METODE SAMPLING
QUALITY CONTROL
PADA PEMERIKSAAN JALUR PRODUKSI
BOTOL PET
KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana
Teknologi Pangan
Oleh :
Mega Putri Parassari
NIM : 14.I1.0050
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
ii
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa atas berkat dan rahmat-Nya sehingga penulis dapat menyelesaikan laporan kerja praktek yang berjudul “Metode Sampling Quality
Control Pada Pemeriksaan Jalur Produksi Botol PET” dengan tepat waktu dan lancar. Penulisan laporan ini tidak lepas dari bantuan, dukungan dan bimbingan dari berbagai pihak, yang akhirnya dapat menyelesaikan laporan kerja praktek ini sebagai syarat memperoleh gelar Sarjana Teknologi Pertanian. Oleh sebab itu, penulis ingin mengucapkan rasa terima kasih kepada :
1. Tuhan Yesus Kristus atas berkat dan perlindungan selama melakukan Kerja Praktek di PT. Sari Enesis Indah.
2. Orang tua yang telah membantu dalam materiil dan memberi dukungan secara doa kepada penulis.
3. Ibu Dr. Victoria Kristina Ananingsih, ST., Msc., selaku Dekan Fakultas Teknologi Pertanian yang memberikan izin untuk melakukan Kerja Praktek.
4. Ibu Novita Ika Putri selaku pembimbing akademik yang membantu penulis dari mulainya Kerja Praktek hingga penyusunan laporan.
5. Bapak Heri Sutanto selaku Research & Development Manager di PT. Sari Enesis Indah
6. Ibu Sugiyanti dan Ibu Isah Martina selaku Research & Development Supervisor
7. Seluruh staff Research & Development PT. Sari Enesis IndahPlant Cikarang dan Ciawi yang telah membantu dan memberikan pengetahuan yang bermanfaat selama
melakukan Kerja Praktek.
8. Seluruh staff QC inline, produksi, dan seluruh rekan kerja PT. Sari Enesis Indah plant
Ciawi yang telah membantu, mendukung, dan memberikan informasi-informasi berdasarkan Laporan Kerja Praktek.
9. Staff Human Resources Deparment PT. Sari Enesis Indah.
Penulis menyadari bahwa penyusunan Laporan Kerja Praktek dikatakan jauh dari sempurna dan banyak kekurangan dalam penulisan. Oleh karena itu, penulis mengharapkan adanya
kritik dan saran dari pembaca. Penulis tetap berharap semoga penyusunan laporan ini dapat bermanfaat dan memberikan pengetahuan bagi para pembaca yang membutuhkan.
Semarang, 8 Juli 2017
iv DAFTAR ISI
HALAMAN PENGESAHAN ... i
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
1.3. Waktu dan Tempat Pelaksanaan ... 1
1.4. Metode Kerja Praktek ... 2
2. KONDISI UMUM PERUSAHAAN ... 3
2.1. Sejarah Perusahaan ... 3
2.2. Visi dan Misi Perusahaan... 3
2.3. Struktur Organisasi ... 4
2.4. Jam Kerja di PT. Sari Enesis Indah ... 8
3. SPESIFIKASI PRODUK ... 9
4. PROSES PRODUKSI ... 13
4.1. Proses produksi Coolant ... 13
4.2. Proses Produksi Kemasan PET ... 17
5. PEMBAHASAN ... 18
5.2. Pengawasan Mutu Bahan Kemasan 5.3. Pengawasan Mutu Proses Filling PET ... 19
... 18
5.4. Pengawasan Mutu Produk Akhir ... 22
6. KESIMPULAN DAN SARAN ... 24
6.1. Kesimpulan ... 24
6.2. Saran ... 24
v
DAFTAR GAMBAR
Gambar 1 Adem Sari Sachet ... 6
Gambar 2. Vegeta ... 7
Gambar 3. Esquis Fizz ... 7
Gambar 4. Sensa Cools ... 8
Gambar 5. Sensa Cools Qing Ku ... 8
Gambar 6. Coolant Bengkoang dan Starfruit ... 9
Gambar 7. Proman Energenesis ... 9
1
1. PENDAHULUAN
1.1. Latar Belakang
Perkembangan ilmu pengetahuan dan teknologi mengalami peningkatan di berbagai bidang. Salah satunya yaitu bidang teknologi pangan yang semakin dibutuhkan oleh masyarakat. Dengan meningkatnya persaingan dalam bidang industri, maka semakin dibutuhkan para ahli pangan yang berkompeten di bidangnya. Menyadari hal itu, diperlukan pengalamn langsung di lapangan untuk menambah pengetahuan dan wawasan mengenai perencanaan dan pengelolaan industri, pengawasan mutu produk serta mengenal dan memahami kondisi dalam dunia kerja.
Kerja Praktek (KP) bertujuan untuk mengaplikasikan teori yang telah diperoleh selama masa perkuliahan dengan menyelesaikan tantangan yang ada di industri pangan yang terjadi secara nyata dan mempersiapkan mahasiswa untuk masuk dalam dunia kerja. Pada kesempatan ini penulis melakukan Kerja Praktek di PT. Sari Enesis Indah. Produk yang diproduksi antara lain minuman isotonic, minuman kesehatan dan banyak produk lainnya. Hal ini yang menjadi salah satu alasan penulis untuk memilih PT. Sari Enesis Indah sebagai tempat Kerja Praktek karena dapat menambah wawasan dunia kerja dalam bidang teknologi pangan.
