PENERAPAN GOOD MANUFACTURING PRACTICE (GMP) PADA PROSES PENGALENGAN IKAN TUNA (Thunnus Albacores)
TUGAS AKHIR
OLEH
AGYATS AMALIA MUFLIHIN 12 22 084
TEKNOLOGI PENGOLAHAN HASIL PERIKANAN POLITEKNIK PERTANIAN NEGERI PANGKEP
2015
HALAMAN PENGESAHAN
PENERAPAN GOOD MANUFACTURING PRACTICE (GMP) PADA PROSES PENGALENGAN IKAN TUNA (Thunnus Albacores)
TUGAS AKHIR
OLEH
AGYATS AMALIA MUFLIHIN 12 22 084
Sebagai Salah Satu Persyaratan Untuk Menyelesaikan Studi pada Politeknik Pertanian Negeri Pangkep
Telah Diperiksa dan Disetujui :
Syamsuar. S. Pi, M.Si__ Ir. Muh. Fitri, M.Si Pembimbing I Pembimbing II
Diketahui Oleh :
Ir.Andi. Asdar Jaya. S. Pi, M.Si Rivaldi. ST, M.Si Direktur Ketua Jurusan
HALAMAN PERSETUJUAN PENGUJI
Judul : Penerapan Good Manufacturing Practice (GMP) Pada Proses Pengalengan Ikan Tuna (Thunnus Albacores).
Nama Mahasiswa : Agyats Amalia Muflihin
NIM : 12 22 084
Jurusan : Teknologi Pengolahan Hasil Perikanan Tanggal lulus : 27 Agustus 2015
Disahkan Oleh : Tim Penguji
1. Syamsuar. S. Pi., M.Si ( ...)
2. Ir. Muh. Fitri, M.Si ( ...)
3. Ernawati Jassin., S. Si., M.Si (...)
4. Arnida Mustafa, S. TP., M.Si ( ... )
RINGKASAN
Agyats Amalia Muflihin 12 22 084 Penerapan Good Manufacturing Practice (GMP) Pada Proses Pengalengan Ikan Tuna (Thunnus Albacores), dibimbing oleh Syamsuar dan Muh. Fitri.
Sumber daya kelautan dan perikanan adalah salah satu sumber daya alam yang dapat meningkatkan kesejahteraan suatu bangsa termasuk Indonesia.
Pengembangan produk yang efisien dan produktif dari pengembangan produk bernilai tambah adalah dengan mengolah produk primer menjadi produk sekunder atau produk akhir. Salah satu bentuk diversifikasi atau pengembangan nilai tambah produk tuna adalah pengalengan ikan tuna. Pengalengan merupakan cara pengawetan ikan dengan sterilisasi. Ikan dimasukkan dalam kaleng, kemudian disterilkan dengan panas. Dalam proses pengolahan ikan tuna perlu diterapkan cara berproduksi yang baik sebagai pedoman bagi produsen dengan tujuan untuk meningkatkan mutu hasil produksinya, dan dengan demikian masyarakat dapat dapat dilindungi keselamatan dan kesehatannya terhadap produksi dan peredaran makanan yang telah memenuhi syarat mutu dan keamanan.
Kegiatan ini bertujuan untuk mengetahui proses produksi ikan kaleng tuna yang baik sesuai dengan standar GMP ikan tuna berdasarkan SNI 01-2712.3-2006 di PT. Delta Pasific Indotuna Bitung-Sulawesi Utara.
Metode yang digunakan dalam kegiatan ini adalah observasi atau pengamatan dan partisipasi di lapangan, sedangkan teknik pengumpulan data dilakukan dengan cara wawancara langsung dengan para staf karyawan PT. Delta Pasific Indotuna. Untuk pengolahan data dilakukan dengan analisis secara deskriptif berdasarkan data primer dan sekunder.
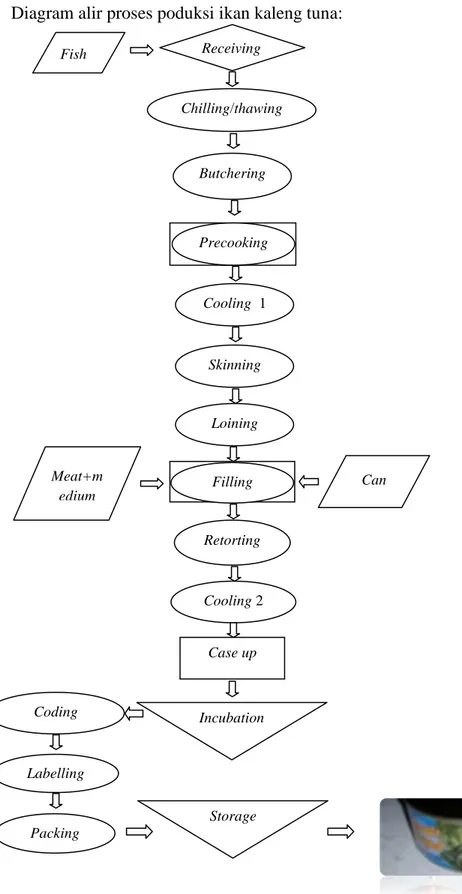
Hasil yang diperoleh dari kegiatan ini menunjukkan bahwa proses pengalengan ikan di PT. Delta Pasific Indotuna meliputi tahap receiving, chilling/thawing, butchering, precooking, cooling 1, skining, loining, filling, retorting, cooling 2, case up, incubation, coding, labelling, packing dan storage. PT. Delta Pasific Indotuna menggunakan bahan baku skipjack dan yellow fin, serta menggunakan medium berupa canola oil dan brine. Proses pengalengan ikan tuna sudah menerapkan GMP, tetapi pada tahap receiving, chilling/thawing, dan precooking tidak sesuai dengan Standar Nasional Indonesia (SNI 01-2712.3-2006), karena pada tahap tersebut terdapat perbedaan suhu dan waktu. Sementara pada tahap butchering Di PT. Delta Pasific Indotuna tidak dilakukan pemotongan kepala disebabkan karena bahan baku yang digunakan di PT. Delta Pasific Indotuna berukuran kecil.
Kata kunci : GMP (Good Manufacturing Practice), Pengalengan, Skipjack dan Yellow fin.
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT, karena berkat Rahmat dan Hidayah-Nya sehingga penulis dapat menyelesaikan penyusunan tugas akhir ini tepat pada waktunya.
