64
BAB V
ANALISIS PEMECAHAN MASALAH
Tahap analisis pemecahan masalah merupakan tahap untuk menemukan root cause, memberikan ide dan melakukan perbaikan terhadap cacat yang terjadi dengan adanya perubahan tersebut selanjutnya adalah melakukan monitoring kontrol.
5.1. Analisa Permasalahan
5.1.1. Analisa Faktor Penyebab
Pada tahap sebelumnya yaitu define peneliti memberikan gambaran awal mengenai faktor penyebab terhadap cacat top table leakage PU.
Selanjutnya peneliti akan mengembangkan menjadi lebih luas dengan menggunakan tree diagram untuk menguraikan faktor penyebab tersebut.
Dengan diagram ini akan membantu memetakan dan mengungkapkan secara sederhana besarnya masalah sehingga membantu untuk sampai pada metode- metode yang selanjutnya harus diambil untuk mencapai hasil dari analisa permasalahan cacat tersebut.
Gambar 5.1 Diagram Tree analisa faktor penyebab
Diagram diatas Y adalah definisi masalah, y1 adalah kategori penentuan masalah dengan 4M+1E, y2 adalah area masalah dan x1-x5 adalah potensial faktor penyebab. Berikut alasan pemilihan faktor penyebab:
- X1 : PU case
Tekanan yang tinggi ketika injeksi PU sehingga menyebabkan bocor - X2 : penambahan foam saat pemasangan top table
Cara pemasangan foam yang salah sehingga terdapat celah tidak rapat - X3 : struktur dari top table
Fungsi dari struktur pengunci top table tidak bekerja semestinya - X4 : dimensi out plate
Dimensi out plate diluar spesifikasi sehingga penguncian terhadap top table tidak maksimal
- X5 : struktur dari inner case.
Struktur inner case di luar spesifikasi sehingga terjadi lubang atau gap
terhadap cacat.
5.1.2. Metode Penentuan Vital Faktor
Ditahap ini pembuktian terhadap vital faktor akan dipergunakan software minitab. Terdapat 3 jenis test yang akan diaplikasikan yaitu one sample test, two proportions test, dan two sample test. Tujuan dari one sampel test adalah menguji rata-rata dari satu sample populasi jika standard deviasi populasi tidak diketahui, demikian juga dengan two sample test adalah untuk menguji perbedaan rata-rata antara dua buah sample jika standard deviasi populasi tidak diketahui, sedangkan two proportions adalah untuk membandingkan rasio dari group yang ada.
5.1.3. Pengujian Faktor Penyebab X1
Pengujian x1 adalah pengujian performance dari proses injeksi PU yang diukur melalui waktu. Performance ini disebut dengan “gel time”.
Semakin tinggi gel time menyebabkan foam menjadi lebih cepat berbusa didalam casing sehingga tidak mengalami pemadatan yang sempurna hal ini dapat terjadi kebocoran, apabila terlalu rendah maka maka dapat terjadi kekosongan karena cycle terhadap volume menjadi kurang sempurna.
Kerangka pengujian sebagai berikut:
- Spesifikasi :23.3±1 second - Jumlah sample : 10
- Metode : bloxplot diagram dan one sample T - Hipotesis 0 (H0) : Gel time sesuai dengan standard - Hipotesis 1 (H1) : Gel time tidak sesuai dengan standard
- Kesimpulan hipotesa : P>5% maka H0 diterima P<5% maka H1 diterima.
