Makalah Seminar Kerja Praktek
SISTEM INDUCTION HEATER MESIN EXTRUDER UNTUK PENGOLAHAN WASTE PADA
PROSES RECLAIM
Singgih Kurniawan (L2F 008 149) Jurusan Teknik Elektro Universitas Diponegoro Jl. Prof. Sudharto, Tembalang, Semarang, Indonesia
E-mail : [email protected] Abstrak
Pada proses pembuatan BOPP sering kali terjadi permasalahan baik secara teknis, kimia dan human error yang menyebabkan kegagalan produksi. Kegagalan produksi ini menghasilkan waste yang banyak dan perlu dilakukan daur ulang agar dapat dimanfaatkan kembali. Proses daur ulang waste yang ada di PT Polidayaguna Perkasa mulanya menggunakan extruder dengan heater konvensional jenis band heater kemudian diganti dengan induction heater.
Pada Laporan kerja praktek ini, akan dibahas tentang prinsip kerja, bagian-bagian utama dan penggunaan sistem induction heater yang terdapat pada extruder dan perhitungan efisiensi pergantian heater konvensional menjadi induction heater.
Dari hasil analisis dapat diketahui bahwa sistem induction heater menghasilkan panas didalam screw sehingga energi dapat digunakan secara maksimal untuk memanaskan material dan Induction heater bekerja secara optimal pada frekuensi tinggi, Hal ini juga yang menyebabkan penggunaan induction heater menghemat daya hingga 30% dari daya yang digunakan untuk heater konvensional.
Kata kunci : BOPP, induction heater, keunggulan, efisiensi
I. PENDAHULUAN 1.1 Latar Belakang
Industri plastik setiap tahun selalu mengalami kenaikan, ke depan industri plastik akan naik sekitar 7 – 8 persen per tahun seiring dengan pertumbuhan industri makanan dan minuman, bahan kimia dan farmasi.
Pada proses pembuatan BOPP sering kali terjadi permasalahan baik secara teknis, kimia dan human error yang menyebabkan kegagalan produksi. Kegagalan produksi ini menghasilkan waste yang banyak dan perlu dilakukan daur ulang agar dapat dimanfaatkan kembali. Proses daur ulang waste yang ada di PT Polidayaguna Perkasa mulanya menggunakan extruder dengan heater konvensional kemudian diganti dengan induction heater. Sistem induction heater merupakan salah satu teknologi terbaru yang digunakan pada industri plastik yang perlu dikaji dan dikembangkan lebih lanjut untuk meningkatkan efisiensi dari sistem tersebut.
1.2 Tujuan
Mengetahui prinsip kerja dan bagian-bagian dari induction heater pada extruder dan menganalisis efisiensi penggunaan induction heater pada extruder untuk pengolahan waste pada proses reclaim.
1.3 Pembatasan Masalah
1 Prinsip kerja sistem induction heater pada extruder untuk pengolahan waste pada proses reclaim
2 Analisa effisiensi penggunaan induction heater dibandingkan konvensional heater, Heater
konvensional yang digunakan adalah jenis band heater
3 Tidak membahas secara mendetail.
4 Tidak dibahas secara mendalam mengenai rangkaian elektronika daya, kontrol dan prinsip quasy resonant. 5 Tidak membahas desain lilitan kumparan penginduksi
dan jarak antara kumparan penginduksi
6 Tidak membahas mengenai bahan yang digunakan pada screw dan bahan kimia dari biji plastik secara mendetail
II. PROSES PENGOLAHAN WASTE PADA
RECLAIM
2.1 Pengertian Dasar Proses
BOPP Film adalah singkatan dari “Biaxially Oriented Polypropylene Film”, yaitu suatu bahan yang memperoleh popularitas dengan cepat dewasa ini. Secara garis besar proses pembuatannya dapa dilihat pada Gambar dibawah ini
2.2 Bahan Baku
Bahan baku yang digunakan untuk pembuatan plastik ini terdiri dari berbagai macam bahan dan menghasilkan plastik yang bermacam-macam pula.