Tugas akhir ini disusun sebagai hasil penelitian dengan judul Penerapan Good Manufacturing Practice (GMP) Pada Proses Pengalengan Ikan Tuna (Thunnus Albacores) di PT. Delta Pasific Indotuna Bitung-Sulawesi Utara Tugas akhir ini merupakan syarat dalam menyelesaikan Studi Ahli Madya Perikanan, Jurusan Teknologi Pengolahan Hasil Perikanan di Politeknik Pertanian Negeri Pangkajene dan Kepulauan.
Dalam kesempatan ini tak lupa pula penulis menyampaikan penghargaan serta ucapan terima kasih yang sebesar-besarnya kepada pihak yang telah banyak membantu dan berpartisipasi, baik secara langsung maupun tidak langsung.
Khususnya kepada kedua orang tua. Bapak Muflihin dan Almh. Ibu Zachrani yang selalu memberikan doa dan dukungannnya dalam penyelesaian tugas akhir ini. Selain itu, penulis juga menyampaikan terima kasih kepada :
1. Daniah Syarief sebagai pengganti orang tua
2. Bapak Ir. Andi Asdar Jaya, M. Si selaku Direktur Politeknik Pertanian Negeri Pangkajene dan Kepulauan
3. Bapak Rivaldi ST., M. Si selaku Ketua Jurusan Teknologi Pengolahan Hasil Perikanan
4. Bapak Syamsuar, S. Pi., M. Si selaku Pembimbing I 5. Bapak Ir. Muhammad Fitri., M. Si selaku Pembimbing II 6. Bapak Basmi Said, SE., M. Si selaku Pembimbing Lapangan
7. Ibu Asyurah, S. Pi selaku kepala laboratorium di PT. Delta Pasific Indotuna
8. Keddi yang telah banyak membantu, dan mengorbankan waktu.
9. Rekan-rekan di PT. Delta Pasific Indotuna (Mr. Viruch, Ibu Emes, Ibu Yuli, Pak Nofri, Pak Yacob, Pak Ai`, dan kakak-kakak yang banyak membantu kami).
10. Teman-teman PKPM dan seperjuangan (se-almamater) yang selalu membantu saya.
Penulis menyadari bahwa isi laporan ini masih jauh dari kesempurnaan.
Karenanya, saran dan kritik yang membangun sangat diharapkan demi kesempurnaan laporan ini. Akhirnya penulis mengucapkan banyak terima kasih, semoga laporan ini dapat bermanfaat bagi kita semua.
Wabillahi taufik walhidayah Wassalamu’ alaikum Wr. Wb.
Pangkep, 03 Juni 2015
Penulis
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
HALAMAN PERSETUJUAN PENGUJI ... iii
RINGKASAN ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xi
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Tujuan dan Kegunaan ... 2
BAB II TINJAUAN PUSTAKA ... 3
2.1 Klasifikasi dan Morfologi Ikan Tuna ... 3
2.2 Pengertian Good Manufacturing Practice ... 6
2.3 Penerapan SSOP dan HACCP ... 9
2.4 Persyaratan Pengolahan Ikan Kaleng Tuna Berdasarkan SNI. 13
BAB III Metodologi ... 20
3.1 Waktu dan Tempat ... 20
3.2 Metode Pengumpulan Data ... 20
3.3 Alat dan Bahan ... 21
3.4 Prosedur kerja ... 23
BAB IV HASIL DAN PEMBAHASAN ... 24
4.1 Proses Produksi Ikan Kaleng Tuna ... 24
4.2 Bahan Penolong dan Bahan Tambahan Makanan dalam proses Pengalengan Ikan Tuna ... 35
BAB V KESIMPULAN DAN SARAN ... 37
5.1. Kesimpulan ... 37
5.2. Saran ... 37
DAFTAR PUSTAKA ... 38
LAMPIRAN ... 40
RIWAYAT HIDUP ... 44
DAFTAR TABEL
Teks
No Halaman
1. Jenis – Jenis Ikan Tuna ... 4
2. Alat yang Digunakan pada Proses Pengalengan Ikan ... 21
3. Bahan yang Digunakan pada Proses Pengalengan ... 22
4. Tahapan Proses Produksi Ikan Kaleng Tuna ... 24
5. Ukuran Ikan ... 25
6. Klasifikasi Kualitas Ikan Segar ... 26
7. Estimasi Waktu Thawing ... 27
8. Cara Penyusunan Kaleng Berdasarkan Size Kaleng ... 33
DAFTAR GAMBAR
Teks
No Halaman 1. Ikan Tuna Sirip Kuning ... 3 2. Diagram Alir Proses Produksi Ikan Keleng Tuna ... 23
DAFTAR LAMPIRAN
Teks
No Halaman 1. Alat dan Bahan Pengolahan Ikan Kaleng Tuna ... 41 2. Proses Pengolahan Ikan Tuna ... 42
BAB I PENDAHULUAN
1.1 Latar Belakang
Sumber daya kelautan dan perikanan adalah salah satu sumber daya alam yang dapat meningkatkan kesejahteraan suatu bangsa termasuk Indonesia.
Sebagai negara maritim yang terdiri dari ribuan pulau yang membentang dari Sabang sampai Merauke, potensi ekonomi yang terkandung di lautan sangat besar mulai dari pertambangan minyak, bumi dan gas, perikanan hingga pariwisata dan lain-lain. Indonesia merupakan negara kepulauan terbesar di dunia dan memiliki panjang pantai mencapai +81.000 km, dengan jumlah pulau mencapai 17.508 buah, serta potensi lestari sumber daya perikanan laut sebesar 6,40 juta ton per tahun (Sumber Dinas Kelautan dan Perikanan. 2001). Dari potensi tersebut, jumlah tangkapan yang diperbolehkan sebesar 5,12 juta ton per tahun atau sekitar 80% dari potensi lestari. Potensi lestari yang dimaksud adalah pemanfaatan hasil tangkap perikanan yang berkelanjutan (sustanable) dan tak pernah habis sehingga dapat diambil hasil panen di tahun berikutnya.
Sektor perikanan mempunyai peranan penting sebagai penyumbang protein bagi masyarakat Indonesia. Akan tetapi tidak semua wilayah Indonesia dapat tercukupi kebutuhannya akan protein karena ketersediaan ikan perkapita belum terdistribusi secara merata. Pengolahan ikan dapat membuat ikan menjadi awet dan memungkinkan untuk didistribusikan dari pusat produksi ke pusat konsumsi
Ikan tuna merupakan salah satu komoditas perikanan utama Indonesia yang memiliki wilayah laut terluas di ASEAN. Indonesia sendiri diperhitungkan sebagai produsen utama tuna dunia. Berdasarkan data Organisasi Pangan Dunia (FAO), produksi tuna ASEAN mencapai 26,2 persen atau sebesar 1,7 juta ton.
