5.1 Analisa dan Pembahasan Produksi dan Defect Produk
Dari data yang diambil, diketahui bahwa defect yang terjadi pada proses filling liquid produk obat sirup penurun panas pada periode bulan Januari – Maret tahun 2017 sebesar 3.13%, yaitu 1814 dari total produksi sebesar 57981.
5.2 Analisa dan Pembahasan Pareto Diagram
Pada proses filling liquid untuk produk obat sirup penurun panas periode bulan Januari – Maret tahun 2017, berdasarkan pareto diagram terdapat tujuh (7) jenis defect yang terjadi dengan diurutkan dari yang tertinggi hingga terendah. Defect tersebut adalah defect Goresan Ditutup (37.82%), Uliran Ditutup Sobek (27.18%), Botol Penyok (24.53%), Logo Tutup Miring (5.18%), Tumpah saat Cap (2.37%), Tumpah saat Filling (1.82%), dan Tumpah saat Menggeser (1.10%). Berdasarkan hal tersebut, terdapat satu jenis defect dominan terbesar yang terjadi yaitu defect Goresan Ditutup dengan persentase defect sebesar 37.82%.
5.3 Analisa dan Pembahasan Fishbone Diagram
Faktor penyebab masalah yang terjadi pada defect Goresan Ditutup dapat diuraikan sebagai berikut :
1. Faktor Manusia (Man)
Faktor manusia sangat berperan aktif dalam produksi yang dihasilkan, karena manusia bertindak sebagai operator yang sangat mempengaruhi dalam pembuatan produk. Kurangnya pengetahuan dan ketelitian disebabkan operator tidak terlatih dan terampil dalam pengerjaan proses pembuatan produk, kurangnya pengetahuan dan ketelitian ini karena masih minimnya pengetahuan operator tentang proses produksi.
2. Faktor Mesin (Machines)
Dalam kategori defect yang mengakibatkan banyaknya terdapat goresan di tutup botol dikarenakan belum tersedianya mesin sensor untuk menyortir tutup botol secara keseluruhan.
3. Faktor Material (Materials)
Material yang terbuat dari bahan aluminium ini menyebabkan tutup botol mudah tergores, jika goresan tampak jelas maka dapat dikategorikan sebagai defect/reject.
4. Faktor Metode (Methods)
Metode sangat penting karena merupakan standarisasi atau acuan pelaksanaan suatu proses. Dalam permasalahan defect ini, metode yang diterapkan kurang baik karena tutup botol tidak dilakukan tahap pembersihan dan penyortiran keseluruhan sebelum tutup botol digunakan, hanya dilakukan uji bahan pada sampling. Hal ini
menyebabkan masih banyak terdapat defect pada saat jalannya produksi. Selain itu, cara penyimpanan tutup botol saat masuk ruang produksi ditumpuk dan hanya menggunakan plastik.
Dari fishbone diagram, dibawah ini merupakan analisa 4M (Man,
Materials, Machines, Methods) yang dapat dilakukan untuk meminimalisir
defect Goresan Ditutup.
Tabel 5.1 Analisa 4M Untuk Meminimalisir Defect Faktor Usulan Perbaikkan dan Improvment
1. Man 1. Tingkatkan training berkala untuk menambah wawasan dan inovasi pekerja / operator
2. Pemberian reward dan punishment kepada karyawan untuk meningkatkan semangat kerja karyawan
3. Tingkatkan penerapan SOP (Standar Operating Procedur) sesuai CPOB (Cara Pembuatan Obat yang Baik)
4. Melakukan penelitian tingkat stress karyawan / kelelahan kerja dalam melakukan keperjaannya agar menurunkan tingkat stress sehingga dapat meningkatkan produktivitas karyawan
5. Mengadakan olahraga rutin sebelum bekerja atau kegiatan lainnya untuk merangsang otak tetap fokus dalam bekerja 2. Materials 6. Melakukan penelitian dan pencarian supply bahan baku dan
bahan penolong yang memiliki standar tinggi agar kualitas produksi meningkat
7. Menerapkan pememilih peralatan pendukung yang ergonomis untuk menunjang proses produksi lebih efektif dan efisien 3. Machines 8. Melakukan validasi tentang ketepatan penjadwalan
9. Meningkatkan maintenance mesin berkala khususnya pada mesin mixing, filling, dan capping
10. Melakukan pemeriksaan rutin pada mesin setiap sebelum mesin dijalankan
11. Melakukan studi kelayakan mesin
12. Melakukan riset studi kelayakan mesin berteknologi baru 13. Penerapan konsep ergonomis dalam bekerja dengan
menganalisa perancangan kerja melalui Anthropometri dan Peta Therblig
4. Methods 14. Melakukan penelitian untuk mencari cara tepat dalam
