RANCANGAN DAN UJI TEKNIS ALAT PEMARUT SAGU TIPE SILINDER
SKRIPSI
Oleh:
PENGKI IRAWAN F14051573
2009
DEPARTEMEN TEKNIK PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
i Pengki Irawan. F1405173. Rancangan dan Uji Teknis Alat Pemarut Sagu Tipe Silinder. Dibimbing oleh: Prof.Dr. Ir. Atjeng M. Syarief, M.SAE. dan Ir. Djajeng Sumangat, M.Sc.
RINGKASAN
Sagu (metroxylon sp.) merupakan sumber karbohidrat penting dibeberapa negara tropis seperti Filipina, Malaysia, Kepulauan Pasifik, sebagian Amerika Selatan dan termasuk Indonesia, terutama Indonesia bagian timur. Selain digunakan sebagai makanan pokok (staple food), makanan tambahan (complementary food), dan makanan ternak, sagu juga digunakan sebagai bahan baku industri pangan, farmasi, pestisida, dan lain-lain (Haryanto dan Pangloli, 1991).
Pemarutan merupakan salah satu bentuk operasi pengecilan ukuran dengan cara pemotongan dan penghancuran. Tujuan dari pemarutan adalah memperkecil ukuran bahan (merusak dinding sel) agar pati yang terdapat dalam sel keluar. Kualitas hasil parutan sangat tergantung pada karakteristik mata parut, sedangkan efisiensi pemarutan sangat dipengaruhi oleh sifat geometri dan kondisi kinematik bagian fungsional (silinder parut dan gigi parut). Pemarutan merupakan salah satu faktor penentu untuk meningkatkan kapasitas produksi sagu, karena merupakan fase pertama dari proses produksi untuk memisahkan serat sehingga pati dapat terekstrak (Zainudin dan Rasyad, 1996). Untuk memperoleh pati sebanyak mungkin dari empulur sagu, penghancuran dilakukan sehalus mungkin (Colon dan Annokke, 1984).
Penelitian ini bertujuan untuk membuat suatu alat pemarut sagu yang yang sesuai untuk usaha pengolahan sagu skala UKM namun mempunyai kapasitas lebih besar sehingga dapat mempersingkat waktu pengolahan sagu dan menghilangkan waktu tunggu untuk bahan baku.
Pembangkitan ide konsep disain diawali dengan identifikasi masalah yang ada di lapangan dengan melakukan peninjauan lansung alat pemarut yang ada pada UKM sagu. Dengan mengetahui permasalahan yang ada, dapat dirumuskan beberapa alternatif yang di sesuaikan dengan kebutuhan dan ketersediaan bahan yang ada di pasaran sehingga dapat dibuat suatu desain alat untuk memecahkan permasalahan. Setelah didapatkan solusi permasalahan dan dituangkan dalam konsep disain, selanjutnya dilakukan pembuatan prototipe alat. Alat pemarut sagu terdiri dari bebrapa komponen yaitu silinder parut, hopper, unloading, rangka dan pendorong empulur sagu.
Dari hasil pengujian, kapasitas efektif dari alat adalah sebesar 268.43 kg/jam/operator, kehilangan hasil parutan adalah 4.2%, efsiensi pemarutan adalah 95.78% dan efisiensi alat adalah 63.12%. Kapasitas efektif yang didapatkan jauh lebih besar dari alat yang ada pada UKM pengolahan sagu yang hanya mempunyai kapasitas sekitar 107 kg/jam/operator. Dari analisis kelayakan usaha didapatkan B/C ratio 1.604. Hal ini berarti alat sangat layak diterapkan pada UKM pengolahan sagu.
RANCANGAN DAN UJI TEKNIS ALAT PEMARUT SAGU TIPE SILINDER
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknik Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh : PENGKI IRAWAN
F14051573
2009
DEPARTEMEN TEKNIK PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
RANCANGAN DAN UJI TEKNIS ALAT PEMARUT SAGU TIPE SILINDER
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknik Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
PENGKI IRAWAN F14051573
Dilahirkan pada tanggal 16 November 1986 Di Amp. Kuranji, Dharmasraya
Tanggal lulus: Agustus 2009
Menyetujui, Bogor, September 2009
Pembimbing I Pembimbing II
(Prof.Dr. Ir. Atjeng M. Syarief, M.SAE.) (Ir. Djajeng Sumangat, M.Sc.) NIP. 19460501 197301 1 001 NIP. 19500306 198103 1 001
Mengetahui Ketua Departemen,
(Dr. Ir. Desrial, M.Eng.) NIP. 19661201 199103 1 004
i
KATA PENGANTAR
Puji dan Syukur penulis ucapkan kepada Allah SWT yang telah melimpahkan rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan tugas akhir dan tersusunnya skripsi yang berjudul “ Rancangan dan Uji Teknis Alat Pemarut Sagu Tipe Silinder. Pada kesempatan ini penulis ingin menyampaikan ucapan terima kasih dan penghargaan kepada:
1. Prof. Dr. Ir. H. Atjeng M. Syarief, M.SAE. selaku pembimbing akademik yang telah membimbing penulis dalam melakukan penelitian dan menyusun skripsi ini.
2. Ir. Djajeng Sumangat, M.Sc. di Balai Besar Pascapanen Pertanian selaku pembimbing kedua yang telah bersedia membimbing penulis selama melakukan penelitian dan menyusun skripsi ini.
3. Ir. Putiati Mahdar, M.app,Sc. Yang telah berkenan menjadi dosen penguji penulis pada ujian skripsi.
4. Kun Tanti D., STP dan Drs. Hadi Setianto di Balai Besar Pascapanen Pertanian yang telah banyak memberikan masukan kepada penulis dalam menyelasikan tugas akhir ini.
5. Alm. Bapak yang tercinta semoga selalu menjadi kekasih Allah SWT dan mendapat doa dari kami.
6. Ibu yang tersayang, semangat ibu untuk menguliahkan anak ibu selalu memotivasi dan semangat untuk menyelesaikan tugas akhir ini.
7. Wo Thador, Nga Doni, Abang Sono, Uni Indah yang telah memberikan bantuan dan doa kepada penulis.
8. Adik-adik tersayang Bodi, Delpi, dan Mory yang selalu menjadi motivasi untuk menyelesaikan tugas akhir ini.
9. Dr. Ir. Roh Santoso Budi Waspodo, M.T. yang telah memberikan dorongan dan masukan kepada penulis dalam menyelesaikan skripsi ini.
ii 10. Yuyun Sidadora yang telah memberikan semangat dan doa kepada penulis
dalam menyelesaikan skripsi ini.
11. Rekan-rekan penelitian tim sagu: Wahyu, Tommy, Septian dan Ifah Latifah yang telah banyak membantu selama penelitian.
12. Temen-teman seperjuangan TEP 42, yang selalu memberikan dukungan dan semangat kepada penulis selama kegiatan penelitian dan menyelesaikan penulisan skripsi ini.
Penulis berharap skripsi ini dapat memberikan mamafaat bagi penulis dan pihak-pihak yng membacanya. Penulis memohon maaf jika terdapat kesalahan baik pemikiran maupun redaksional. Saran dan kritik yang membangun sangat penulis harapkan. Terima kasih.
Bogor, Agustus 2009
iii DAFTAR ISI Halaman RINGKASAN ... i KATA PENGANTAR ... ii DAFTAR ISI ... iv
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ... . ix
I. PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan ... 5
II. TINJAUAN PUSTAKA ... 6
2.1. Sagu (Metroxylos sp) ... 6
2.1.1. Tanaman Sagu ... 6
2.1.2. Pati Sagu ... 8
2.1.3. Potensi dan Pemamfaatan Sagu ... 9
2.2. Panen dan Pengolahan Sagu ... 10
2.2.1. Proses pengolahan Sagu... 10
2.2.2. proses Pemarutan dan Alat Parut Sagu ... 13
2.2.3. Faktor-faktor Mempengaruhi Proses Pemarutan... 15
2.3.Proses Desain dan Analisis Suatu Peralatan ... 16
2.4. Penelitian Alat pemarut Sagu ... 17
2.5.Stainless steel Sebagai Bahan Kontruksi ... 18
III. METODE PENELITIAN ... 21
3.1. Waktu dan Tempat Penelitian ... 21
3.2. Alat dan Bahan ... 21
3.3. Metode Penelitian ... 23
3.3.1. Identifikasi Masalah ... 24
iv
3.3.3. Konsep Desain ... 24
3.3.4. Pembuatan Prototipe Alat Parut Sagu ... 26
3.3.5. Uji Fungsional... 26
IV. ANALISIS RANCANGAN ... 30
4.1. Rancangan Fungsional ... 30 4.1.1 Rangka ... 30 4.1.2. Silinder Parut ... 30 4.1.3. Hopper ... 30 4.1.4. Unloading ... 30 4.1.5. Pendorong/Pengumpan... 31 4.1.6. Motor Listrik ... 31
4.1.7. Sabuk dan Pulley ... 31
4.1.8. Peredam Getaran ... 31
4.2. Rancanan Struktural ... 31
4.2.1. Silinder Parut ... 31
4.2.2. Mekanisme Pengumpanan Empulur Sagu ... 33
4.2.3. Analisis Daya Pemarutan ... 34
4.2.4. Perencanaan Poros Silinder ... 35
4.2.5. Perencanaan Pasak Poros Silinder Parut ... 35
4.2.6. Perencanaan Transmisi Sabuk dan Pulley ... 37
V. HASIL DAN PEMBAHASAN ... 39
5.1. Kontruksi Alat Parut Sagu Tipe Silinder ... 39
5.1.1. Rangka Utama ... 41
5.1.2. Motor Listrik ... 42
5.1.3. Silinder Parut ... 43
5.1.4. Sistem Transmisi ... 44
5.1.5. Sistem Pengeluaran Hasil Parutan ... 45
5.2. Uji Teknis Alat Pemarut Sagu Tipe Silinder ... 46
5.2.1. Kapasitas Efektif ... 46
v 5.2.3. Efisiensi Pemarutan ... 48 5.2.4. Rendemen Pati ... 48 5.2.5. Efisiensi Alat ... 49 5.2.6. Analisis Biaya ... 49 5.2.7. Karakteristik Alat ... 49
VI. KESIMPULAN DAN SARAN ... 51
7.1. Kesimpulan ... 51
7.1. Saran ... 51
DAFTAR PUSTAKA ... 52
vi
DAFTAR TABEL
Halaman
Tabel 2.1. Komposisi tepung sagu ... 9
Tabel 2.2. Sifat fisik stainless steel ... 19
Tabel 2.3. Kekuatan stainless steel ... 19
Tabel 5.1. Kapasitas efektif pemarut sagu tipe silinder... 46
Tabel 5.2. Kehilangan hasil parutan ... 47
vii
DAFTAR GAMBAR
Halaman
Gambar 2.1. Penampang Memanjang Batang Sagu ... 6
Gambar 2.2. Diagram Alir Proses Ekstraksi Pati Sagu ... 12
Gambar 2.3. Susunan Mata Parut Rancangan Darma ... 15
Gambar 2.4. Silinder parut pada pemarut sagu Tanah Baru Bogor ... 18
Gambar 2.5. Stress Strength pada Stainless Steel ... 20
Gambar 3.1. Metode Penelitian ... 23
Gambar 3.2. Alat pemarut sagu tipe silinder ... 25
Gambar 4.1. Pemasangan Silinder Parut pada Rangka ... 32
Gambar 4.2. Susunan Mata Parut ... 32
Gambar 4.3. Mekanisme Pemarutan ... 33
Gambar 5.1. Alat Parut Sagu Tipe Silinder ... 39
Gambar 5.2. Komponen Alat Parut Sagu... 40
Gambar 5.3. Rangka Alat Parut Sagu Tipe Silinder ... 41
Gambar 5.4. Dudukan Motor Listrik pada Rangka ... 42
Gambar 5.5. Silinder Parut dan Pemasangan pada Rangka ... 43
viii
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Spesifikasi Alat Pemarut Sagu ... 55
Lampiran 2. Perhitungan Kapasitas Teoritis ... 56
Lampiran 3. Efisiensi Alat ... 57
Lampiran 4. Perhitungan B/C ratio ... 58
Lampiran 5. Gambar Teknik Alat ... 61
Lampiran 6. Gambar Potongan... 62
Lampiran 7. Gambar Piktorial ... 63
Lampiran 8. Gambar Komponen Rangka ... 64
Lampiran 9. Gambar Komponen Hopper dan unloading ... 65
Lampiran 10. Gambar Komponen Silinder Parut ... 66
Lampiran 11. Gambar Komponen sistem Transmisi ... 67
1 I. PENDAHULUAN
I.1. Latar Belakang
Pati sagu (metroxylon sp.) merupakan sumber karbohidrat penting dibeberapa negara tropis seperti Filipina, Malaysia, Kepulauan Pasifik, sebagian Amerika Selatan dan termasuk Indonesia, terutama Indonesia bagian timur. Selain digunakan sebagai makanan pokok (staple food), makanan tambahan (complementary food), dan makanan ternak, pati sagu juga digunakan sebagai bahan baku industri pangan, farmasi, pestisida, dan lain-lain (Haryanto dan Pangloli, 1991).
