ANALISIS PENGENDALIAN KUALITAS STATISTIK MULTIVARIAT PROSES PRODUKSI KERTAS HVS 50 GSM DI PT. KERTAS LECES (PERSERO
)
Hanatri Putri Maratoni 1
1
adalah Dosen Fakultas Teknik Universitas Merdeka Madiun Abstract
PT. Kertas Leces (Persero) is one of the paper factory which produce many kinds of paper with different varieties, one of them is HVS 50 gsm paper. The quality of papers consist of brightness, whiteness, L*(colour from black to white), a* (colour from red to green), b*(colour from yellow to blue), gramature, thickness, smoothness felt side, smoothness wire side, porocity, cobb test, moisture content, ash content. The test for all variables towards the quality of paper using factor analysis and principal component analysis, give result that all variable influence the quality of paper. Whiteness, a*,b*, and moisture are variables which not statustical controled yet. Based on the process capability that all the factors have the capable production, with Cp value each factors bigger than one.
Keywords : multivariate, process capability PENDAHULUAN
Kertas merupakan salah satu kebutuhan masyarakat yang sampai saat ini tidak dapat diabaikan, karena fungsinya yang sangat penting dalam kehidupan sehari-hari. Adapun salah satu fungsinya adalah sebagai media informasi. Kualitas suatu produk menjadi faktor dasar keputusan konsumen dalam banyak produk dan jasa. Hal ini terjadi tanpa membedakan apakah konsumen itu perorangan, kelompok industri, atau toko pengecer. Akibatnya, kualitas menjadi faktor kunci yang merupakan jaminan keberhasilan suatu proses produksi. PT. Kertas Leces (Persero) merupakan salah satu dari sekian banyak perusahaan yang memproduksi kertas, yang menghasilkan berbagai macam kertas dengan berbagai jenis, salah satunya kertas HVS 50 gsm. Sehingga diharapkan dengan adanya penelitian ini dapat diketahui kualitas kertas tersebut.
Penelitian ini diharapkan memperoleh suatu penyelesaian mengenai variabel apa saja yang berpengaruh terhadap kualitas kertas HVS 50 gsm di PT. Kertas Leces (Persero), apakah variabel kualitas kertas HVS 50 gsm sudah terkendali, selanjutnya bagaimana tingkat kapabilitas proses produksi dari Kertas
HVS 50 gsm tersebut. Penelitian dibatasi pada pada kertas HVS 50 gsm dari mesin kertas V. Data yang digunakan adalah data hasil analisis atau pemeriksaan dengan menggunakan alat pada produk kertas jadi.
Tujuan dalam penelitian ini adalah menentukan variabel apa sajakah yang berpengaruh terhadap kualitas kertas HVS 50 Gsm, Menentukan apakah variabel kualitas kertas HVS 50 gsm sudah terkendali secara statistic, dan Menentukan kapabilitas proses produksi dari kertas HVS 50 gsm di PT. Kertas Leces (Persero). Sedangkan manfaat yang dapat diambil dari hasil penelitian ini adalah memberikan informasi variabel-variabel yang berpengaruh terhadap kualitas kertas dan mengetahui tingkat kapabilitas proses produksi, sebagai dasar pertimbangan dalam menentukan kebijaksanaan perusahaan. TINJAUAN PUSTAKA
Analisis Multivariat
Suatu data dikatakan multivariat jika data tersebut diperoleh dari hasil pengukuran lebih dari satu variabel karakteristik atau kriteria pada setiap individu anggota sampel yang pengolahannya menggunakan Analisis Multivariat [2]. Analisis Multivariat adalah
suatu analisa statistik yang digunakan untuk mengolah data secara serentak dengan memperhitungkan korelasi antarvariabelnya. Untuk menyelesaikan masalah multivariat, alat bantu yang bisa digunakan adalah analisa statistik multivariabel yang dalam hal ini meliputi Analisa Komponen Utama dan Analisa Faktor.
Distribusi Normal Multivariat
Pengujian distribusi normal multivariat dilakukan untuk asumsi dasar yang harus dipenuhi dalam analisis peta kendali multivariat dan analisis kemampuan proses multivariat. Jika dilakukan pengamatan terhadap p variabel, maka
( )
( )
( ) ( )2 2 1 2 1 ' 2 1 ξ ξπ
− ∑ − − − ∑ = x x p e x f (3.1) dimana E[ ]
Xj =ξ
juntuk j = 1, 2, 3, ..., psehingga
E
[ ]
X
=
ξ
dan ∑adalah adalah matrik varian kovarian dariX
1,X
2, ...,p X .
Kemultinormalan diuji dengan menghitung jarak kuadrat setiap pengamatan [2] dengan menggunakan plot
χ
2.Hipotesis
0
H : Data berdistribusi Normal Multivariat
1
H
: Data tidak berdistribusi Normal MultivariatStatistik uji.
(
x x) (
S x x)
j ndj2 = j− ' −1 j − , =1,2,.., (3.2) dimana : xj = objek pengamatan ke-j
n = banyak pengamatan S−1= invers matrik varian kovarians yang berukuran p x p p = banyak variabel
H0 diterima apabila 50 % nilai
( ) 2 5 , 0 ; 2 p j
d
≤
χ
Analisis Komponen Utama
Analisis komponen utama menjelaskan tentang struktur varian kovarian dari sejumlah variabel melalui beberapa kombinasi linier dari variabel tersebut [2]. Analisis komponen utama dapat digunakan untuk mereduksi sejumlah besar variabel yang saling berkolerasi kedalam sejumlah kecil komponen yang saling bebas (independen).
Misal vektor random
[
Χ
Χ
Χ
p]
=
Χ
' 1,
2,...,
mempunyai matrik varian kovarian Σ . Dari persamaan0
=
−
∑
λ
I
dengan syarat Σ adalah matrik definit positif, maka akan diperoleh nilai eigen yaituλ
1≥λ
2 ≥...λ
p ≥0.Pandang kombinasi linier :
p pX e X e X e X e Y 11 1 12 2 1 ' 1 1 = = + +...+ p pX e X e X e X e Y 21 1 22 2 2 ' 2 2 = = + +...+ (4.1) p pp p p p p e X e X e X e X Y = ' = 1 1+ 2 2+...+ dengan : Var
( )
Yi =ei'∑ei dan(
)
' ',
j i k iY
e
e
Y
Cov
=
∑
dimana e adalah matrik transformasi atau eigen vektor yang mengubah variabel asal X menjadi variabel Y yang disebut dengan komponen utama dan i, k =1, 2,…, p. Hal ini menunjukkan bahwa komponen utama adalah kombinasi linier yang tidak saling berkolerasi dari Y1, Y2, ..., Yp dengan varian sebesar mungkin, dimana varian-varian dari tiap-tiap komponen utama (Y) sama dengan nilai eigennya (λ).