1.2. Tujuan
Tujuan dilakukannya kerja praktek ini adalah untuk mengetahui dan mengembangkan metode pengambilan sampel pada proses penjaminan mutu minuman isotonic yang dikemas
dengan botol PET.
1.3. Waktu dan Tempat Pelaksanaan
1.4. Metode Kerja Praktek
Metode yang dilakukan dalam pelaksanaan kerja praktek yaitu pengamatan langsung ke
tempat proses produksi, diskusi dengan pembimbing lapangan dan karyawan yang berhubungan dengan pengawasan mutu dan produksi dan studi pustaka dengan mencari
3
2. KONDISI UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sari Enesis Indah atau juga dikenal dengan nama Enesis Group merupakan perusahaan yang mengembangkan jaringan produknya kedalam berbagai kategori dan telah menjadi salah satu group pharmacy dan personal care yang didirikan pada tahun 1988. Dengan meningkatnya kepercayaan masyarakat terhadap Enesis Group, pada tahun 1993 didirikan PT. Sari Enesis Indah yang bergerak dibidang personal care yang berlokasi di Kawasan Industri Pulo Gadung. Dalam mengembangkan bisnisnya sehingga dapat mencapai kesuksesan, perusahaan mengutamakan perhatian pada pengertian akan kekuatan internal perusahaan dan kemampuan mengidentifikasi kesempatan eksternal yang berasal dari pasar. Dengan semakin berkembangnya perusahaan, pada tahun 2001 PT. Sari Enesis Indah memperluas pabriknya yang bergerak dibidang farmasi dengan produk minuman suplemen kesehatan yang berlokasi di Kawasan Industri Delta Silikon, Cikarang. Pabrik yang didirikan di Cikarang ini merupakan pabrik manufaktur terbesar untuk produk berbentuk bubuk di Indonesia.Pada tahun 2009 PT. Sari Enesis Indah memperluas pabriknya yang bergerak dibidang minuman yang berlokasi di Teluk Pinang, Ciawi. PT. Sari Enesis Indah merupakan salah satu perusahaan dengan izin farmasi yang telah disertifikasi CPOB (Cara pembuatan Obat yang Baik). Semua proses pembuatan produk dilengkapi dengan mesin canggih, dengan selalu menjaga standar untuk masing-masing produk yang dihasilkan dan berusaha meningkatkan serta memperbaiki teknologi produksi.
2.2. Visi dan Misi Perusahaan
Visi : menjadi perusahaan yang berkembang pesat untuk mencapai posisi leader dalam produk consumer goods melalui inovasi, perkembangan yang berkelanjutan dan
mempunyai pandangan yang jauh ke masa depan.
Misi : berkomitmen dalam mengembangkan, memproduksi dan memasarkaan produk
consumer goods yang unik dan berkembang pesat serta menjadi merk dengan status pemimpin (leader) dalam wilayah regional.
2.3. Struktur Organisasi
PT. Sari Enesis Indah sebagai perusahaan nasional yang besar maka sangat memerlukan struktur organisasi agar memiliki tanggung jawab dan peran divisi dalam mengembangkan suatu perusahaan.
Berikut adalah penjelasan mengenai struktur organisasi PT. Sari Enesis Indah :
a. Komisaris adalah pemimpin tertinggi didalam perusahaan yang menjadi pemegang keputusan tertinggi yang akan menentukan arah jalannya perusahaan.
b. Direktur adalah pemimpin kegiatan operasional perusahaan yang tertinggi dan pengendalian strategi perusahaan dalam menjalankan bisnisnya.
c. General manager adalah tingkatan terpenting dibawah direktur yang bertugas mengawasi kegiatan, menjaga kesinambungan kerja dan memutuskan strategi pada 10 manager. General manager membawahi 10 manager didalam perusahaan.
d. Departemen export
Departemen ini dikepalai oleh seorang manajer. Manajer export dibantu dengan para staff bertugas kegiatan eksport produk-produk perusahaan, dimulai dari transaksi dan
negosiasi eksport, persiapan dan pelaksanaan eksport. e. Departemen Finance dan Accounting
5
i. Accounting adalah bagian yang bertanggung jawab dalam mendokumentasikan transaksi, pembukuan dan membuat laporan akuntasi yang dilakukan perusahaan.
ii. Cashier adalah bagian yang bertanggung jawab mengenai pemasukan dan pengeluaran kas perusahaan.
iii. Finance adalah bagian yang bertanggung jawab dalam mengawasi dan mengatur keuangan perusahaan.
f. Departemen Human Resource Administration (HRA)
Manajer yang dibantu oleh asisten manajer dan supervisor dibawah asisten manajer tersebut. Bertugas mengatur hal-hal yang menyangkut sumber daya manusia perusahaan.