Pati sagu atau disingkat dengan sagu sebagai makanan telah lama dikenal di Indonesia. Di beberapa daerah seperti Maluku, Papua, kepulauan Mentawai, dan Sulawesi, sagu merupakan makanan pokok bagi sebagian penduduk. Menurut Haryanto dan Pangloli (1991), sekitar 30% penduduk Maluku dan 20% penduduk Papua mengkonsumsi pati sagu sebagai makanan pokok. Pada kedua daerah pusat pertumbuhan sagu tersebut, pemanfaatan sagu selaian sebagai makanan pokok, juga dijadikan sebagai bahan pangan tradisional yang diproduksi dalam skala industri kecil seperti sagu lempeng, bagea, sinoli, dan lain-lain.
Potensi sagu di Indonesia sangat besar, namun belum digarap secara maksimal. Luas areal sagu di Indonesia baik yang tumbuh secara liar maupun yang telah dibudidayakan belum diketahui secara pasti. Wahid (1993) menyebutkan bahwa dari 2.2 juta ha sagu yang ada di seluruh dunia, lebih separuhnya yaitu sekitar 1.4 juta ha terdapat di hutan-hutan Indonesia. Sedangkan menurut Flach (1983), diperkirakan terdapat sekitar 1.114 juta ha lahan sagu di Indonesia dan 994 ribu ha terdapat di Papua.
Areal tanaman sagu di Indonesia sangat luas yaitu sebesar 1,128 juta ha sehingga potensi produksinya sangat besar yaitu sekitar 7 juta ton. Daerah penghasil sagu potensial di Indonesia antara lain Riau, Sulawesi Utara, Sulawesi Selatan, Sulawesi Tenggara, Maluku, dan Papua. Indonesia adalah pemilik areal tanaman sagu terbesar dengan luas areal sekitar 51.3% dari 2,201 juta ha areal
2 tanaman sagu dunia, kemudian disusul oleh papua New Guinea 43.3%. Indonesia masih tertinggal jauh dari segi pemanfaatannya bila dibandingkan dengan Malaysia dan Thailand yang masing-masing hanya memilki tanaman sagu seluas 1.5% dan 0.2% dari areal tanaman sagu dunia (Abner et al., 2004).
Menurut Soekarto, Puspawardani, dan Amelia (1991), diperkirakan potensi sagu di Indonesia sekitar 5 juta ton sagu kering setahun, tetapi realisasi produksi dan pemanfaatannya masih sangat rendah yaitu sekitar 350 ribu ton per tahun atau sekitar 7% dari potensi yang ada. Hal ini berarti lebih dari 90% produksi sagu terbuang percuma setiap tahunnya karena tidak sempat dipanen. Padahal disisi lain, kebutuhan pati sagu terus meningkat akibat meningkatnya industri pangan maupun pakan (Manan dan Supangkat, 1984).
Melihat potensi sagu Indonesia yang sedemikian besar, selayaknya komoditi ini mendapat perhatian yang besar. Karena sangat potensial untuk dijadikan sebagai alternatif yang dapat menggantikan atau setidaknya mengurangi ketergantungan Indonesia pada beras.
Dewasa ini terjadi peningkatan pemanfaatan pati sagu baik untuk kebutuhan dalam negeri maupun untuk kebutuhan pasar luar negeri. Bukti terjadinya peningkatan permintaan dan pemanfaatan pati sagu adalah didirikannya industri pengolahan sagu yang cukup moderen di Arandai Bintuni, Kabupaten Monokwari Papua dengan kapasitas produksi 36.000 ton per tahun (Schuling et al., 1993). Walaupun demikian karena areal sagu yang sangat luas dan terpencar-pencar pada pelosok-pelosok daerah yang berbeda dengan medan yang sulit dijangkau, pabrik dengan kapasitas produksi yang besar tersebut tidak banyak memberikan andil bagi para penduduk yang menggantungkan hidupnya pada pati sagu. Bahkan masyarakat sekitar pabrik pun tetap pada pola lama dalam mengolah sagu untuk kebutuhan keluarga (Darma, 2001).
Pada umumnya pengambilan sagu yang dilakukan secara tradisional di sentra-sentra penghasil sagu seperti Papua, Maluku, Sulawesi dan di Kalimantan pada dasarnya adalah sama. Pengambilan sagu dilakukan oleh setiap keluarga dan digunakan sebagai pangan sehari-hari. Proses pengolahan sagu secara tradisional
3 ini pada prinsipnya meliputi penebangan, pemotongan dan pembelahan batang, penghancuran empulur, pemerasan dan penyaringan, pengendapan dan pengemasan. Tahapan yang paling banyak membutuhkan tenaga kerja adalah penghancuran empulur. Menurut Haryanto dan Pangloli (1992), kapasitas rata-rata dua orang pekerja hanya dapat menokok 2.5 meter batang sagu per hari. Sedangkan menrut Sadikin (1980) satu batang sagu yang dikerjakan oleh dua orang selama delapan jam kerja per hari baru akan selesai dalam waktu satu minggu.
Peningkatan kapasitas pengolahan sagu di tingkat masyarakat petani tentu saja dapat dilakukan dengan memperbaiki teknik yang digunakan pada semua tahapan, terutama pada tahapan penghancur empulur, karena tahapah ini banyak membutuhkan tenaga kerja. Perbaikan teknik penghancuran empulur sagu dapat dilakukan dengan cara mengintroduksi alat parut sagu yang biayanya terjangkau.
Kenyataan menunjukkan bahwa penggunaan peralatan mekanis berteknologi modern di negara-negara berkembang sangat jauh ketinggalan dibandingkan negara-negara maju. Penggunaan tenaga penggerak masih didominasi oleh tenaga manusia dan ternak, oleh karena sebagian besar populasi penduduk masih menganut sistim pertanian bercorak subsistence (Crossley dan Kilgour, 1993).
Teknologi mempunyai mempunyai peranan yang sangat menentukan salam peningkatan pendapatan ekonomi, oleh karena dengan penerapan teknologi yang sesuai, peningkatan nilai tambah dapat dilaksanakan secara berganda. Teknologi perlu diarahkan pada semua tahapan, termasuk didalam proses pascapanen. Teknologi sebagai satu kesatuan metodologi dan peralatan yang digunakan untuk melakukan suatu aktivitas tertentu memiliki sasaran akhir yaitu untuk meningkatkan kesejahteraan hidup manusia. Inovasi dan penerapan suatu teknologi dalam suatu komunitas masyarakat perlu memperhatikan berbagai faktor agar dapat mencapai sasarannya.
Penerapan teknologi mekanis dalam bentuk mesin dan peralatan tepat guna dikalangan petani sangat perlu untuk dikembangkan agar jumlah dan mutu produk yang dihasilkan dapat ditingkatkan sehingga bisa mengantarkan corak pertanian
4 yang subsistence ke pertanian transisi menuju sistem pertanian yang modern. Persyaratan dari teknologi yang dimaksud adalah mudah dibuat, mudah dioperasikan, sederhana, praktis, efisien, dan mudah diserap oleh petani karena harganya terjangkau. Penerapan teknologi pengolahan yang terencana dan sistematis terhadap komoditas sagu akan memberikan nilai tambah dan kualitas produk dapat ditingkatkan.
Penggunaan peralatan mekanis berteknologi modern telah berhasil merubah sistem pertanian subsistence ke pertanian komersial dikalangan pengusaha bermodal besar. Namun penerapannya dikalangan petani pada umumnya menemui banyak kendala.
Untuk mengurangi kendala ini dan sekaligus untuk meningkatkan nilai tambah sagu, perlu dirancang alat pengolahan yang harganya terjangkau di tingkat petani dan efisien dalam penggunaannya.
