Desain Jig & Fixture untuk Break Shoes Sepeda Angin
Afriandi, dan Rahman Hakim
Batam Polytechnics
Mechanical Engineering Study Program
Jl. Ahmad Yani, Batam Centre, Batam 29461, Indonesia
E-mail: [email protected]
Abstrak
Perkembangan industri yang sangat pesat membuat persaingan di dunia industri menuntut adanya alat yang bisa membantu proses produksi agar bisa lebih cepat dan mampu menghasilkan produk dengan jumlah yang banyak dalam waktu yang singkat serta mengurangi biaya produksi, salah satu cara untuk meningkatkan kualitas dan produksi diperlukan Jig & fixture yang lebih efisien. Dalam pengerjaan,maka dilakukan pengembangan terhadap jig & fixture yang telah ada di PT. X agar lebih efisien, dan agar tidak terjadi kesalahan dalam proses pembuatan jig &
fixture maka dilakukan pengambilan data dengan menggunakan ishikawa diagram untuk melihat
pengaruh-pengaruh yang menyebabkan kualitas dan produksi yang kurang optimal, serta melakukan observasi terhadap jig &
fixture yang telah ada sebelumnya.Selanjutnya dilakukan proses desain yang akan dikerjakan dengan menggunakan
software Solidwork dengan cara penambahan dari 2 menjadi 3 jig. Dengan penambahan jig tersebut maka diharapkan
akan ada penambahan kuantitas terhadap part break shoes tersebut.
Kata kunci: Jig & Fixture Desain, Solid Work, Break shoes,Ishikawa Diagram, Desain improvment.
Abstract
The development of rapid industry making competition in the industrialized world demands tools that
could help the production process to be faster and able to produce products with great numbers in a short
time and reduce costs production, one way to improve the quality and production of the required Jig &
more efficient fixture. In the workmanship, then conducted development of jig & fixture that has existed
in the PT. X to make it more efficient, and to avoid an error occurred in the process of making jig & fixture
then conducted data retrieval by using the ishikawa diagram to see the influences which led to the
production of quality and less than optimal, as well as do the observations against the jig & fixture who
has been there before. Next do the design process that will be carried out with the use of the software by
means of the addition of Solidwork 2 into 3 jig. With the addition of the jig then expected there will be the
addition of the quantity.
Keywords : Jig & Fixture Design, Solid Work, Break shoes, Ishikawa Diagram, Design improvement.
1.
Pendahuluan
Perkembangan industri yang sangat pesat memunculkan inovasi teknologi yang lebih baik untuk mengembangkan kapasitas dan kualitas suatu produksi. Peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh terutama dengan menurunkan waktu proses manufaktur. Hampir seluruh proses produksi mengunakan mesin perkakas yang sesuai dengan spesifikasi produk yang akan di buat. Semakin komplek bentuk produk, maka semakin rumit perkakas
yang di gunakan. Peningkatan kualitas produk dapat di capai salah satu nya dengan mengunakan alat bantu proses produksi ,seperti jig dan fixture [1].
PT. X merupakan salah satu industri manufaktur yang salah satunya varian produk yang diproduksinya adalah komponen Break shoes yaitu berfungsi sebagai salah satu komponen dari sistem pengereman sepeda angin dimana pada kegiatan produksi dalam pembuatan komponen ini telah memanfaatkan penggunaan alat bantu Jig & Fixture. Jig & Fixture
digunakan dalam proses pemesinan agar dapat menghasilkan duplikasi part yang lebih akurat, Alat bantu jig & fixture yang di pergunakan saat ini oleh PT. X masih kurang efisien dalam jumlah produk yang di hasilkan, sehingga dibutuhkan pengembangan terhadap jig & fixture sehingga bisa meningkatkan hasil produksi pada mesin slitting break shoes [2]. Dengan mengetahui akan adanya kekurangan yang dimiliki oleh Jig& fixture pada mesin break shoes yang ada di PT. X, maka timbul pemikiran untuk mengembangkan sebuah Jig &Fixture yang telah ada untuk meningkatkan proses produksi yang digunakan untuk mengoptimalkan kinerja dari suatu mesin, sehingga dalam penelitian ini akan dibuat rancang bangun alat berupa Jig & Fixture yang diharapkan lebih efisien [3].