Produksi ikan tuna, cakalang, dan tongkol nasional pada 2011 sebesar 955.520 ton dengan tuna sendiri sebesar 230.580 ton ( Anonim 2008).
Pengembangan produk yang efisien dan produktif dari pengembangan produk bernilai tambah adalah dengan mengolah produk primer menjadi produk sekunder atau produk akhir yang berbeda, ini sejalan dengan kebijakan dalam
penanganan pasca panen hasil perikanan yaitu peningkatan mutu dan pengembangan produk bernilai tambah. Strategi pengembangan produk bernilai tambah adalah dengan menambahkan pola produk primer yang menghasilkan produk sekunder atau produk akhir dengan menerapkan teknologi tepat guna yang berskala besar dan ramah lingkungan.
Dalam menghasilkan produk dengan skala besar dan ramah lingkungan perlu diperhatikan setiap tahapan proses apakah telah sesuai dengan standar produksi yang baik, sehinngga dengan demikian diperlukan adanya penerapan sistem atau cara berproduksi yang baik (Good Manufaturing Practice).
GMP sudah mencapai pedoman yang dikenal baik oleh sebagian besar negara di dunia., khususnya bagi industri-industri pangan di Indonesia. Melalui Mentri Kesehatan Noor 23/ Men.Kes/SK 1978. GMP telah dijadikan pedoman menuntun bagi produsen makanan dan minuman dengan tujuan untuk meningkatkan mutu hasil produksinya, dan dengan demikian masyarakat dapat dilindungi keselamatan dan kesehatannya terhadap produksi dan peredaran makanan yan telah memenuhi syarat. Setiap segmen dari industri harus mampu menyediakan kondisi yang diperlukan untuk menjaga pangan yang mereka awasi atau kendalikan, hal tersebut dapat tercapai melalui penerapan GMP.
1.2 Tujuan dan Kegunaan
Tujuan penulisan tugas akhir ini untuk mengetahui proses produksi ikan kaleng tuna yang sesuai dengan standar GMP ikan tuna berdasarkan Standar Nasional Indonesia (SNI).
Adapun kegunaannya, sebagai bahan informasi dan acuan dalam penambahan wawasan dalam proses pengolahan ikan tuna khususnya pengalengan.
BAB II
TINJAUAN PUSTAKA
2.1 Klasifikasi dan Ciri Morfologi Ikan Tuna
Ikan tuna termasuk dalam keluarga Scombroidae, tubuhnya seperti cerutu. mempunyai dua sirip pungung, sirip depan yang biasanya pendek dan terpisah dari sirip belakang. Mempunyai jari-jari sirip tambahan (finlet) di belakang sirip punggung dan sirip dubur. Sirip dada terletak agak ke atas, sirip perut kecil, sirip ekor bercagak agak ke dalam dengan jari-jari penyokong menutup seluruh ujung hipural. ( http://ismiatikari.blogspot.com)
Gambar 1 Ikan Tuna sirip kuning
Badan ikan tuna berbentuk cerutu, hal ini menandakan kecepatan pergerakannya. Bagian belakang badan langsing, sedangkan bagian terlebar terletak ditengah-tengah. Penampang lintang badan ikan tuna pada umumnya berbentuk bulat panjang atau agak membulat. Semua bagian badannya ditutupi oleh sisik (kecuali jenis cakalang sama sekali tidak mempunyai sisik) kecuali pada bagian dada yang mengeras (Anonim 2008).
Punggung biru tua kadang-kadang hampir hitam. Bagian perut berwarna keputih-putihan. Tuna terdapat diperairan laut mana saja, terutama yang mempunyai kadar garam tinggi. Tubuh ikan tuna tertutup oleh sisik-sisik kecil, berwarna biru tua dan agak gelap pada bagian atas tubuhnya, sebagian besar memiliki sirip tambahan yang berwarna kuning cerah dengan pinggiran berwarna gelap (Ditjen Perikanan, 1983).
Menurut Saanin (1984), klasifikasi ikan tuna adalah sebagai berikut :
Phylum : Chordata
Sub Phylum : Vertebrata
Class : Teleostei
Sub class : Actinopterygii
Ordo : Percmorphi
Sub Ordo : Scromboidae
Family : Scromboidae
Genus : Thunnus
Species : Thunnus Alalunga Thunnus Albacores Thunnus Obesus Thunnus Maccoyii Thunnus Tonggo
Tabel 1. Jenis – jenis ikan tuna dapat dilihat pada tabel berikut :
Nama Indonesia Nama Dagang Nama Ilmiah
Tuna albakora Tuna abu-abu utara Tuna abu-abu selatan
Cakalang Ekor kuning Tuna mata besar
Tongkol
Albacore Northern bluefin tuna Southern bluefin tuna
Skip Jack tuna Yellow Fin tuna
Big eye tuna Little tuna
Thunnus alalunga Thunnus thynnus Thunnus maccoyii Katsuwonus pelamis
Thunnus albacores Thunnus obesus Euthynnus affinis Sumber : Lengkey (1999) dalam Titihalawa, 2001
2. 1.1 Ikan Tuna Sirip Kuning (Thunnus albacores)
Beberapa istilah lain untuk jenis ikan tuna sirip kuning adalah tuna madidihang, yellowfin-tuna (Inggris) dan Thunnus albacores (latin). Salah satu ciri utama tuna sirip kuning adalah garis berwarna kuning yang terdapat di sepanjang sisi kiri dan sisi kanan ikan tuna. Garis kuning tersebut akan tampak jelas apabila terkena cahaya, hidupnya bergerombol dan bergerak sangat cepat sehingga sulit ditangkap. Potensi ikan tuna jenis sirip kuning di Indonesia sangat besar sebab jenis tersebut merupakan jenis terbanyak yang terdapat di perairan laut Indonesia. Wilayah kelautan dengan sumber daya ikan tuna sirip kuning
terbesar di Indonesia adalah Laut Flores dan Selat Makassar. Menurut data DKP, tahun 2011, tuna sirip kuning di Laut Flores dan Selat Makassar mencapai 1,2 ton per pancing dengan luas area penangkapan 605ribu km². Meskipun demikian, hingga saat ini tingkat pengusahaan potensi tersebut baru mencapai 50% .