Tahapan yang paling banyak mengkonsumsi tenaga dan waktu dalam proses pengolahan sagu adalah proses penghancuran empulur batang. Secara tradisional, penghancuran empulur sagu dilakukan dengan menggunakan tokok (adze). Adze adalah suatu alat sejenis palu yang prinsip kerjanya mengkombinasikan gerakan menumbuk (pounding) dan menggaru (scrapping) yang mengakibatkan jaringan terpotong-potong menjadi ukuran yang lebih kecil sehingga partikel pati terlepas (Ruddle et al., 1978). Penghancuran empulur sagu dapat pula dilakukan dengan pemarutan sebagaimana telah banyak dilakukan di beberapa daerah tertentu.
Pemarutan merupakan salah satu bentuk operasi pengecilan ukuran dengan cara pemotongan dan penghancuran. Tujuan dari pemarutan adalah memperkecil ukuran bahan (merusak dinding sel) agar pati yang terdapat dalam sel keluar. Kualitas hasil parutan sangat tergantung pada karakteristik mata parut, sedangkan efisiensi pemarutan sangat dipengaruhi oleh sifat geometri dan kondisi kinematik bagian fungsional (silinder parut dan gigi parut). Pemarutan merupakan salah satu faktor penentu untuk meningkatkan kapasitas produksi sagu, karena merupakan fase pertama dari proses produksi untuk memisahkan serat sehingga pati dapat terekstrak (Zainudin dan Rasyad, 1996). Untuk memperoleh pati sebanyak
5 mungkin dari empulur sagu, penghancuran dilakukan sehalus mungkin (Colon dan Annokke, 1984).
Pegecilan ukuran (reducing size) adalah penghancuran suatu bahan padat menjadi partikel-partikel kecil secara mekanik tanpa dipengaruhi sifat-sfat kimia bahan (Henderson dan Perry, 1978). Operasi pengecilan ukuran membutuhkan energi yang lebih besar oleh karena hanya sebagian kecil dari energi yang ditransformasikan secara efisien. Oleh karena itu, peningkatan efisiensi merupakan hal yang kritis dalam suatu peralatan pengecilan ukuran.
Sebenarnya di beberapa daerah seperti di Bogor, Sukabumi, Riau, Sulawesi, dan daerah-daerah lainnya telah lama dikenal alat parut sagu baik semi mekanis maupun mekanis. Pada umumnya alat parut sagu yang ada di masyrakat dibuat sendiri oleh pemakai dan secara fungsional telah berfungsi dengan baik, namun seringkali sumber tenaga yang digunakan jauh melebihi kebutuhan dan rendemen pati yang dihasilkan masih rendah.
I.2. Tujuan
Tujuan dari penelitian ini adalah membuat suatu alat pemarut sagu yang mempunyai kapasitas yang sesuai untuk usaha skala UKM yang lebih besar, sehingga dapat mempersingkat waktu pengolahan sagu dan menghilangkan waktu tunggu untuk bahan baku. Alat tersebut masih dapat dijangkau oleh petani atau pengusaha sagu di daerah pedesaan berdasarkan pertimbangan :
1. Tidak memerlukan keterampilan dan pendidikan khusus dalam operasi dan perawatannya
2. Harga realtif lebih murah sehingga dapat dijangkau oleh UKM pengolahan sagu.
6 II. TINJAUAN PUSTAKA
2.1. SAGU (Metroxylon sp) 2.1.1. Tanaman Sagu
Sagu merupakan salah satu tanaman sumber karbohidrat (Ruddle et all., 1978). Batang sagu yang merupakan bagian terpenting dalam tanaman sagu adalah tempat penyimpanan cadangan makanan (karbohidrat) yang dapat menghasilkan pati sagu. Batang sagu berbentuk silinder dan berdiameter 35 – 60 cm (McClatchey et al.,2004). Batang sagu terdiri dari lapisan kulit bagian luar batang yang keras dan bagian dalam yang mengandung pati dan serat. Tebal kulit luar yang keras sekitar 3 – 5 cm. secara makroskopis, struktur batang sagu dari arah luar terdiri dari sisa-sisa pelepah daun, lapisan kulit luar tipis yang bewarna kemerah-merahan, lapisan kulit dalam yang keras padat dan bewarna coklat, lapisan serat dan empulur (Haryanto dan Pangloli, 1992). Batang sagu mempunyai pusat yang lunak bewarna pale pink yang merupakan tepat terakumulasinya sebagian besar pati. Pusat yang lunak (empulur) ini dilindungi oleh suatu lapisan kurang lebih 2 cm berupa serat-serat kulit kayu (Cecil et al., 1982).
Tanaman sagu tumbuh di daerah-daerah rawa yang berair tawar atau daerah yang bergambut dan daerah sepanjang aliran sungai, sekitar sumber air atau di hutan-hutan rawa yang kadar garamnya tidak terlalu tinggi (Haryanto dan Pangloli, 1992). Persyaratan ekologis untuk pertumbuhan tanaman sagu adalah pada ketinggian 0-700 meter diatas permukaan laut, jumlah curah hujan antara 2000-4000 mm per tahun yang tersebar merata sepanjang tahun (Restiwati, 1996).
Gambar 2.1. Penampang memanjang batang sagu
Sisa kulit kayu Kulit tipis Kulit keras
Serat Kayu Empulur
7 Pohon sagu (metoxylon sp.) merupakan tanaman yang berkembang biak melalui tunas akar sehingga tumbuh berkelompok atau dengan bijinya. Di Maluku dan Papua, pohon sagu tumbuh secara alami tanpa adanya budidaya. Haryanto dan pangloli (1992) menyatakan bahwa pohon sagu termasuk :
Divisio : Spermathophyta Ordo : Spadicflorae Kelas : Angiospermae Subklas : Monocotyledoneae Famili : Palmae Genus : Metroxylon
Batang tanaman sagu adalah bagian terpenting karena merupakan tempat penyimpanan pati atau karbohidrat yang lingkup pemanfaatannya dalam industri sangat luas. Pati hasil pengolahan dari batang sagu ini dimanfaatkan dalam industri pangan, pakan, dan sorbitol. Batang tanaman sagu berbentuk silinder dengan diameter sekitar 50 cm, bahkan dapat mencapai 80-90 cm. Ukuran batang tanaman sagu berbeda-beda tergantung dari jenis, umur, dan lingkungan habitat pertumbuhannya. Pada umur 3-11 tahun tinggi batang bebas daun sekitar 3-16 m, bahkan dapat mencapai 20 m.
Menurut Haryanto dan Pangloli (1992), tanaman sagu dapat di panen untuk diambil patinya pada umur 11 tahun keatas. Ukuran batang sagu serta pati yang terkandung didalamnya tergantung pada jenis sagu, umur, dan habitat pertumbuhannya. Makin tua umur tanaman sagu, kandungan pati di dalam empulur makin besar. Kandungan pati yang terdapat pada empulur batang ketika sagu berumur 3 – 5 tahun, jumlahnya belum terlalu banyak. Namun ketika sagu berumur sekitar 11 tahun keatas empulur sagu mengandung pati sekitar 15 – 20%. Pada umumnya ciri-ciri pohon sagu siap panen dilihat dari perubahan yang terjadi pada daun, duri, pucuk, dan batang. Tanaman sagu siap panen menjelang primordial bunga atau kuncup bunga sudah muncul tetapi belum mekar. Pada saat tersebut daun-daun terakhir yang keluar mempunyai jarak yang berbeda dengan daun sebelumnya dan daun terakhir juga agak berbeda, yaitu lebih tegak dan
8 ukurannya kecil. Perubahan lain adalah pucuk menjadi agak menggelembung, duri semakin berkurang, serta pelepah daun menjadi lebih licin dibandingkan dengan pohon yang masih muda (Haryanto dan Pangloli, 1992).
Daun merupakan bagian tanaman sagu yang peranannya sangat penting karena merupakan tempat pembentukan pati melalui proses fotosintesis. Apabila pertumbuhan dan perkembangan daun berlangsung dengan baik, maka secara keseluruhan pertumbuhan dan perkembangan organ lain seperti batang, kulit, dan empulur, akan berlangsung dengan baik pula serta pembentukan pati dari daun yang kemudian di simpan dalam batang tanaman sagu akan berlansung secara optimal (Haryanto dan Pangloli, 1992).
2.1.2. Pati sagu
Pati merupakan cadangan makanan yang terdapat di dalam biji-bijian atau umbi-umbian. Pati atau karbohidrat secara umum merupakan bahan organik yang dapat diproduksi dari udara dan air dari tanah, pada suatu proses fotosintesis dengan menggunakan energi radiasi sinar matahari.
Secara mikroskopik, granula pati sagu terkonsentrasi pada empulur batang sagu. Empulur batang sagu mengandung 20.2 – 29% pati, 50 – 66% air, dan 13.8 – 21.3% bahan lain atau ampas. Dihitung dari berat kering batang sagu mengandung 54 – 60 % pati dan 40-46% ampas. Untuk mengekstrak pati dari jaringan empulur maka dinding sel harus dipecahkan. Hal ini dapat dilakukan dengan pemarutan sehingga granula pati akan terbebaskan dan dapat dipisahkan dengan cara pemberian air secara berlebihan sebelum pengendapan. Dalam pengolahan untuk mendapatkan pati sagu biasanya akan dipisahkan menjadi tiga bagian. Bagian pertama merupakan pati yang akan diendapkan, kedua adalah dinding sel, dan ketiga adalah jaringan-jaringan pembuluh yang akan menjadi bahan kering (Flach, 1997). Komposisi kimia yang terkandung dalam 100 g pati sagu dapat dilihat dari tabel di bawah ini
9 Tabel 2.1. Komposisi tepung sagu
Komposisi Jumlah Air (g) 14 Protein (g) 0.7 Karbohidrat(g) 84.7 Serat kasar g) - Lemak (g) 0.2 Abu (g) - Fosfor (mg) 13 Kalsium (mg) 11 Besi (mg) 1.5 Kalori (kkal) 353 (Depkes RI)
Pati sagu mengandung 27% amilosa dan 73% amilopektin. Perbandingan amilosa dan amilopektin akan mempengaruhi sifat kelarutan dan derajat gelatinisasi pati (Flach, 1983). Pati juga memilki suhu gelatinisasi yang cukup tinggi yaitu sekitar 69ºC (Cecil et al., 1982).