Pembentukan komponen utama yang merupakan kombinasi linier dari variabel asal X agar mempunyai varian maksimum adalah dengan memilih eigen vektor
e
(
e
1,
e
2,...
e
p)
'=
sedemikian hingga memaksimumkan Var( )
Yi =ei'∑ei dan 1 ' 1ei = e . Analisis FaktorTujuan utama dari analisis faktor adalah untuk menggambarkan hubungan keragaman sejumlah variabel asal
dengan menggunakan faktor yang lebih sedikit, dimana variabel-variabel tersebut dihubungkan oleh korelasinya, yaitu antar variabel yang berada didalam suatu faktor tertentu berkorelasi sangat kuat, tetapi berkorelasi relatif kecil dengan variabel yang berada dalam faktor lain [2]. Sebelum dilakukan analisis faktor terlebih dahulu dilakukan uji kecukupan sampel, dengan menggunakan Kaiser Mayer Olkin (KMO) dan Bartlett’s Test of Sphericity. Uji KMO bertujuan mengetahui apakah sampel yang ada sudah mencukupi kelayakan untuk diolah dengan metode analisis faktor.
Hipotesis:
0
H : Variabel kualitas sudah memadai untuk dianalisis lebih lanjut
1
H
: Variabel kualitas belum memadai untuk dianalisis lebih lanjut Statistik uji: p j i a r r KMO p i p j p i p j ij ij p i p ij ,..., 2 , 1 , 1 1 1 1 2 2 1 2 = + =∑∑
∑∑
∑∑
= = = = = (5.1) dengan : ijr : koefisien korelasi antara variabel i dan j
ij
a : koefisien korelasi parsial antara variabel i dan j
Apabila nilai KMO lebih dari 0.5 maka terima H0 sehingga dapat disimpulkan bahwa variabel kualitas sudah memadai untuk dianalisis lebih lanjut [5].
Bartlett’s Test of Sphericity digunakan untuk menguji kebebasan antar variabel. Variabel X1, X2, X3 bersifat saling bebas (independen) jika matrik korelasi antar variabel membentuk matrik identitas. Hipotesis yang digunakan untuk uji Bartlett’s adalah
Hipotesis:
0
H : R = I (variabel kualitas saling independen)
1
H
: R ≠ I (variabel kualitas saling dependen) Statistik uji: R p n hitung ln 6 5 2 1 2 + − − − =χ
(5.2) dengann = banyak pengamatan tiap variabel p = banyak variabel
R = matriks korelasi
0
H ditolak apabila
χ
hitung2≥
χ
tabel2 yaitu( )( ) 2 1 2 1 2 α
χ
χ
−≥
p phitung atau p-value<α
sehingga dapat diartikan bahwa variabel kualitas saling dependen sehingga penggunaan metode multivariat layak digunakan.
Vektor random X yang diamati dengan p komponen mempunyai vektor rataan µ dan matrik varian kovarians Σ secara linear bergantung pada sejumlah kecil variabel random yang teramati yaitu
q F F
F1, 2,... yang disebut faktor bersama (common factor) dan p penyimpangan tambahan
ε
1,ε
2,...ε
qyang disebut residual (error) atau specific factors. Model faktor tersebut dapat digambarkan1 1 2 12 1 11 1 1−
µ
= F + F +...+ mFm+ε
X l l l 2 2 2 22 1 21 2 2−µ
= F + F +...+ mFm+ε
X l l l p m pm p p p p F F F X −µ
=l 1 1+l 2 2+...+l +ε
Atau dalam bentuk matriks dituliskan: (px1)
−
µ
(px1)=
L
(pxm) (E
mx1)+
ε
(px1)Χ
(5.3) i = 1, 2, …, p dan j = 1, 2, …, m dengan : i X = respons ke-i iµ
= rata-rata variabel ke-ii
ε
= residual ke-ij
F = common faktor ke-j
pm
l = faktor loading variabel ke-i pada faktor ke-j =
λ
jejiPengendalian Kualitas Statistik
Kualitas merupakan faktor dasar keputusan konsumen dalam pemilihan produk dan jasa. Proses kontrol adalah suatu kegiatan yang dilakukan untuk
menjaga tingkat proses pada suatu standar tertentu dengan menggunakan peralatan yang sesuai, pengawasan yang teratur dan kemudian melakukan tindakan korektif jika terjadi penyimpangan-penyimpangan [4].
Peta Kendali Multivariat
Peta kendali multivariat adalah peta kendali yang digunakan ketika dua atau lebih karakteristik kualitas yang berhubungan memerlukan pengendalian bersama-sama [4]. Dalam penggunaaan pengendalian secara independen, proses dapat dianggap terkendali hanya apabila mean sampel
x
1, x
2dan seterusnyasampai p variat yang diteliti jatuh dalam kendali masing-masing. Jika p karakteristik yang independen dengan suatu produk dan bagi masing-masing karakteristik dibuat grafik x dengan P (kesalahan tipe I) = α, maka probabiltas kesalahan tipe I yang benar bagi prosedur pengendalian secara bersama adalah
α
' =1−(
1−α
)
p. Dan probabilitas bahwa semua p mean akan bersama-sama jatuh di dalam batas pengendali masing-masing apabila proses terkendali adalah :P (semua p mean jatuh terkendali) =
(
)
pα
− 1
Nilai batas pengendali peta kendali multivariat dapat dihitung sebagai berikut
(
x
x
)
S
(
x
x
)
n
T
2=
−
' −1−
(7.1) Dengan
=
px
x
x
x
M
2 1 dan[
x x xp]
x K 2 1= adalah vektor nilai
nominal bagi tiap karakteristik kualitas. Jika T2>
T
α2,p,n−1 maka paling sedikit satu dari karakteristik kualitas ini tidak terkendali. Batas kendali atas untuk peta kendali ini adalah:(
)
p n p n p F p n n p T UCL − − − − = = , , 2 1 , , 1 α α (7.2)dengan p menyatakan banyak karakteristik kualitas, n menyatakan ukuran sample dan F adalah distribusi yag digunakan. Batas kendali bawah akan bernilai nol jika nilai yang didapat kurang dari nol.