Menurut Tedi Kartiawan, ikan tuna segar memiliki ciri – ciri sebagai berikut : 1. Warna kulit terang dan cerah
2. Tekstur daging kenyal ketika disentuh atau ditekan dengan ujung jari 3. Insang berwarna merah
4. Memiliki aroma laut yang khas serta tidak berbau busuk 5. Mata jernih dan cembung .
Ikan segar atau basah merupakan ikan yang belum diawetkan melainkan hanya menjaga keadaan agar tetap segar yaitu mendinginkannya dengan menggunakan es (Murniyati dan Sunarman, 2000).
Mutu ikan dikatakan segar bila ciri-ciri fisiknya masih sama dengan keadaan ikan yang masih hidup baik dari segi rupa, bau dan tekstur dagingnya.
Mutu dari ikan segar tidak dapat ditingkatkan tetapi hanya dapat dipertahankan agar tidak terjadi kemunduran mutu (Junianto, 2003).
2.1.2 Kandungan Gizi Ikan Tuna
Tuna adalah ikan yang memiliki nilai komersial tinggi yang banyak diminati, baik di pasar lokal maupun internasional. Ini dikarenakan selain rasanya yang lezat juga kandungan zat gizinya yang mampu menyehatkan orang dewasa dan mencerdaskan anak-anak. Dilihat dari komposisi gizinya, tuna mempunyai nilai gizi yang sangat luar biasa. Kadar protein pada ikan tuna hampir dua kali kadar protein pada telur yang selama ini dikenal sebagai sumber protein utama. Kadar protein per 100 gram ikan tuna dan telur masing-masing 22 g dan 13 g, (Efendi, 2008).
Menurut Murniyati dan Sunarman (2000), komposisi daging tuna bervariasi menurut jenis, umur, kelamin dan musim. Perubahan yang nyata pada bagian tubuh yang satu dengan yang lain. Ketebalan lapisan lemak dibawah kulit berubah menurut musim dan umur. Lemak yang paling banyak terdapat pada dinding perut berfungsi sebagai gudang lemak. Ikan tuna yang digunakan sebagai
bahan baku pengolahan tuna kaleng harus memenuhi persyaratan dalam SNI 01- 2712.1-1992, (Eko, H.R dan Teuku Muamar, 2007) yaitu:
1. Ikan yang digunakan segar atau beku, utuh atau tanpa isi perut.
2. Bahan baku berasal dari perairan yang tidak tercemar
3. Bahan baku harus bersih, bebas dari setiap bau yang menandakan pembusukan, bebas dari tanda dekomposisi dan pemalsuan, bebas dari sifat alami lain yang dapat menurunkan mutu serta tidak membahayakan kesehatan.
2.2 Pengertian Good Manufacturing Practice (GMP)
Menurut Winarno (2004) Good Manufacturing Practice (GMP) merupakan suatu pedoman bagi industri pangan. B memproleh sebagai mana berproduksi makanan dan minuman yang bak. GMP merupakan persyaratan utama sebelum suatu industri pangan dapat memeperoleh serifikat sistem HACCP.
Menurut Schmidt et al. (1999) GMP adalah pernyataan umum berhubungan dengan sanitasi, fasilitas, peralatan, proses dan pengendalian.
GMP untuk industri pangan menekankan pula berlakunya Hazard Analysis and Critical Control Point (HACCP).
Good Manufacturing Practice (GMP) merupakan suatu pedoman bagi industri pangan, bagaimana cara berproduksi pangan yang baik. GMP merupakan persyaratan utama sebelum suatu industri pangan dapat memperoleh sertifikat sistem Hazard Analisis Critical Control Point (HACCP). Peran GMP dalam menjaga keamanan pangan selaras dengan pre-requisite penerapan HACCP. Pre- requisite merupakan prosedur umum yang berkaitan dengan persyaratan dasar suatu operasi bisnis pangan untuk mencegah kontaminasi akibat operasi produksi atau penanganan pangan (Susiwi, 2009).
2.2.1 Standarisasi GMP
Tujuan utama dari penerapan GMP adalah untuk menghasilkan produk perikanan sesuai dengan standar mutu dan memberikan jaminan keamanan pangan. Untuk dapat melaksanakan GMP secara benar perlu dilaksanakan dengan
ilmu pengetahuan dan standar yang telah ditetapkan oleh pemerintah Indonesia.
Ilmu pengetahuan mutlak diperlukan agar proses penanganan dan pengolahan dapat dilakukan dengan benar. Sedangka standar diperlukan dalam menentukan apakah hasil pekerjaan sudah baik. Indonesia telah memiliki standar yang dapat digunakan yaitu Standar Nasional Indonesia (SNI).
Prinsip dasar GMP lebih menekankan pada proses produksi yang benar bukan hanya sekedar proses pemeriksaan atau inspeksi/testing. Oleh karena itu Good Manufacturing Practice (GMP) harus diterapkan kepada semua aspek- aspek yang berhubungan dengan produksi. Cakupan secara umum dari penerapan standar GMP adalah:
1. Disain dan fasilitas
2. Produksi (Pengendalian Operasional) 3. Jaminan mutu
4. Penyimpanan 5. Pengendalian hama 6. Hygiene personil
7. Pemeliharan, Pembersihan dan perawatan 8. Pengaturan Penanganan limbah
9. Pelatihan
10. Consumer Information (edukasi konsumen)
Setiap segmen dari industri pangan harus mampu menyediakan kondisi yang diperlukan untuk menjaga pangan yang mereka awasi atau kendalikan.
Program sanitasi yang dianggap efektif, menjadi begitu penting dalam industri pangan sebagai salah satu usaha yang menjamin keamanan pangan. Sanitasi pangan ditujukan untuk mencapai kebersihan yang prima dalam tempat produksi, persiapan serta penyimpanan. Hal ini merupakan aspek yang sangat esensial dalam setiap kegiatan dalam cara penanganan pangan. sanitasi dijalankan bukan untuk mengatasi masalah kotornya lingkungan atau kotornya pemrosesan bahan, tetapi untuk menghilangkan kontaminasi pada makanan dan mesin pengolahan serta mencegah terjadinya kontaminasi kembali atau kontaminasi silang.
2.2.2 Pelaksanaan GMP
Berdasarkan filosofinya, ada tiga komponen GMP yang harus diperhatikan agar memenuhi standar mutu dan jaminan keamanan pangan, yaitu : hanya dari bahan baku yang bermutu baik, diolah secara cermat, dan dilakukan pada lingkungan terkontrol.
1) Bahan Baku yang Bermutu Baik
Hanya dari bahan baku yang bermutu baik dapat diperoleh produk akhir yang baik. Penilaian terhadap bahan baku dapat didasari dengan penilaian secara fisik, kimiawi, dan mikrobiologi. Beberapa kriterian penilaian bahan baku adalah dari mana bahan baku berasal, bagaimana cara panennya, bagaimana cara penanganan awalnya dan bagaimana penanganan selama pengangkutan. Bahan baku yang berasal dari daerah tercemar kemungkinan besar sedah mengalami pencemaran.