2.1.3. Potensi dan Pemamfaatan Sagu
Dewasa ini, sagu merupakan salah satu komoditi yang penting bagi perekonomian dan secara komersil tumbuh di Indonesia, Malaysia, Filipina, dan Papua Nugini untuk menghasilkan pati sagu, pakan ternak, dan bahan bakar etanol (McClatchey et al., 2004). Maluku, Papua, Kalimantan, dan Riau dikenal sebagian daerah potensial untuk sagu (Djoefrie, 1999). Di papua terdapat 6 juta hektar lahan sagu, sedangkan di Papua Nugini terdapat 1 juta hektar lahan sagu liar dan 20 ribu lahan sagu budi daya (McClatchey et al., 2004).
Produksi tanaman sagu bervariasi dari 200 - 350 kg pati per pohon. Apabila di Indonesia diasumsikan terdapat 3 juta hektar lahan sagu dan setiap hektarnya terdapat 30 puluh pohon, jika setiap pohonnya diperoleh 300 kg pati sagu, maka dalam setahun dapat diperoleh pati sagu sebanyak 27 juta ton (Djoefrie, 1999).
10 Di Indonesia, penggunaan pati sagu secara umum bukan merupakan hal asing, terutama bagi masyarakat Papua atau Maluku. Pati sagu banyak digunakan sebagai bahan campuran produk mie, soun, roti, dan bakso (Anonim, 2006).
2.2. Panen dan Pengolahan Sagu 2.2.1. Proses Panen Sagu
Pada umumnya sagu dipanen menjelang pembentukan primordia bunga atau kuncup bunga telah muncul atau belum mekar. Pada saat tersebut kandungan pati pada empulur batang sagu maksimum (Ruddle et al. 1978).
Ada tiga cara penentuan saat sagu siap panen yang selama ini banyak ini dianut oleh para praktisi yaitu : (a) kebiasaan petani sagu Maluku, (b) kebiasaan petani sagu Papua, dan (c) berdasarkan teori Flach. Di Maluku, masyarakat mengenal empat tingkat kematangan sagu yaitu tingkat wela atau putus duri, tingkat maputih, dan tingkat maputih masa, dan tingkat siri buah (Pangloli dalam Darma, 2001). Masyarakat di Papua mengenal cirri-ciri pohon sagu siap dipanen berdasarkan pelepah daun yang menjadi lebih pendek bila dibandingkan pelepah sebelumnya. Tanda kedua adalah kuncup bunga mulai tampak dan pucuk pohon lebih mendatar dibandingkan pohon sagu yang lebih muda. Untuk memastikan batang sagu telah mengandung pati cukup banyak, dapat dilakukan pengujian sederhana yaitu dengan melubangi batang kira-kira 1 m diatas permukaan tanah, kemudian diambil empulurnya dan dikunyah lalu diperas. Jika air perasannya keruh berarti kandungan patinya cukup tinggi dan pohon siap dipanen.
Menurut Flach (1983), sagu mulai mengakumulasikan pati sejak pembentukan batang berlangsung. Kandungan pati dalam batang semakin lama semakin meningkat, dan apabila batang sagu mendapat sinar matahari yang cukup selama pertumbuhan maka kandungan pati meningkat linear sampai pembentukan bunga. Pada saat mulai terjadi pembentukan buah, kandungan pati mulai menurun karena sebagian digunakan untuk pembentukan buah, dan proses fotosintesis mulai menurun karena daun-daun sagu yang terbentuk sudah berukuran kecil.
11 Hasil pengolahan sagu yang diharapkan adalah pati sagu. Dasar pembuatan semua jenis pati adalah sama, yaitu dengan cara menghancurkan sel untuk memisahkan butiran pati dengan komponen lainnya, dan menggunakan air untuk mengekstraknya.
Ditinjau dari cara dan alat yang digunakan, cara ekstraksi pati sagu yang dilakukan di daerah-daerah penghasil sagu dapat dikelompokkan atas tiga cara yaitu : (a) cara tradisional, (b) semi mekanis, dan (c) mekanis.
Ekstraksi pati sagu secara tradisional pada umumnya banyak dijumpai di daerah Maluku, Papua, Sulawesi dan Kalimantan. Pengambilan pati sagu dengan cara ini biasanya diusahakan oleh setiap keluarga dan digunakan sebagai bahan pangan sehari-hari. Tahapan proses pengolahan secara tradisional ini pada prinsipnya meliputi penebangan pohon, pemotongan dan pembelahan batang, penokokan, pemerasan, penyaringan, pengendapan, dan pemerasan. Tahapan yang paling banyak memerlukan tenaga kerja adalah pada proses penokokan. Menurut Haryanto dan Pangloli (1992), satu batang sagu dikerjakan lebih dari satu kelurga, sebab penokokan satu batang sagu memerlukan waktu 1 – 3 minggu. Kapasitas kerja untuk penokokan batang sagu rata-rata dua orang pekerja hanya dapat menyelesaikan 2.5 m batang per hari. Menurut Sadikin (1980), satu batang sagu jika dikerjakan oleh 2 orang dengan jam kerja 8 jam kerja per hari baru akan menyelesaikan dalam waktu satu minggu. Ekstraksi pati sagu juga banyak dijumpai di Malaysia dan Papua New Guinea (Ruddle et al. 1978).
Ekstraksi pati sagu secara semi mekanis pada prinsipnya sama dengan cara tradisional, tapi bagian proses menggunakan mesin. Penghancuran empulur dengan menggunakan mesin pemarut, demikian juga dengan pemerasan dan penyaringan digerakkan dengan menggunkan motor bakar atau motor listrik. Cara ekstraksi semi mekanis banyak dijumpai di daerah Riau dan Jawa barat.
Ekstraksi pati sagu secara mekanis juga mempunyai prinsip yang sama dengan cara tradisional, namun semua komponen dan peralatan digerakan secara mekanis dan prosesnya merupakan sistem yang berkelanjutan sehingga
12 merupakan suatu pabrik. Cara ekstraksi digunakan oleh pabrik-pabrik pengolahan sagu berkapasitas besar.
Pemanenan sagu oleh para petani sagu di sentra-sentra penghasil sagu sebagian besar masih dilakukan sacara tradisional dengan tenaga manusia. Setelah dipilih pohon yang akan ditebang, dilakukan persiapan penebangan. Penebangan dilakukan dengan menggunakan kampak. Setelah pohon tumbang pelepahnya dibersihkan dan sebagian ujung batang dibuang karena kandungan patinya rendah. Proses ekstraksi pati sagu dapat dilihat pada gambar 2
Gambar 2.2. Diagram Alir Proses Ekstraksi Pati Sagu (Flach,1997) Penebangan
Pemotongan Batang
Pembelahan Batang
Ditokok atau Pemarutan
Pengadukan dan Pemerasan
Penyaringan Pengemasan Tranportasi ke Penokokan Pengendapan Pengeringan Distribusi
13 2.2.2. Proses Pemarutan dan Alat Parut Sagu
Pemarutan (grating rasping) merupakan salah satu proses pengecilan ukuran (reducing size). Menurut Henderson dan Perry (1975) dalam Darma (2001), pengecilan ukuran mencakup proses pemotongan, pemecahan, pengilasan dan penggilingan. Proses pengecilan ukuran bahan lazimnya dilakukan secara mekanis tanpa merubah sifat kimia bahan. Bahan yang diperkecil ukurannya digolongkan dalam tiga kelas berdasarkan derajat kehalusannya, yaitu : (1) kisaran dimensi, yaitu butiran berukuran sekitar 3.175 mm atau lebih. Kelompok ukuran ini masih dapat dapat diukur dengan teliti dan bentuk geometri permukaannya mudah dilihat. (2) kisaran saringan, yaitu butiran dengan ukuran 3.175mm sampai 0.0737 mm, dan (3) kisaran makroskopis, yaitu butiran yang ukurannya kurang dari 0.0737 mm. jika dilihat dari ukuran, sagu hasil parutan termasuk dalam kelompok kisaran saringan.
Proses pemarutan sagu bertujuan untuk merusak dinding sel bahan (sel-sel jaringan empulur) agar butiran pati yang terkandung di dalamnya dengan mudah keluar. Bentuk dan ukuran butiran bahan yang diperkecil sangat tergantung pada sifat fisik dan metode pengecilan bahan yang digunakan (Henderson dan Perry, 1975). Karena butiran pati yang diinginkan berada dalam sel yang berukuran mikroskopis, maka untuk memperolehnya dalam jumlah yang maksimal hasil parutan haruslah mempunyai derajat kehalusan tertentu agar dinding sel yang rusak sebanyak mungkin.
Pemarutan merupakan salah satu proses pemotongan dengan menggunakan banyak mata potong. Masing-masing mata potong bekerja hanya sebagian rotasinya, selanjutnya berputar terus pada putarannya tanpa melakukan kerja. Menurut Sitkey (1986), proses pemotongan bahan terdiri dari dua tahap yaitu : (1) pemampatan bahan (preliminary compaction) sampai tekanan tertentu dicapai, dan (2) gerakan atau penetrasi mata pisau ke dalam bahan.
Ada empat metode pemotongan yang sering digunakan yaitu : (1) countermoving blade, dimana kedua mata pisau terlibat dan bergerak dalam
14 pemotongan, (2) moving blade, bahan yang dipotong diam dan pisau pemotong bergerak, (3) pemotonga lapisan yang tipis, dan (4) free cutting (Sitkey, 1986).
Pemarutan termasuk dalam tipe pemotongan moving blade, namun mata potong yang digunakan tidaklah tunggal melainkan banyak (multiple blade). Proses pemotongan pada mata pisau multiple proses pemotongannya tidak kontinyu.
Alat parut sagu (sago rasper) pada umumnya ada dua tipe yaitu disc rasper dan cylindrical rasper (Colon dan Annoke, 1984). Di industri-industri pengolahan sagu biasanya menggunakan pemarut sagu tipe silinder yang menggunakan motor diesel sebagai sumber tenaga. Sedangkan penghancuran sagu secara tradisional manggunakan tokok. Tipe parut lain yang juga telah dikenal di sebagian negara adalah tipe rotari yaitu berupa piringan yang diberi gigi gerigi berupa paku (Ruddle et al., 1978).