Data sampel diperoleh hasil seperti di bawah :
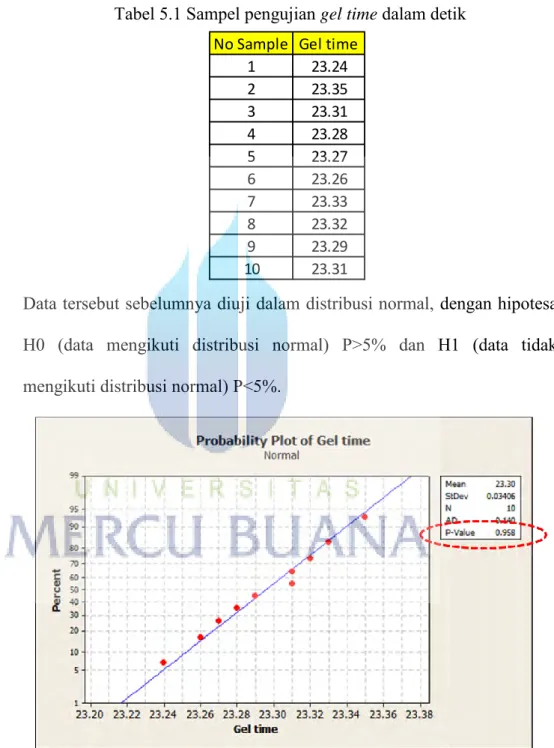
Tabel 5.1 Sampel pengujian gel time dalam detik
Data tersebut sebelumnya diuji dalam distribusi normal, dengan hipotesa H0 (data mengikuti distribusi normal) P>5% dan H1 (data tidak mengikuti distribusi normal) P<5%.
Gambar 5.2 Diagram distribusi normal gel time
Diagram diatas menunjukkan nilai P>0.05 yaitu 0.958 sehingga berlaku H0 yaitu data mengikuti distribusi normal.
No Sample Gel time
1 23.24
2 23.35
3 23.31
4 23.28
5 23.27
6 23.26
7 23.33
8 23.32
9 23.29
10 23.31
menggunakan diagram boxplot.
Gambar 5.3 Diagram Bloxplot Gel time Selanjutnya data diuji dengan menggunakan One-sample T
Gambar 5.4 Hasil perhitungan One sample T
Hasil pengujian nilai P > 0.05 yaitu 0.719 sehingga berlaku H0 yaitu gel time sesuai standard. Sehingga faktor penyebab x1 bukan merupakan vital faktor.
5.1.4. Pengujian Faktor Penyebab X2
Pengujian kedua adalah perbandingan metode pemasangan foam.
Kerangka pengujian adalah sebagai berikut : - Jumlah sample : 20 pcs
- Obyek :
Gambar 5.5 Sampel posisi foam diarea top table - Metode : two porpotions
- Hipotesis 0 (H0) : hasil current part sama dengan modify part - Hipotesis 1 (H1) : hasil current part berbeda dengan modify part - Kesimpulan Hipotesis : P>5% maka H0 diterima
P<5% maka H1 diterima
Dari hasil pengujian dari 20 sampel diperoleh data sebagai berikut :
Tabel 5.2 Sampel pengujian metode pemasangan foam pada top table No Sampel Current New
1 NG OK
2 NG OK
3 OK OK
4 NG OK
5 OK OK
6 NG OK
7 OK OK
8 OK OK
9 NG OK
10 NG OK
11 OK NG
12 NG OK
13 NG OK
14 OK OK
15 OK OK
16 NG OK
17 NG NG
18 NG OK
19 OK OK
20 OK OK
Data diatas menyatakan bahwa current sampel memiliki 11 hasil buruk sedangkan new sampel 2 hasil buruk. Melalui test dengan minitab diperoleh hasil sebagai berikut :
Gambar 5.6 Hasil pengujian foam minitab dengan two proportion Hasil dari pengujian diatas nilai P<0.05 yaitu sebesar 0.001 maka berlaku hipotesis 1 yaitu current part berbeda dengan new part sehingga faktor penyebab x2 merupakan vital faktor.
5.1.5. Pengujian Faktor Penyebab X3
Pengujian fakor ketiga ini adalah melakukan review terhadap part top table khususnya di area locking (pengunci). Karena pada bagian ini merupakan bagian yang terhubung dengan out plate sebagai penahan. Dari inspeksi di area logistik terdapat dua supplier yaitu dari Hasura dan Yasunli.