LCL = 0 (7.3)
Analisis Kemampuan Proses Multivariat
Analisis kapabilitas proses adalah suatu teknik statistik yang bertujuan untuk menganalisa variabilitas terhadap spesifikasi suatu variabel yang selanjutnya dapat digunakan untuk mengurangi variabilitas tersebut. Dalam penerapan indeks kemampuan proses multivariat diperlukan syarat bahwa peta kendali multivariat harus dalam kondisi terkendali dan asumsi data berdistribusi normal multivariat telah dipenuhi, maka dasar dalam konstruksi indeks kemampuan proses merupakan bentuk kuadratik
(
Χ−ξ
)
∑(
Χ−ξ
)
= ' −1
W
Statistik W berdistribusi Chi-square dengan derajat bebas p. Daerah spesifikasi proses sebenarnya mempunyai bentuk W ≤
χ
v2;0,9973=
C
2pmempunyai probabilitas harapan produk dalam keadaan cacat adalah sebesar 0.27 % [3].
Bentuk daerah spesifikasi yang telah dimodifikasi adalah R* sebagai volume terbesar ellipsoid dengan membangkitkan matrik varian kovarians
( )
∑−1yang merupakan daerah spesifikasi sesungguhnya R. Jika daerah proses
yang diijinkan
(
Χ−ξ
)
'A−1(
Χ−ξ
)
≤Kmaka bentuk indeks kapabilitas prosesnya adalah :
(
) (
)
2 2 9973 , 0 ; 2 2 9973 , 0 ; 1 ' * v v v pK
volume
R
volume
C
=
≤
−
Χ
∑
−
Χ
=
−χ
χ
ξ
ξ
dengan =(
BSA+BSB)
2 1ξ
Secara sederhana persamaan untuk indeks kapabilitas proses multivariat adalah sebagai berikut:
(
)
2 1 9973 . 0 , 1 − = S v n K C v p vχ
(8.1) dengan:(
)
(
)
∑
= −Χ
−
Χ
Α
′
Χ
−
Χ
=
n j j jS
1 1(
Χ−ξ
)
′∑(
Χ−ξ
)
= −1 2 K j j Χ ′ Χ = ΑAdapun ketentuan interpretasi dari
p
C adalah sebagai berikut:
a. Jika Cp=1 dikatakan proses dalam
keadaan cukup baik
b. Jika Cp>1 dikatakan proses dalam keadaan baik
c. Jika Cp<1 maka sebaran data
pengamatan berada diluar batas spesifikasi
Deskripsi Proses Produksi Kertas HVS 50 gsm di Mesin Kertas V
Kertas adalah suatu bahan tipis yang terbuat dari serat-serat nabati yang diendapkan dan dikeringkan, biasanya dicampur bahan pewarna dan bahan-bahan tambahan-bahan lain. Bahan pembuatan kertas HVS 50 gsm dapat dibedakan menjadi dua, yaitu bahan baku dan bahan penunjang. Bahan baku kertas HVS 50 gsm terdiri dari empat macam yaitu pulp kayu, pulp bagasse, pulp ONP, dan broke pulp. Bahan penunjang yang digunakan dalam proses produksi kertas HVS 50 gsm terdiri dari bahan pengisi (filler), sizing agent, dan bahan aditif.
Proses produksi kertas HVS 50 gsm terdiri dari beberapa tahap. Tahap-tahap tersebut dapat dijelaskan sebagai berikut:
a. Penyiapan Serat (Stock Preparation)
Merupakan unit penyiapan bahan baku dan bahan penunjang. Tahap penyiapan bahan baku meliputi pulp kayu, pulp bagasse, pulp ONP ditampung dalam chest, kemudian
dipompa kedalam hd cleaner. Selanjutnya diolah di refiner untuk kemudian dikirim ke mixer vat. Broke pulp yang merupakan kegagalan dari proses diambil dari broke storage tower dan dipompa ke deflater untuk memisahkan gumpalan serat dan menghancurkan serat, kemudian dikirim ke mixer vat.
Pada mixer vat terjadi penambahan bahan-bahan aditif, yaitu CaCO3, OBA (Optical Brigthening Agent), bahan warna (pergasol blue) dan anti slime. Dari mixer vat, pulp dipompa ke mixing chest kemudian ke machine chest. Setelah machine chest terjadi penambahan bahan aditif yaitu tapioka. Selanjutnya dikirim ke trimming refiner yang berfungsi untuk menghomogenkan macam-macam serat. Kemudian ke stuff box yang berfungsi untuk mengatur kestabilan aliran umpan ke WWC I (white water chest I). Pada stuff box ditambahkan sizing agent yaitu AKD (Alkil Ketene Diner). Dari WWC I kemudian masuk kedalam rangkaian centry cleaner yang terdiri atas empat tingkatan. Reject dari centry cleaner I masuk ke WWC I bercampur dengan air dan serat yang ada dalam WWC I, kemudian masuk ke centry cleaner II yang rejectnya masuk ke WWC I, lalu masuk ke centry cleaner III yang rejectnya masuk ke tertiary reject tank bercampur dengan cloudy water masuk ke centry cleaner IV yang acceptnya masuk ke WWC II, sedangkan rejectnya masuk keselokan. Pada centry cleaner terjadi gelembung-gelembung udara yang dihilangkan dengan menggunakan deculator. Setelah keluar dari deculator, terjadi penambahan retention agent yaitu promotor N7607. Dari deculator, pulp dipompa ke pressure screen untuk memisahkan serat halus dan serat kasar yang tidak dapat dipisahkan oleh centry cleaner. Terjadi penambahan retention agent yaitu polimer N 625. Dari pressure screen, serat halus masuk ke head box, serat kasar masuk ke vibrating screen yang rejectnya dibuang, sedangkan accepting masuk ke WWC I
b. Mesin Kertas
Adalah suatu unit yang menerima stock bubur pulp yang sudah diolah di stock preparation untuk didistribusikan menjadi jaringan lembaran basah di wire part pada konsistensi head box 0.6-0.8% kemudian dimampatkan di press part, dikeringkan di dryer part (43 unit). Dari proses dryer, menuju calender yang berfungsi sebagai penghalus permukaan kertas dan meratakan ketebalan lembaran kertas. Untuk menghindari panas karena gesekan antara permukaan kertas dan roll calender, diberikan tambahan udara luar melalui ventilasi-ventilasi yang diletakkan pada roll calender
c. Rewinder
Merupakan suatu unit mesin yang memotong dan menggulung ulang roll ditambour menjadi bentuk kecil sesuai kebutuhan atau pesanan. Lebar kertas ditambour biasanya 6360 mm dengan berat 20.000 kg yang selanjutnya digulung ulang dan dipotong di rewinder menjadi 7 sampai 9 ukuran diameter 100-113 cm yang beratnya kira-kira 500-800 kg.