Karakteristik gigi parut yang digunakan bervariasi antara satu tempat dengan tempat lainnya. Sadikin (1980) melaporkan bahwa gigi parut yang digunakan terbuat dari jarum jahit layar berdiameter 0.1 cm, tinggi 0.15 cm dan penyusunannya pada silinder tidak beraturan. Suhardyanto (1980) melaporkan bahwa di daerah Sukabumi, gigi parut berdiameter 0.1 cm, tinggi 0.1 cm dengan susunan atau kerapatan 1 cm × 0.1 cm (jarak pemasangan gigi parut yang melintang tegak lurus poros silinder 1 cm sedangkan yang sejajar poros adalah 0.1 cm). Suhardyanto (1981) mendisain alat parut sagu tipe silinder dengan karakteristik gigi parut yang digunakan berdiameter 0.2 cm dan tinggi mata parut 0.9 mm. Di daerah Kedunghalang Bogor, para pengusaha pengolahan sagu menggunakan gigi parut berdiameter 0.1 cm, tinggi 0.1 cm, kerapatan 0.8 cm × 0.4 cm dengan susunan membentuk sudut 23º terhadap poros parut. Ermawati (1997) menggunakan alat parut kelapa untuk memarut sagu dan hasilnya cukup bagus. Di Serawak dan Riau, para petani menggunakan alat parut tipe piringan (rotary) dengan gigi parut terbuat dari paku (ukuran tidak disebutkan) (Ruddle et al.,1978).
15 Darma, (2000) merancang alat pemarut yang dilengkapi dengan tranducer untuk menganalisis gaya dan tori pemarutan. Alat pemarut rancangan memakai dua susunan mata parut yang berbeda. Silinder parut dibuat dari kayu nangka, sedangkan mata parut dibuat dari jarum jahit berdiameter 1 mm dan 2 mm. Jarum kemudian ditancapkan ke silinder parut. Susunan mata parut ini dapat dilihat dari Gambar 2.2. di bawah ini :
Gambar 2.3. Susunan Mata Parut Rancangan Darma, (2000) 2.2.3. Faktor-Faktor Mempengaruhi Proses Pemarutan
Kapasitas kerja alat parut dan alat pengecil ukuran lainnya (reducing size machine) ditentukan oleh tenaga yang diperlukan per satuan bahan, ukuran dan bentuk bahan sebelum dan sesudah pengecilan, kapasitas, dan kisaran ukuran akhir bahan. Sedangkan besarnya tenaga atau energi yang diperlukan dipengaruhi oleh jenis bahan, kadar air, kehalusan partikel yang ingin dicapai, laju pengumpanan, dan kondisi alat (Henderson dan Perry, 1975). Menurut Hixon et al. (1990), proses pengecilan ukuran tergantung dari sifat-sifat bahan dan karakteristik alat atau mesin yang digunakan. Sifat-sifat bahan yang mempengaruhi proses pengecilan ukuran antara lain toughness, brittleness, abrasiveness, fide size, adhesiveness, form and structure, and density (Darma, 2001).
Menurut Sitkey (1986), faktor-faktor mempengaruhi pemotongan antara lain sifat-sifat mekanik bahan, sifat geometri, dan kondisi kinematika mata pisau dan kecepatan pemotongan. Sifat-sifat mekanik bahan tergantung pada jenis bahan, tahap pertumbuhan, dan lokasi pemotongan.
16 Pemotongan merupakan proses yang dinamik. Dengan meningkatnya kecepatan pemotongan maka kompaksi awal akan menurun dan akibatnya kebutuhan energi juga akan menurun. Ketahanan pemotongan (cutting resisteance) juga mempengaruhi proses pemotongan. Cutting resistance tergantung dari ketebalan bahan dan tekstur bahan (Sitkey, 1986). Lebih lanjut disebutkan bahwa ketebalan mata potong juga berpengaruh terhadap cutting resistance. Gaya pemotongan relatif konstan pada ketebalan mata pisau 70 – 80 mikro meter, namun pada ketebalan yang lebih besar, semakin besar ketebalan mata pisau untuk pemotongan maka gaya pemotongan meningkat secara signifikan.
Proses pemotongan pada mata potong multiple seperti pada pemarutan dipengaruhi oleh ukuran dan jumlah serta susunan mata potong. Semakin besar ukuran (diameter) mata potong, maka semakin besar gaya yang dibutuhkan untuk proses pemotongan dan ukuran hasil pemotongan juga semakin besar. Demikian juga halnya dengan gigi potong maka gaya yang diperlukan semakin banyak jumlah gigi potong maka gaya yang diperlukan semakin besar dan hasil pemotongan bahan semakin kecil.
2.3. Proses Desain dan Analisis Suatu Peralatan
Desain adalah perhitungan ukuran dan bentuk dari bagian-bagian suatu sistem untuk mencapai performansi yang diinginkan (Arora, 1989). Ditambahkan oleh Cochin dan Plass (1990), pemilihan bahan dan komponen-komponen yang akan digunakan pada suatu sistem termasuk aktivitas suatu desain. Norton (1993) mendefenisikan desain sebagai penerapan berbagai prinsip-prinsip ilmu teknik dan ilmiah untuk tujuan mendefinisikan suatu peralatan, proses, atau suatu sistem agar dapat direalisasikan. Sedangkan analisis adalah suatu penentuan prilaku sistem termasuk perhitungan respon yang diberikan terhadapa suatu input tertentu. Mendesain suatu sistem merupakan suatu prosedur “trial and error”. Dengan menduga suatu desain lalu mengamatinya untuk melihat performansinya apakah sesuai dengan spesifikasi yang diinginkan atau tidak (Arora, 1989).
17 Desain merupakan suatu proses yang iterative yang berarti bahwa beberapa trial and error system harus dianalisis sebelum suatu acceptable design diperoleh. Dalam proses desain, pengalaman, intuisi, dan pengetahuan desainer merupakan faktor yang penting dan menentukan dalam mendesain suatu sistem. Secara umum, suatu acceptable system bersifat cost effective, efficient, reliable, dan durable (Arora, 1989).
Menurut Ulman (1992), ada empat langkah dasar yang harus dilakukan dalam mendesain suatu sistem, yaitu : (1) mengetahui masalah yang harus diselesaikan (establish need), (2) memahami permasalahan, (3) pemilihan alternatif pemecahan masalah (generate potential solution), (4) evaluasi dari alternatif yang diambil dan memtuskan mana yang terbaik. Sedangkan menurt Norton (1993), proses desain terdiri 10 tahap yaitu : (1) identifikasi kebutuhan, (2) mengumpulkan informasi yang relevan, (3) menyatakan tujuan (goal statement), (4) menetukan spesifikasi, (5) ideation and invention, (6) analisis, (7) seleksi (8) detailed design, (9) prototyping and testing, (10) production. Ada beberapa peryaratan yang harus diperhatikan dalam mendesain suatu peralatan antara lain adalah :
a. Alat yang dibutuhkan oleh masyarakat b. Secara teknis dapat dibuat
c. Secara ekonomi dapat dipertanggung jawabkan d. Secara politik dapat diterima
e. Bahan yang dibutuhkan mudah didapat f. Mudah dalam pengoperasian
2.4. Penelitian Alat Pemarut Sagu
Penelitian alat pemarut sagu sudah banyak dilakukan. Alat pemarut sagu dengan tipe silinder yang silindernya terbuat dari stainless steel sudah ada di pasaran. Pada UKM pengolahan sagu yag terdapat di kelurahan Tanah Baru Bogor juga menggunakan alat parut sagu dengan tipe silinder yang terbuat dari kayu dan mata parut terbuat dari jarum jahit yang di tancapkan ke silinder kayu.
18 Alat parut ini di gerakkan dengan menggunakan motor diesel yang berdaya 12 HP.
Gambar 2.4. Silinder parut pada pemarut sagu Tanah Baru Bogor Djanwarsyah (1980), merancang alat pemarut sagu tipe silinder dengan menggunakan tenaga manusia sebagai sumber tenaga. Diameter silinder parut yang terbuat dari kayu dan silinder parut 25 cm dan panjang silinder adalah 28 cm. kapasitas yang didapatkan adalah 40.36 kg/jam /orang pada putaran silinder parut 298. 26 rpm.
Darma (2000), menganalisis mekanisme pemarutan dan torsi alat pemarut sagu tipe silinder. Pada penelitian ini digunakan motor listrik 1 HP sebagai sumber tenaga untuk pemarutan dan menggunakan sabuk dan pulley sebagai sistem transmisi tenaga. Pengukuran torsi dilakukan dengan menggunakan dua susunan dan ukuran mata parut yang berbeda. Pengukuran torsi pemarutan juga dilakukan berdasarkan bagian batang yang diparut yaitu pangkal, tengah dan ujung batang dan arah pemarutan yaitu searah serat dan tegak lurus serat dari empulur sagu.
2.5. Stainless Steel Sebagai Bahan Kontruksi
Pada dasarnya stainless steel merupakan salah satu jenis dari baja paduan, sehingga pembuatan stainless steel tidak jauh berbeda dengan proses pembuatan baja paduan, yang membedakan adalah penambahan unsur-unsur paduan, antara lain Kromium, Nikel, Mangan, dan Aluminium. Stainless steel sering digunakan pada alat maupun mesin pengolahan pangan. Karena mempunyai sifat anti karat,
19 sehingga dapat digunakan untuk bahan yang mengandung kadar air yang tinggi. Sifat fisik beberapa jenis stainless steel dapat dilhat pada tabel 2.2.