2. Metodologi Penelitian
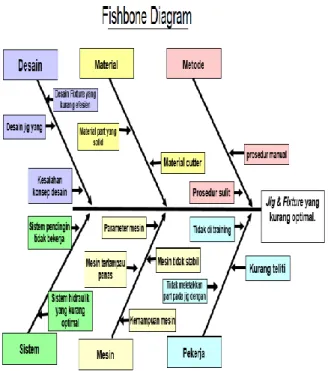
Fishbone Diagram (tulang ikan), atau biasa pula disebut Ishikawa Diagram ataupun cause effect diagram, adalah salah satu dari root cause analysis
tools yang paling populer di kalangan praktisi industri
untuk melakukan quality improvement mendasarkan pada usaha mengenali akar penyebab terjadinya variasi pada quality tertentu yang ingin dicapai [4].
Gambar 1. ishikawa diagram A. Melakukan Pengumpulan Data
Melakukan pengumpulan data dengan melakukan observasi terhadap mesin
selitting break shoes dan wawancara kepada
operator mesin, dalam proses observasi dan
wawancara dibuat daftar kebutuhan dan alternatif terhadap desain Jig & Fixture
B. Identifikasi kebutuhan Jig & Fixture Hasil indentifikasi keinginan produsen menjadi salah salah satu kriteria dalam perancangan Jig & Fixture, seperti aman dalam pemakaiaan, mudah di oprasikan, waktu oprasi yang singkat, dan mudah melakukan perawatanya.
C. Desain awal Jig & Fixture
Perancangn Jig & Fixture harus memperhatikan kriteria tertentu, yaitu kontruksi sederhana, mudah dalam pengoprasian dan perawatan, serta memiliki kualitas yang baik dan teliti.
2.1Alat-Alat Penelitian
Peralatan yang digunakan dalam penelitian ini :
a. SoftwareSolidwork
Solidwork dipergunakan sebagai perangkat
lunak untuk membantu proses desain suatu benda atau bangunan dengan mudah dan fungsi solidwork dalam proses ini untuk membuat rancangan desain Jig &Fixture.
b -Measurring
-Jangka sorong
-Bevell protactor
-Water pass
Alat ukur tersebut di gunakan untuk menentukan dimensi dan dudukan base dari
Jig & Fixture yang akan di kembangkan.
3. Hasil dan Pembahasan
Perancangan jig & fixture dilakukan untuk mempermudah proses slitting di dua permukaan yang pada kondisinya saat ini menggunakan dua alat bantu. Produk yang menjadi objek penelitian perancangan jig &
fixture adalah produk break shoes yang
menjadi salah satu komponen pengereman sepeda angin. Gambar 2 merupakan gambar produk break shoes yang digunakan sebagai acuan dalam pembuatan rancangan jig & fixture. Proses slitting pada produk break shoes untuk saat ini sudah dibantu dengan
penggunaan alat bantu jig & fixture. Alat bantu jig yang digunakan saat ini terdiri dari 2 buah, yang masing - masing alat bantu tersebut digunakan untuk memproses permukaan benda kerja yang berbeda sehingga waktu set up yang dihasilkan menjadi lebih lama karena membutuhkan proses loading dan unloading pada masing-masing penggunaan alat bantu jig & fixture tersebut [5].
Gambar 2. Produk break shoes
Perancangan jig & fixture untuk proses
slitting yang dilakukan untuk memperbaiki
alat bantu yang telah ada. Salah satunya yaitu untuk dapat membantu operator dalam melakukan proses slitting. Selain itu, perancangan jig & fixture ini dapat mempercepat hasil produksi dari produk
break shoes [6].