d. Wrapping
Merupakan unit pembungkusan, pemberian label, dan penimbangan berat roll hasil pemotongan dari mesin rewinder. Untuk roll yang akan diproses dalam bentuk plano tidak dibungkus dulu, setelah ditimbang dan dicatat nomor serta beratnya langsung dikirim ke Finishing V. Untuk roll yang akan dikirim ke pemasaran sesuai pesanan berupa roll kirim, terlebih dahulu dibungkus dengan kertas kraft PE 200 gsm.
METODOLOGI PENELITIAN
Kertas jenis HVS 50 gm merupakan jenis kertas yang dihasilkan oleh PT. Kertas Leces (Persero) dari Mesin Kertas V. Kertas HVS 50 gsm ini dipergunakan untuk proses cetak mencetak tulisan dengan berat kertas 50 gram. Variabel-variabel yang dianalisis pada penelitian kali ini adalah setelah proses pembentukan lembaran kertas. Variabel-
variabel yang digunakan adalah kecerahan (brightness), keputihan (whiteness), L*(warna dari hitam ke putih), a*(warna dari merah ke hijau), b* (warna dari kuning ke biru), berat kertas (gramature), ketebalan (thickness), kelicinan felt side (smoothness FS), kelicinan wire side (smoothness WS), porositas (porocity), daya blobor (cobb test), kadar air (moisture content), kadar abu (ash content). Pengambilan data tentang karakteristik kualitas kertas di PT Kertas Leces (Persero) dilakukan di laboratorium. Data yang diperoleh merupakan hasil inspeksi harian yang dilakukan setiap tiga jam. Data diambil selama enam hari yaitu pada tanggal 31 Oktober 2006 sampai 5 Nopember 2006. Metode pengolahan data yang digunakan adalah:
a. Analisis statistik deskriptif untuk mengetahui karakteristik variabel kualitas kertas HVS 50 gsm secara univariat.
b. Melakukan Analisis Faktor yang didasari dengan Analisis Komponen Utama.
c. Menguji kenormalan data dengan uji multivariat normal.
d. Membuat peta kendali berdasarkan faktor yang diperoleh dari langkah analisis kedua. Apabila dari peta kendali multivariat tersebut diketahui terdapat keadaan tidak terkendali (out of control dan menunjukkan pola yang tidak random) maka dilakukan peta kendali individu untuk masing-masing variabel yaitu dengan peta kendali dan S untuk mendeteksi variabel mana yang menyebabkan kondisi tidak terkendali. x
e. Untuk memperkirakan tingkat kebaikan proses dilakukan dengan menghitung indeks kemampuan proses multivariat.
HASIL DAN PEMBAHASAN
Hasil analisis deskriptif variabel kualitas HVS 50 gsm disajikan dalam tabel berikut
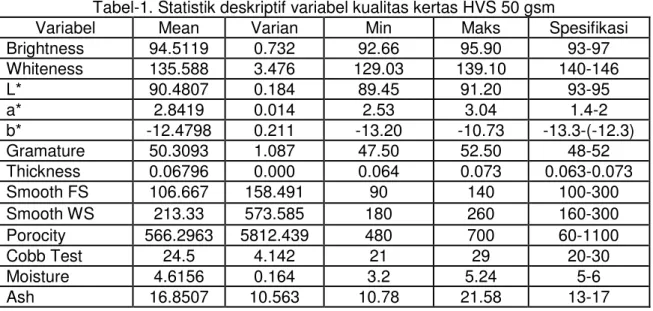
Tabel-1. Statistik deskriptif variabel kualitas kertas HVS 50 gsm
Variabel Mean Varian Min Maks Spesifikasi Brightness 94.5119 0.732 92.66 95.90 93-97 Whiteness 135.588 3.476 129.03 139.10 140-146 L* 90.4807 0.184 89.45 91.20 93-95 a* 2.8419 0.014 2.53 3.04 1.4-2 b* -12.4798 0.211 -13.20 -10.73 -13.3-(-12.3) Gramature 50.3093 1.087 47.50 52.50 48-52 Thickness 0.06796 0.000 0.064 0.073 0.063-0.073 Smooth FS 106.667 158.491 90 140 100-300 Smooth WS 213.33 573.585 180 260 160-300 Porocity 566.2963 5812.439 480 700 60-1100 Cobb Test 24.5 4.142 21 29 20-30 Moisture 4.6156 0.164 3.2 5.24 5-6 Ash 16.8507 10.563 10.78 21.58 13-17 .
Reduksi variabel kualitas dilakukan dengan analisis faktor. Dalam analisis faktor dengan dasar analisis komponen utama tidak memerlukan asumsi distribusi normal, namun analisis komponen utama yang berasal dari populasi normal multivariat dapat memberikan interpretasi yang baik (Johnson & Wichern, 2002). Oleh karena itu, sebelum melakukan analisis faktor
akan lebih baik jika dilakukan pengujian distribusi normal multivariat.
Hipotesis
0
H : Data berdistribusi Normal Multivariat
1
H
: Data tidak berdistribusi Normal MultivariatStatistik uji .