Tabel 2.2. Sifat fisik beberapa jenis stainless steel
Sifat
Tipe
Martensity Ferritic Austentic Austentic-Austentic Densitas (g/cm3) 7.6 - 7.7 7.6 - 7.8 7.9 - 8.2 0.8 Modulus Young (MPa) 220,000 220,000 195,000 200,000 Thermal expansion (×10-6/ºC) 200-600⁰C 12-13 12-13 17-19 13 Thermal conductivity (W/mºC)20ºC 22-13 20-23 12-15 20 Kapasitas Panas (j/kgºC)20ºC 400 460 440 400 Resistivitas (Nδm) 20ºC 600 600-750 850 700-850 Kemagnetan Ya Ya Tidak Ya
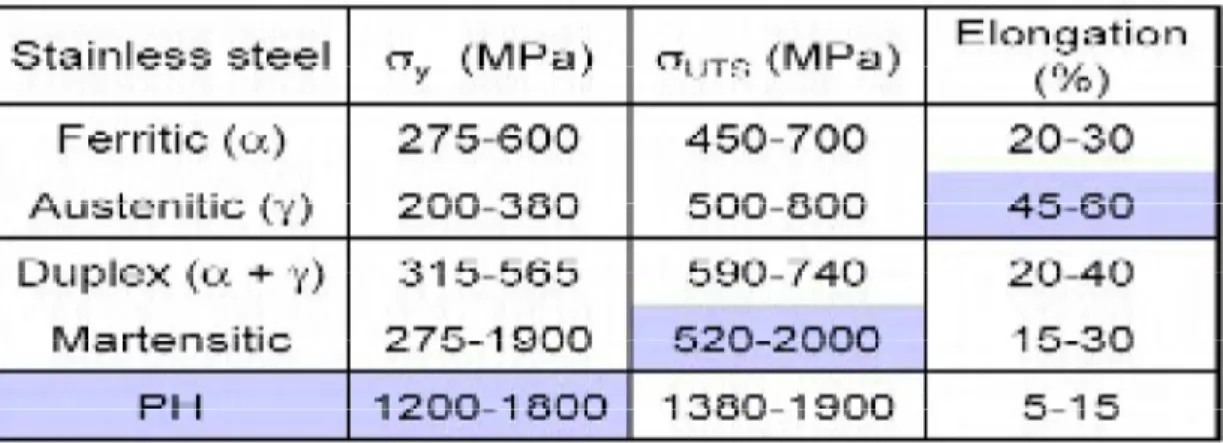
Bahan kontruksi harus bisa menahan beban dan impact yang dikenakan pada bahan tersebut. Agar dapat menahan gaya tahanan pemarutan empulr sagu maka stainless steel harus memilki kekuatan minimal yang lebih besar dari tahanan untuk memarut empulur. Kekuatan stainless steel dapat dilihat pada tabel 2.3. dibawah:
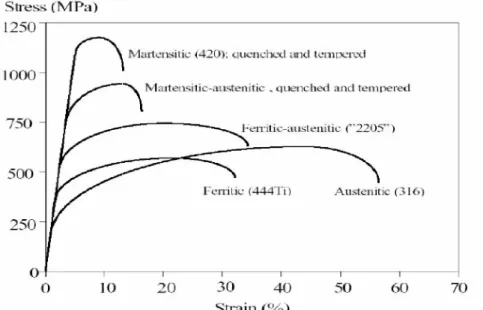
20 Stainless steel martensitic memiliki yield strength yang lebih besar dari jenis lainnya. Stainless steel jenis ini sanggup menahan beban mencapai 1200 MPa. Untuk kepentingan kontruksi dari alat stainless steel martensitic tentu sangat baik, tetapi jenis ini juga memiliki harga yang lebih mahal dari jenis lainnya. Stress strength pada berbagai jenis stainless steel dapat dilihat pada Gambar 2.2. dibawah ini
21 III. METODE PENELITIAN
3.1. Waktu dan Tempat
Penelitian dilaksanakan mulai April sampai Juni 2009 dan dilaksanakan di Balai Besar Penelitian dan Pengembangan Pascapanen Pertanian, Cimanggu Bogor dan bengkel Fadhel Teknik di Pagelaran Bogor, serta bengkel Teknik Pertanian Institut Pertanian Bogor
3.2. Bahan dan Alat
Alat dan bahan yang digunakan dalam penelitian ini adalah sebagai berikut a. Alat Bengkel dan Bahan Pabrikasi:
1. Unit las argon dan las listrik
2. Besi siku, besi U ukuran 6 cm, plat besi strip tebal 2 mm 3. Lembaran stainless steel tebal 1 mm
4. Silinder stainless steel Ǿ = 26 cm 5. Besi poros S45C Ǿ = 35.5 mm 6. Pulley Ǿ = 5 inchi dan Ǿ = 6 inchi 7. Sabuk V tipe B 61
8. Mur dan baud 9. Bearing 10. Mesin bubut 11. Amplas 12. Cat
13. Unit besi pemahat 14. Gerinda listrik 15. Mesin bor 16. Meteran 17. Tool box b. Alat Pengujian
1. Unit pemarut sagu hasil rancangan 2. Meteran
22 4. Air
5. Tachometer digital 6. Timbangan
7. Ember untuk menampung hasil parutan 8. Saringan dan pengayakan hasil parutan 9. Niru untuk pengeringan
c. Alat Bantu:
1. Satu unit PC dengan program Auto Cad 2006/2008 yang digunakan dalam pembuatan desain alat
2. Alat pengukuran pengoperasian alat pemarut sagu 3. Chain saw
4. Parang dan Kampak d. Bahan
Bahan yang digunakan adalah bahan baku penelitian adalah batang sagu dewasa (masak panen) yang telah dipotong-potong dengan panjang 50 cm dan diambil empulurnya pengupasan batang dan empulur dipotong-potong dengan ukuran yang di inginkan. Bahan baku berasal dari Banten.
23 3.3. Metode Penelitian
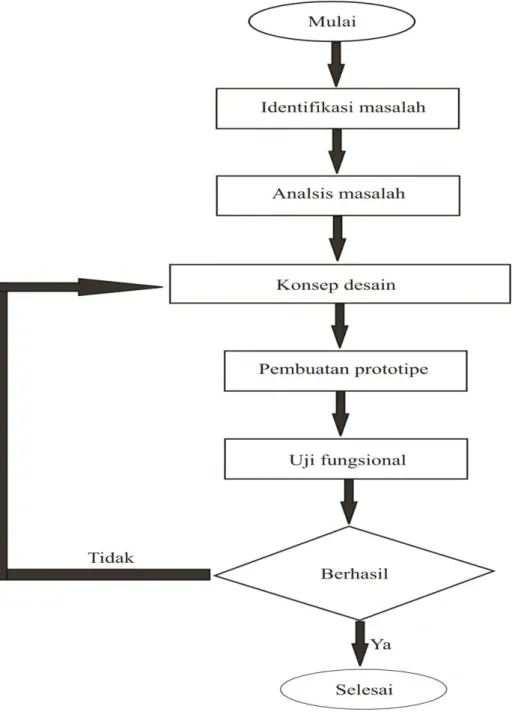
Metode yang digunakan dalam penelitian ini adalah metode pendekatan rancangan secara umum yaitu berdasarkan pendekatan rancangan fungsional dan pendekatan rancangan struktural. Adapaun tahapan penelitian terdapat pada gambar dibawah ini.
24 a. Identifikasi masalah
Identifikasi masalah merupakan langkah awal dalam perancangan alat dan mesin. Pada alat pemarut sagu sebelumnya ditemukan bebarapa masalah antara lain yaitu : 1) masih menggunakan tenaga manusia sebagai sumber tenaga sehingga kapasitasnya sangat rendah, 2) pada alat pemarut yang digerakan dengan motor diesel mempunyai daya yang terlalu besar sehingga kurang efisien untuk pengolahan sagu pada usaha skala UKM, 3) rendemen pati yang dihasilkan masih rendah karena susunan mata parut yang digunakan disusun secara acak dan berukuran sangat besar, 4) kapasitas alat yang digunakan pada UKM pengolahan sagu masih terlalu kecil sehingga sering terjadi penumpukan empulur sagu, 5) pada proses pemarutan pengumpanan empulur sagu dilakukan secara manual sehingga berpotensi besar terjadi kecelekaan yang mengakibatkan cedera pada operator, 6) kebersihan tempat pemarutan masih sangat rendah.
b. Analisis masalah
Setelah didapatkan data dan permasalahan yang ada pada proses dan alat pemarut sagu yang ada dilapangan, maka dilakukan analisis permasalahan untuk mencari solusi dari permasalahan yang ada. Dalam tahapan ini dilakukan analisis untuk mendapatkan solusi permasalahan yang sesuai dengan kebutuhan yang diharapkan. Solusi inilah yang selanjutnya akan diterapkan dalam pembuatan konsep desain alat pemarut sagu.
Dari peninjauan lansung ke UKM pengolahan sagu dan mencari literatur dari dari alat yang ada di pasaran, diharapkan dapat dirumuskan beberapa alternatif konsep dan perbaikan alat pengolahan pemarut sagu.
c. Konsep desain
Dengan melakukan analisis permasalahan yang ada dan pengumpulan ide pemecahan masalah yang mempertimbangkan beberapa aspek terkait. Setelah dilakukan analisis masalah yang ada, dilakukan perumusan untuk menghasilkan beberapa konsep desain fungsional maupun struktural yang dilengkapi dengan gambar sketsa, analisis teknik, perkiraan kapasitas lapang teoritis, prasarat dan sistem yang mendukung efektifitas operasional alat dilapangan.
25 Modifikasi dalam desain struktural dilakukan dengan membuat suatu silinder pemarut yang terbuat dari bahan stainless steel. Silinder pemarut ini bertumpu pada poros yang pada rangka besi berbentuk besi U dengan ketebalan 5 mm. Poros silinder parut dihubungkan ke poros motor listrik sebagai sumber tenaga penggerak dengan menggunakan sabuk dan pulley. Pemasukan empulur sagu yang akan diparut dengan menggunakan hopper yang berada dibagian atas dari silinder pemarut sehingga akan memudahkan proses pemarutan dengan memanfaatkan berat dari bahan. Hopper dibuat miring pada salah satu bagian sisi alat Pada bagian bawah hopper dibuat pendorong empulur sagu agar terdorong kearah silinder parut. Pengeluaran dari hasil parutan langsung terdapat di bawah silinder pemarut yang berbentuk corong sehingga bahan akan keluar dengan menggunakan gaya berat dari bahan tersebut. Desain rangka dibuat untuk menopang dari semua komponen dari alat. Rangka harus dapat menahan beban berat dari komponen dan juga harus dapat menahan getaran yang ditimbulkan oleh mesin sewaktu pemarutan.
Adapun konsep desain dari alat pemarut sagu tipe silinder dapat dilihat pada gambar dibawah ini.