3.1.Prinsip Kerja Jig & Fixture
Prinsip kerja jig & fixture pada alat bantu yang telah dirancang untuk proses cutting
komponen break shoes ini cukup sederhana. Prinsip kerja alat bantu ini dapat diuraikan sebagai beriku.
1. Alat bantu dipasangkan pada mesin cutting
yang digunakan untuk proses pembuatan
slitting pada komponen break shoes.
2. Clamping pada alat bantu dilonggarkan hingga
posisinya memberi ruang untuk memposisikan benda kerja.
3. Penyangga dinamis dari alat bantu dibuka agar komponen atau benda kerja yang akan kerjakan dapat diposisikan pada alat bantu.
4. Setelah benda kerja diposisikan dengan tepat penyangga dinamis alat bantu ditutup kembali agar posisi benda kerja di dalam alat bantu tidak bergeser
5. Clamping dikencangkan hingga bersentuhan
dengan benda kerja, sehingga benda kerja berada dalam posisi yang rigid.
6. Setelah benda kerja terpasang sempurna dalam alat bantu proses pemesinan mulai dilakukan
7. Jig & fixture yang digunakan mengarah pada
mata cutter untuk pembauatan slitting, serta menjaga agar slitting yang dihasilkan lebih presisi.
8. Setelah proses pemesinan selesai dilakukan, maka clamping pada alat bantu kembali dilonggarkan.
9. Penyangga dinamis alat bantu kembali dibuka untuk mengeluarkan benda kerja yang telah selesai diproses.
10. Benda kerja dikeluarkan dari alat bantu
3.2. Perancangan Jig & Fixture
Dalam perancangan jig & fixture yang dilakukan ini mencakup dua buah proses
slitting yang dilakukan pada produk break
shoes. Hal tersebut dilakukan karena dua
proses slitting ini memiliki lebar dan kedalaman yang berbeda sehingga diperlukan dua locator yang berbeda dalam satu jig untuk proses slitting tersebut. Terdapat beberapa tahap dalam melakukan perancangan, salah satunya dengan melakukan pemilihan dan merancang komponen yang dibutuhkan dalam perancangan jig & fixture seperti baseplate
atau landasan locator.
Gambar 3. jig & fixture slitting break shoes
3.3. Perancangan BasePlate
Dengan perancangan dudukan base plate
dilakukan sebagai penopang utama dari
fixture. Dudukan base plate dirancang dengan
berbentuk kotak yang pada bagian depan tersebut memiliki lubang yang berulir berfungsi sebagai tempat masuknya poros jig & fixture. Pada base plate tersebut memiliki 6 buah lubang yang utama yang berfungsi sebagai tempat masuk pin pengunci agar jig & fixture terletak pada posisi yang tepat dan membuat fixture tersebut tidak bergerak. Gambar rancangan baseplate beserta dimensinya masing - masing dan bagian yang terdapat pada baseplate dapat dilihat pada Gambar 4.
Gambar 4. Base plate
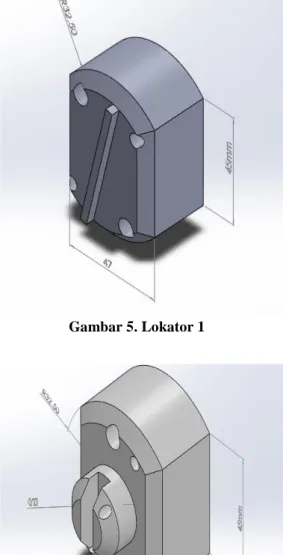
3.4. Perancangan Lokator
Lokator yang berfungsi untuk menahan beban benda kerja dan menjamin penopangan yang kaku disebut support (penopang) sedangkan lokator yang berfungsi untuk menghasilkan titik / bidang referensi pada sisi benda disebut stopper, dimana pada rancangan yang dibuat menggunakan 6 buah lokator yang berfungsi sebagai penopangan benda kerja pada saat proses permesinan nantinya, 6 buah clamping yang berfungsi sebagai pencekaman yang ditambahkan dengan komponen tambahan sehingga nantinya 6 buah clamping tersebut menjadi satu kesatuan, serta satu buah stopper yang berfungsi sebagai titik acuan saat penempatan benda kerja pada rancangan fixture.