Polypropylene merupakan bahan yang digunakan oleh PT Polidayaguna Perkasa untuk pembuatan BOPP.
Sifat-sifatnya :
Bersifat lebih keras daripada PE, lebih tahan lama terhadap temperatur tinggi, tetapi akan mudah pecah pada temperatur rendah, sangat bagus untuk berbagai macam gantungan, karena sifatnya keras dan mudah pecah. Selain itu juga bagus untuk bahan isolasi. Aman terhadap tubuh tetapi menyebabkan bau. Ahan terhadap asam, alkali, larutan garam, alkohol, minyak tanah, jus buah-buahan dan berbagai macam jenis oli. Tetapi tidak tahan terhadap cholohydrocarbon, hindarkan kontak dengan tembaga dan semua larutannya.
Pengenalan Bahan :
Sangat mudah terbakar, apabila terbakar apinya menetes dan menyala terus, menyala terang dan berwarna biru ditengah-tengahnya, berbau seperti parafin.
Penginjeksian :
Memerlukan tekanan injeksi yang tinggi, yaitu antara 120-130 Kg/ . Memerlukan waktu holding pressure yang lama, dimaksudkan untuk menghilangkan dekik kecepatan yang tinggi, tergantung dari ketebalan plastik.
Pada Jenis ini OPP filmnya terdiri dari beberapa lapis film, bagian tengahnya disebut sebagai “core” dan bagian atas bawahnya disebut “skin”. Core terbentuk dari polypropylene homopolymer dan tambahan/additive, Sedangkan skin terbentuk dari polypropylene copolymer dan bahan tambahan/additive.
Gambar 2 Composit Film / Coextrude Film 2.3 Proses Reclaim
Extrusi pada thermo plastik adalah proses pada material sampai mencapai meleleh akibat panas dari luar / panas gesekan dan yang kemudian dialirkan ke die oleh screw yang kemudian dibuat produk sesuai bentuk yang diinginkan. Proses ekstrusi adalah proses kontinyu yang menghasilkan beberapa produk seperti, Film plastik, tali rafia, pipa, peletan, lembaran plastik, fiber, filamen, selubung kabel dan beberapa produk dapat juga dibentuk.
Reclaim adalah pengolahan waste yang berasal dari kegagalan produksi maupun sisa produksi. Proses reclaim dapat dikatakan adalah proses extrusi thermo plastik yang menghasilkan produk Pellet. Peralatan yang ada pada proses reclaim hampir sama dengan peralatan yang digunakan pada proses extrusi termo plastik yang menghasilkan BOPP (Biaxially Oriented Polypropylene) Film.
2.4 Extruder
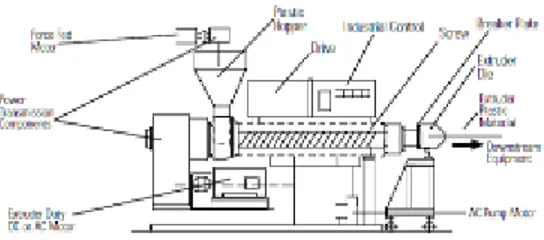
Ada yang dimaksut extruder adalah mesin yang terdiri dari Hopper, Barrel screw dan Die. Berikut gambaran extruder yang sering ada saat ini
Gambar 3 Komponen Extruder
Gambar diatas menjelaskan dasar dari mesin extruder. Pellet plastic atau serpihan (Juga disebut sebagai resin) yang berasal dari sepanjang hopper dimasukkan kedalam screw melalui barrel chamber. Resin bergerak sepanjang barrel yang berputar, Hal ini memberikan gesekan, tekanan dan daerah panas. Hasilnya resin akan meleleh dan selanjutnya akan keluar melalui screw yang berfungsi untuk mencampurkan lelehan yang menjadi homogen. Lelehan akan memasuki ruang yang dirancang untuk memastikan aliran merata yang mengalir pada die. Pada die juga terdapat filter yang berfungsi mencegah partikel atau benda asing melalui die.