Gambar 3.2. Alat pemarut sagu tipe silinder
Hopper Motor listrik Pengeluaran Rangka bawah Penutup sabuk Pendorong Rangka atas Silinder parut
26 d. Pembuatan Prototipe Alat Pemarut Sagu
Setelah desain modifikasi alat pemarut sagu selesai, kemudian dibuat prototipe alat pemarut sagu sesuai dengan modifikasi yang telah dilakukan. Pembuatan prototipe ini dilakukan di bengkel Fadhel Teknik, Pagelaran Bogor. Pembuatan prototipe ini dilakukan agar dapat dilakukan pengujian dilapangan apakah alat tersebut dapat berfungsi dengan desain yang diinginkan atau tidak. e. Uji fungsional
Uji fungsional dilakukan untuk mengetahui apakah setiap bagian alat dapat berfungsi dengan baik atau tidak. Pengujian ini dilakukan setelah alat pemarut sagu telah selesai proses pembuatannya. Uji fungsional dari alat pemarut sagu meliputi beberapa aspek pengujian diantaranya adalah :
a. Kapasitas efektif dan kehilangan pemarutan
Kapasitas efektif dihitung dengan cara mencatat lansung hasil parutan dalam selang waktu tertentu. Jika kapasitas efektif dilambangkan dengan Ce dan sagu hasil parutan adalah Sp dalam selang waktu Tp maka kapasitas efektif pemarutan adalah :
C
=
( )( ) ... (1) Kehilangan hasil parutan dapat diketahui dengan cara menghitung berat sagu sebelum diparut dengan hasil parutan. Jika berat sagu sebelum diparut adalah Sb, maka kehilangan hasil pemarutan (Kp) dapat dirumuskan :
K = S − S ... (2) b. Efisiensi pemarutan
Efisiensi pemarutan diperoleh dengan cara membandingkan sagu hasil parutan (Sp) dengan sagu yang akan diparut sagu yang akan diparut (Sb) dikalikan 100 persen, atau
27 c. Efesiensi alat
Untuk menghitung efisiensi dari alat pemarut sagu ini, diperlukan dua data perhitungan yaitu kapasitas efektif (Ce) dan kapasitas teoritis (Ct). kapasitas teoritis dari alat pemarut sagu dapat ditentukan berdasarkan beberapa faktor, yaitu luas efektif bidang parut (Le), Tinggi mata gigi parut (Tg), dan kecepatan putaran dari pemarutan (Ns). kapasitas teoritis secara matematik dapat dinyatakan dalam :
C = f(L × T × N ) ... (4) Dalam perhitungan kapasitas teoritis, diasumsikan bahwa :
1. Dalam proses pemarutan, luas penampang bahan yang akan diparut sama dengan luas bidang parut apabila sagu yang dimasukan memanjang terhadap arah panjang silinder pemarut. 2. Setelah pemarutan, bahan hasil parutan lansung jatuh dan
permukaan parut bersih kembali, sehingga gigi parut selalu bekerja 100 persen.
3. Bahan yang diparut (sagu) diberikan secara kontinyu.
Jika nilai perbandingan antara luas permukaan gigi parut dan luas bidang parut (Lp) adalah K, maka luas efektif bidang parut (Le) adalah K × Lp. Jika p dan r adalah masing-masing adalah panjang dan lebar dari bidang parut adalah sama dengan panjang dan lebar dari bahan, serta R adalah jari-jari dari silinder pemarut, maka dapat diperoleh hubungan volume (V) parutan pada bidang parut adalah :
V = T × L ... (5)
atau
V = K × L × T ... (6) jika luas bidang parutan (Lp) adalah (p × r) maka untuk satu putaran silinder pemarut diperoleh hubungan :
28 V = K × × p × r × T ... (7) Atau
V = 6.28K × p × R × T ... (8) Djanwarsyah (1980) mengatakan bahwa berat jenis sagu pada tingkat kadar air 85 persen adalah 0.76 kg/dm3. Jika putaran silinder pemarut adalah Ns, maka diperoleh hubungan :
C = (4.7728K × p × R × T × N ) ... (9) Dengan diperolehnya kapasitas teoritis tersebut, maka efisiensi alat (ηa) dapat diketahui dengan persamaan
η = × 100% ... (10) d. Rendemen Pati
Rendemen pati dapat dihitung dengan dua cara yaitu pertama dengan membandingkan tepung sagu yang dihasilkan dan berat awal dari empulur sagu sebelum diparut, cara yang kedua adalah dengan membandingkan tepung sagu hasil parutan dengan berat empulur hasil parutan. Jika berat awal empulur sebelum diparut adalah Wa, berat setelah pemarutan Wb, dan berat tepung sagu yang di hasilkan Wc, maka rendemen pati adalah :
= × 100% ... (11) Jika dihitung berdasarkan empulur sagu hasil parutan, maka rendemen pati adalah :
29 e. Analisis perkiraan biaya
Untuk penyempurnaan desain alat pemarut sagu tipe silinder ini, maka perlu diadakan peninjauan dari segi ekonomi. Dengan analisa ekonomi dapat diketahui apakah alat hasil desain tersebut menguntungkan atau tidak. Perkiraan dapat ditentukan dengan cara menghitung jumlah biaya yang dikeluarkan untuk memarut persatuan berat bahan.
Secara umum biaya dapat dibagi menjadi biaya tetap (fixed cost) dan biaya tidak tetap (variable cost). Biaya tetap adalah biaya yang besarnya hampir atau sama tidak tergantung dari jumlah barang dihasilkan, sedangkan biaya tidak tetap adalah biaya yang berubah-ubah dan tergantung dari jumlah barang yang dihasilkan.
Berdasarkan biaya tetap, biaya tidak tetap, jumlah jam kerja per tahun, serta kapasitas kerja alat, maka dapat dirumuskan suatu perhitungan biaya pokok pruduksi dalam bentuk persamaan sebagai berikut :
BP = ( + B)C ... (12) dimana : BP = biaya pokok per unit hasil (Rp per Kg)
A = biaya tetap (Rp. pertahun) X = jumlah Jam kerja (jam per tahun) B = biaya tidak tetap (Rp. per tahun) C = kapasitas kerja (jam per Kg)
Salah satu biaya tetap yang terpenting adalah biaya penyusutan (depresiasi). Biaya penyusutan ini diartikan sebagai berkurangnya nilai mesin atau alat akibat pertambahan umur, terlepas dari alat atau mesin tersebut dipergunakan atau tidak. Disamping biaya penyusutan, biaya bunga modal dan asuransi termasuk kedalam biaya tetap.
30 IV. ANALISA RANCANGAN
4.1. Rancangan Fungsional
Secara keseluruhan alat pemarut sagu ini terdiri dari beberapa bagian yang masing-masing dirancang sedemikian rupa sehingga dapat berfungsi sesuai dengan desain yang diinginkan. Bagian utama ini terdiri dari :
4.1.1. Rangka
Rangka berfungsi sebagai dudukan dari silinder pemarut, motor, dan komponen pendukung lainnya. Sebagai komponen dasar dan tempat dudukan utama dari alat, rangka harus kuat menahan beban berat dan getaran dari alat sewaktu dioperasikan.
4.1.2. Silinder Parut
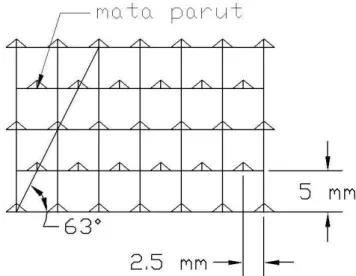
Silinder parut merupakan komponen utama pada alat pemarut sagu. Silinder parut berfungsi sebagai pisau potong atau pemarut empulur sagu. Mata parut pada silinder parut dibuat dibuat dengan susunan jarak antar baris 5 mm dengan kemiringan 63⁰ arah mendatar. Mata parut lebar alas 2.5 mm dengan jarak dalam baris adalah 2.5 mm. Dengan demikian diharapkan silinder parut akan dapat bekerja maksimal dan tidak ada permukaan yang tidak terparut sewaktu proses pemarutan.
4.1.3. Hopper
Hopper berfungsi untuk tempat pemasukan dan menampung bahan empulur sagu dan tempat terjadinya proses pemarutan. Hopper terletak diatas silinder parut sehingga bahan yang masuk kedalam hopper akan diteruskan ke silinder parut secara gravitasi.
4.1.4. Unloading (pengeluaran)
Sagu hasil parutan akan ditampung oleh unloading dan diteruskan ke dalam tempat penampungan hasil parutan. Unloading juga berfungsi menahan bahan hasil parutan tidak menyebar dari silinder parut.
31 4.1.5. Pendorong/pengumpan
Pendorong berfungsi untuk mendorong empulur sagu ke silinder parut sehingga proses pemarutan lebih cepat. Selain itu, dengan adanya pendorong ini dapat mengontrol secara manual proses pemarutan dengan memberikan tekanan pada empulur sagu di dalam hopper.
4.1.6. Motor listrik
Motor listrik berfungsi sebagai sumber tenaga bagi sistem pemarutan. Motor listrik yang digunakan dengan daya 5.5 HP.
4.1.7. Sabuk dan Pulley
Sabuk dan pulley berfungsi sebagai sistem transmisi daya dari motor listrik ke poros silinder pemarut. Pada alat pemarut sagu tipe silinder ini digunakan pulley dengan diameter berukuran 5 inchi pada bagian motor dan 6 inchi pada bagian silinder parut. Sedangkan sabuk yang digunakan adalah sabuk V-belt B-61. 4.1.8. Peredam Getaran
Peredam getaran terbuat dari karet yang diletakkan di bagian bawah kaki rangka. Karet ini memilki dimensi yang hampir sama dengan ukuran kaki rangka.
4.2. Rancangan Struktural 4.2.1. Silinder pemarut
Silinder pemarut adalah komponen utama dari alat pemarut sagu tipe silinder. Silinder parut dibuat dari stainless steel karena dalam proses pemarutan bahan empulur sagu memiliki kadar air sangat tinggi sehingga bahan logam akan mudah berkarat. Dengan sifat anti karat memungkin stainless steel dapat dipilih untuk silinder pemarut.
Silinder parut berukuran dengan diameter 26 cm, panjang 40 cm dan ketebalan 1 cm. Pada silinder parut, dibuat mata parut yang berbentuk segi tiga yang berukuran alas 2.5 mm dan tinggi 1 mm. Mata parut ini dibuat dengan cara dipahat langsung pada silinder parut dengan menggunakan pahat dari besi baja.
32 Silinder parut memiliki poros yang berukuran 35.5 mm dan di dihubungkan dengan rangka dengan menggunakan bearing. Rangka utama terbuat dari besi U dengan ukuran lebar 6 cm dan dengan ketebalan 5 mm sehingga memungkinkan untuk menahan beban berat dari alat.