(
x x) (
S x x)
j ndj2 = j− ' −1 j − , =1,2,.., = 0.518519
Gambar 1. Plot Uji Multinormal Data Kualitas Kertas HVS 50 gsm Setelah dilakukan pengujian dengan
bantuan program Macro Minitab, ternyata didapatkan jarak
d
2j yang kurang dariχ
(213,0.5) = 12.3398 sebesar 51.8519 %yang berarti lebih dari 50%, sehingga terima H0 atau dapat disimpulkan bahwa
data hasil pengukuran kualitas berdistribusi normal multivariat. Pengujian secara informal dilakukan dengan melihat plot yang terbentuk, jika cenderung membentuk pola garis lurus seperti yang ditampilkan dalam Gambar 1 maka berdistribusi normal multivariat.
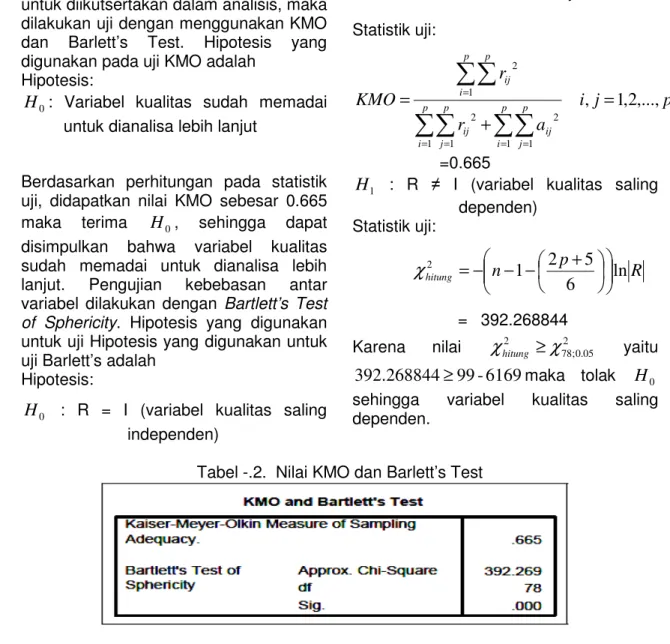
Untuk melihat apakah variabel-variabel kualitas yang ada sudah layak untuk diikutsertakan dalam analisis, maka dilakukan uji dengan menggunakan KMO dan Barlett’s Test. Hipotesis yang digunakan pada uji KMO adalah
Hipotesis:
0
H : Variabel kualitas sudah memadai untuk dianalisa lebih lanjut
1
H
: Variabel kualitas belum memadai untuk dianalisa lebih lanjutStatistik uji: p j i a r r KMO p i p j p i p j ij ij p i p ij ,..., 2 , 1 , 1 1 1 1 2 2 1 2 = + =
∑∑
∑∑
∑∑
= = = = = =0.665 Berdasarkan perhitungan pada statistikuji, didapatkan nilai KMO sebesar 0.665 maka terima H0, sehingga dapat
disimpulkan bahwa variabel kualitas sudah memadai untuk dianalisa lebih lanjut. Pengujian kebebasan antar variabel dilakukan dengan Bartlett’s Test of Sphericity. Hipotesis yang digunakan untuk uji Hipotesis yang digunakan untuk uji Barlett’s adalah
Hipotesis:
0
H : R = I (variabel kualitas saling independen)
1
H
: R ≠ I (variabel kualitas saling dependen) Statistik uji: R p n hitung ln 6 5 2 1 2 + − − − =χ
= 392.268844 Karena nilai 782;0.05 2χ
χ
hitung≥
yaitu 6169 -99 392.268844≥ maka tolak H0sehingga variabel kualitas saling dependen.
Tabel -.2. Nilai KMO dan Barlett’s Test
Dengan pengujian informal (pada Tabel -2) dilakukan dengan bantuan program SPSS 13, didapatkan nilai dari KMO sebesar 0.665 sehingga terima H0 artinya
sehingga dapat disimpulkan bahwa variabel kualitas sudah memadai untuk dianalisa lebih lanjut. Dari Bartlett’s Test of Sphericity diketahui p-value sebesar 0.000 yang berarti kurang dari α (= 0.05), sehingga tolak H0 yang berarti bahwa variabel kualitas proses produksi kertas HVS 50 Gsm saling dependen karena matrik korelasi yang didapatkan bukan matrik identitas. Hal ini berarti tiap variabel yang akan dianalisa mempunyai nilai
korelasi yang tinggi, sehingga dapat dilanjutkan pada analisis berikutnya. Selain dari p-value dapat juga dilakukan pengujian dengan menggunakan Approx.Chi-Square yang bernilai 392.269 yang lebih besar dari nilai Tabel
2 05 . 0 ; 78
χ
yaitu 99.6169. Kesimpulan yang didapatkan pun tidak berbeda dari pengujian dengan menggunakan p-value, yaitu tolak H0.Dilakukan analisa faktor yang bertujuan menentukan banyaknya komponen utama yang dapat menerangkan keragaman data semaksimal mungkin. Pemilihan komponen utama dilakukan berdasarkan
PCA (Principal Component Analysis atau Analisa Komponen Utama). Tabel -3. Hasil Analisis Koponen Utama Komponen
Komponen Nilai eigen % Keragaman % Kumulatif
1 3.922 30.169 30.169
2 2.204 16.956 47.125
3 2.027 15.592 62.717
4 1.301 10.007 72.725
Pada Tabel-3, setelah dilakukan analisis komponen utama ternyata diperoleh 4 komponen utama yang mempunyai nilai λ ≥ 1 dengan total keragaman yang dapat diterangkan sebesar 72.725 %. Tetapi karena dari loading awal pada tabel terdapat beberapa variabel yang sulit
untuk dimasukkan kedalam salah satu faktor, maka perlu dilakukan rotasi tegak lurus varimax.