Gambar 5. Lokator 1
Gambar 6. Lokator 2
3.5. Perancangan Clamping
Clamping yang digunakan untuk
mencekam benda kerja adalah jenis power
clamping, karena dilihat dari pengoperasian
clamping jenis ini yang cukup sederhana.
Selain pengoperasiannya yang sederhana, pemilihan tersebut dilakukan sebagai salah satu langkah untuk meminimasi waktu set up
pada penggunaan rancangan ini. Pada rancangan rancangan clamping ini di tambahkan menggunakan komponen yang nantinya akan miliki bentuk persegi panjang yang mengikuti bentuk alur dari benda kerja sehingga pada saat dilakukan pencekaman dapat mencekam benda kerja dengan baik.
Clamping diposisikan berdasarkan daerah
pencekaman pada daerah benda kerja yang tidak mengalami proses permesinan, sehingga
clamping yang di pasang tidak mengganggu
mampu mencekam benda kerja dengan maksimal.
Gambar 7. Clam
4. Estimasi Waktu Proses slitting break shoes Estimasi waktu manufaktur pada proses slitting ini dapat ditentukan menggunakan metode MOST (Maynard Operation Squence
Time). Hal ini ditentukan dengan melihat
elemen-elemen gerakan yang dilakukan oleh operator dalam mengoperasikan alat bantu ini. Berdasarkan perhitungan estimasi waktu untuk proses slitting dua buah pemotonggan pada komponen break shoes adalah sebesar 21 detik.
4.1. Analisis Ekonomi
Pembuatan alat bantu untuk komponen
break shoes ini perlu diketahui estimasi
biayanya, agar dapat dianalisis kelayakan apakah alat bantu ini dapat memberikan manfaat dari segi ekonomi.
1. Estimasi Biaya-Biaya Langsung
a. Biaya pengunaan mesin Dapat dilihat ditabel berikut:
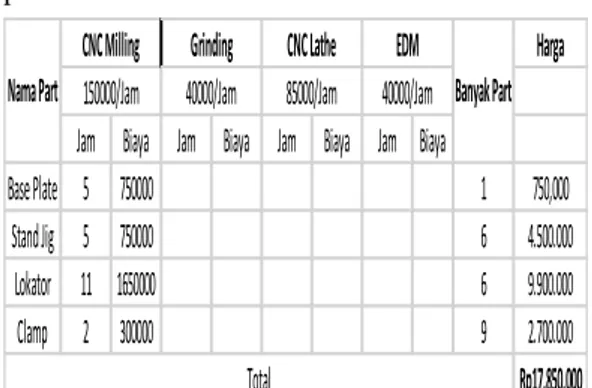
Tabel 1. Estimasi Biaya harga proses permesinan
Harga
Jam Biaya Jam Biaya Jam Biaya Jam Biaya
Base Plate 5 750000
1
750,000
Stand Jig 5 750000
6
4.500.000
Lokator 11 1650000
6
9.900.000
Clamp 2 300000
9
2.700.000
Rp17.850.000
Banyak Part
Total
Nama Part
CNC Milling
150000/Jam
Grinding
CNC Lathe
EDM
40000/Jam
85000/Jam
40000/Jam
Tabel 1. Harga penggunaan mesin untuk pembuatan jig&fixturebreak shoes
b. Tambahan biaya material pendukung: 1. Komponen baut sebanyak :
36 buah baut M5x100 = Rp 54000 24 buah baut M6x100 = Rp 36000 6 buah baut M10x55 = Rp 6000
12 buah buat M8X50 = Rp 12000 9 buah hydraulic cylinder =
Rp1,408,000 × 9 = Rp12,672,000 Total = Rp12,780,000
d. Jumlah harga keseluruhan
Jumlah permesinan = Rp17,850,000 Komponen pendukung = Rp12,780,000
Harga total keseluruhan = Rp30,630,000