Para feedscrew, barel, dan pengontrol suhu membentuk bagian dari extruder disebut unit plastication. Plastication didefinisikan sebagai konversi termoplastik untuk mencairkan. Pada ekstruder untuk melelehkan serpihan plastik digunakan pemanas atau heater yang memiliki suhu ± 230°C. Jenis heater yang dapat digunakan antara lain :
1. Heater Konvensional / Band Heater 2. Induction Heater
Pada mulanya PT Polidayaguna Perkasa menggunakan band heater atau heater konvensional pada proses extrusi waste. Namun karena faktor efisiensi maka heater konvensional atau band heater digantikan induction heater. Faktor efisiensi dan penjelasan mengenai sistem induction heater inilah yang akan dijelaskan pada sub bab selanjutnya.
2.5 Sistem Heater pada Proses Extrusion
Proses Extrusion yang ada di PT Polidayaguna Perkasa dibagi menjadi 2 menurut fungsi kerja yaitu :
1. Proses Extrusion untuk peleburan pellet plastik menjadi plastik. Prinsip peleburan ini terjadi di Main Extruder, Satex A dan Satex B
2. Proses Extrusion untuk peleburan waste plastik menjadi pellet plastik. Prinsip peleburan ini terjadi di Reclaim.
Mesin dan peralatan pada kedua sistem ini hampir sama, karena pada prinsipnya kedua proses extrusion ini memanfaatkan suhu panas untuk meleburkan waste dan
pellet plastik. Suhu panas yang dibutuhkan untuk peleburan plastik dan pellet plastik berkisar antara ± 230°C. Suhu ini didapatkan dari heater yang dipasang pada mesin extruder pada kedua proses.
Kedua proses ini memanfaatkan heater yang berbeda, meskipun sama-sama menghasilkan suhu panas yang dibutuhkan untuk melakukan peleburan. Perbedaan yang paling mendasar dari heater yang digunakan adalah proses transfer panas yang dihasilkan heater ke objek yang akan dileburkan
III. SISTEM INDUCTION HEATER 3.1 Induction Heater
Pada Induction Heater, panas dihasilkan didalam material dan berasal dari pemanasan oleh material itu sendiri sehingga energi dapat digunakan secara maksimal untuk memanaskan material.
Pemanasan secara induksi memiliki karakteristik sebagai berikut :
Secara teknis:
Karena kerapatan energinya tinggi, pemanas induksi bisa berukuran kecil dan mampu melepaskan panas dalam waktu yang relatif singkat.
Dengan induksi dimungkinkan untuk mencapai suhu yang sangat tinggi.
Pemanasan dapat dilakukan pada lokasi tertentu.
Sistem dapat dibuat bekerja secara otomatis. Konsumsi energi:
Pemanas induksi secara umum memiliki efisiensi energi yang tinggi, namun hal ini juga bergantung pada karakteristik material yang dipanaskan.
Rugi-rugi pemanasan dapat ditekan seminimal mungkin.
3.2 Rangkaian Induction Heater
Induction heater yang digunakan di PT Polidayaguna Perkasa memiliki beberepa komponen utama yaitu : Power Modul, Kumparan Penginduksi dan barrel screw yang menjadi objek yang dipanaskan seperti gambar dibawah ini.
Gambar 4 Sistem Induction Heater
Komponen-komponen ini akan dijelaskan secara terperinci sebagai berikut :
1. Power Modul (Modul Daya)
Power Modul ini menggunakan modul power merek SAVERO dengan supply 220 1 fasa, seperti gambar dibawah ini :
Gambar 5 Power Modul SAVERO
Power modul SAVERO menggunakan inverter quasy resonant frekuensi tinggi. Frekuensi tinggi digunakan untuk memicu 2 mosfet yang dipasang secara paralel untuk menyuplai kumparan penginduksi. Hal ini dikarenakan Induction Heater akan bekerja secara optimal pada frekuensi tinggi sehingga dibutuhkan sebuah power suplai khusus yang akan digunakan untuk menyuplai induction heater.