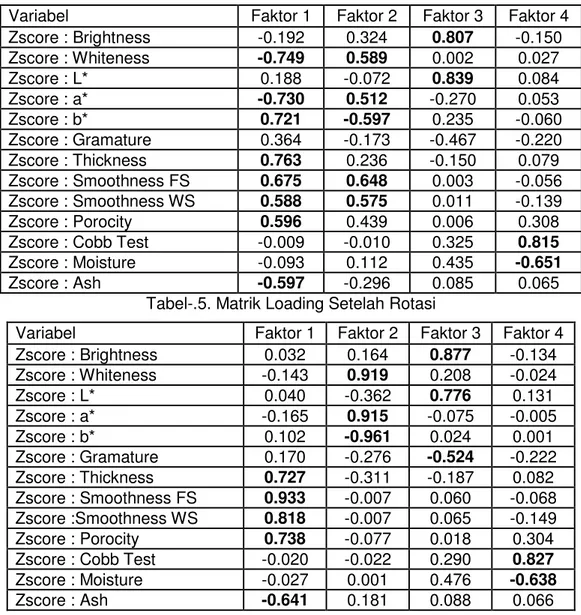
Tabel-4. Matrik Loading Sebelum Rotasi
Variabel Faktor 1 Faktor 2 Faktor 3 Faktor 4
Zscore : Brightness -0.192 0.324 0.807 -0.150 Zscore : Whiteness -0.749 0.589 0.002 0.027 Zscore : L* 0.188 -0.072 0.839 0.084 Zscore : a* -0.730 0.512 -0.270 0.053 Zscore : b* 0.721 -0.597 0.235 -0.060 Zscore : Gramature 0.364 -0.173 -0.467 -0.220 Zscore : Thickness 0.763 0.236 -0.150 0.079 Zscore : Smoothness FS 0.675 0.648 0.003 -0.056 Zscore : Smoothness WS 0.588 0.575 0.011 -0.139 Zscore : Porocity 0.596 0.439 0.006 0.308
Zscore : Cobb Test -0.009 -0.010 0.325 0.815
Zscore : Moisture -0.093 0.112 0.435 -0.651
Zscore : Ash -0.597 -0.296 0.085 0.065
Tabel-.5. Matrik Loading Setelah Rotasi
Variabel Faktor 1 Faktor 2 Faktor 3 Faktor 4 Zscore : Brightness 0.032 0.164 0.877 -0.134 Zscore : Whiteness -0.143 0.919 0.208 -0.024 Zscore : L* 0.040 -0.362 0.776 0.131 Zscore : a* -0.165 0.915 -0.075 -0.005 Zscore : b* 0.102 -0.961 0.024 0.001 Zscore : Gramature 0.170 -0.276 -0.524 -0.222 Zscore : Thickness 0.727 -0.311 -0.187 0.082 Zscore : Smoothness FS 0.933 -0.007 0.060 -0.068 Zscore :Smoothness WS 0.818 -0.007 0.065 -0.149 Zscore : Porocity 0.738 -0.077 0.018 0.304 Zscore : Cobb Test -0.020 -0.022 0.290 0.827 Zscore : Moisture -0.027 0.001 0.476 -0.638
Zscore : Ash -0.641 0.181 0.088 0.066
Berdasarkan hasil rotasi varimax, maka Tabel-4 dan Tabel-5 dapat
diinterpretasikan bahwa dari analisis faktor terlihat bahwa thickness,
smoothness FS, smoothness WS, porocity, dan ash adalah variabel-variabel yang membentuk faktor 1, dimana faktor 1 mampu menerangkan 30.169 % keragaman data. Faktor 2 terdiri dari variabel whiteness, a*, b*, mampu menerangkan variabilitas data asal sebesar 16.956 %. Faktor 3 terdiri dari variabel brightness, L*, gramature, mampu menerangkan variabilitas data asal sebesar 15.592 %. Faktor 4 terdiri dari variabel cobb test, moisture, mampu menerangkan variabilitas data asal sebesar 10.007 %.
Pengendalian kualitas secara statistik dapat dilakukan dengan berbagai cara, salah satunya adalah dengan
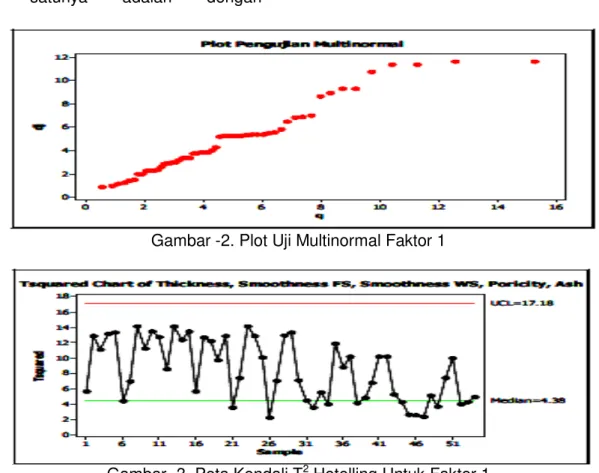
menggunakan peta kendali multivariabel. Peta kendali multivariabel dapat dilakukan apabila data yang digunakan memenuhi asumsi berdistribusi normal multivariate pada masing-masing factor. Setelah dilakukan pengujian normal multivariat data pada faktor 1 yang terdiri dari variabel thickness, smoothness Fs, smoothness WS, porocity dan ash didapatkan jarak
d
2j yang kurang dari( ) 2 5 . 0 , 5
χ
= 4.35146 sebesar 51.8519 % yang berarti lebih dari 50%, sehingga terima H0 atau dapat disimpulkan bahwa data faktor 1 mengikuti distribusi normal multivariate seperti disajikan pada Gambar-2.Gambar -2. Plot Uji Multinormal Faktor 1
Gambar-.3. Peta Kendali T2 Hotelling Untuk Faktor 1 Dengan menggunakan peta kendali
multivariat T2 Hotelling diperoleh batas pengendali atas (UCL=17.18) seperti yang ditampilkan dalam Gambar-.3. Dari peta kendali tersebut dapat diketahui
bahwa secara bersama-sama, variabel-variabel dalam factor 1 memperlihatkan kondisi terkendali. Hal ini terlihat dengan tidak adanya titik pengamatan yang keluar dari batas pengendali.