Di pengujian ini bertujuan memastikan bahwa part dengan beda supplier memiliki ukuran yang sama. Kerangka pengujian adalah sebagai berikut :
- Jumlah sampel : 10 pcs
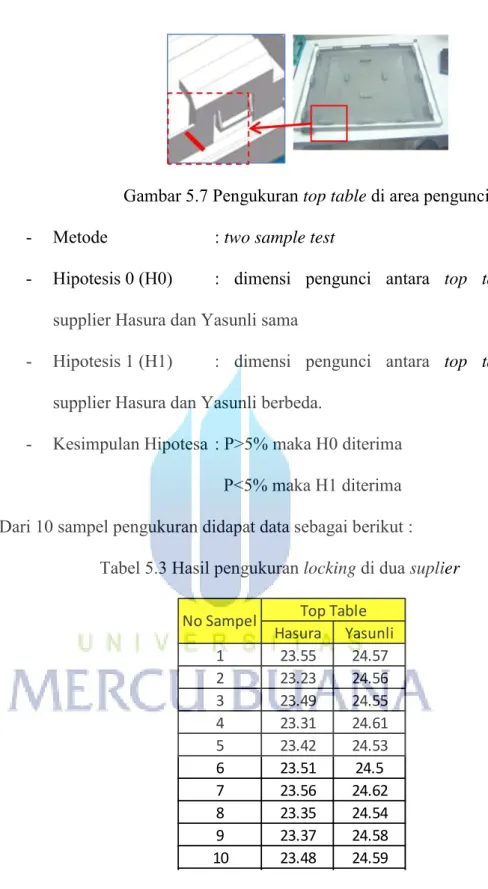
- Obyek : top table di area locking
Gambar 5.7 Pengukuran top table di area pengunci - Metode : two sample test
- Hipotesis 0 (H0) : dimensi pengunci antara top table dari supplier Hasura dan Yasunli sama
- Hipotesis 1 (H1) : dimensi pengunci antara top table dari supplier Hasura dan Yasunli berbeda.
- Kesimpulan Hipotesa : P>5% maka H0 diterima P<5% maka H1 diterima Dari 10 sampel pengukuran didapat data sebagai berikut :
Tabel 5.3 Hasil pengukuran locking di dua suplier
Untuk pengujian dengan minitab akan digunakan pengujian distribusi normal untuk setiap part, variasi serta boxplot diagram untuk two sample test, sebagai berikut :
o Distribusi normal data pengukuran part Yasunli dan Hasura Hasura Yasunli
1 23.55 24.57
2 23.23 24.56
3 23.49 24.55
4 23.31 24.61
5 23.42 24.53
6 23.51 24.5
7 23.56 24.62
8 23.35 24.54
9 23.37 24.58
10 23.48 24.59
Top Table No Sampel
Gambar 5.8 Diagram distribusi normal part Yasunli
Gambar 5.9 Diagram distribusi normal part Hasura
Nilai part dari setiap supplier P > 0.05, maka data tersebut merupakan distribusi normal.
o Pengujian varian untuk melihat tingkat kesamaan terhadap variasi dimensi antara kedua part. H0 P>5% (data variasi dimensi kedua part sama) lalu H1 P<5% (data variasi dimensi kedua part berbeda).
Gambar 5.10 Variasi test antara part dari Yasunli dan Hasura Diagram diatas menunjukkan P<5% yaitu 0.003 sehingga berlaku H1, bahwa part tersebut memiliki variasi dimensi yang berbeda.
o Pengujian two sample test. Diagram blox plot dibawah akan menunjukkan keterkaitan dimensi part.