2. Analisa Titik Impas
Asumsi part break shoes yang dihasilkan dari jig & fixture yang didesain sebagai berikut :
Harga part break shoes per pcs $ 0.3 = Rp3161
Cycle time dari proses slitting break shoes=
21 detik
Waktu operasi mesin per shift = 7 jam / 25200 detik
25,200 ÷ 21 = 1,200 pcs 1,200 × 2 jig lama = 2,400 pcs 1,200 × 3 jig desain = 3,600 pcs
Selisih jig lama dan desain jig baru yaitu = 1,200 pcs Rp3161 × 1,200 = Rp 3,793,200/shift = Rp 3,793,200 × 2 shift/hari =Rp 7,5856,400 =Rp 7,5856,400× 5 hari =Rp 37,932,000
Dengan desain yang diajukan lebih banyak menghasilkan part dengan selisih 1,200 pcs dengan jig yang ada sekarang.
5. Kelebihan dan kekurangan dari desain jig & fixture yang dirancang
1.kelebihan
Jig & fixture yang didesain ini diharapkan mampu menghasilkan produk break shoes
lebih banyak dari jig sebelumnya, dengan estimasi biaya yang relatif murah, dan dengan
cycle time proses slitting yang sama dengan
jig yang ada.
2.kekurangan
Jig & fixture yang didesain ini memiliki kerumitan pada proses assembly dan saat melakukan maintenance karna memiliki bagain-bagian yang lebih kompleks.
6. Kesimpulan
Berdasarkkan hasil penulisan laporan ini, maka dapat ditarik beberapa kesimpulan sebagai berikut.
1. Waktu siklus yang dibutuhkan untuk proses
slitting dengan menggunakan alat bantu
lebih cepat.
2. Slitting yang dihasilkan pada komponen
brake shoes dengan menggunakan alat bantu ini akan lebih presisi, karena posisi komponen yang rigid saat proses slitting berlangsung.
8.
Daftar Pustaka
[1] A. Santosa, “Perancangan Jig Dan Fixture Sistem Pneumatik Untuk Proses Pemasangan Bearing Dan Absorber Pada Velg Rear Wheel,” vol. 2, no. 1, pp. 1–5, 2017.
[2] H. Prassetiyo, R. Rispianda, and H. Adanda, “Rancangan Jig Dan Fixture Pembuatan Produk Cover on-Off,” Teknoin, vol. 22, no. 5, pp. 350–360, 2017.
[3] H. Prassetiyo, ~ Rispianda, and P. Dewi, “Rancangan Welding Fixture Pembuatan Produk Front Engine Mounting Mobil Suzuki Baleno,” J. Rekayasa Sist. Ind., vol. 4, no. 2, p. 97, 2017.
[4] E. A. Yuniarto, “Perbaikan pada fishbone diagram sebagai root cause analysis tool,” J.
Tek. Ind., pp. 217–224, 2014.
[5] J. T. Industri, F. Teknik, and U. Andalas,
“PERANCANGAN FIXTURE PROSES
GURDI UNTUK,” pp. 75–80.
[6] S. Ranga, M. Jaimini, S. K. Sharma, B. S. Chauhan, and A. Kumar, “A Review on Design OF Experiments ( DOE ),” Int. J. Pharm. Chem. Sci., vol. 3, no. 1, pp. 216–224, 2014.