inspection untuk mengontrol proses produksi
15. Melakukan penelitian dan penerapan tentang rolling kerja operator dalam jangka waktu tertentu agar tingkat jenuh operator berkurang
16. Mengkaji cara tepat untuk material handling serta penyimpanan tutup botol dan botol sesuai CPOB (Cara Pembuatan Obat yang Baik) seperti melakukan transfer secara tertutup antara ruang pembersihan dan ruang filling liquid dengan conveyor agar tidak terjadi penumpukan dalam penyimpanan tutup botol dan botol. Bisa juga dengan tidak meletakkan langsung tumpukan tutup botol dan botol pada lantai, tetapi bisa diletakkan pada kursi atau alas lain yang bisa menghindari kontak langsung dengan lantai
17. Membentuk kelompok Gugus Kendali Mutu yang berkompeten dalam penyelesain masalah agar dapat menyelesaikan seluruh masalah yang ada diperusahaan dengan cara yang terbaik
5.4 Analisa dan Pembahasan Failure Mode and Effect Analysis
Analisa FMEA Defect Goresan Ditutup
Gambar 5.1 Sebab Akibat Defect Goresan Ditutup
Sumber : PT. XY
Dengan nilai tertinggi RPN 250 pada defect goresan ditutup, nilai
Severity (S) diberi skor 5 (biasa) karena terdapat garis tebal, nilai Occurance
(O) diberi skor 10 (sangan tinggi) karena terjadi sebanyak 686 kali atau 1.18% dari total produksi sebanyak 57981, nilai Detection (D) diberi skor 5 (sedang) karena untuk mendeteksi harus dilakukan dengan inspeksi sangat hati-hati dengan indra penglihatan manusia. Terdapat tutup botol yang kurang bersih dan banyak terlihat goresan disebabkan karena tutup botol tidak dibersihkan terlebih dahulu sebelum di pakai dan di simpan secara bertumpuk di dalam plastik serta diletakkan di lantai. Dari hasil ini maka dapat diberikan saran untuk melakukan tindakan perbaikkan yaitu melakukan pembersihan tutup botol sebelum dipakai dan mengkaji cara tepat penyimpanan tutup botol sesuai CPOB (Cara Pembuatan Obat yang Baik) seperti tidak meletakkan langsung tutup botol pada lantai, tetapi bisa diletakkan pada kursi atau alas lain yang bisa menghindari kontak langsung dengan lantai.
5.5 Implementasi Perbaikan
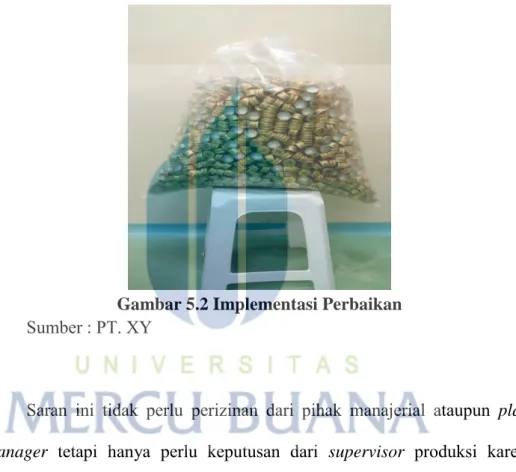
Dalam penelitian yang dilakukan, tidak semua saran yang diajukan sudah diimplementasi. Saran yang sudah dilakukan, yaitu dengan tidak meletakkan langsung tumpukan tutup botol pada lantai, tetapi bisa diletakkan pada kursi atau alas lain yang bisa menghindari kontak langsung dengan lantai.
Gambar 5.2 Implementasi Perbaikan
Sumber : PT. XY
Saran ini tidak perlu perizinan dari pihak manajerial ataupun plant
manager tetapi hanya perlu keputusan dari supervisor produksi karena
hanya berhubungan dengan material handling saja.
Implementasi perbaikan ini baru dilakukan selama satu bulan dan hasil rekapannya baru didapatkan pada akhir bulan April. Sehingga peneliti hanya membandingkan hasil pelaksanaan di bulan Maret dengan hasil
monitoring atau pemantauan di bulan April. Berikut ini merupakan data
perbandingan persentase defect produk obat sirup penurun panas pada periode bulan Maret dan bulan April 2017.
Tabel 5.2 Data Persentase Defect Produk Obat Sirup Penurun Panas Persentase Defect Produk Obat Sirup Penurun Panas Periode Bulan Maret dengan Bulan April Tahun 2017
No.
Persentase Defect Bulan Maret 2017
Persentase Defect Bulan April 2017
Jenis Defect Jumlah Defect % Defect Terhadap Produksi Bulan Maret 2017 Jumlah Defect % Defect Terhadap Produksi Bulan April 2017 1 Goresan Ditutup 182 1.13% 178 0.92% 2 Botol Penyok 100 0.62% 132 0.68%
3 Uliran Ditutup Sobek 114 0.71% 143 0.74%
4 Logo Tutup Miring 18 0.11% 27 0.14%
5 Tumpah saat Filling 8 0.05% 15 0.08%
6 Tumpah saat Menggesar 7 0.04% 11 0.06%
7 Tumpah saat Cap 13 0.08% 15 0.08%
Sumber : Pengolahan Data
Dari data persentase defect diatas, dapat dilihat bahwa persentase untuk jenis defect goresan ditutup pada bulan Maret 2017 sebesar 1.13%, sedangkan pada bulan April sebesar 0.92%. Hal ini menunjukkan bahwa terjadi penurunan persentase defect sebesar 0.21% dari bulan Maret ke bulan April.
Gambar 5.3 Perbandingan Persentase Defect Goresan Ditutup