2. Kumparan Induksi
Lilitan penginduksi digunakan untuk menginduksi obyek atau benda kerja yang ingin dipanaskan. Lilitan penginduksi ini harus mempunyai jumlah liiltan yang cukup agar medan magnetik yang dihasilkan dapat menginduksi benda kerja dengan baik, disamping itu juga diusahakan memiliki nilai induktansi yang sesuai dengan frekuensi resonansi yang diinginkan. Hal ini dikarenakan selain kumparan berfungsi untuk menginduksi benda kerja, kumparan ini juga digunakan sebagai induktor pada rangkaian resonant.
Gambar 6 Lilitan Penginduksi
Prinsip kerja kumparan ini sama dengan sebuah trafo, dimana arus pada sisi sekunder sebanding dengan arus pada sisi primer dikalikan dengan rasio trafo. 3. Barrel Screw
Barrel screw merupakan salah satu komponen penting dari proses extrusion dan juga induction heater. Hal ini dikarenakan barrel screw merupakan tempat peleburan serbuk maupun pellet plastik. Dan barrel screw juga merupakan objek yang dipanaskan oleh induction heater.
Bahan dari barrel screw terbuat dari baja murni yang tahan terhadap tekanan tinggi (20.000 psig)
3.4 Prinsip Kerja Induction Heater “SAVERO”
Induction Heater berdasarkan pada prinsip induksi elektromagnetik.
Tegangan AC 1 fasa dari sumber disearahkan untuk menyuplai peralatan heater.
Gambar 8 Induction Heater
di PT Polidayaguna Perkasa
Tegangan bolak-balik yang memiliki frekuensi tinggi yang dibangkitkan dari power modul dengan frekuensi ± 27 KHz. Frekuensi ini akan memicu mosfet untuk membangkitkan daya Ac yang memiliki frekuensi tinggi. Daya Ac frekuensi tinggi ini yang dikirimkan ke kumparan untuk menimbulkan fluks, besar kecilnya fluks yang di bangkitkan bergantung pada luas bidang kumparan induksi yang digunakan. Hal ini dikarenakan induction heater memanfaatkan rugi-rugi yang terjadi pada kumparan penginduksi. Rugi-rugi yang dimanfaatkan untuk memanaskan objek adalah sebagai berikut :
a. Arus Eddy
Arus eddy memiliki peranan yang paling dominan dalam proses pemanasan induksi. Panas yang dihasilkan pada material sangat bergantung kepada besarnya arus eddy yang diinduksikan oleh lilitan penginduksi. Ketika lilitan dialiri oleh arus bolak-balik, maka akan timbul medan magnet di sekitar kawat penghantar. Medan magnet tersebut besarnya berubah-ubah sesuai dengan arus yang mengalir pada lilitan tersebut. Jika terdapat bahan konduktif disekitar medan magnet yang berubah-ubah tersebut, maka pada bahan konduktif tersebut akan mengalir arus yang disebut arus eddy.
Gambar 9 Arus Eddy pada Permukaan Bahan b. Rugi-rugi Hysterisis
Rugi-rugi histerisis juga memiliki peranan penting dalam pemanasan induksi. Namun hal ini hanya berlaku
pada material yang bersifat ferromagnetik seperti besi. Untuk material diamagnetik seperti aluminium, pemanasan lebih didominasi oleh arus eddy.