2) Pengolahan Secara Cermat
Pengolahan bahan baku yang dilakukan dengan cermat akan menghasilkan produk yang bermutu baik. cara penanganan dan proses pengolahan bahan baku, distribusi dan pemasaran hasil perikanan berpengaruh terhadap mutu produk perikanan yang dipasarkan.
3) Lingkungan Terkontrol
Lingkungan tempat penanganan dan pengolahan harus terkontrol agar dapat menghambat penurunan kualitas sehingga dihasilkan produk perikanan dengan mutu terjamin. Pengontrolan lingkungan harus dilakukan dengan cermat dan terus menerus terhadap sanitasi lingkungan, bahan dan peralatan yang digunakan, suhu lingkungan dan pekerja yang terlibat.
GMP secara luas berfokus dan berakibat pada banyak aspek, baik aspek operasi pelaksanaan tugas yang terjadi di dalam pabriknya sendiri maupun operasi personel ( Winarno dan surono, 2004 ).
Prinsip dari praktek produksi yang baik ada empat, yaitu :
1. Cepat. Produk perikanan perlu sesegera mungkin ditangani atau diolah karena produk perikanan cepat mengalami pembusukan. Pada produk
perikanan harus sesegera mungkin dilakukan penanganan atau proses pengolahan agar tidak mengalami penurunan mutu.
2. Cermat. Penanganan dan pengolahan bahan baku atau produk perikanan harus dilakukan dengan cara cermat. Hindari cara penanganan dan pengolahan yang dapat menyebabkan bahan atau produk perikanan mengalami penurunan mutu.
3. Bersih. Penanganan dan pengolahan produk perikanan ditujukan untuk menghambat aktivitas mikroba dan enzim pembusuk. Tujuan tersebut akan tercapai apabila penanganan dan pengolahan dilakukan dalam kondisi yang bersih.
4. Dingin. Temperatur tinggi dapat mempercepat prosese biokimia dan aktifitas mikroba pada produk perikanan. Penurunan suhu akan menghambat aktifitas keduanya. Engan demikian, penanganan dan pengolahan sebaiknya dilakukan pada lingkungan yang memiliki suhu rendah.
2.3 Penerapan Standard Sanitation Operational Procedure (SSOP) dan Hazard Analisis Critical Control Point (HACCP)
2.3.1 Standard Sanitation Operating Procedure (SSOP)
Menurut Afrianto (2008) Standard Sanitation Operational Procedure (SSOP) adalah suatu prosedur standar operasi sanitasi yang harus dipenuhi oleh produsen untuk mencegah terjadinya kontaminasi terhadap bahan pangan.
Kontaminasi dapat didefinisikan sebagai pencemaran yang disebabkan oleh unsur dari luar, baik berupa benda asing maupun mahluk asing. Mahluk hidup yang sering menyebabkan pencemaran adalah mikroba, protozoa, cacing, serangga, dan tikus.
2.3.2 Hazard Analisis Critical Control Point (HACCP)
HACCP (Hazard Analisis Critical Control Point) adalah suatu sistem jaminan mutu yang mendasarkan kepada kesadaran dan atau penghayatan bahwa hazard (bahaya) dapat timbul pada berbagai titik atau tahap produksi tertentu, tetapi dapat dilakukan pengendalian untuk mengontrol bahaya – bahaya tersebut.
Kunci utama HACCP adalah antisipasi bahaya dan identifikasi titik bahaya yang mengutamakan kepada tindakan pencegahan dari pada mengandalkan pengujian produk akhir (Winarno dan Surono 2004).
HACCP dari perkembangannya diakui dapat memenuhi beberapa tujuan manajemen industri pangan untuk memberikan jaminan bahwa industri tersebut telah memproduksi produk yang aman setiap saat, memberikan bukti sistem produksi dan penanganan produk yang aman, memberikan rasa percaya diri pada produsen akan jaminan keamanannya, memberikan kepuasan kepada pelanggan akan konfirmasinya terhadap standar internasional, memenuhi standar dan regulasi pemerintah, dan menggunakan sumberdaya secara efektif dan efisien.
Sistem HACCP harus dibangun diatas dasar yang kokoh untuk pelaksanaan dan terbitnya GMP serta penerapan SSOP. SSOP merupakan prosedur atau tata cara yang digunakan oleh industri untuk mencapai tujuan atau sasaran keseluruhan yang diharapkan GMP dalam memproduksi makanan yang bermutu tinggi, aman dan tertib (Winarno dan Surono 2004).
2.3.3 Aspek penerapan SSOP dan HACCP
Menurut Paurnawijayanti (2001), ada delapan aspek penerapan SSOP dan HACCP, dapat dilihat sebagai berikut :
1. Pasok Air dan Es
Air merupakan komponen penting dalam industri pangan yaitu sebagai bagian dari komposisi, untuk mencuci produk, membuat es/glazing, mencuci peralatan/sarana lain untuk minum dan sebagainya. Air yang digunakan dalam industri pangan harus memenuhi persyaratan air minum. Air minum haruslah bebas dari bakteri dan senyawa-senyawa berbahaya, tidak berwarna, tidak berbau, dan tidak keruh. Oleh karena itu air dijaga agar tidak ada hubungan silang antara air bersih dan air tidak bersih atau pipa saluran air harus teridentifikasi dengan jelas.
Syarat-syarat air yang dapat diminum antara lain :
1) Bebas dari bakteri berbahaya serta bebas dari ketidakmurnian kimiawi 2) Bersih dan jernih
3) Tidak berwarna dan tidak berbau
4) Tidak mengandung bahan penyebab keruh
5) konstruksi dan desain pipa air dapat mencegah kontaminasi
6) Bak penampung air agar terbuat dari bahan yang tidak korosi dan tidak mengandung bahan kimia beracun
7) Pipa saluran air bersih jangan diletakkan berdampingan dengan pipa pembuangan limbah cair atau saluran pembuangan limbah cair.
Es yang digunakan di UPI sebaiknya dibuat dari air yang telah memenuhi persyaratan air minum dan disimpan pada ruang penyimpanan yang bersih, suhu dingin dan terhindar dari cemaran bakteri phatogen, jamur, potongan-potongan kayu, dll. Air dan es di uji mutunya di Laboratorium minimal 3 bulan sekali.