Gambar 4.1. Pemasangan silinder parut pada rangka
Dengan susunan mata parut yang miring terhadap arah gerakan silinder akan mengakibakan menurunnya gaya yang diperlukan untuk pemarutan. Susunan mata parut pada rancangan ini mempunyai ukuran alas 2.5 mm dan tinggi 1 mm dengan jarak antara baris adalah 5 mm dan jarak dalam baris 2.5 mm. dengan susunan seperti mata parut seperti ini diharapkan mata parut dapat akan dapat bekerja efektif dalam proses pemarutan karena semua permukaan mata parut akan memarut empulur dengan tanpa ada celah yang kosong sehingga tidak ada permukaan empulur yang tidak terparut sewaktu pemarutan. Susunan mata parut dapat dilihat seperti gambar dibawah ini.
33 4.2.2. Mekanisme Pemasukan/pengumpanan Empulur Sagu
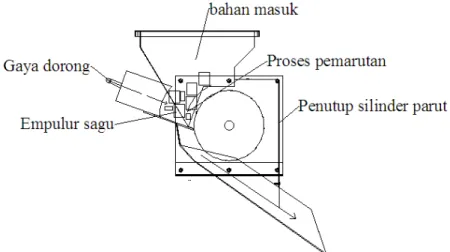
Mekanisme pemarutan adalah dengan cara memasukan empulur sagu dari atas melalui hopper sehingga empulur akan jatuh secara gravitasi ke silinder pemarut. Empulur sagu yang dimasukan ke dalam hopper dapat ditekan dari atas untuk mempercepat dan mengontrol proses pemarutan. Pada bagian depan hopper dibuat sistem pendorong empulur sagu. Pendorong ini memungkin empulur sagu dengan ukuran potongan yang kecil pun dapat diparut dan mempercepat proses pemarutan. Selain itu adalah untuk meningkatkan keamanan dan ergonomika dari alat.
Dengan memberikan tekanan dengan cara mendorong empulur sagu dengan menggunakan pendorong pada bagian belakang hopper, sehingga empulur sagu yang ada di dalam hopper ke arah silinder parut. Hal ini akan mempercepat proses pemarutan dan akan meningkatkan efisiensi alat.
Gambar 4.3. Mekanisme pemarutan
Potongan empulur sagu hasil parutan akan ditampung oleh sistem pengeluaran yang terdapat di bawah silinder parut. Dengan adanya gaya berat dari bahan dan bentuk dari pengeluaran yang miring, bahan hasil parutan akan jatuh ke bawah tempat pengeluaran kemudian di tampung menggunakan ember atau wadah lainnya.
34 4.2.3. Analisis Daya Pemarutan
Analisis mekanisme dan kebutuhan torsi pemarutan empulur sagu dilakukan dengan pendekatan kinematika dan geometri mekanisme pemarutan. Dari proses mekanisme pemarutan menunjukan bahwa kebutuhan torsi untuk pemarutan tergantung pada beberapa faktor diantaranya adalah : koefisien gesek kinetik antara permukaan silinder parut dengan empulur sagu yang diparut, gaya yang diperlukan untuk pemarutan per gigi parut, kecepatan putar silinder parut, jari-jari silinder parut, komponen gaya normal (gaya dorong), dan jumlah gigi efektif memarut setiap saat. Besarnya koefisien gesek kinetik kira-kira 25 persen lebih kecil dari koefisien gesek statik (Giancoli, 1992; Beer dan Johnston, 1990).
Daya pemarutan dapat dianalisis berdasarkan kebutuhan torsi pemarutan. Darma (2000), melaporkan bahwa kebutuhan torsi pemarutan maksimum untuk pemarutan empulur sagu adalah 10.76 Nm dengan menggunakan silinder parut yang berdiameter 12 cm.
Hubungan antara daya putar (torsi) yang bekerja dan gaya yang dapat dipindahkan (transmitted force) dirumuskan sebagai : (Mabie dan Ocvire, 1975; Shingley dan Mitchell, 1983).
= × ... (14) Sehingga gaya pemarutan sagu dapat dirumuskan :
= × ... (15) = 2
0.12× 10.76 = 179.33
Sedangkan kebutuhan daya dapat dihtung dengan persamaan :
= 2 × ... (16)
= 2 × 0.13 × 1200
35 Maka didapatkan P = 2.93 KW, atau setara dengan 3.91 HP. jika efisiensi motor listrik yang digunakan adalah 80%, maka didapatkan daya motor yang dibutuhkan adalah 4.88 HP sehingga digunakan motor yang digunakan adalah 5.5 HP sesuai dengan ketersediaan motor yang ada di pasaran.
4.2.4. Perencanaan Poros Silinder Parut Pd = fc × P
Pd = 1.0 × 4.125 KW = 4.125 KW T = 9.74 × 105 × Pd/N
T = 9.74 × 105 × 4.125/1200 = 3348.125 kg.mm
Dipilih bahan dari S45CD sehingga kekutan tarik (Ґ B) sebesar 60 kg/mm2 dan Sf1= 6.0 dan Sf2= 2.0. ґa = δB /(sf1×sf2) ґa = 60 /(6.0×2.0) = 5.0 kg/mm2 Cb = 2.0 Kt = 1.5 ds = {(5.1/ ґa)×Cb×Kt×T}1/3 d s = {(5,1/5.0)×2×1.5×3348.125}1/3 d s = {9847.43}1/3 = 21.43 mm
dalam proses pabrikasi alat digunakan poros dengan ukuran Ǿ = 35.5 mm.
4.2.5. Perencanaan pasak pada poros silinder parut
Perancangan pasak dilakukan untuk menentukan ukuran yang dibutuhkan oleh pasak untuk menyalurkan daya sebesar 4.125 kW pada 1200 rpm
Bahan poros dari S45CD sehingga kekutan tarik (Ґ B) sebesar 60 kg/mm2 dan Sf1= 6.0 dan Sf2= 2.0.
36 Pd = fc × P
Pd = 1.0 × 4.125 KW = 4.125 KW T = 9.74 × 105 × Pd/N
T = 9.74 × 105 × 4.125/1200 = 3348.125 kg.mm Tegangan poros yang diijinkan
Ґsa = δB/(sf1×sf2)
Ґsa = 60/(6.0×2.0) = 5.0 kg/mm2 Ds = 35.5 mm
Jari-jari fillet = (35.5 – 35)/2 = 0.75 (mm) Alur pasak = 10 × 8 × 5
Konsentrasi tegangan dari poros bertetangga adalah = Ґa = 0.75/35 = 0.021, 35.5/35 = 1.0143 maka β = 1.27 0.5/35.5 = 0.0141, α = 2.73 sehingga α>β
Ґ= 5.1×3348.125/(35.5)3 = 0.382 5.0 × 2.0/2.73 = 3.66 (kg/mm2) 1.0143×2×1.5 = 3.043
Maka Ґa•sf2/α > Ґ•Cb•Kt adalah baik
Jadi diameter poros adalah 35.5 mm dan alur pasak 10 × 8 × 5 dan bahan pasak dari S 45 C dicelup dingin dan dilunakkan.
37 4.2.6. Perencanaan Transmisi Sabuk dan Pulley
Motor listrik yang digunakan 5.5 HP = 4.125 kW, 1440 rpm dan diameter poros 28 mm. diameter poros putaran silinder parut yang dikehendaki adalah 35.5 mm dan 1200 rpm dan jarak antar poros adalah 55 cm
P = 4.125 kW, n1 = 1440 rpm, I = 1440/1200 = 1. 2 C = 550 mm Fc = 1.6 Pd = 1.6 ×4.125 = 6.6 kW T1 = 9.74×105×(6.6/1440) = 4 464.167 (kg mm) T2 = 9.74×105×(6.6/1200) = 5 375 (kg mm)
Bahan poros dari S45CD sehingga kekutan tarik (Ґ B) sebesar 60 kg/mm2 dan Sf1= 6.0 dan Sf2= 2.0.
Diameter poros motor listrik = 28 mm Diameter poros silinder parut = 35.5 mm Penampang sabuk adalah V : tipe B d min = 145 mm Dp = 145×1.2 = 174 mm dk = 145 + 2×5.5 = 156 mm Dk = 174 + 2×5.5 = 185 mm (5/3)×ds1 + 10 = 56.67 mm. maka dipilih 60 mm (5/3)×ds2 + 10 = 69.17 mm. maka dipilih 70 mm
38 = × × 1 60 × 10 = × 125 × 1440 60 × 10 = 9.42 ( / ) 9.42 m/s < 30 m/s (baik) C= 570 mm − + 2 570 −125 + 150 2 = 432.5 Jika dipakai tipe standar
= 3.14 + (3.42 − 3.14) + 0.41 + (0.47 − 0.41)( ) = 3.62 kW
= 2 × 550 + 1.57(275 + 25) + (150 − 125)
4 × 550 = 1532 ( ) Nomor nominal sabuk –V: No. 61 L= 1549 (mm)
= 2 × 1549 − (3.14(150 + 125) = 2235 ( ) = 2235 + 2235 − 8(150 − 125) 8 = 559 ( ) = 180° −57(150 − 125) 550 = 178° = 0.99 +(1 − 0.99)4 6 = 0,997 = 6.6 3,62 × 0.997= 1.83
Maka dipilih sebanyak dua sabuk dengan pengaturan kekencangan sabuk secara manual
39 V. HASIL DAN PEMBAHASAN
5.1. Kontruksi Alat Parut Sagu Tipe Silinder
Kontruksi alat parut sagu tipe silinder pada percobaan ini disajikan pada gambar 5.1. Pengoperasian alat dilakukan secara manual yaitu dengan memasukkan balok-balok atau potongan empulur sagu ke dalam hopper dan dijatuhkan secara gravitasi ke silinder pemarut melalui hopper untuk diparut. Pada bagian belakang dari hopper terdapat pendorong untuk empulur sagu. Pendorong ini berfungsi untuk memberikan gaya dorong pada potongan empulur sagu sehingga dapat sehingga potongan empulur terdorong ke arah silinder parut. Dengan adanya tekanan pada empulur tersebut akan mempercepat proses pemarutan. Pendorong ini juga berfungsi untuk mengontrol empulur sagu yang sedang diparut terutama jika empulur sagu dengan potongan yang kecil dan jumlah empulur sagu yang akan diparut dalam jumlah yang sedikit.
Sebagian besar komponen dari alat parut ini terbuat dari stainless steel seperti : Hopper, silinder parut, unloading, pendorong empulur, rangka atas, penutup sabuk pulley, dan penutup silinder parut. Sedangkan rangka utama terbuat dari besi U dengan ketebalan 3 mm.