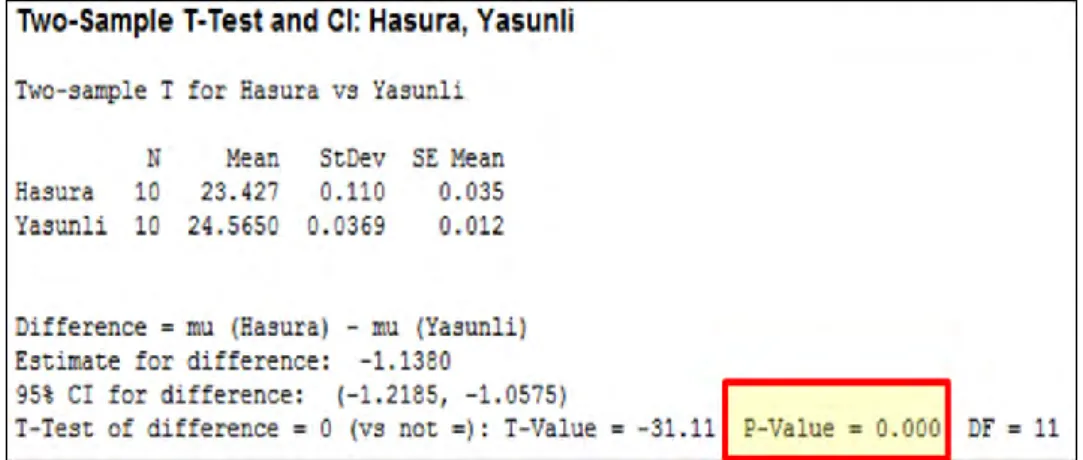
Gambar 5.11 Diagram bloxplot Yasunli dan Hasura Analisa dengan two sample test diperoleh hasil sebagai berikut
Gambar 5.12 Pengujian two sample test
Kesimpulan dari pengujian diatas nilai P < 0.05 yaitu sebesar 0.000 maka berlaku H1 yaitu dimensi pengunci antara supplier Yasunli dan Hasura berbeda, sehingga faktor penyebab x3 merupakan vital faktor.
5.1.6. Pengujian Faktor Penyebab X4
Pengujian ini bertujuan untuk mengetahui apakah dimensi out plate terjadi penyimpangan sehingga ketika top table di pasang hasilnya tidak sebagaimana semestinya. Kerangka pengujian sebagai berikut :
- Jumlah sampel : 10 pcs
- Obyek : dimensi out plate (spec gambar 526 ± 2.5mm)
Gambar 5.13 Pengukuran dimensi out plate - Metode : one sample T
- Hipotesis 0 (H0) : dimensi out plate sama dengan ganbar - Hipotesis 1 (H1) : dimesi out plate berbeda dengan gambar - Kesimpulan Hipotesa : P>5% maka H0 diterima
P<5% maka H1 diterima Hasil data pengukuran dari 10 sampel adalah sebagai berikut
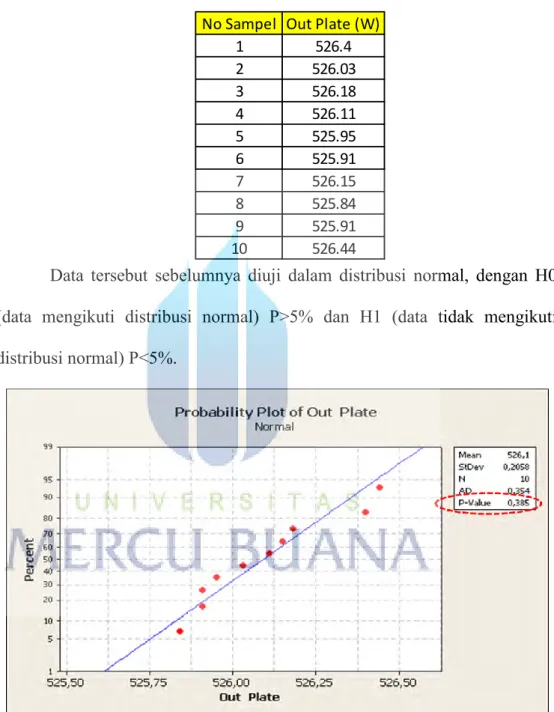
Tabel 5.4 Hasil pengukuran dimensi outplate
Data tersebut sebelumnya diuji dalam distribusi normal, dengan H0 (data mengikuti distribusi normal) P>5% dan H1 (data tidak mengikuti distribusi normal) P<5%.