2. Peralatan dan Pakaian Kerja
Peralatan yang digunakan untuk proses harus dipastikan dalam kondisi bersih, tidak rusak, dan tidak mengandung zat-zat yang berbahaya. Alat-alat tersebut harus segera dibersihkan setelah proses pengolahan. Alat dan perlengkapan yang dipergunakan untuk memproduksi makanan harus dibuat berdasarkan perencanaan yang memenuhi persyaratan teknik dan higiene. Alat dan perlengkapan harus memenuhi syarat sesuai dengan jenis produksi, permukaan yang berhubungan dengan makanan harus halus, tidak berlubang atau bercelah, tidak mengelupas dan tidak berkarat, tidak mencemari hasil produksi dengan jasad renik, unsur atau fragmen logam yang lepas, minyak pelumas, bahan bakar dan lain-lain serta mudah dibersihkan.
3. Pencegahan Kontaminasi Silang
Pencegahan kontaminasi silang yang dimaksudkan adalah pencegahan dari kondisi yang tidak bersih pada makanan, material, kemasan atau cemaran fisik lain serta dari permukaan yang kontak dengan bahan seperti peralatan dan perlengkapan kerja karyawan. Perancangan atau tata letak juga harus dapat mencegah kontaminasi silang. Selain itu, harus dijamin juga adanya pemisahan dan perlindungan produk selama penyimpanan, pembersihan, dan sanitasi daerah penanganan atau pengolahan pangan serta peralatan ditangani dengan baik .
4. Toilet dan Tempat Cuci Tangan
Kebersihan adalah salah satu faktor penting dalam pemeliharaan sanitasi.
Oleh karena itu, perusahaan harus menjamin kelengkapan dan kondisi kebersihan cuci tangan, fasilitas sanitasi, serta fasilitas toilet. Lokasi fasilitas sanitasi dan cuci tangan harus mudah dijangkau oleh pekerja dan dekat dengan area pengolahan. Untuk lokasi fasilitas toilet tidak berdekatan dengan area pengolahan.
Untuk toilet sebaiknya tidak berhubungan langsung dengan ruang pengolahan.
Toilet dilengkapi dengan fasilitas seperti suplai air lancar, ventilasi, pintu, dan langit-langit dalam kondisi baik, sabun cair, alat pengering dan suplai air panas.
5. Bahan Kimia, Pembersih dan Sanitiser
Pemilihan bahan pembersih tergantung dari beberapa faktor yaitu : jenis dan jumlah cemaran yang akan dibersihkan, sifat bahan permukaan yang akan dibersihkan, misalnya aluminium, baja tahan karat, karet, plastik atau kayu, sifat fisik senyawa bahan pembersih (cair atau padat), metode pembersihan, mutu air yang tersedia dan biaya. Bahan yang baik memiliki syarat – syarat yaitu ekonomis, tidak beracun, tidak korosif, tidak menggumpal dan tidak berdebu, stabil selama penyimpanan dan mudah larut dengan sempurna.
6. Syarat Label Penyimpanan
Wadah dan pembungkus makanan harus memenuhi syarat dapat melindungi dan mempertahankan mutu isinya terhadap pengaruh luar, tidak berpengaruh terhadap isi, dibuat dari bahan yang tidak melepaskan bagian atau unsur yang dapat menggangu kesehatan atau mempengaruhi mutu makanan, menjamin keutuhan dan keaslian isinya, tahan terhadap perlakuan selama pengolahan, pengangkutan dan peredaran dan tidak boleh merugikan atau membahayakan konsumen. Sebelum digunakan wadah harus dibersihkan dikenakan tindakan sanitasi, steril bagi jenis produk yang akan diisi secara aseptik. Label makanan harus memenuhi ketentuan, dibuat dengan ukuran, kombinasi warna dan atau bentuk yang berbeda untuk tiap jenis makanan agar mudah dibedakan.
7. Kesehatan Karyawan
Karyawan yang berhubungan dengan produksi makanan harus dalam keadaan sehat, bebas dari luka, penyakit kulit, dan atau hal lain yang diduga dapat mencemari hasil produksi, diteliti dan diawasi kesehatannya secara berkala, mengenakan pakaian kerja, termasuk sarung tangan, tutup kepala dan sepatu yang sesuai, mencuci tangan di bak sebelum melakukan pekerjaan, menahan diri untuk tidak makan, minum, merokok, meludah atau melakukan tidakan lain selama pekerjaan yang dapat mengakibatkan pencemaran terhadap produk makanan dan tidak merugikan karyawan lain.
8. Pengendalian Pest/Pest Control
Hama atau binatang pengganggu merupakan salah satu sumber utama pencemar yang sangat berbahaya terhadap produk makanan. Oleh sebab itu, sistem pengendalian hama dilakukan untuk menjamin bahwa tidak ada hama pada fasilitas pengolahan pangan dan mengurangi populasi hama di lingkungan pabrik sehingga tidak menyebabkan kontaminasi pada produk. Hal ini mencakup prosedur pencegahan, pemusnahan, serta penggunaan bahan kimia untuk mengendalikan hama.
2.4 Persyaratan Bahan Baku, Penanganan dan Pengolahan Ikan Kaleng Tuna Berdasarkan Standar Nasional Indonesia
2.4.1 Persyaratan Bahan Baku 01-2712.2-2006
Standar ini menetapkan jenis bahan baku, bentuk bahan baku, asal bahan baku, mutu bahan baku dan penyimpanan bahan baku untuk ikan tuna dalam kaleng. Bahan baku untuk ikan tuna dalam kaleng dengan mutu yang baik adalah memenuhi ketentuan sebagai berikut:
a. Jenis
- Thunnus alalunga;
- Thunnus albacores;
- Thunnus atlanticus;
- Thunnus maccoyii;
- Thunnus obesus;
- Thunnus orientalis;
- Thunnus tongoll;
- Euthynnus affinis;
- Euthynnus alettaratus;
- Euthynnus lincatus.
b. Bentuk
Bentuk bahan baku berupa ikan tuna segar atau beku yang sudah disiangi.
c. Asal Bahan baku
Bahan baku berasal dari perairan yang tidak tercemar.
d. Mutu
1. Bahan baku bersih, bebas dari setiap bau yang menandakan pembusukan, bebas dari tanda dekomposisi dan pemalsuan, bebas dari sifat-sifat alamiah lain yang dapat menurunkan mutu serta tidak membahayakan kesehatan.