Rugi-rugi hysterisis adalah suatu energi untuk mengubah intensitas fluks dari induksi residu menjadi nol. Energi ini digunakan untuk mengatasi suatu hambatan dari pergesaran intensitas fluks yang terjadi. Penggunaan energi ini akan menyebabkan panas yang juga dimanfaatkan untuk memanaskan benda kerja.
c. Efek Kulit
Jika arus searah melewati sebuah konduktor, maka arus akan terdistribusi secara merata pada seluruh permukaan konduktor tersebut. Tetapi jika arus bolak-balik dialirkan melalui konduktor yang sama, arus tidak tersebar secara merata. Kerapatan arus paling besar selalu berada dipermukaan konduktor dan kerapatan arus ini akan semakin berkurang ketika mendekati pusat konduktor. Hal ini disebut efek kulit.
Semakin tinggi frekuensi yang diterapkan pada konduktor, maka semakin besar arus yang mengalir pada permukaan konduktor. Efek kulit ini menyebabkan energi panas yang dikonversi dari energi listrik terpusat pada permukaan material, sehingga permukaan material lebih cepat panas dari pada pusatnya.
Gambar 10 Pengaruh Frekuensi pada Pemanasan
Induksi
Kedalaman pemanasan bisa diatur dengan memvariasikan frekuensi inverter. Kecepatan pemanasan akan semakin tinggi dengan mengkonsentrasikan arus pada bagian permukaan material.
Gambar 11 Pemanasan Screw Mengunakan Induction
Heater
Selama proses dalam screw suhu dijaga konstan pada suhu antara 225°C-230°C. Untuk menjaga suhu tetap konstan dilakukan dengan sistem on-off induction heater. Sistem ini bekerja dengan sensor suhu yang dipasang pada silinder heater. Sepanjang satu silinder heater terdapat 17 induction heater dengan 6 termokontrol, setiap termokontrol mengontrol 3 buah induction heater savero.
3.5 Keuntungan Penggunaan Induction Heater dibandingkan dengan Heater Konvensional
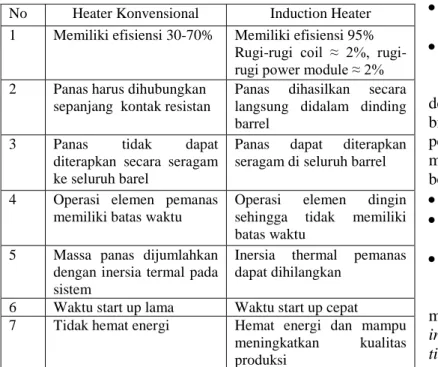
Tabel 1 Perbandingan Penggunaan Heater konvensional dengan Induction heater
1. Hemat Energi
Induction heater merupakan salah satu perangkat yang hemat energi. Energi yang dapat di hemat dari penggunaan induction heater berkisar antara 30-75%. Tabel 2 Perbandingan perhitungan efisiensi Heater konvensional dengan Induction heater
Dari data diatas dapat kita hitung Penghematannya sebagai berikut :
Penghematan dalam rupiah (P) : Biaya heat up heater konvensional- Biaya heat up induction heater
P =177.408- 10.267 = 167.141
Penghematan Daya per hari PD = 566,4 Kwh – 393,6 Kwh = 172.8 Kwh Prosentase Penghematan PP (%) = 566,4 Kwh–393,6 Kwh x 100% 566,4 = 30 % Penghematan Biaya =498.432 – 346.368 per hari =152.064 Penghematan Biaya =152.064 x 30 Per bulan = 4.561.920
Dari perhitungan diatas dapat kita lihat bahwa dengan menggunakan induction heater dapat menghemat biaya per bulan hingga Rp. 4.561.920 rupiah. Jika biaya pengadaan dari 1 buah induction heater adalah 10.000.000, maka BEP (Back Even Point) dapat kita hitung sebagi berikut :
Jumlah Induction Heater =17 buah
Harga total induction heater H = 17 x 10.000.000 = 170.000.000
BEP = 170.000.000 / 4.561.920 = 37, 265 Bulan = 3,1 tahun
Dalam waktu 3,1 tahun perusahan sudah dapat mendapatkan keuntungan yang senilai dengan pengadaaan induction heater sementara induction heater memiliki life time yang panjang dan induction heater memiliki biaya perawatan yang murah.