g. Departemen Logistik
Manajer logistic dengan supervisor bertanggung jawab pada beberapa staff dibawahnya. Departemen ini mempunyai tugas yang berhubungan dengan pengaturan sistem logistic perusahaan yaitu pengaturan terhadap bahan-bahan yang diperlukan untuk produksi.
h. Departemen Marketing Research
Departemen ini bertugas dalam melakukan riset terhadap pasar, khususnya mengenai permintaan kebutuhan masyarakat dan respon pasar terhadap suatu produk.
i. Departemen Purchasing
Kepala manajer yang dibantu oleh asisten manajer serta para staff. Bertugas berhubungan dengan kegiatan pembelian bahan baku yang diperlukan dalam produksi, mulai dari pemilihan supplier hingga proses pembelian bahan baku dijalankan.
j. Departemen marketing
Seorang manajer senior yang membawahi 5 sub departemen. Masing-masing
sub-departemen dipimpin oleh seorang manajer dan memiliki sejumlah orang staff dibawahnya.
ii. Sub departemen customer service bertugas dalam hal yang meyangkut pelanggan, memberikan pelayanan, mengatur sistem saran dan kritik yang disampaikan
pelanggan terhadap produk perusahaan.
iii. Sub departemen HCO adalah sub departemen yang mengatur kegiatan pemasaran
produk-produk perusahaan dalam skala besar kepada pasar yang bersifat grosir. iv. Sub departemen sales adalah sub departemen yang mengatur penjualan
produk-produk yang dilakukan oleh sales kepada pasar atau toko. k. Departemen R&D/QC
Dikepalai oleh seorang manajer dengan membawahi beberapa bagian fungsional yang berbeda.
i. Penanggung jawab CPOB (Cara Pembuatan Obat yang Baik) dengan staff dibawahnya yang bertanggung jawab terhadap inspeksi secara berkala mengenai ketepatan pelaksanaan aturan-aturan dalam CPOB yang dikeluarkan oleh Badan POM.
ii. Head Mikrobiologi dibantu oleh beberapa staff dibawahnya yang bertugas mengatur pelaksanaan pengujian mikrobiologi terhadap produk perusahaan.
iii. Bagian Quality Control dengan supervisor QC membawahi 4 orang coordinator QC dengan tugas dan tanggung jawab yang berbeda, yaitu :
a) Koordinator QC Analis, bertanggung jawab terhadap 3 bagian yaitu QC Analis Ingredients, Finished Goods and Packaging, QC Analis Ingredients melakukan analisa terhadap bahan baku yang diterima dari pemasok untuk kegiatan produksi. QC Analis Finished Goods melakukan analisa terhadap
hasil produk setelah melalui proses produksi terakhir. QC Analis Packaging melakukan analisa terhadap bahan packaging untuk produk akhir.
7
ketepatan jumlah dalam satu karton, pelabelan tanggal kadaluarsa. QC Packing Return Finished Goods melakukan pemeriksaan terhadap
produk-produk yang dikembalikan setelah masuk ke pasaran.
c) Koordinator QC Proses, bertanggung jawab terhadap kegiatan inspeksi dalam
proses produksi yang berlangsung. Kegiatan QC proses dibagi menjadi 2 bagian yaitu QC proses yang berada pada bagian proses yang memerlukan inspeksi terhadap proses dengan produk yang dihasilkan dari proses tersebut agar sesuai dengan spesifikasi yang diperlukan dan QC filling bertugas untuk melakukan pengawasan terhadap kegiatan filling mencakup proses filling dan sealing dari produk yang dihasilkan.
d) Koordinator QC Sampling bertanggung jawab dalam pelaksanaan sampling yang dilakukan terhadap bahan baku dan bahan packaging setelah bahan diterima dan sebelum pengujian oleh QC Analis. QC sampling dibagi menjadi 2 bagian yaitu QC Sampling Ingredients yang melakukan inspeksi terhadap bahan baku dan QC Sampling Packaging yang melakukan inspeksi terhadap bahan pengemas atau packaging.
l. Departemen Plant
Dipimpin oleh manajer senior dan membawahi beberapa manajer dalam 4 sub departemen yang berada dibawah naungannya. Posisi dibawah manajer berbeda-beda pada setiap sub departemennya.
i. Sub departemen Building & Technique
Dikepalai oleh seorang manajer yang dibantu oleh seorang asisten manajer.
Supervisor dibawah asisten manajer memiliki beberapa koordinator untuk membantu. Koordinator mempunyai sejumlah leader yang bertugas memimpin
masing-masing staff. Sub departemen ini bertanggung jawab terhadap pelaksanaan sistem pengaturan bangunan dan fasilitas perusahaan seperti pemeliharaan bangunan dan mesin.
ii. Sub departemen Packing
kegiatan packing sesuai dengan target yang telah ditentukan sehingga produk-produk telah siap dalam kemasan baik pada saat pengiriman produk-produk.
iii. Sub departemen PPIC
Manajer dengam posisi distructural dibawahnya dengan tingkatan yang sama
seperti pada sub departemen Building & Technique. Sub departemen ini bertugas dalam melakukan penjadwalan dan rencana pembelian bahan baku dan bahan packing yang diperlukan dan juga terhadap jadwal pelaksanaan produksi untuk dapat memenuhi permintaan produk pada waktu dan jumlah tertentu.
iv. Sub departemen Produksi
Sub departemen dengan seorang manajer yang membawahi asisten manajer yang memiliki tingkatan structural yaitu supervisor, koordinator, leader dan staff departemen produksi yang bertugas terhadap kelancaran proses produksi yang sedang berlangsung.
m. Departemen Tax
Manajer yang dibawahi oleh para staff bertugas mengatur pajak perusahaan mulai dari perhitungan pajak hingga pembayaran pajak.
2.4. Jam Kerja di PT. Sari Enesis Indah
PT. Sari Enesis Indah menerapkan kedisiplinan kerja sesuai dengan shift yang telah ditentukan dengan datang 15 menit lebih awal sebelum jam kerja berlangsung. Jam shift kerja diberlakukan pada departemen produksi, quality control inline, dan engineering. Perusahaan memiliki 3 shift kerja yang terdiri atas :
a. Shift I = 07.00-15.00 WIB b. Shift II = 15.00-23.00 WIB
c. Shift III = 23.00-07.00 WIB
9
3. SPESIFIKASI PRODUK
PT. Sari Enesis Indahmemproduksi minuman kesehatan. Berikut penjelasan dari masing-masing produk yang dihasilkan.
a. Adem Sari
Adem sari merupakan minuman herbal yang berbentuk serbuk dan dikemas dalam kemasan sachet. Produk adem sari ini mengandung vitamin C yang dapat membantu meredakan gejala panas dalam seperti tenggorokan kering, sariawan dan memperlancar buang air besar.
Gambar 1 Adem Sari Sachet
Sumber :
b. Vegeta
Gambar 2. Vegeta
Sumber :
c. Esquis Fizz
Esquis Fizz merupakan sari larutan penyejuk untuk meredakan panas dalam dan mencegah susah buang air besar. Produk ini hampir sama dengan adem sari yang dikemas dalam kemasan sachet.
Gambar 3. Esquis Fizz
Sumber :
d. Sensa Cools
11
Gambar 4. Sensa Cools
Sumber :
e. Sensa Cools Qing Ku
Sensa Cools Qing Ku merupakan produk yang dapat meredakan panas dalam dan meningkatkan daya tahan tubuh. Produk ini mirip dengan Adem Sari yang memiliki 2 varian yaitu herbal green tea yang dikemas dalam kemasan botol dan lemon fizz yang dikemas dalam kemasan kaleng.
Gambar 5. Sensa Cools Qing Ku
f. Coolant
Coolant merupakan minuman ion dan penyejuk yang berasal dari air pegunungan untuk menghilangkan haus dengan cepat dan membuat tubuh sejuk kembali. Produk ini terdapat 2 varian yaitu coolant bengkoang, dan coolant starfruit yang dikemas pada kemasan botol.
Gambar 6. Coolant Bengkoang dan Starfruit Sumber :
g. Proman Energenesis
Proman Energenesis merupakan minuman berkarbonasi dengan aroma anggur yang dapat menjaga kesehatan dan membantu meningkatkan stamina tubuh saat bekerja dan olahraga. Produk ini merupakan produk baru yang baru diluncurkan pada tahun 2012.
Gambar 7. Proman Energenesis
13
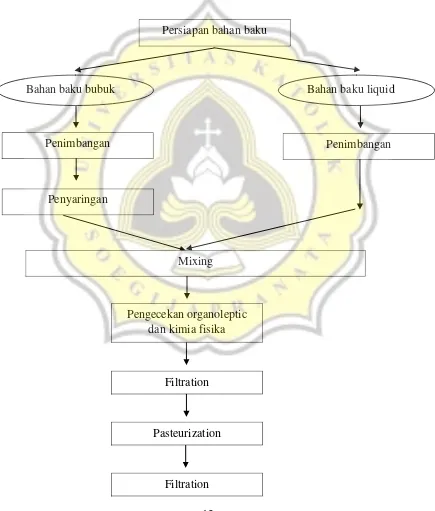
4. PROSES PRODUKSI
4.1. Proses produksi Coolant
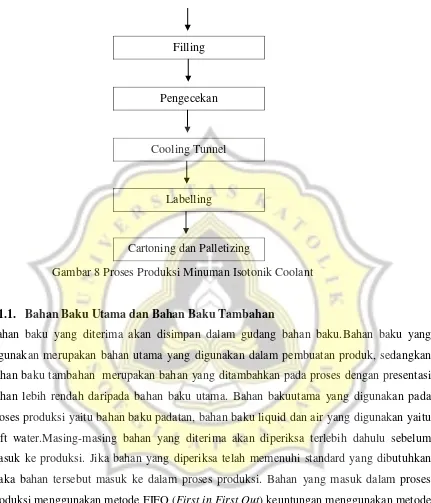
Proses produksi minuman isotonik yang dilakukan oleh PT. Sari Enesis Indah dibagi dalam
beberapa tahapan proses, yaitu persiapan bahan baku, pencampuran bahan, pengisian larutan ke botol PET, penyimpanan produk akhir. Proses produksi dapat dilihat pada gambar 8.
Persiapan bahan baku
Penimbangan Penimbangan
Penyaringan
Mixing
Pengecekan organoleptic dan kimia fisika
Filtration
Pasteurization
Filtration
4.1.1. Bahan Baku Utama dan Bahan Baku Tambahan
Bahan baku yang diterima akan disimpan dalam gudang bahan baku.Bahan baku yang digunakan merupakan bahan utama yang digunakan dalam pembuatan produk, sedangkan bahan baku tambahan merupakan bahan yang ditambahkan pada proses dengan presentasi bahan lebih rendah daripada bahan baku utama. Bahan bakuutama yang digunakan pada proses produksi yaitu bahan baku padatan, bahan baku liquid dan air yang digunakan yaitu soft water.Masing-masing bahan yang diterima akan diperiksa terlebih dahulu sebelum
masuk ke produksi. Jika bahan yang diperiksa telah memenuhi standard yang dibutuhkan maka bahan tersebut masuk ke dalam proses produksi. Bahan yang masuk dalam proses
produksi menggunakan metode FIFO (First in First Out) keuntungan menggunakan metode FIFO ini adalah untuk memperpanjang umur bahan dan umur produk yang telah diproduksi.
4.1.2. Mixing
Filling
Pengecekan
Cooling Tunnel
Labelling
Cartoning dan Palletizing
15
Pada proses pencampuran bahan, pertama-tama dilakukan mixing concentrate gula dengan penambahan softwater 3500 L kemudian dilakukan pencampuran bahan selama 3 menit,
setelah proses pancampuran bahan awal dilakukan proses pengecekan sampling kelarutan oleh QC untuk mengetahui proses pencampuran bahan telah larut sempurna. Jika larutan
telah larut sempurna, bahan baku asam dimasukan secara berurutan dan dilakukan mixing selama 3 menit. Pada proses pencampuran bahan asam dilakukan pemeriksaan sampling kelarutan oleh QC seperti pada tahap pencampuran bahan awal. Setelah dilakukan pemeriksaan dan larut sempurna dilakukan pencampuran berupa bahan tambahan kemudian dilakukan proses mixing selama 5 menit. Pada tahap selanjutnya bahan yang terdapat dalam sugar tank dipindahkan ke dalam blending tank dan proses transfer tersebut melewati filter stainless. Bahan baku yang sudah dipindahkan ke dalam blending tank, dilakukan penambahan bahan baku liquid yang penuangannya dilakukan secara berurutan sesuai dengan masing-masing formula lalu ditambahkan softwater hingga mencapai volume 10000L kemudian dilakukan proses mixing selama 15 menit. Setelah itu dilakukan pemeriksaan sampling untuk analisa organoleptic dan sifat fisikokimiawi. Jika dalam proses pemeriksaan larutan tidak sesuai dengan standard yang ditetapkan maka dilakukan penyesuaian dengan menambahkan soft water, namun jika pemeriksaan sudah sesuai dengan standard maka akan masuk ke tahap selanjutnya yaitu area filler.
4.1.3. Pasteurisasi
Larutan yang berada di dalam blending tank selanjutnya masuk kedaalam filling area dengan melewati filter untuk melalui proses pasteurisation. Selama melewati filter
dilakukan pengecekan tekanan pada stainless dan bag filter. Tujuan dari proses pasteurisasi adalah untuk menginaktifasi enzim dan membunuh mikroba pembusuk. Minuman isotonic
awal organisme (Buckle et al, 1987). Penggunaan suhu pada proses pasteurisasi yaitu ±100oC sedangkan penggunaan suhu pada sterilisasi ±121oC namun sebagian besar konsep
UHT (Ultra High Temperatur) banyak digunakan pada industri minuman skala pabrik dengan menggunakan suhu tinggi dalam waktu yang hanya dalam hitungan detik.
Pasteurisasi pada proses ini dilakukan pada suhu 120o
4.1.4. Proses Filling Larutan
C selama 30 detik, dilakukan pengecekan brix oleh QC jika brix tidak sesuai standard dilakukan pembilasan agar saat proses pasteurisasi tidak terjadi perubahan brix. Setelah brix sudah sesuai standard dilanjutkan tahap pengisian kedalam kemasan secara hot filling
Pengisian produk kedalam kemasan dilakukan dengan cara hot filling, dengan menggunakan suhu 90-92o
4.1.5. Labelling
C. Proses pengisian ke dalam kemasan dilakukan dengan cara, preform yang telah terbentuk menjadi botol diletakkan dibawah nozzle kemudian nozzle diturunkan secara otomatis hingga mengenai leher botol dan menekannya hingga air dari pengisian botol keluar, setelah botol terisi nozzle akan terangkat dan botol akan melalui tahapan selanjutnya yaitu penutupan botol. Proses penutupan berlangsung secara otomatis dan berada dalam satu ruangan dengan proses pengisian. Tujuan dilakukan hal tersebut untuk meminimalkan terjadinya kontaminasi. Selama proses filling berjalan dilakukan pengecekan terhadap suhu dan kecepatan proses filling dengan kecepatan 350-370botol/menit. Setelah botol telah terisi cairan akan dilakukan pengecekan terhadap kemasan dilakukan untuk mengetahui kemasan tersebut mudah dibuka atau tidak dan dilakukan pengecekan terhadap produk dengan mempertahankan suhu produk, mengetahui
tingkat kemanisan produk, dan volume cairan yaitu 350mL. Setelah itu produk melalui cooling tunnel untuk melakukan pendinginan botol yang telah berisi cairan. Selanjutnya
produk akan melewati proses labeling sebelum dikemas kedalam karton.
17
4.1.6. Coding
Proses pemberian kode produksi diberikan pada setiap botol proses produksi akhir. Kode
produksi menunjukan tanggal pembuatan dan kode produksi yang diperlukan sebagai acuan tanggal kadaluarsa dan sebagai identitas untuk proses traceability. Jika ada produk yang
bermasalah ataupun complain dari konsumen, maka akan mudah untuk diperiksa ulang secara fisika, kimia, dan mikrobiologi.
4.1.7. Penyimpanan Produk
Produk minuman yang telah lulus uji dilanjutkan dengan pengemasan pada karton. Selama pengemasan karton dilakukan pengontrolan coding pada karton dengan standard prosedur penomoran batch, tanggal produksi, dan tanggal kadaluwarsa. Setelah karton terisi dan dikemas, produk harus dilakuan pengecekan secara fisika, kimia, dan mikrobiologi maupun visual terhadap kondisi produk dan kemasannya. Produk disimpan pada finished good ware house. yang kemudian akan dilakukan pengiriman dan penyusunan produk jadi secara FIFO (First In First Out).
4.2.Proses Produksi Kemasan PET
Produk coolant dikemas dalam kemasan botol dengan ukuran 350ml dengan menggunakan kemasan PET (Poly Ethylene Terephthalate) yang masih setengah jadi (preform) sehingga perlu adanya pengolahan perform hingga menjadi botol. Pembentukan perform menjadi botol menggunakan sistem tiup dan cetak. Blow mould merupakan mesin untuk pembentukan perform, sistem kerjanya adalah perform di panaskan hingga lunak
dilanjutkan peniupan dengan pipa dan pembentukan botol, pembentukan botol ini di dalam cetakan botol. Tahap terakhir dari sistem kerja blow mould adalah rinse, yaitu
18
5. PEMBAHASAN
Kualitas produk makanan dan minuman memiliki peran yang sangat penting terhadap keberhasilan bisnis. Pengawasan mutu produk makanan dan minuman dapat dilakukan
pengawasan terhadap bahan baku, proses produksi, lingkungan produksi, penggunaan alat dan mesin dan produk akhir. Selain pengawasan terhadap produk dapat dilakukan pemeriksaan dan pengecekan setiap penyimpangan yang ada dalam produk dengan tujuan untuk mencegah adanya penurunan kualitas produk yang langsung berpengaruh terhadap minat konsumen bagi perusahaan.
5.2.Pengawasan Mutu Bahan Kemasan
Kualitas mutu produk minuman dalam kemasan sangat dipengerahui oleh bahan pengemasnya. Dalam melakukan pengawasan mutu produk, perusahaan telah melakukan pengawasan mutu terhadap kemasan. Kemasan yang dapat memenuhui standard akan sangat berpengaruh terhadap proses pengisian sehingga dapat menjaga kualitas produk minuman yang dikemas. PT. Sari Enesis indah merupakan perusahaan yang bergerak di bidang industri minuman kesehatan seperti minuman isotonic yang dikemas dalam kemasan PET. Minuman isotonic merupakan produk minuman ringan karbonasi atau nonkarbonasi yang memiliki manfaat untuk meningkatkan kebugaran, yang mengandung gula, asam sitrat dan mineral (BSN, 1998).
PT. Sari Enesis Indah dalam melakukan pengawasan mutu produk dan kemasan memiliki
standard perusahaan yang sangat ketat. Penggunaan PET (Polyethylene terephthalate) sebagai kemasan telah memenuhi standard keamanan oleh FDA (Food and Drug
19
produk yang akan dilindungi meliputi bahan baku, pengolahan, dan penyimpanan (Jelen, 1985 di dalam Nursarah, 2016). Kemasan PET merupakan salah satu jenis plastik yang
digunakan untuk pengemas makanan. Jenis monomer yang digunakan adalah asam tereftalat dengan karakteristik yaitu transparent, keras, tahan terhadap pelarut organic, dan
dapat melunak pada suhu 80o
5.3.Pengawasan Mutu Proses Filling PET
C (Coles, 2003 di dalam Rainer 2015).
Pengawasan kualitas kemasan yang digunakan perlu dilakukan. Pengawasan kualitas kemasan dapat dikategorikan menjadi 2, yaitu pengawasan terhadap bahan baku dan kemasan secara menyeluruh. Analisa yang digunakan terhadap pengawasan kemasan PET terdiri dari analisa mekanis dan lingkungan. Analisa mekanis dan lingkungan dilakukan untuk melihat kualitas dan ketahanan kemasan yang digunakan saat produksi, selama proses transportasi dan penyimpanan produk. Secara khusus analisa lingkungan dapat dilakukan untuk melihat ketahanan kemasan terhadap lingkungan seperti penyerapan air, ketahanan terhadap panas, dan lain-lain. Pengecekan terhadap kemasan yang biasanya dilakukan adalah uji kebocoran, tekanan dan permeabilitas. Gilles and Brain (2001) di dalam Rainer, 2015 menyatakan bahwa untuk pengecekan botol dapat dilakukan analisa terhadap dimensi, kapasitas, ketebalan, top load strength, impact resistance dan seal integrity. Selain itu, kemasan yang digunakan harus memiliki bentuk dan ukuran yang sesuai spesifikasi produk. Hal ini bertujuan untuk mencegah terjadinya abnormalitas proses pada saat proses filling. Oleh karena itu, pengecekan terhadap bentuk kemasan juga harus dilakukan.