2. Secara organoleptik bahan baku mempunyai karakteristik kesegaran seperti berikut:
- Kenampakan : mata cerah, cemerlang;
- Bau : segar;
- Tekstur : elastis, padat dan kompak.
e. Penyimpanan
1. Bahan baku segar disimpan dengan wadah yang baik dengan menggunakan es dengan suhu pusat maksimal 4.4°C, secara saniter dan higienis.
2. Bahan baku yang menunggu proses labih lanjut, disimpan dalam ruang penyimpan (cold storage) dengan suhu maksimal –20°C, secara saniter dan higienis.
2.4.2 Penanganan dan Pengolahan SNI 01-2712.3-2006 a. Bahan Penolong dan Bahan Tambahan Makanan 1. Air
Air yang dipakai untuk pengolahan ikan kaleng adalah air yang telah memenuhi persyaratan kualitas air minum.
2. Es
Es yang digunakan sesuai SNI 01-4872.1-2006, Es untuk penanganan ikan−Bagian 1: Spesifikasi. Dalam penggunaannya, es ditangani dan disimpan di tempat yang bersih agar terhindar dari kontaminasi.
b. Peralatan
Peralatan yang digunakan terdiri dari : 1) pisau;
2) timbangan;
3) meja proses;
4) alat perebus;
5) alat penutup kaleng;
6) alat sterilisasi;
7) alat pendingin;
8) alat lainnya
Semua peralatan dan perlengkapan yang digunakan dalam penanganan dan pengolahan ikan tuna dalam kaleng mempunyai permukaan yang halus dan rata, tidak mengelupas, tidak berkarat, tidak merupakan sumber cemaran jasad renik, tidak retak, tidak mempengaruhi mutu produk dan mudah dibersihkan. Semua peralatan dalam keadaan bersih sebelum, selama dan sesudah digunakan.
c. Teknik Penanganan dan Pengolahan 1. Penerimaan
a) Potensi bahaya : mutu bahan baku kurang baik, kontaminasi bakteri patogen.
b) Tujuan : memperoleh bahan baku yang memenuhi syarat kesegaran dan bebas dari kontaminasi bakteri patogen.
c) Petunjuk : bahan baku yang diterima di unit pengolahan diuji secara organoleptik untuk mengetahui mutunya kemudian bahan baku ditangani secara hati-hati, cepat, cermat dan saniter dengan suhu pusat ikan mencapai 4,4°C.
2. Penyiangan dan Pemotongan
a) Potensi bahaya : kemunduran mutu dan kontaminasi bakteri patogen.
b) Tujuan : mendapatkan ikan yang bersih dari insang dan isi perut dan mendapatkan potongan ikan dengan ukuran yang sesuai serta bebas dari kontaminasi bakteri patogen.
c) Petunjuk : ikan disiangi dengan cara membuang insang dan isi perut, kemudian dilakukan pemotongan kepala dan badan ikan. Penyiangan dan pemotongan dilakukan secara cepat, cermat dan saniter dengan tetap menjaga suhu produk maksimal 4.4°C.
3. Pencucian
a) Potensi bahaya : kemunduran mutu dan kontaminasi bakteri patogen.
b) Tujuan : mendapatkan ikan yang bersih dari kotoran yang menempel dan bebas dari kontaminasi bakteri patogen.
c) Petunjuk : ikan dicuci dengan air yang bersih dan dingin secara cepat, cermat dan saniter serta tetap menjaga suhu produk maksimal 4,4°C.
4. Pengukusan
a) Potensi bahaya : mutu tidak sesuai dengan spesifikasi.
b) Tujuan : mendapatkan ikan dengan tingkat kematanagan yang sesuai, tekstur yang baik, menghambat proses pembusukan.
c) Petunjuk : ikan tuna dikukus dengan suhu 80°C - 90°C selama 1,5 – 2 jam disesuaikan dengan ukuran ikan sehingga suhu pusat ikan mencapai maksimal 75°C.
5. Pendinginan dengan Suhu Ruang
a) Potensi bahaya : bahaya kontaminasi bakteri patogen, mutu tidak sesuai dengan spesifikasi.
b) Tujuan : mendapatkan daging ikan yang kompak sesuai dengan suhu ruang dan bebas dari kontaminasi bakteri patogen.
c) Petunjuk : ikan tuna didinginkan dengan cara dibiarkan dalam suhu ruang selama setengah sampai satu hari sesuai dengan ukuran ikan.
6. Pembersihan
a) Potensi bahaya : kurang bersih, kontaminasi bakteri patogen.
b) Tujuan : mendapatkan daging putih yang bersih dari tulang, kulit dan daging merah serta bebas dari kontaminasi bakteri patogen.
c) Petunjuk : ikan dibersihkan dengan cara menghilangkan kulit, tulang dan daging merah dengan menggunakan pisau secara cepat, cermat dan saniter.
7. Pemotongan
a) Potensi bahaya : ukuran daging tidak sesuai dengan spesifikasi, kontaminasi bakteri patogen.
b) Tujuan : mendapatkan daging ikan yang sesuai dengan ukuran serta bebas dari kontaminasi bakteri patogen.
c) Petunjuk : daging ikan dipotong/dibentuk sesuai dengan ukuran kaleng yang digunakan.
8. Seleksi Daging
a) Potensi bahaya : mutu dan ukuran daging tidak sesuai dengan spesifikasi, adanya filth dan kontaminasi bakteri patogen.
b) Tujuan : mendapatkan daging putih yang baik sesuai dengan ukuran, bebas filth serta bebas dari kontaminasi bakteri patogen.
c) Petunjuk : daging diseleksi dengan ukuran kaleng dan jenis produk akhir secara cepat, cermat dan saniter.
9. Pengisian dalam Kaleng dan Penimbangan
a) Potensi bahaya : berat tidak sesuai, kontaminasi bakteri patogen.
b) Tujuan : mendapatkan daging ikan dalam kaleng sesuai dengan bentuk dan berat yang ditentukan serta bebas dari kontaminasi bakteri patogen. dan berat putih yang bersih dari tulang, kulit dan daging merah serta bebas dari kontaminasi bakteri patogen.
c) Petunjuk : daging dimasukkan dalam kaleng secara manual sesuai dengan jenis daging dan ditimbang dengan timbangan yang telah dikalibrasi.
Pengisian daging ke dalam kaleng dan penimbangan dilakukan secara cepat, cermat dan saniter.
10. Pengisian Media
a) Potensi bahaya : ukuran tidak sesuai, kontaminasi bakteri patogen.
b) Tujuan : mendapatkan daging ikan dalam kaleng dengan ukuran media sesuai dengan yang telah ditentukan bentuk dan berat yang ditentukan serta bebas dari kontaminasi bakteri patogen.
c) Petunjuk : daging iakn dalam kaleng ditambahkan media dengan cara meletakkan kaleng diatas ban berjalan secara cepat, cermat dan saniter.