2. Mengurangi Waktu Start Up
Waktu induction heater untuk mencapai setting suhu yang cepat membutuhkan waktu yang lebih cepat dibandingkan dengan heater konvensional, hal ini dikarenakan fluks yang dihasilkan pada kumparan induksi oleh tegangan ac berfrekuensi tinggi lebih cepat menginduksi screw tanpa memanaskan kumparan terlebih dahulu sehingga sehingga pemanasan pada screw lebih cepat tercapai akibat arus eddy yang terjadi pada screw.
Gambar 12 Pembagian Panas pada Induction Heater dan
Heater Konvensional
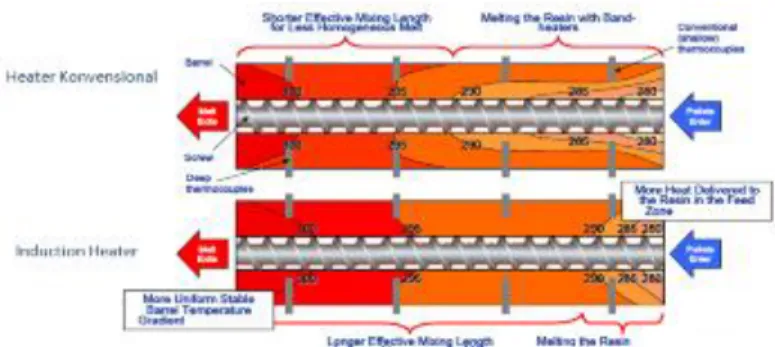
3. Peningkatan Kualitas dan Pemerataan Panas
Kualitas panas yang dihasilkan oleh induction heater lebih merata dibandingkan dengan heater konvensional. Transfer panas yang dihasilkan pada heater konvensional ke screw cenderung tidak merata akibat panas hanya dihasilkan pada band heater sehingga semakin jauh jarak antara band heater yang satu dengan yang lain maka panas yang di transferkan semakin tidak merata, dimana titik yang cenderung No Heater Konvensional Induction Heater
1 Memiliki efisiensi 30-70% Memiliki efisiensi 95% Rugi-rugi coil ≈ 2%, rugi-rugi power module ≈ 2% 2 Panas harus dihubungkan
sepanjang kontak resistan
Panas dihasilkan secara langsung didalam dinding barrel
3 Panas tidak dapat diterapkan secara seragam ke seluruh barel
Panas dapat diterapkan seragam di seluruh barrel 4 Operasi elemen pemanas
memiliki batas waktu
Operasi elemen dingin sehingga tidak memiliki batas waktu
5 Massa panas dijumlahkan dengan inersia termal pada sistem
Inersia thermal pemanas dapat dihilangkan
6 Waktu start up lama Waktu start up cepat 7 Tidak hemat energi Hemat energi dan mampu
meningkatkan kualitas produksi NO Heater Konvensional Induction Heater 1 Daya terpasang 50,4 Kw 35 Kw
2 Waktu Heat up 4 Jam 20 menit 3 Biaya Heat up P x t x harga tiap
Kwh = 50,4 x 4 x 880 = 177.408 P x t x harga tiap Kwh = 35 x (20/60) x 880 = 10.267 4 Konsumsi Daya per hari ( menurut pengukuran ) 566, 4 Kwh 393,6 Kwh
5 Biaya Per Hari = P x Harga / Kwh =566,4 x 880 = 498.432
= P x Harga / Kwh =393,6 x 880 = 346.368
dekat dengan band heater lebih cepat mencapai panas yang dibutuhkan di bandingkan dengan titik yang jauh dari band heater. Hal ini dapat dilihat pada gambar dibawah ini.
