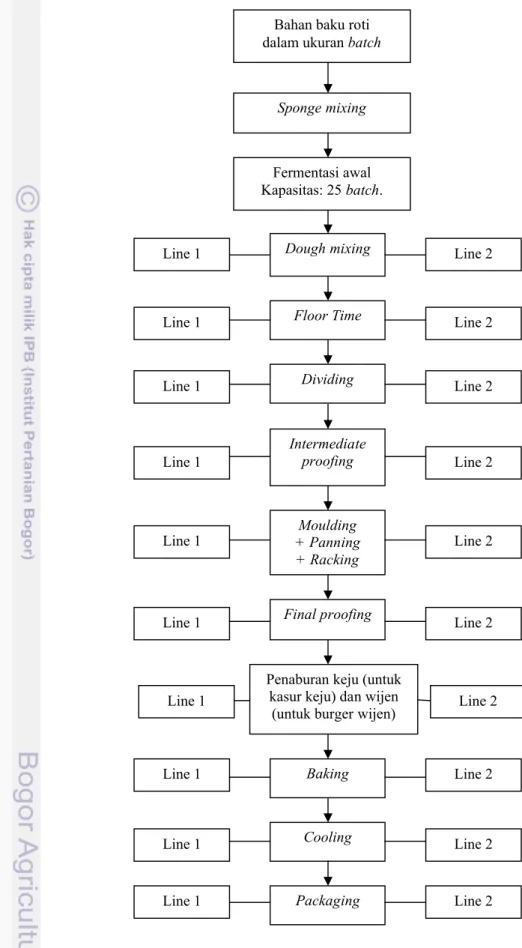
Dalam memenuhi pesanan roti manis sesuai dengan OTP di atas, PT Nippon Indosari Corpindo memiliki 2 line yang digunakan untuk memproduksi beberapa jenis batch roti manis tersebut. Setiap line ini dapat digunakan oleh semua jenis roti dan batch serta memberikan hasil yang sama. Setiap line memiliki proses-proses yang harus dilewati oleh setiap batch untuk diproses menjadi roti sesuai dengan jenis adonannya. Setiap jenis batch memiliki waktu proses dan juga jenis bahan tambahan yang berbeda. Proses produksi roti dapat digambarkan sebagai berikut:
Penjualan dan Pemasaran
PPIC
Gambar 4. Bagan Proses Produksi Roti Manis Sponge mixing Fermentasi awal Kapasitas: 25 batch. Dough mixing Floor Time Dividing Intermediate proofing Moulding + Panning + Racking Final proofing
Penaburan keju (untuk kasur keju) dan wijen
(untuk burger wijen)
Baking
Cooling
Packaging Bahan baku roti dalam ukuran batch
Line 2 Line 1 Line 2 Line 1 Line 2 Line 1 Line 2 Line 1 Line 2 Line 1 Line 2 Line 1 Line 2 Line 1 Line 2 Line 1 Line 2 Line 1 Line 2 Line 1
PT Nippon Indosari Corpindo memiliki keterbatasan dalam menentukan penjadwalan produksi, yaitu: (1) Terbatasnya jumlah line yang ada memaksa bagian produksi secara bergantian menggunakan line dalam memproduksi roti manis, dan (2) Setiap jenis adonan berbeda antara yang satu dengan yang lain memiliki waktu persiapan atau set-up times. Waktu set-up tersebut secara keseluruhan dapat ditulis sebagai berikut:
misalkan,
t1= waktu yang dibutuhkan untuk
mengganti jenis batch,
t2= waktu yang dibutuhkan untuk
mengganti kemasan,
t3= waktu yang dibutuhkan untuk merubah
suhu pemanggangan,
t4= waktu yang dibutuhkan untuk
mempersiapkan bahan roti. maka,
set-up times = max {t1, t2, t3, t4}.
Waktu maksimum dari waktu persiapan atau set-up times tersebut diperhitungkan atau ditambahkan pada saat proses dough mixing.
Selama ini bagian Produksi di PT Nippon Indosari Corpindo membuat jadwal produksi dimulai dari proses dough mixing agar dapat lebih memudahkan dalam membuat jadwal di setiap line dan juga agar aliran proses produksi dapat berjalan dengan lancar.
Permasalahan waktu set-up yang berbeda-beda serta jumlah line yang terbatas ini memaksa bagian produksi di PT Nippon Indosari Corpindo untuk membuat sebuah penjadwalan yang efektif dalam menyelesaikan pemesanan roti manis seperti yang digambarkan di atas. Selama ini bagian produksi membuat penjadwalan secara manual sehingga memiliki kesulitan dalam penjadwalan produksi dan juga mengalami keterlambatan dalam memenuhi jadwal roti manis yang telah ditentukan sesuai dengan OTP yang ada.
Tujuan penelitian ini adalah membuat sebuah penjadwalan yang efektif dan dapat memenuhi pesanan roti yang telah ditentukan sekaligus meminimumkan waktu
produksi atau makespan. Hal ini dapat dipecahkan dengan menggunakan pendekatan Integer Nonlinear Programming (INLP) dan dipecahkan dengan metode heuristik.
Asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Semua mesin siap digunakan sejak dari awal produksi dan tidak rusak.
2. Semua job siap diproduksi dari awal. 3. Waktu setiap antarproses diasumsikan
tidak ada.
4. Waktu yang digunakan tidak berbeda jauh dengan waktu yang sebenarnya.
3.6 Metode Pemecahan Masalah
Metode heuristik yang digunakan dalam memecahkan permasalahan ini merupakan metode yang mudah diaplikasikan. Metode ini dimulai dengan menentukan jumlah job yang akan diproses. Job yang memiliki waktu mulai tercepat akan diproses terlebih dahulu. Jika terdapat lebih dari satu job dengan waktu mulai tercepat yang sama, maka job dengan kemungkinan waktu selesai tercepat akan diproses terlebih dahulu. Setelah job pertama selesai diproses, maka lakukan langkah yang sama untuk job-job selainnya hingga semua job-job selesai diproses. Metode ini secara sederhana dapat ditulis sebagai berikut:
1. Tentukan jumlah job-job yang akan diproses.
2. Job yang memiliki waktu mulai tercepat akan dipilih pertama kali untuk diproses. Jika terdapat lebih dari satu job dengan waktu mulai tercepat yang sama, maka job dengan kemungkinan waktu selesai tercepat akan dipilih untuk diproses. 3. Tetapkan job yang lain yang belum
diproses sebagai alternatif.
4. Setelah job tersebut diproses, ulangi langkah 2 dan 3 sampai semua job-job selesai diproses.
Solusi yang didapatkan dari langkah-langkah di atas merupakan solusi yang baik. Solusi yang didapatkan akan diperbaiki dengan langkah yang sama tetapi dengan urutan job yang berbeda.
IV HASIL DAN PEMBAHASAN
4.1 Data Hasil Penelitian
Penelitian ini mengambil data dan permasalahan pada produksi roti manis dengan label SariRoti. PT Nippon Indosari Corpindo memproduksi 23 jenis roti manis
berlabel SariRoti di mana roti-roti tersebut akan dikelompokkan ke dalam 9 jenis dalam ukuran batch. Pengelompokan tersebut dapat digambarkan sebagai berikut: