1
Politeknik Manufaktur Astra
p-ISSN 2085-8507
e-ISSN 2722-3280
TECHNOLOGIC
VOLUME 11 NOMOR 2 | DESEMBER 2020
POLITEKNIK MANUFAKTUR ASTRA
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
i
Politeknik Manufaktur Astra
DEWAN REDAKSI
Technologic
Ketua Editor:
Dr. Setia Abikusna, S.T., M.T.
Dewan Editor:
Lin Prasetyani, S.T., M.T.
Rida Indah Fariani, S.Si., M.T.I
Yohanes Tri Joko Wibowo, S.T., M.T.
Mitra Bestari:
Abdi Suryadinata Telaga, Ph.D.
(Politeknik Manufaktur Astra)
Dr. Eng. Agung Premono, S.T., M.T. (Universitas Negeri Jakarta)
Harki Apri Yanto, Ph.D.
(Politeknik Manufaktur Astra)
Dr. Ir. Lukas, MAI, CISA, IPM
(Universitas Katolik Indonesia Atma Jaya)
Dr. Sirajuddin, S.T., M.T.
(Universitas Sultan Ageng Tirtayasa)
Dr. Eng. Syahril Ardi, S.T., M.T.
(Politeknik Manufaktur Astra)
Dr. Eng. Tresna Dewi, S.T., M.Eng
(Politeknik Negeri Sriwijaya)
Administrasi:
Asri Aisyah, A.md.
Kristina Hutajulu, A.md.
Kantor Editor:
Politeknik Manufaktur Astra
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
ii
Politeknik Manufaktur Astra
EDITORIAL
Pembaca yang budiman,
Puji syukur kita dapat berjumpa kembali dengan Technologic Volume 11 No. 2, Edisi
Desember 2020.
Pembaca, Jurnal Technologic Edisi Desember 2020 kali ini berisi 12 manuskrip.
Atas nama Redaksi dan Editor, di tengah pandemi covid-19 yang masih belum usai, kami
do’akan semoga dalam keadaan sehat selalu, dan kami haturkan terima kasih atas
kepercayaan para peneliti dan pembaca, serta selamat menikmati dan mengambil
manfaat dari terbitan Jurnal Technologic kali ini.
iii
Politeknik Manufaktur Astra
DAFTAR ISI
ANALISA PENYEBAB TERJADINYA CACAT PECAH PADA PARTINNER TUBE Ø30MM
MENGGUNAKAN METODE DMAIC DI PT. KAYABA INDONESIA
1
Nursim, Rifqi Arif Andriawan
MEMPERCEPAT PROSES DAN MENINGKATKAN SAFETY PEMASANGAN RODA DENGAN SST
LITTLE HELPER DI BENGKEL AUTO 2000 XXX
8
Setia Abikusna, R. Achmad Haryadi
MENGURANGI WAKTU PENGERJAAN AUTOLUBE PC2000-8 DENGAN GREASE CLOGGING
DETECTOR DI PT. UT DAERAH BENGALON-SANGKULIRANG
13
Vuko A.T Manurung, Wenang Trirahardjo, Bulan Ichwan
MENINGKATKAN ACHIEVEMENT RATE PENCARIAN PARTBOOK DENGAN METODE 8 STEPS DI
PART & SERVICE DIVISION PT UNITED TRACTORS PANDU ENGINEERING
19
Nensi Yuselin, Rahmah Putri WidiantiPERENCANAAN PLTS PADA ROOF TOP GEDUNG FAKULTAS TEKNIK UNIVERSITAS
MUHAMMADIYAH JAKARTA DENGAN MENGGUNAKAN SIMULASI PROGRAM PV*SOL
26
Prian Gagani Chamdareno, Adimas Fajar Priyo Sasongko, Budiyanto
MENURUNKAN MANUAL TIME PADA MANPOWER 5 UNTUK MENURUNKAN CYCLE TIME DI
LINE ASDL 08 DENGAN CARA MODIFIKASI MESIN INSTALL SCREW HOUSING MANUAL
MENJADI SEMI AUTO DI PT AISIN INDONESIA
32
Wahyudi, Muhammad Fariz Naufal
ANALISIS GAGAL LEAK TEST PADA PRODUK CYLINDER HEAD TYPE-A HASIL PROSES LOW
PRESSURE DIE CASTING DENGAN MATERIAL AC4B DI PT. X
39
Wahyudi, Slameto Wiryolukito
PERANCANGAN HUKUM KENDALI TERBANG LINEAR PESAWAT LSA PADA MATRA
LONGITUDINAL
46
Prasetyo Ardi Probo Suseno , Ardian Rizaldi, Try Kusuma Wardana, Novita Atmasari, Yusuf Giri Wijaya, Fuad Surastyo Pranoto
PROTOTYPE ONLINE MONITORING DAN AKUISISI DATA GARDU UNTUK MENGHILANGKAN
PROSES PATROLI GERBANG TOL
51
Eka Samsul Ma’arif, Maulana Firsyah Fatahillah
PERANCANGAN AWAL FLIGHT TEST INSTRUMENTATION (FTI) UNTUK PESAWAT TERBANG
TANPA AWAK DI PUSTEKBANG LAPAN
58
iv
Politeknik Manufaktur Astra
MONITORING KWH BERBASIS SYMPTOM MANAGEMENT DAN IOT UNTUK PENGHEMATAN
LISTRIK PABRIK X
64
Yani Koerniawan, Ivan Kharisman, Helena Ledyana Saurma Silalahi
PEMBUATAN APLIKASI PEMBELAJARAN PRAKTIKUM PLC SECARA DARING MENGGUNAKAN
PLC OMRON CP1E UNTUK MENGHADAPI PANDEMI COVID-19
71
32
Politeknik Manufaktur Astra
MENURUNKAN MANUAL TIME PADA MANPOWER 5 UNTUK
MENURUNKAN CYCLE TIME DI LINE ASDL 08 DENGAN CARA
MODIFIKASI MESIN INSTALL SCREW HOUSING MANUAL MENJADI
SEMI AUTO DI PT AISIN INDONESIA
Wahyudi
1, Muhammad Fariz Naufal
21Manufaktur departement, Polman Astra, Jakarta, 14330, Indonesia 2Teknik Produksi dan Proses Manufaktur, Polman Astra, Jakarta, 14330, Indonesia
E-mail: [email protected], [email protected]2
Abstrak--PT. Aisin Indonesia adalah perusahaan yang bergerak dibidang komponen automotive yang
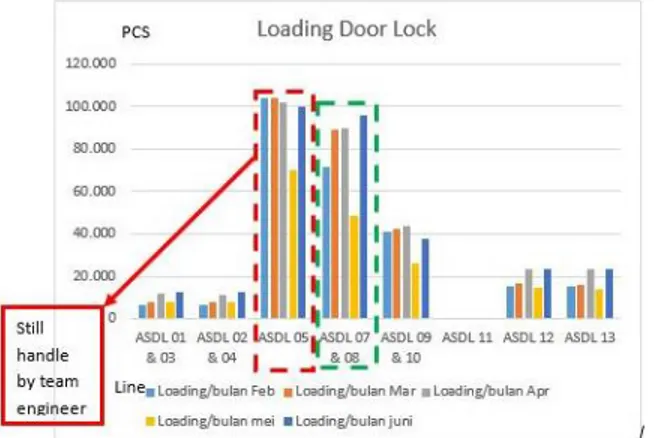
memproduksi Engine Related Parts (ERP) dan Body Related Parts (BRP). Pada BRP terdapat projek baru pada tahun 2021 yaitu pada produk door lock, di mana pada line ASDL 05 memiliki loading tertinggi yaitu 103.341
pcs/bulan, akan tetapi line tersebut masih ditangani oleh tim engineer. Sehingga fokus penelitian di line ASDL
08, karena memiliki loading tertinggi kedua setelah line ASDL 05 yaitu 83.375 pcs/bulan. Setelah dilihat dari
yamazumi chart line ASDL 08, ManPower (MP) 5 yang menjadi proses bottle neck dengan manual time 27 detik. Key performance indicators (KPI) engineering BRP pada productivity memiliki target peningkatan 10%/Tahun,
maka dari itu penulis melakukan modifikasi pada mesin install screw housing untuk menurunkan manual time pada MP 5 dan menurukan CT line ASDL 08. Metode perancangan yang digunakan pada penelitian ini yaitu menggunakan metode dieter. Sehingga hasil yang didapatkan dengan membuat swct pada mesin tersebut mengalami penurunan manual time yaitu 3 detik, sehingga menjadi 10 detik. Setelah dibuat yamazumi chart, pada line ASDL 08 mengalami penurunan CT menjadi 26 detik. selanjutnya hasil perancangan disimulasikan dengan aspek design requirements yang diminta oleh user untuk mengetahui kesesuaian pada design
requirements
.
Kata Kunci: Door Lock, Metode Dieter
I. PENDAHULUAN
PT. Aisin Indonesia (AII) adalah perusahaan yang bergerak di bidang component automotive
manufacture khususnya kendaraan roda empat. Saat
ini PT. Aisin Indonesia memproduksi 2 produk yang terdiri dari Engine related part, dan Body related part. Penulis melakukan penelitian pada line Door lock. Di mana pada produk door lock di line ASDL 05 memiliki loading tertinggi yaitu 103.341 pcs/bulan pada bulan februari – april, akan tetapi pada line ASDL 05 masih ditangani oleh tim engineer. Maka dari itu penulis memfokuskan penelitian pada line ASDL 07 dan line ASDL 08, karena pada line tersebut merupakan loading tertinggi setelah line ASDL 05 yaitu 83.375 pcs/bulan.
Line ASDL 07 dan line ASDL 08 merupakan line
yang memproduksi door lock model D0*N, di mana pada line ASDL 07 memiliki cycle time (CT) 26 detik dan pada line ASDL 08 memiliki CT 27 detik maka penulis memfokuskan pada line ASDL 08. Pada line
ASDL 08 terdapat 7 ManPower (MP) setiap MP
memiliki manual time yang berbeda-beda, di mana pada MP 5 memiliki manual time tertinggi yaitu 27 detik yang menyebabkan MP 5 menjadi proses bottle
neck pada line ASDL 08. Pada MP 5 mengoperasikan
3 mesin yaitu mesin Press in Housing, Install Screw
Housing dan Install Screw Mechanic dari tiga mesin
tersebut mesin Install Screw Housing memiliki
manual time tertinggi yaitu 13 detik.
Oleh karena itu, penulis memutuskan untuk menganalisa pada Mesin Install Screw Housing di line
ASDL 08. Penelitian ini merupakan penelitian baru
sehingga memerlukan beberapa referensi yang diharapkan dapat menurunkan manual time pada MP 5 dan dapat menurunkan cycle time pada line ASDL 08.
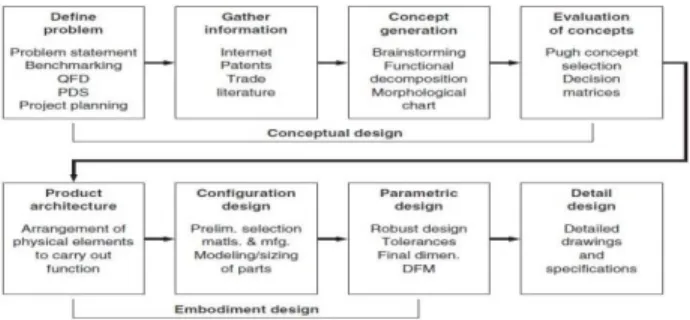
II. METODOLOGI PENELITIAN 2.1 Design Menurut Dieter [2]
33
Politeknik Manufaktur Astra
2.1.1 Conceptual Design
a. Mengidentifikasi Permasalahan
Proses desain teknik adalah salah satu cara untuk menciptakan produk yang sesuai dengan kebutuhan target pasarnya. Melalui berbagai macam kemungkinan yang kemudian disaring menjadi satu desain akhir yang paling baik, proses desain teknik menjadi jawaban kebutuhan industri.
b. Mengumpulkan Informasi
Kebutuhan informasi sangat penting bagi proses desain secara keseluruhan. Dalam beberapa situasi kebutuhan informasi sangat penting pada tingkatan yang detail.
c. Mengembangkan Konsep Desain I. Metode Kreatif
Proses desain membutuhkan kemampuan dalam berkreasi namun masih layak untuk dicapai. Sehingga, kreatifitas merupakan hal penting bagi para desainer. Umumnya untuk mengakomodir kreatifitas menjadi konsep desain, digunakan metode-metode agar dalam prosesnya berjalan lancar.
II. Metode Sistematis untuk Desain
Sebuah metode dikatakan sistematis karena mempunya urutan dalam pengerjaanya. Jumlah metode yang sistematis saat ini sangat banyak. Dari metode yang ada, enam diantaranya sangat popular dikalangan desainer. Metode ini memberikan solusi terbaik sehingga unsur subjektifitas dapat berkurang. d. Evaluasi dan Memilih Diantara Desain Alternatif Setiap proses desain memiliki bagian yang menentukan desain dari alternatif yang ada. Proses pengambilan keputusan ini menggunakan metode yang ada sehingga proses menjadi lebih objektif. 2.1.2 Desain Perwujudan
Pengembangan konsep desain terstruktur terjadi pada fase desain teknik. Semua fungsi utama yang harus dilakukan oleh produk harus di bawah diambil.
2.1.3 Design Detail
Pada fase ini desain dibawa ketahap deskripsi teknik yang lengkap dari produk yang teruji dan dapat diproduksi. Informasi yang hilang ditambahkan pada
pengaturan, bentuk, dimensi, toleransi, sifat
permukaan, bahan, dan profil manufaktur ceruk setiap
bagian. Ini menghasilkan spesifikasi untuk
setiap bagian dengan tujuan khusus dan untuk setiap bagian standar yang akan dibeli dari pemasok.
2.2 Pengenalan Produk Door Lock
Door Lock merupakan salah satu part pada mobil
yang diproduksi di PT. Aisin Indonesia. Door Lock sendiri merupakan bagian terpenting dari system pengaman pintu mobil yang di gerakkan secara
elektrik dan diatur secara elektronik. Sehingga dapat dioperasikan secara terpusat. Door lock berada di samping pintu yang berfungsi sebagai pengait antara pintu dengan striker mobil untuk menjaga agar pintu mobil tidak terbuka pada saat mobil berjalan dan mobil tidak bisa dibuka selain pengguna mobil. 2.3 Loading Pada Line Door Lock
Gambar 2. Loading/bulan produk door lock Dari data tersebut menunjukan bahwa pada line
ASDL 05 memiliki loading tertinggi, akan tetapi pada line ASDL 05 masih ditangani oleh tim engineer. Di
mana pada line ASDL 07 dan line ASDL 08 memiliki
loading tertinggi setelah line ASDL 05, sehingga
penulis memfokuskan penelitian pada line ASDL 07 dan line ASDL 08. Pada line ASDL 07 memproduksi model D0*N RH dan pada line ASDL 08 memproduksi model D0*N LH.
2.4 Cycle Time Line ASDL 07 dan Line ASDL 08
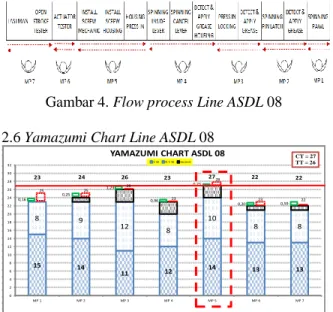
Gambar 3. Cycle timeline ASDL 07 dan line ASDL 08 Dari gambar 3.3 Dapat dilihat bahwa cycle time pada line ASDL 07 yaitu 26 detik sedangkan cycle time pada line ASDL 08 yaitu 27 detik. Maka dari itu, Penulis memfokuskan penelitian pada line ASDL 08. 2.5 Flow process line ASDL 08
Proses produksi Door Lock pada line ASDL 08 terbagi menjadi 18 pos. Di mana semua komponen akan dirakit menjadi sebuah unit Door Lock yang siap
10 12 14 16 18 20 22 24 26 28
Line ASDL 07 Line ASDL 08
34
Politeknik Manufaktur Astra
dipasang pada pintu mobil. Berikut merupakan alur proses perakitan di line ASDL 08:
Gambar 4. Flow process Line ASDL 08 2.6 Yamazumi Chart Line ASDL 08
Gambar 5. Yamazumi Chart Line ASDL 08 Dapat dilihat dari gambar 5. bahwa pada MP 5 memiliki cycle time tertinggi yaitu 27s. Sehingga pada
MP 5 menjadi proses bottleneck yang mengakibatkan CT menjadi tinggi. Oleh karena itu, penulis lebih
memfokuskan penelitian perbaikan pada MP 5 untuk mencari data mengenai masalah apa yang terjadi. 2.7 SWCT (Standard Work Combination Table) Line
ASDL 08
Gambar 6. SWCT MP 5 Line ASDL 08
Dari tabel diatas, dapat dilihat bahwa pada
sequence 3-4 memiliki waktu tertinggi. sehingga
menyebabkan MP 5 menjadi proses bottleneck, di mana penyebab bottleneck tersebut adalah tingginya
manual time yaitu 8s. Oleh karena itu, diperlukan
pengurangan manual time pada proses mesin install
screw housing.
2.8 Mesin Install Screw Housing sebelum
Improvement
Gambar 7. Mesin Install screw housing before Kondisi Mesin Install Screw Housing sebelum
improvement sudah menggunakan motor servo
sebagai penggerak yang dihubungkan dengan screw
bit untuk mengencangkan screw, agar torsi sesuai
standar yang diminta. untuk menggerakan motor servo ke atas dan ke bawah menggunakan handle yang dihubungkan dengan bracket, serta bracket tersebut sebagai penyangga pada motor servo agar tetap pada posisinya.
2.9 Part Door Lock yang diproses
Gambar 8. Hole yang akan di screw 2.10 Refrensi Penelitian
Penelitian ini merupakan penelitian baru, di mana untuk membuat perancangan menggunakan metode dieter, Textbook of machine design, perancangan pneumatic berbasis PLC, dan
15 14 11 12 14 13 13 8 9 12 8 10 8 8 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 MP 1 MP 2 MP 3 MP 4 MP 5 MP 6 MP 7
YAMAZUMI CHART ASDL 08 V W N V W Series3 22 CT = 27 TT = 26 0,16 0,25 1,23 0,96 0,23 0,59 25 25 23 28 23 22 0,20 26 23 24 26 23 27 22 Date : Auto Remark M Q SAutoW 13 10 1Wait3 Manual Parts No & Name
411140-20300 & LOCK ASSY FR DOOR W/MOTOR
LH Takt Time 26 Walk
Line No &
Name ASDL 08 498
Division Number 5/7 Standardized Work
Combination Table Number needed per shift Seque nce Operation Time (sec.) Departement : Section : 20/Juni / 2020 BRP DOOR LOCK
Ambil Assy Body dari Chute pasang pada Jig M/C Press In Housing
1
Ambil Body after Press In housing bersamaan Ambil S/A mekanik dari WIP lalu Pasang pada Body dan taruh pada Jig Install Screw Housing
2
5 1 2 Ambil Hasil Proses Press In Housing dari Jig kemudian taruh di WIP
3 1 1 1 4
Bergeser Lakukan Proses Screw Mekanik dengan Turunkan Handle Screw kebawah untuk proses 1 dan geser Jig kemudian ambil screw ke 2, turunkan handle kembali untuk proses ke 2
3 2 Ambil 2 Pcs Screw Housing dari pokayoke letakan ke Hole Housing 1 dan hole Housing 2, Lakukan Proses Screw dengan menekan handle screw drive, ke 2 screw housing secara bergantian
1
2 Ambil Protector dari Bok kemudian pasang pada Body dan Taruh DL pada Chute WIP 6
Ambil Body after Screw Housing dari Jig bersamaan ambil S/A Mekanik di bok pasang pada Body kemudian Taruh pada Jig M/C Install screw Mekanik 5
1
2 1
Irreguler Job :
* Buang Bok Kosong Screw Housing * Buang Bok Kosong Protector * Tambah Tinta Marking ID * Ganti & Pasang Marking ID * Buang Bok Kosong Screw Mekanik * Buang Bok Kosong Mekanik
Total Time / Pcs : 0.23" 27 7 1 2 1 PT. AISIN INDONESIA 0 5 10 15 20 25 30 CT = 27" L225 Hole 2 Hole 1
35
Politeknik Manufaktur Astra
perancangan pulley dan sabuk. Refrensi ini digunakan sebagai dasar dari modifikasi mesin install screw
housing semi auto. Dengan menggunakan refrensi
tersebut dapat menentukan pemilihan versi yang terbaik, sehingga mendapatkan hasil yang terbaik. III. HASIL PENELITIAN
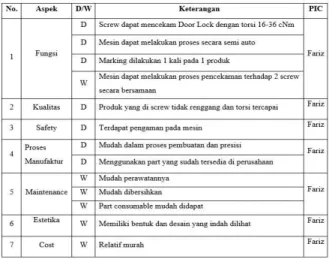
3.1 Data Design Requirements
Tabel 1. Design Requirements
D = Demand (tuntutan) W = Wishes (keinginan)
Dari data – data yang sudah dikumpulkan, didapatkanlah data design requirements yang diinginkan perusahaan sebagai acuan untuk melakukan perancangan modifikasi mesin Install
Screw Housing.
3.2 Konsep Modifikasi Mesin
Konsep modifikasi mesin Install Screw Housing ini berbeda dengan mesin sebelumnya, yaitu pada mesin sebelumnya masih banyak proses yang dilakukan secara manual sedangkan pada rancangan mesin modifikasi ini sudah semi auto sehingga memerlukan beberapa part tambahan agar dapat bekerja sesuai dengan yang diinginkan
.
3.2.1 Mesin Dapat Bergerak Ke Atas Dan Ke Bawah Secara Otomatis
(a) (b)
Gambar 9. (a) Katrol pada mesin before (b) Pneumatik pada mesin after
Dari yang sebelumnya menggunakan katrol (Gambar 9. (a)) kemudian dimodifikasi dengan menggunakan pneumatic (Gambar 9. (b)).
3.2.2 Dapat Mengencangkan Screw terhadap Door
Lock
Agar mesin Install Screw Housing dapat mengencangkan screw terhadap door lock dengan
torsi yang sudah ditentukan maka perlu penggunaan
motor servo dengan kapasitas yang sesuai dengan
standar torsi tersebut.
(a)
(b)
Gambar 10. Motor servo (a) Before (b) After 3.2.3 Dapat Memproses 2 Screw Secara Bersamaan
Gambar 11. Gearbox Unit
Untuk dapat melakukan 2 proses screw secara bersamaan dibutuhkan tambahan komponen untuk mendukung hal tersebut. Karena jarak antar hole dekat maka penambahan komponen disini menggunakan gearbox.
3.2.4 Proses Marking Dilakukan 1 Kali Setiap 1 Produk
(a) (b)
Gambar 12. Marking (a) Mesin Before (b) Mesin
After
Pada modifikasi mesin screw housing ini akan dibuat proses pencekaman secara bersamaan sehingga tidak perlu menggeser jig ke kanan dan ke kiri seperti sebelumnya. Maka dari itu proses marking hanya akan dilakukan 1 kali setiap 1 produk.
36
Politeknik Manufaktur Astra
3.2.5 Terdapat Pengaman pada Mesin
(a) (b)
Gambar 13. Penambahan pengaman pada mesin (a)
Before (b) After
Karena mesin akan dibuat semi auto sehingga memerlukan pengaman khusus pada mesin.
3.2.6 Terdapat Komponen untuk Mengoperasikan Mesin Secara Terpusat
Gambar 14. Start Switch mesin after
Untuk konsep modifikasi mesin menggunakan
start switch sehingga dapat dioperasikan secara
terpusat.
3.3 Detail Design
Setelah konsep design telah ditentukan maka dilanjutkan dengan pembuatan design untuk mesin tersebut, berikut ini gambar dari design mesin tersebut.
Gambar 15. Detail design Mesin Install Screw
Housing (After)
3.4 Analisis dan Perhitungan Kritis 3.4.1 Torsi yang harus diterima pada screw
Torque pada screw yaitu 0,16 – 0,36 karena
dilakukan pencabangan menggunakan gearbox sehingga torque dikali dua sehingga didapatkan 0,32 Nm sampai dengan 0,72 Nm.
3.4.2 Perhitungan beban yang diterima pada
pneumatic
Massa beban yaitu 2,82 kg sehingga gaya pada beban 27,64 N. Di mana gaya pada pneumatic diketahui P adalah 1 × 106 Pa dan t silinder 100 mm
dan r silinder 5 mm, sehingga setelah dilakukan perhitungan dengan rumus P = F/A didapatkan gaya pada pneumatic yaitu 3.297 N sehingga pneumatic dapat digunakan pada modifikasi mesin, karena gaya pada pneumatic lebih besar daripada gaya pada beban
pneumatic[1].
3.4.3 Timing belt dan timing pulley
Diameter pulley single dan double yaitu 16 mm, sedangkan jarak antar pulley yaitu 20.035 mm sehingga setelah dilakukan perhitungan dengan rumus L = π (r1+r2) + 2. x + ( 𝑟12 + 𝑟2x 2) panjang timing belt dapat diketahui yaitu 96,7 mm.
Kemudian mencari gaya pada pulley di mana pulley yaitu 0,36 Nm, jari jarinya yaitu 0,008 m, sehingga setelah dilakukan perhitungan dengan rumus pulley = F. r didapatkan hasil yaitu 45 N. Setelah semua didapatkan hasilnya Tegangan Tarik pada
timing belt dapat dicari dengan rumus = 𝐹𝐴 sehingga
hasil yang didapatkan yaitu 2,25 N/mm2. Di mana
tegangan tarik dari timing belt lebih kecil dari pada tegangan tarik dari material timing belt yaitu polyurethane 8,19 N/mm2 [4, 5].
3.4.4 Spring pada gearbox
Massa spring yaitu 1,97 g, D yaitu 20 mm, d yaitu 1 mm, n yaitu 5, L yaitu 13 mm, G yaitu 68,5 GPa yaitu 68,5 × 103 𝑁
𝑚𝑚2, kemudian mencari berat pada spring
dengan rumus W = m . g didapatkan hasil 1,93 x 10-2
𝑘𝑔 𝑚 𝑠2
⁄ , kemudian mencari gaya pada spring dengan rumus F = 𝑘 × 𝑥 dan untuk mencari K dengan rumus K = 𝐺 . 𝑑
8 𝐶3 𝑛 didapatkan hasil 0,214
𝑁
𝑚𝑚 sehingga gaya
pada spring didapatkan 0,428 N, di mana gaya yang dihasilkan lebih kecil dari pada gaya pada pneumatic yaitu 27,64 N sehingga spring dapat digunakan pada modifikasi mesin install screw housing [3].
Pneumatic unit
Motor Servo Unit
Marking Unit
Safety Unit
37
Politeknik Manufaktur Astra
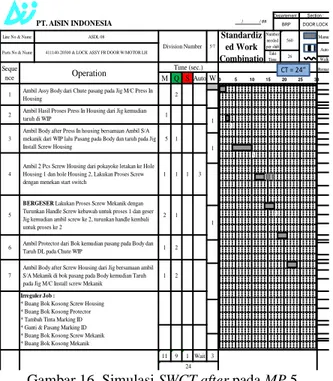
3.5 Simulasi setelah dilakukan perancangan 3.5.1 SWCT Setelah Modifikasi
Gambar 16. Simulasi SWCT after pada MP 5 Dapat dilihat dari gambar 16. pada mesin install
screw housing terjadi penurunan manual time yang
menyebabkan CT pada MP 5 turun yaitu 24 detik yang sebelumnya 27 detik.
3.5.2 Yamazumi Setelah Modifikasi
Gambar 17. Yamazumi Before
Dari data tersebut dapat dilihat bahwa pada MP 5 didapatkan penurunan waktu CT yaitu 3 detik sehingga pada MP 5 tidak menjadi proses bottle neck, sehingga CT pada line ASDL 08 menjadi 26 detik ketika proses assy front.
3.5.3 Simulasi Design Requirements
Tabel 2. Simulasi Design requirements after
3.6 Net Quality Income (NQI)
Net Quality Income (NQI) adalah keuntungan
bersih yang didapat dari sebuah perbaikan yang telah dilakukan yang dihitung berdasarkan rumus berikut :
Potensi NQI = Keuntungan – Biaya Perbaikan Tabel 3. Keuntungan Perbaikan
Keterangan Nominal
Keuntungan dalam 1 tahun Rp 106.200.000 Tabel 4. Biaya Perbaikan
Keterangan Nominal
Part Modifikasi Rp 19.200.000
Potensi NQI = Keuntungan – Biaya Perbaikan = Rp 87.000.000
Dengan demikian, Net Quality Income yang didapatkan sebesar Rp 87.000.000 untuk satu tahun pertama. Dan sebesar Rp. 106.200.000 untuk tahun berikutnya.