Botol PET yang digunakan di PT. Sari Enesis Indah didatangkan langsung dari Trimas
ditutup dengan cap agar tidak ada kontak langsung dengan udara. Pada proses pengisian produk ke dalam kemasan PET dilakukan dengan cara hot filling menggunakan suhu
90±2oC dengan suhu produk 88±2oC. Penggunaan prinsip hot filling yaitu berdasarkan pada perlakuan panas didalam tabung hingga tercapai suhu 90-95oC selama kurang lebih 15
detik, dan akan mendapatkan produk dengan suhu 82-85o
1. Proses yang dilakukan harus lulus uji sesuai dengan standard yang telah ditentukan
oleh perusahaan, jika didalam proses terjadi kelolosan uji yang tidak sesuai standard maka sebaik apapun sistem pengecekannya maka kelolosan product reject akan terjadi.
C. Proses ini dapat mematikan mikroorganisme yang dapat tumbuh pada produk minuman dan dapat digunakan untuk mensterilkan produk didalam kemasan. Penggunaan hot filling efektif terhadap produk dengan pH dibawah 4.5. Selama filling berjalan, dilakukan pengecekan oleh IPC (in process control) yang berperan dalam pengambilan sampel dan pengujian terhadap hasil proses produksi. Pengujian terhadap botol PET saat filling meliputi First Torque (uji kekencangan tutup botol), Bridge brake (uji kebocoran), dan cap angle pada saat batch pertama selama proses produksi berlangsung dengan pengambilan jumlah sampel sebanyak 18 botol.
Sampling dilakukan untuk memonitoring terhadap proses produksi sehingga diperoleh produk yang sesuai dengan standard. Dalam pengambilan sampel jumlah yang harus diambil, waktu pengambilan sampel, dan titik pengambilan sampel harus diperhatikan. Oleh karena itu hanya sebagian saja dari suatu batch yang diambil sampelnya untuk pengujian dan jumlah sampel yang diambil harus mewakili batch tersebut. Metode sampling pada proses produksi mengacu pada karakteristik proses dengan beberapa syarat, yaitu :
21
3. Proses produksi yang mengalami penyimpangan standard dilakukan pengambilan sampel untuk mengetahui titik abnormalitas dalam proses sehingga dalam proses
dilakukan proses perbaikan.
Berdasarkan jumlah sampel yang diambil sebanyak 18 botol saat proses belum mewakili
tingkat kemungkinan reject yang didapat, pengecekan sampling berdasarkan dari waktu atau jumlah populasi. Sebaiknya proses pengambilan sampel dilakukan berdasarkan waktu yaitu waktu yang dilakukan pada saat proses sedang berjalan pada saaat awal hingga akhir batch sesuai dengan jumlah capper head yang terdapat pada mesin filling dengan jumlah 18 botol dan dapat juga berdasarkan dengan titik sampling dengan menentukan titik awal, tengah, dan akhir pada batch pertama proses filling hingga akhir batch agar sampel dapat mewakili jumlah batch yang sedang berjalan dan saat terjadi penyimpangan dapat dilakukan perbaikan pada batch yang terjadi abnormalitas produk. Jika semakin kecil defect produksi, maka semakin kecil nilai kemungkinan defect yang didapat.
Pengawasan mutu produk yang dilakukan yaitu pengecekan parameter suhu dan volume produk untuk mengetahui suhu produk dengan maksimal 35o
Setelah dilakukan pengecekan kemasan dan produk, produk diberi date code untuk kadaluarsa produk yang kemudian masuk ke tahap cooling tunnel untuk melakukan pendinginan kemasan dengan menggunakan penyemprotan air dingin untuk mendinginkan botol PET yang sudah berisi cairan dengan suhu akhir produk maksimal 35
C dan masing-masing botol berisi volume 350mL. Uji organoleptic dilakukan untuk mengetahui apakah ada perubahan rasa terhadap produk setelah melewati semua tahapan proses sebelum dikemas selanjutnya, pengujian pH dalam produk rata-rata adalah sekitar 3.90 sementara SNI mensyaratkan maksimal adalah 4, nilai pH yang rendah akan mereduksi cepatnya kemungkinan produk rusak akibat aktivitas mikroba, Brix menunjukan presetase total padatan terlarut dalam minuman isotonik, nilai brix yang lebih besar dari 6.5 disebabkan oleh zat terlarut lain
(selain sukrosa) namun dalam SNI mempersyaratkan minimal 5% untuk kandungan sukrosa yang berperan sebagai sumber energi.
o
produk masuk ke mesin labeler untuk pemasangan label selama pemasangan label diharapkan label melekat kuat dan botol tidak mengalami kerusakan. Produk yang telah
diberi label, kemudian dilakukan pengemasan ke dalam karton isi 24botol/karton, sealing
dan codingpada karton. Produk yang telah dikemas karton kemudian di susun di pallet
untuk di simpan di gudang penyimpanan produk.