Gambar 5.14 Diagram distribusi normal data pengukuran out plate Diagram diatas menunjukkan nilai P>0.05 yaitu 0.385 sehingga berlaku H0 yaitu data mengikuti distribusi normal. Pengujian selanjutnya
No Sampel Out Plate (W)
1 526.4
2 526.03
3 526.18
4 526.11
5 525.95
6 525.91
7 526.15
8 525.84
9 525.91
10 526.44
berikut :
Gambar 5.15 Diagram boxplot out plate
Gambar 5.16 One sample T out plate
Hasil one sample t menunjukkan nilai P yaitu 0.191, sehingga berlaku H0 karena nilai P>5%. Hal ini berarti dimensi out plate sesuai dengan spesifikasi gambar sehingga faktor x4 bukan merupakan vital faktor.
5.1.7. Pengujian Faktor Penyebab X5
Pengujian ini bertujuan untuk mengetahui apakah spesifikasi dari inner case diluar standar sehingga ketika proses pemasangan terdapat gap yang menyebabkan kerapatan antar part berkurang. Berikut dasar kerangka pengujian
- Jumlah sampel : 10 pcs
- Obyek : dimensi inner case (spec 393 + 1/-0.5 mm)
Gambar 5.17 Pengukuran dimensi inner case - Metode : one sample T
- Hipotesis 0 (H0) : dimensi inner case sesuai dengan standar - Hipotesis 1 (H1) : dimesi inner case berbeda dengan standar - Kesimpulan Hipotesa : P>5% maka H0 diterima
P<5% maka H1 diterima Hasil data pengukuran dari 10 sampel adalah sebagai berikut
Tabel 5.5 Hasil pengukuran dimensi inner case
Data tersebut sebelumnya diuji dalam distribusi normal, dengan H0 (data mengikuti distribusi normal) P>5% dan H1 (data tidak mengikuti distribusi normal) P<5%.
No sampel Inner case (Z)
1 393.16
2 393.05
3 393.17
4 393.08
5 392.95
6 392.98
7 393.26
8 393.21
9 392.97
10 392.94
Gambar 5.18 Distribusi normal pengukuran inner case
Diagram diatas menunjukkan nilai P yaitu 0.349 sehingga berlaku H0, selanjutnya adalah diagram bloxplot yang dilanjutkan dengan one sample T
Gambar 5.19 Bloxplot inner case
Gambar 5.20 One sample T inner case
Hasil one sample t menunjukkan nilai P yaitu 0.067, sehingga berlaku H0 karena nilai P>5%. Hal ini berarti dimensi out plate sesuai dengan spesifikasi gambar sehingga faktor x5 bukan merupakan vital faktor.
Dengan demikian dari lima faktor yang telah diuji terdapat dua vital faktor yaitu faktor penyebab x2 metode pemasangan foam pada top table dan faktor penyebab x3 struktur dari top table. Selanjutnya dua faktor vital ini akan dilakukan perbaikan dengan menggunkan metode improvement six sigma.
5.2. Perbaikan Permasalahan
Tahap perbaikan permasalahan merupakan tahap ke empat dari six sigma yaitu improvement. Fokus dari pelaksanaan tahap ini adalah memberikan tindakan terhadap kedua vital faktor dalam tahap analisis.
5.2.1. Perbaikan Pemasangan Foam Pada Top Table
Tindakan perbaikan yang pertama adalah pemasangan foam pada top table, berdasarkan uji analisa yang telah dilakukan ditahap sebelumnya didapatkan current foam assembly terdapat gap diarea pojok top table.
Kemudian peneliti melakukan pengechekan dimensi foam pada drawing part.
Spesifikasi drawing menyebutkan bahwa panjang dari top table adalah 15 cm.