11. Penutupan Kaleng
a) Potensi bahaya : penutupan kaleng tidak sempurna dan kontaminasi bakteri patogen.
b) Tujuan: mendapatkan kaleng yang tertutup dengan sempurna dan bebas dari kontaminasi bakteri patogen.
c) Petunjuk : kaleng ditutup dengan menggunakan mesin penutup kaleng.
Bahan pelumas yang digunakan pada mesin penutup kaleng menggunakan bahan pelumas yang “food grade” yaitu bahan pelumas yang dipersyaratkan untuk makanan. Penutupan kaleng dilakukan dengan cara cepat, cermat dan saniter.
12. Proses Sterilisasi
a) Potensi bahaya : suhu dan waktu yang tidak tepat, kontaminasi bakteri patogen.
b) Tujuan: mendapatkan suhu dan waktu sterilisasi yang tepat dan produk yang bebas dari kontaminasi bakteri patogen.
c) Petunjuk : kaleng disterilisasi pada suhu 115°C selama 90 menit–180 menit sesuai dengan ukuran kaleng. Selama proses sterilisasi suhu dan waktu selalu diamati.
13. Pendinginan
a) Potensi bahaya : kerusakan tekstur (struvite crystal), kontaminasi bakteri patogen, dan bentuk kaleng yang tidak sempurna.
b) Tujuan : mendapatkan tekstur produk yang baik dan bentuk kaleng yang sempurna.
c) Petunjuk : kaleng yang telah mengalami sterilisasi segera didinginkan dengan memasukkan kaleng kedalam air dingin dengan suhu ± 15°C
selama 2 jam atau didiamkan di dalam retort sehingga suhu mencapai 30°C.
14. Pemeraman
a) Potensi bahaya : kontaminasi bakteri patogen, dan kaleng yang rusak.
b) Tujuan : mendapatkan produk kaleng yang baik dan bebas dari kontaminasi bakteri patogen.
c) Petunjuk : kaleng diperam selama 1 – 3 hari dan dilakukan pemeriksaan terhadap kondisi kaleng.
15. Seleksi dan Pengepakan
a) Potensi bahaya : kerusakan kaleng dan kesalahan label.
b) Tujuan : mendapatkan kemasan produk yang baik dan sesuai dengan label serta melindungi produk dari kerusaka selama transportasi dan mpenyimpanan.
c) Petunjuk : produk kaleng yang kurang sempurna/rusak dipisahkan sedangkan produk kaleng yang sempurna dimasukkan ke dalam master karton dan dilakukan pengamatan selama ± 2 minggu sebelum didistribusikan, pengepakan dilakukan secara cepat, cermat dan saniter sesuai dengan label.
31 BAB III
METODOLOGI
3.1 Waku dan Tempat
Penulisan tugas akhir ini berdasarkan hasil penelitian selama kurang lebih 3 (tiga) bulan yang dilaksanakan mulai dari bulan Februari–April 2015, di PT. Delta Pasific Indotuna, Bitung Provinsi Sulawesi Utara.
3.2 Metode Pengumpulan Data
Metode pengambilan data yang digunakan dalam penelitian meliputi data primer dan data sekunder.
1. Data primer
Pengumpulan data dilakukan dengan melakukan pengamatan langsung di lapangan, berparsipasi aktif dalam kegiatan di lapangan dan wawancara dengan karyawan yang terkait. Data primer didapatkan melalui metode :
A. Partisipasif
Yaitu mengikuti secara langsung dan berpartisipasi aktif selama kegiatan praktek yang berhubungan dengan proses pengalengan.
B. Observasi
Metode yang dilakukan dengan mengamati dan mencatat langsung objek- objek yang berhubungan dengan proses pengalengan.
C. Wawancara
Pengumpulan data yang bersumber dari hasil wawancara dengan orang- orang yang memiliki kompetensi dalam hal proses pengalengan.
2. Data sekunder
Data sekunder adalah data yang diperoleh dari orang lain atau sumber sekunder dan telah tersusun dalam bentuk dokumen. data ini biasanya diperoleh dari materi kuliah, dan studi literatur.
32 3.3 Alat dan Bahan
1. Alat
Alat-alat yang digunakan dalam proses pengalengan dapat dilihat pada tabel berikut:
Tabel 2 Alat yang digunakan pada proses pengalengan ikan
No Jenis alat Spesifikasi
1. ABF 35sampai 40 oC, kapasitas 3-8 ton
2. Coolroom 18-23 oC kapasitas 150 ton
3. Pisau Butchering -
4. Tray 50 cm×1 m, ±30 kg
5. Plat tray 50 cm×1 m
6. Trolley/kereta
precooker 1,5 m×5 m,±800 kg
7. Basket 50 cm × 60 cm
8. Bak 1,5 m× 1 m, 2 ton
9. Jack lift -
10. Meja butchering 1m ×3 m
11. Baki 20 cm× 40 cm
12. Chamber 8 m,kapasitas 2 ton
13. Timbangan 1 ton
14. Mesin/pack shaper Pengisian 70 kaleng tiap menit
15. Metal detector sensivitas sepeerti; Fe – Ø 2.0, Fe – Ø 2.5, sus 304 – Ø 4. 0 dan sus Ø 304- Ø 4.8
16. Mesin seamer Penutupan 70 kaleng tiap menit 17. Can washer Pencucian 70 kaleng tiap menit 18. Basket Retort Kapasitas 116-189 kaleng
19. Retort Suhu 116 ͦ C
20. Forklift -
Sumber : PT. Delta Pasific Indotuna. 2015.
33 2. Bahan
Bahan yang digunakan pada proses pengalengan ikan tuna terdiri dari : Tabel 3 Bahan yang digunakan pada proses pengalengan
No. Nama Bahan Keterangan
1 Ikan /Yellowfin dan skipjack
Sebagai bahan baku untuk ikan kaleng 2 Air Tawar Sebagai medium untuk ikan kaleng 3 Brine Sebagai medium untuk ikan kaleng 4 Canola oil Sebagai medium untuk ikan kaleng Sumber : PT. Delta Pasific Indotuna. 2015.
34 3. Prosedur kerja
Diagram alir proses poduksi ikan kaleng tuna:
Cooling 1 Precooking
g
Filling
Retorting
Cooling 2
Case up
Labelling
Packing
Storage Fish
Meat+m edium
Can Chilling/thawing
Butchering
Skinning
Loining
Coding
Receiving
Incubation