Gambar-.4. Plot Uji Multinormal Faktor 2 Faktor 2 yang terdiri dari variabel
whiteness, a*, b* setelah dilakukan pengujian data ternyata juga mengikuti distribusi normal multivariat, karena terdapat 51.8519 % (yang berarti lebih dari 50 %) jarak
d
2jyang kurang dari( ) 2 5 . 0 , 3
χ
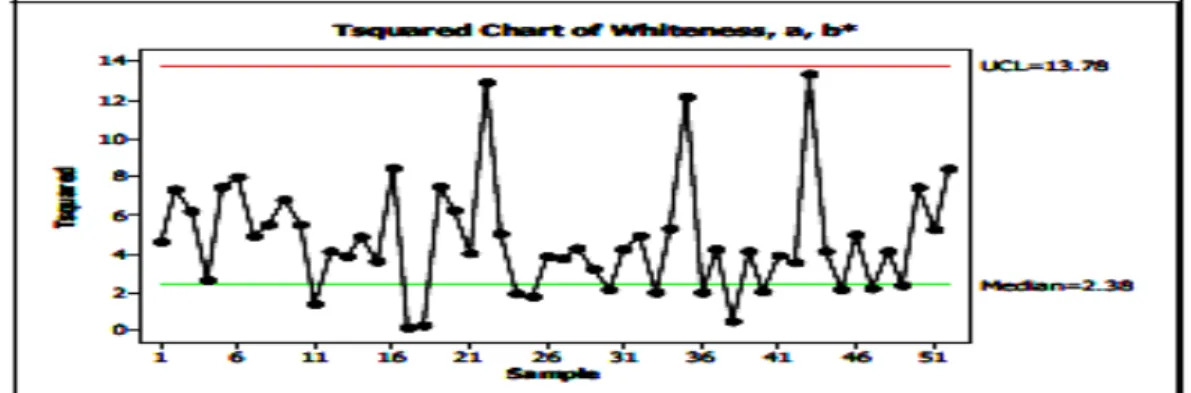
= 2.36597. Sehingga terima H0 atau dapat disimpulkan bahwa data pada faktor 2 telah memenuhi asumsi distribusi normal multivariat seperti yang ditampilkan dalam Gambar-.4Gambar-.5. Peta Kendali T2 Hotelling untuk Faktor 2 Dengan menggunakan peta kendali
multivariat T2 Hotelling diperoleh batas pengendali atas (UCL=13.85) seperti yang ditampilkan dalam Gambar-5. terlihat ada dua titik yang berada diatas batas pengendali atas. Yaitu titik pengamatan ke-2 dan 15. Hal ini menunjukkan bahwa keadaan masih belum terkendali, sehingga perlu dilakukan pemeriksaan masing-masing variabel dengan membuat peta kendali x
dan S. Berdasarkan peta kendali x dan S terlihat bahwa ketiga variabel dalam faktor ini yaitu whiteness, a*, dan b* yang menyebabkan tidak terkendalinya titik ke-2 dan 15. Setelah diselidiki pada ketiga variabel yang merupakan elemen dari variabel warna dari kertas ternyata terjadi
kesalahan pada pemberian dosis OBA (Optical Brigthening Agent), dan bahan warna (pergasol blue) pada Stock Preparation. Hal tersebut kemungkinan besar disebabkan keteledoran operator karena setelah diteliti lebih lanjut, pengamatan tersebut terjadi pada awal shift kedua. Artinya pergantian operator dari shift pertama ke shift kedua berpengaruh terhadap jalannya proses produksi. Karena penyebab titik yang keluardari batas kendali pada peta kendali Hotelling diketahui, maka titik-titik yang keluar dari batas kendali tersebut dapat dikeluarkan. Peta kendali setelah titik ke-2 dan 15 dikeluarkan digambarkan pada Gambar-6 dengan batas kendali atas 13.78 terlihat bahwa tidak ada titik
yang berada diluar batas kendali, maka proses sudah terkendali secara statistic
Gambar- 6. Peta Kendali T2 Hotelling untuk Faktor 2 Penyesuaian Pengujian normal multivariat untuk
faktor 3 yang terdiri dari 3 variabel kualitas, yaitu brightness, L*, gramature diperoleh 53.7037 % jarak
d
2j yangkurang dari
χ
(23,0.5) = 2.36597. Karenajarak d2j yang kurang dari χ2(3;0.5) lebih
dari 50 % maka dapat disimpulkan bahwa distribusi data faktor 3 mengikuti distribusi normal multivariat. Plot uji normal multivariat ini ditampilkan dalam Gambar-7
Gambar -7. Plot uji Multinormal Faktor 3
Gambar-8. Peta Kendali T2 Hotelling Untuk Faktor 3 Dengan menggunakan peta kendali
multivariat T2 Hotelling diperoleh batas pengendali atas (UCL=13.85) seperti yang ditampilkan dalam Gambar-.8. terlihat bahwa tidak ada titik yang berada diluar batas kendali, sehingga proses sudah terkendali.