Gambar 13 Pembagian Panas pada Induction Heater dan
Heater Konvensional
4. Life Time Operasi Koil (Kumparan) Lebih Lama
Operasi dari koil atau kumparan penginduksi dari induction heater memiliki life time yang lebih lama dibandingkan dengan heater konvensional, hal ini dikarenakan saat memanaskan screw, elemen pemanas atau koil pada induction heater tidak akan ikut memanas. Koil pada induction heater hanya berfungsi sebagai penghasil fluks yang digunakan untuk menimbulkan induksi pada screw sehingga pada screw akan timbul arus eddy dan screw akan menjadi panas.
IV. Penutup 4.1 Kesimpulan
1. Induction Heater menghasilkan panas didalam material screw sehingga energi dapat digunakan secara maksimal untuk memanaskan material.
2. Induction heater bekerja secara optimal pada frekuensi tinggi, pada sistem ini induction heater bekerja pada frekuensi 27 KHz.
3. Induction heater adalah sistem pemanasan objek dengan memanfaatkan rugi-rugi yang terjadi pada kumparan yang dialiri arus :
1. Arus Eddy
2. Rugi-rugi Hysterisis 3. Efek kulit
5. Panas yang dihasilkan pada material sangat bergantung kepada besarnya arus eddy yang diinduksikan oleh lilitan penginduksi.
6. Induction heater memiliki efisiensi yang lebih baik dibandingkan heater konvensional. Penggunaan induction heater menghemat daya hingga 30% dari daya yang digunakan untuk heater konvensional. 7. Di PT. Polidayaguna Perkasa penggantian heater
konvensional ke induction heater memiliki BEP (Back Even Point) selama 4 tahun.
8. Kualitas panas yang dihasilkan oleh induction heater lebih merata dibandingkan dengan heater konvensional. 9. Operasi dari koil atau kumparan penginduksi dari
induction heater memiliki life time yang lebih lama dibandingkan dengan heater konvensional.
4.2 Saran
1. Perlu adanya perencanaan dan perhitungan lebih lanjut untuk meningkatkan efisiensi dan penghematan energi pada penggantian sistem heater.
2. Perlu dilakukan penelitian mengenai peningkatan frekuensi kerja induction heater dan pemilihan bahan dari screw.
3. Perlu dilakukan penelitian lebih lanjut mengenai induction heater yang menggunakan inverter bertopologi quasy resonant.
DAFTAR PUSTAKA
1) Presentation Nxheat Melt Tecnology ”Revolutionary New Melt Technology For The Plastic Industri. XALOY.2010
2) Manual Book Extrusion Processes. Reliance Electric. 2000
3) Manual Book User and Maintenance Senfa Extrusion. Yung Kang City, Taiwan,
4) Pandu Sandi P. Tugas Akhir “Perancangan Inverter Resonan Seri Frekuensi Tinggi Sebagai Suplai Pemanas Induksi Pada Alat Pemanas Bearing”. Universitas Dipponegoro.2010
5) Alberth Zachariace N. Tugas Akhir “Perancangan Modul Inverter Frekuensi Tinggi Sebagai Pemanas Induksi Untuk Aplikasi Pengering Pakaian. Universitas Dipponegoro.2009
6) AN9012 : Induction Heating System Topology Review, Fairchaild semiconductor, 2000.
7) www.sextrusion.con.tw 8) www.XAloy.com
9) http://dunia-listrik.blogspot.com/
BIODATA
SINGGIH KURNIAWAN
Penulis yang lahir di Pringsewu, 9 Januari 1990 mempunyai riwayat pendidikan di SD Muhammadiyah, SMPN 1 Pringsewu, SMAN 10 Yogyakarta dan saat ini sedang menjalankan studi strata 1 di Teknik Elektro Universitas Diponegoro konsentrasi teknik tenaga listrik.
Pembimbing