Untuk itu peneliti melakukan perbaikan dengan merubah dimensi pemasangan foam dengan hasil terbuka di area pojok menjadi kondisi tertutup rapi di setiap area pojok top table. Untuk mendapatkan foam yang lebih panjang dengan kualitas yang sama, peneliti bekerja sama melalui team purchasing untuk melakukan pembelian kepada supplier pemasok foam.
table.
Gambar 5.21 Perbaikan pemasangan foam pada top table
Gambar sebelum merupakan kondisi awal top table dan gambar sesudah merupakan kondisi setelah part tersebut dilakukan perbaikan. Secara dimensional panjang foam top table bertambah hingga 11 cm, dari 15 cm menjadi 24 cm. Ukuran tersebut memposisikan foam menjadi rapat atau saling menindih diantara foam satu dengan yang lain sehingga kerapatan semakin baik dan gap semakin dikurangi.
5.2.2. Perbaikan Struktur Top Table
Dari data analisa didapatkan bahwa source dari part ini berasal dari supplier yang berbeda yaitu Hasura dan Yasunli. Dari kedua supplier tersebut memiliki struktur penguncian yang berbeda. Prinsip dari struktur penguncian ini adalah menghubungkan antara lock di top table dengan lock area pada out plate. Sebelum melakukan eksekusi perbaikan, peneliti mencoba melakukan observasi dan tanya jawab terhadap operator terkait. Hasilnya adalah ketika pemasangan, operator merasakan kondisi membal atau kurang merasakan penguncian klik untuk top table dari Yasunli sedang dari Hasura tidak
mengalami membal, hal ini berarti bahwa jarak penguncian terlalu lebar sehingga penguncian tidak optimal. Berdasarkan kondisi tersebut peneliti mereview kembali data analisa struktur part dari kedua supplier. Top table dari Hasura memiliki space lebih sempit yaitu 23.5 mm dan Yasunli 24.5 mm. Berdasarkan hal diatas perbaikan di fokuskan pada top table Yasunli yaitu melakukan perbaikan dengan merubah struktur penguncian top table.
.
Gambar 5.22 Perubahan struktur area locking pada top table
Perbaikan struktur diatas diperoleh dengan melakukan modifikasi pada molding atau cetakan injeksi top table. Modifikasi yang dilakukan
locking menjadi semakin rapat yang semula 24.5 mm menjadi 23.5 mm.
5.3. Standarisasi Dan Monitoring Terhadap Permasalahan 5.3.1. Standarisasi Kualitas Top Table
Tahap standarisasi merupakan bagian dari tahap control dalam six sigma. Tujuan dari tahap ini adalah ketika perbaikan telah dilakukan maka diperlukan pengendalian agar cacat tidak berulang. Tindakan standarisasi yaitu dengan merevisi drawing part top table, drawing ini berfungsi sebagai control baik area produksi di supplier maupun di bagian incoming quality control (IQC) PT LGEIN. Kedua bagian inilah yang akan saling memberi feedback terhadap terjaminnya kualitas top table terhadap spesifikasi part.
Gambar 5.23 Drawing spesifikasi top table sebelum perbaikan
Gambar 5.24 Drawing spesifikasi top table setelah perbaikan.
5.3.2. Monitoring Perbaikan Foam Pada Top Table
Monitoring ini bertujuan untuk mengontrol perbaikan foam pada top table sesuai dengan spesifikasi drawing yaitu panjang foam 24±0.8 mm.
Kemudia dilakukan 10 sampling secara acak terhadap dua lot yang berbeda.
Tabel 5.6 Hasil pengukuran sampel foam pada dua lot
Data tersebut kemudian diinterpretasikan dalam diagram Xbar chart
Gambar 5.25 X bar chart foam sampling lot 1 dan lot 2 Lot 1 Lot 2
1 24.13 24.09
2 24.08 24.15
3 24.06 24.16
4 23.98 24.17
5 23.99 23.89
6 24.02 23.85
7 23.95 23.93
8 23.87 24.08
9 23.91 24.07
10 23.88 23.87 No Foam
control, nilai range 0.1040 menunjukkan kondisi berada pada spesifikasi 0.8.