IV. KESIMPULAN
Berdasarkan penelitian ini dapat disimpulkan bahwa: Penyebab tingginya manual time pada MP 5 dikarenakan MP 5 mengoperasikan 3 mesin, di mana pada SWCT mesin install screw housing memiliki
manual time tertinggi yaitu pada sequence 3 dan 4
sebesar 13 detik sehingga menyebabkan MP 5 menjadi proses bottle neck. Kemudian dengan memberikan usulan modifikasi mesin tersebut, dengan dilakukannya simulasi akan berdampak pada penurunan manual time di MP 5 sebesar 3 detik atau
Walk Remark
M Q S Auto W
11 9 1 Wait 3 1 Ambil 2 Pcs Screw Housing dari pokayoke letakan ke Hole Housing 1 dan hole Housing 2, Lakukan Proses Screw dengan menekan start switch
1
Irreguler Job :
* Buang Bok Kosong Screw Housing * Buang Bok Kosong Protector * Tambah Tinta Marking ID * Ganti & Pasang Marking ID * Buang Bok Kosong Screw Mekanik * Buang Bok Kosong Mekanik
24
BERGESER Lakukan Proses Screw Mekanik dengan
Turunkan Handle Screw kebawah untuk proses 1 dan geser Jig kemudian ambil screw ke 2, turunkan handle kembali
untuk proses ke 2 1 5 1 3 2 1 1 6 7 1 2 1 2 Ambil Protector dari Bok kemudian pasang pada Body dan Taruh DL pada Chute WIP
Ambil Body after Screw Housing dari Jig bersamaan ambil S/A Mekanik di bok pasang pada Body kemudian Taruh pada Jig M/C Install screw Mekanik 4
Departement : Line No & Name
Seque nce Operation Time (sec.) ASDL 08 Division Number 5 1 Section : / / ## BRP DOOR LOCK 5/7 Standardiz ed Work Combinatio Number needed per shift Manual Auto 560 26 Parts No & Name 411140-20300 & LOCK ASSY FR DOOR W/MOTOR LH Takt
Time
1
1 Ambil Assy Body dari Chute pasang pada Jig M/C Press In
Housing 1
Ambil Body after Press In housing bersamaan Ambil S/A mekanik dari WIP lalu Pasang pada Body dan taruh pada Jig Install Screw Housing
2 2 Ambil Hasil Proses Press In Housing dari Jig kemudian taruh di WIP 3 PT. AISIN INDONESIA 0 5 10 15 20 25 30 CT = 24" 15 14 11 12 12 13 13 8 9 12 8 9 8 8 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 MP 1 MP 2 MP 3 MP 4 MP 5 MP 6 MP 7
YAMAZUMI CHART ASDL 08
V WN V W Series3 0,16 0,25 1,23 0,96 0,23 0,59
YAMAZUMI ASDL08
25 25 26 23 24 23 22 0,20 CT = 26 TT = 26 23 24 26 23 24 22 2238
Politeknik Manufaktur Astra
dari 27 detik menjadi 24 detik. Sehingga proses bottle
neck yang sebelumnya di MP 5 berpindah di MP 3
yaitu 26 detik, maka cycle time pada line ASDL 08 yang awalnya 27 detik menjadi 26 detik.
V. KUTIPAN DAN DAFTAR PUSTAKA
[1] Ahmad Syahril, M. F. (2018). Perancangan Ulang Peralatan Pneumatik Berbasis Programmable Logic Control (PLC) untuk Kegiatan Praktikum.
UNY.
[2] Dieter, G. (2009). Engineering Design 4th
Edittion. New York: McGeaw-Hill.
[3] Khurmi, R., & Gupta, J. (2005). A Textbook of
Maachine Design .
[4] Qorianjaya, Y. (2017). Perancangan pulley dan sabuk. USM.
[5] William D. Callister, J. (2009). Materials Science and Engineering An Introduction Eighth Edition. United States of America.