5.4.Pengawasan Mutu Produk Akhir
Produk yang telah dikemas dalam karton akan dilakukan pemeriksaan, berupa pemeriksaan visual botol dilakukan dengan melihat kondisi botol dan juga pemeriksaan pengemas sekunder. Pengawasan mutu produk akhir dilakukan dengan menggunakan sampling penerimaan (acceptance sampling) (Montgomery, 2005 didalam Melisa, 2013). Metode sampling yang digunakan adalah metode sampling dengan normal inspection sesuai dengan
Military Standard 105E (MIL-STD 105E) yang digunakan untuk pengujian mutu
berdasarkan atribut. Pengawasan mutu dilakukan dengan menggunakan penerimaan 95% dari jumlah sampel yang akan dianalisa sehingga sampel reject lebih dari 5% akan ditolak (Nielsen, 1998 di dalam Melisa, 2013). Pada pemeriksaan produk akhir pengambilan sample dilakukan secara acak sebanyak jumlah sampel yang telah ditentukan berdasarkan standard kualitas barang yang diterima pada tabel acceptable quality level. Kondisi yang tidak boleh ditemukan/defect pada botol antara lain :
Major defect :
Botol scratch
Volume kurang
Cacat pada cetakan botol
Botol deform
Critical defect :
Coding pada produk
Botol bocor
Cacat crystallized
Cap crack
23
Cap miring
Loose cap
Partikel micro
Tanpa cap
Warna larutan berbeda
Partikel asing
Minor defect
Botol scratch halus
Botol dent
Label miring
Label printing
Label sobek
Proses pengecekan kemasan dilakukan secara rutin. Oleh karena itu tata cara pengecekan botol yang dilakukan harus seragam untuk mempermudah dalam proses pengecekan kemasan. Selain pengecekan kemasan dilakukan juga pengecekan pada kemasan karton, kondisi yang tidak boleh terdapat pada kemasan karton antara lain :
Major defect
Proses pengecekan kemasan PET dan karton di PT Sari Enesis Indah sudah tepat, dengan
24
6. KESIMPULAN DAN SARAN
6.1. Kesimpulan
• Penggunaan PET (Polyethylene terephthalate) sebagai kemasan telah memenuhi
standard keamanan oleh FDA (Food and Drug Administration).
• Proses pengemasan PET dari preform yang akan di blowing membentuk botol yang
diinginkan dengan mesin blowing machine.
• Pengujian botol PET saat filling meliputi First Torque (uji kekencangan tutup botol),
Bridge brake (uji kebocoran), dan cap angle.
• Pengecekan organoleptik dan fisiko kimiawi dilakukan pada awal, tengah, dan akhir
batch proses.
• Jumlah sampel yang diambil sebanyak 18 botol sesuai dengan jumlah capper head yang
terdapat pada mesin filling.
• Pengawasan mutu produk akhir dilakukan dengan menggunakan sampling penerimaan
(acceptance sampling) dengan metode pemeriksaan normal inspection sesuai dengan
Military Standard 105E dan jumlah sampel berdasarkan pada tabel acceptable quality level.
6.2.Saran
25
7. DAFTAR PUSTAKA
Badan Standar Nasional, 1998. Standar Nasional Indonesia (SNI) 01-4452-1998. Minuman Isotonik. BSN.
Coles, R. (2003). Food Packaging Technology. Blackwell Publishing Ltd. USA
Fellow, P & Axtell. (1993). Appropriate Food Packaging. Tool Publications. Amsterdam
Gilles, G & Brain. (2001). Technology of Plastic Packaging For The Consumer Maket. Sheffield Academic Press.
Jelen, P. (1985). Food Processing. Reston Publishing Company, Virginia.
Montgomery, D. C. (2005). Introduction to Statistical Quality Control. 5th Ed. USA: John Wiley and Sons, Inc.
Nielsen, S. S. (1998). Food Analysis. 2nd Ed. Maryland: Aspen Publisher, Inc.
Nursarah. (2016). Pengemasan Minuman Ion (Isotonik). Fakultas Pertanian, Universitas Sumatera Utara.
Sugiarto, Melisa. (2013). Perencanaan Unit Pengawasan Mutu Pada Pabrik Pengolahan The Hitam CTC Dengan Kapasitas Bahan Baku 14 Ton/Hari. Fakultas Teknologi Pertanian, Universitas Katolik Widya Mandala.
Yam, K. L. (2009). The Wiley Encyclopedia of Packaging Technology., 3rd edn. John Wiley & Sons Inc. New York.
Zunggaval, Rainer Ravian. (2015). Pengawasan Mutu Kemasan Botol PET, Beling, dan Jerien di PT. Heinz ABC Indonesia, Plant Daan Mogot. Fakultas Teknologi Pertanian, Universitas Katolik Soegijapranata.