5.3.3. Monitoring Perbaikan Dimensi Locking
Monitoring ini bertujuan untuk mengontrol perbaikan dimensi area penguncian sesuai dengan spesifikasi drawing yaitu 23.5±0.5mm. Kemudian dilakukan 10 sampling secara acak dua lot pada dimensi locking.
Tabel 5.7 Hasil pengukuran sampel locking pada dua lot
Data tersebut kemudian diinterpretasikan dalam diagram Xbar chart
Gambar 5.26 X bar chart locking sampling lot 1 dan lot 2 Lot 1 Lot 2
1 23.51 23.46 2 23.53 23.49 3 23.48 23.53 4 23.42 23.51
5 23.55 23.5
6 23.59 23.48 7 23.57 23.52
8 23.5 23.43
9 23.47 23.47 10 23.45 23.55
Locking Dimension No
Nilai x bar yaitu 23.5005 menyatakan bahwa perbaikan berada didalam batas control, nilai range 0.0559 menunjukkan kondisi berada pada spesifikasi 0.5.
5.3.4. Monitoring Terhadap Hasil Perbaikan
Monitoring ini bertujuan untuk melihat seberapa besar dampak perbaikan yang dilakukan terhadap penurunan cacat top table leakage PU pada pembuatan kulkas model Agnes.
Grafik 5.1 Data cacat top table leakage PU setelah perbaikan
Dari grafik diatas bila dibandingkan dengan data cacat pada tahap measure terjadi penurunan, ditunjukkan sebelum perbaikan jumlah cacat model Agnes 190 L=170, Agnes 200 L=118 dan Agnes 230 L=44. Berikut detail data monitoring cacat dalam 3 bulan setelah dilakukan perbaikan.
Tabel 5.8 Monitoring cacat top table leakage PU
Detail Apr May Jun Total
Result Produksi 19548 18363 21325 59236
Cacat (Qty ea) 28 23 27 78
Cacat (PPM) 1432 1253 1266 1317
0 10 20 30 40 50 60
Agnes 190 L
Agnes 200 L
Agnes 230 L 18
51
QTY of defect model 9
Selanjutnya adalah perhitungan sigma level, dengan menggunakan minitab pada process capability analisis.
Jumlah cacat : 78 Jumlah produksi : 59236 Opportunity defect : 1
- DPU = = 13.17 x 10 -4
- DPO = = 13.17 x 10 -4
- YRT = e (-dpu)
= 2.7183 (-0.001317) = 0.9987
- YNA =(YRT)1/Opp
= (0.9993)1/1 = 0.9987
Lalu YNA diproses dalam minitab “inverse cumulative distribution function”
Normal with mean = 0 and standard deviation =1 P ( X < = X ) x
0.9987 3.01145 - DPMO = DPO x 1000000
= 0.001317 x 1000000 = 1317 PPM - Sigma Level (Zst) = Zlt + 1.5
= 3.01 + 1.5 = 4.51 σ Dari perhitungan diatas nilai Sigma level adalah 4.51
59236 78
) 1 59236 (
78 x
5.3.5. Perhitungan CQPQ
Perhitungan CQPQ adalah saving cost yang didapat dari jumlah pengurangan cacat yang terjadi dalam jangka waktu satu tahun dikali dengan harga per unit dari kerugian terhadap cacat. Detail sebagai berikut :
Harga case foam (unit kulkas setelah proses injeksi PU) = 27.6 USD
Rata-rata cacat per bulan sebelum perbaikan = 110 ea
Rata-rata cacat per bulan setelah perbaikan = 26 ea
Pengurangan cacat per bulan = 84 ea
Saving cost / bulan = pengurangan cacat per bulan x harga case foam
= 84 x 27.6 USD
= 2318 USD
Saving cost / tahun = 2318 USD x 12
= 27816 USD
Perhitungan diatas nilai CQPQ yaitu sebesar USD 27816