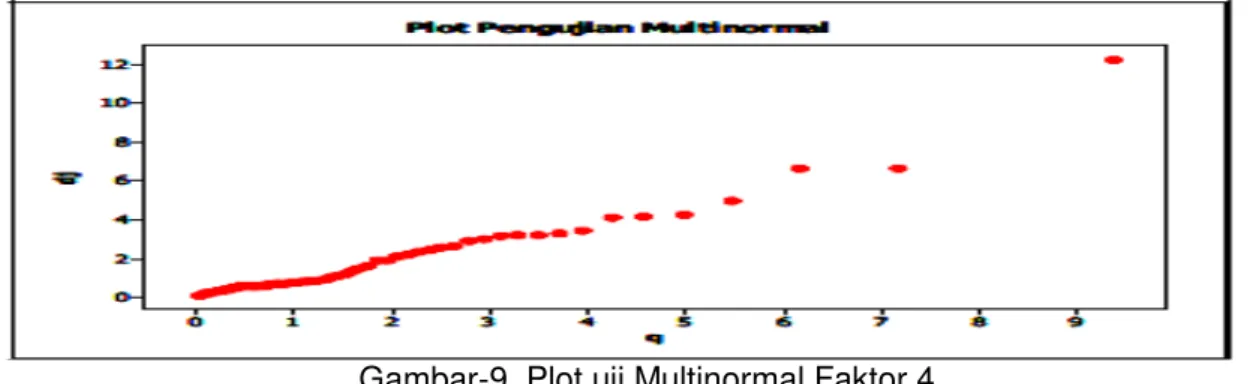
Faktor 4 yang terdiri dari variabel cobb test, moisture setelah dilakukan pengujian data ternyata juga mengikuti distribusi normal multivariat, karena terdapat 53.7037 % (yang berarti lebih dari 50 %) jarak
d
2jyang kurang dari( ) 2 5 . 0 , 2
χ
=1.38629. Sehingga terima H0 atau dapat disimpulkan bahwa data pada faktor 4 telah memenuhi asumsi distribusinormal multivariat seperti yang ditampilkan dalam Gambar-.9
Gambar-9. Plot uji Multinormal Faktor 4 Dengan menggunakan peta kendali
multivariat T2 Hotelling, diperoleh batas pengendali atas (UCL=11.87) seperti yang ditampilkan dalam Gambar-10. terlihat ada satu titik yang berada diatas batas pengendali atas. Yaitu titik pengamatan ke-13. Hal ini menunjukkan bahwa keadaan masih belum terkendali, sehingga perlu dilakukan pemeriksaan masing-masing variabel dengan membuat peta kendali x-S. Berdasarkan peta kendali x dan S terlihat bahwa variabel moisture menyebabkan tidak terkendalinya titik ke-13. Setelah diselidiki berdasarkan catatan harian perusahaan,
ketidak terkendalian variabel ini karena adanya profil yang kurang rata dari kertas. Profil yang kurang rata ini menyebabkan kertas yang dihasilkan putus-putus. Karena penyebab titik yang keluar dari batas kendali pada peta kendali Hotelling diketahui, maka titik-titik yang keluar dari batas kendali tersebut dapat dikeluarkan. Setelah titik ke-13 dikeluarkan, digambarkan pada Gambar -11 dengan batas kendali atas -11.85 terlihat bahwa tidak ada titik yang yang berada diluar batas kendali, maka proses sudah terkendali.
Gambar-10. Peta Kendali T2 Hotelling Untuk Faktor 4
Indeks kemampuan proses merupakan skala yang menggambarkan seberapa baik produk yang dihasilkan dalam memenuhi spesifikasi yang telah ditetapkan perusahaan. Dalam perhitungan indeks kemampuan proses diperlukan kondisi yang terkendali dengan menghilangkan beberapa titik yang tidak terkendali, dimana penyebab kondisi tidak terkendali telah diketahui. Indeks kapabilitas proses produksi kertas HVS 50 gsm didapatkan dengan menggunakan persamaan (8.1).
Ringkasan perhitungan diatas dapat dilihat pada Tabel-6. Dapat diketahui bahwa faktor 1, 2, 3 dan 4 selain dalam keadaan terkendali juga kapabel karena mempunyai indeks kapabilitas proses (Cp) yang lebih dari satu. Hal ini berarti bahwa kapabilitas proses yang berjalan setiap waktu telah berjalan dengan baik. Nilai ini juga menggambarkan bahwa untuk semua faktor mempunyai variabilitas yang kecil antar pengamatannya.
Tabel-6. Indeks Kapabilitas Proses Setiap Faktor
Faktor S K ( ) 2 % 27 . 0 ; p
χ
vCp 1 4.00070 16.2419 18.2051 7.26104 2 2.00008 22.8346 14.1563 14.3820 3 2.00002 9.58356 14.1563 6.03615 4 1.00289 2.28393 11.8290 1.98500KESIMPULAN DAN SARAN Kesimpulan
i. Dari ketiga belas variabel kualitas berpengaruh terhadap kualitas kertas HVS 50 gsm, dengan analisa faktor dari variabel tersebut didapatkan empat faktor. Faktor 1 adalah faktor fisik yang terdiri dari variabel Thickness, Smoothness FS, Smoothness WS, Porocity, Ash. Faktor 2 adalah faktor optik yang terdiri dari variabel Whiteness, a*, b*. Faktor 3 adalah faktor selain fisik dan optik yang terdiri dari variabel Brightness, L*, Gramature. Faktor 4 adalah faktor kandungan air yang terdiri dari variabel Cobb Test dan Moisture .
ii. Pada faktor fisik dan faktor selain fisik dan optik dimana variabel kualitas kertas HVS 50 gsm dalam kedua faktor ini sudah terkendali secara statistik. Sedangkan faktor optik dan faktor kandungan air, variabel dalam faktor tersebut belum terkendali secara secara statistik.
iii. Setelah dilakukan pengendalian kualitas untuk faktor yang belum terkendali dengan mengetahui penyebab dari keadaan tidak terkendali, maka faktor-faktor tersebut menjadi terkendali secara statistik. Dengan analisis kemampuan proses multivariat didapatkan hasil bahwa keempat faktor tersebut kapabel (proses dinyatakan baik) dengan nilai kapabilitas proses yang diperoleh pada masing-masing faktor adalah lebih dari satu. Sehingga dapat dikatakan bahwa batas spesifikasi perusahaan lebih besar dari sebaran data pengamatan .
Saran
Yang dapat dilakukan oleh PT Kertas Leces (Persero) selanjutnya adalah melakukan proses produksi kertas tidak hanya dilakukan pemeriksaan secara rata-rata tetapi hendaknya dilakukan pemeriksaan secara dispersi, sehingga hasil yang diperoleh lebih akurat, yang nantinya dapat dilihat apakah proses produksi secara rata-rata dan dispersi sudah terkendali atau belum.
DAFTAR PUSTAKA
Dillon, W.R and Goldstein, Matthew (1984), Multivariate Analysis Methods and Applications, John Wiley & Sons Inc, New York.
Johnson, Richard A. dan D. W. Wichern. (2002), Applied Multivariate Analysis, Third Edition, Prentice Hall Inc, New Jersey.
Kotz, Samuel dan Johnson, N.L. (1993), Process Capability Indices First Edition, Chapman and Hall, London.
Montgomery, D.C. (1995), Pengendalian Kualitas Statistik, Gajah Mada University Press, Yogyakarta. Santoso, S. (2003), SPSS Statistik
Multivariat. PT Elex Media Komputindo, Jakarta.
Sharma, S. (1996), Applied Multivariate Techniques, John Wiley & Sons Inc,