Pengaruh Temperatur Pemanasan terhadap Kekuatan Geser Sambungan Diffusi Baja
Aisi 1045 dengan Tembaga C10100 Menggunakan Tungku Perlakuan Panas
Jon Affi
1,*), Zulkifli Amin
1), Dedison Gasni
1), Muhamad Dhaniel
1) 1Jurusan Teknik Mesin, Fakultas Teknik, Universitas Andalas, Padang Email: [email protected]*)
Abstrak
Penyambunganbaja AISI 1045 dengan tembaga C10100 berguna untuk mendapatkan kedua sifat material dalam satu komponen. Proses penyambungan dua material tersebut sulit dilakukan dengan pengelasan konvensional. Oleh karena itu digunakan proses padat seperti, diffusion bonding. Namun karena keterbatasan peralatan, maka digunakan metode free vacuum diffusion bonding sebagai alternatif. Salah satu parameter yang paling berpengaruh dalam free vacuum diffusion bonding adalah temperatur pemanasan. Penelitian ini bertujuan untuk melihat pengaruh variasi temperatur pemanasan terhadap kekuatan geser sambungan antara baja AISI 1045 dengan tembaga C10100 menggunakan metode free vacuum diffusion bonding. Penyambungan dilakukan dengan variasi temperatur pemanasan 760ºC, 810ºC dan 860ºC menggunakan furnace perlakuan panas non-vakum, dengan holding time pemanasan 60 menit tanpa gas argon. Karakteristik sambungan diteliti dengan pengujian mekanik yaitu uji geser dan pengamatan struktur mikro. Uji geser dilakukan menggunakan Universal Testing Machine mini. Pengamatan struktur mikro pada sambungan dilakukan dengan menggunakan mikroskop optik dan Scanning ElectronMicroscope(SEM). Dari hasil penelitian diperoleh kekuatan geser sambungan baja AISI 1045
dengan tembaga C10100 yang tertinggi yaitu 95 MPa, dengan temperatur pemanasan penyambungan 810ºC atau
75% dari temperatur leleh tembaga C10100, dengan tebal area difusi pada satu titik pengamatan yaitu sekitar 1,1
µm.
Kata kunci: Baja AISI 1045, tembaga C10100, free vacuum diffusion bonding, kekuatan geser, struktur mikro.
Abstract
Connection of AISI 1045 steel with copper C10100 is useful to obtain both material properties in a single component. The process of connecting the two materials is difficult to do with conventional welding. Therefore, it is used as a solid process, diffusion bonding. However, due to limitations of the equipment, the use of free vacuum diffusion bonding method as an alternative. One of the most influential parameters in the free vacuum diffusion bonding temperature is warming. This study aims to look at the effect of variations in the heating temperature shear strength of AISI 1045 steel connection between the copper C10100 using free vacuum diffusion bonding method. The connection is done with the heating temperature variation 760ºC, 810ºC and heat treatment furnaces 860ºC use non-vacuum, with a holding time of heating is 60 minutes without argon gas. Characteristics connection is studied by mechanical testing shear test and microstructure observation. Shear test was conducted using the Universal Testing Machine mini. Microstructure observation made in connection with the use of optical microscopy and Scanning Electron Microscope (SEM). The results were obtained shear strength of AISI 1045 steel connections with the highest copper C10100 is 95 MPa, the temperature of the heating connection 810ºC or 75% of the melting temperature of copper C10100, with thick diffusion area at the observation point is about 1.1
µm.
1.
Pendahuluan
Dalam proses produksi dikenal dua metode penyambungan yaitu proses penyambungan tetap dan tidak tetap. Proses penyambungan tetap dapat dilakukan dengan pengelasan yaitu memanfaatkan energi panas dalam proses penyambungan agar terjadi ikatan atom. Ikatan atom terjadi jika dilakukan pencairan sebagian logam yang disambung atau dikenal dengan las fusi. Karenanya las fusi sulit untuk menyambungkan material berbeda jenis dikarenakan masing-masing material memiliki temperatur leleh yang berbeda. Selain itu las fusi juga memiliki dampak negatif kepada bentuk dan dimensi sambungan.
Dengan diinginkannya kualitas sambungan material berbeda jenis yang lebih presisi, teliti, minim cacat, serta mampu mempertahankan sifat mekanik material yang disambung, maka metode penyambungan yang hasilnya sesuai salah satunya adalah diffusion bonding. Diffusion bonding adalah proses penyambungan dengan cara menekan dua material dan pemberian perlakuan panas secara serentak, sehingga terjadi suatu ikatan secara atomic akibat migrasi atom pada permukaan kontak penyambungan.
Penyambungan dua material yang berbeda yaitu baja AISI 1045 dengan tembaga C10100 bertujuan untuk mendapatkan dua sifat material dalam satu komponen. Maka perlu dilakukan penelitian untuk proses penyambungan dengan menggunakan proses diffusion bonding antara baja AISI 1045 dan tembaga C10100 ini. Karena proses diffusion bonding sangat mahal, maka alternatif proses penyambungan dilakukan dengan metode
free vacuum diffusion bonding.
Terdapat beberapa parameter penting dalam proses free vacuum diffusion bonding, namun temperature pemanasan merupakan parameter terpenting dalam proses free vacuum diffusion bonding. Karena masing-masing material memiliki nilai temperature leleh yang berbeda-beda, maka untuk itu perlu dilakukan penelitian untuk mengetahui temperatur pemanasan yang baik agar diperoleh kekuatan geser sambungan yang tinggi antara baja AISI 1045 dengan tembaga C10100 dengan menggunakan metode free vacuum diffusion bonding.
2.
Kajian Pustaka
2.1. Diffusion Bonding
Berdasarkan defenisi dari Deutsche Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam paduan yang dilakukan dalam keadaan lumer atau cair[1]. Dari defenisi tersebut dapat dijabarkan bahwa pengelasan adalah suatu proses penyambungan dua material atau lebih yang dapat dilakukan dengan atau tanpa tekanan, dengan memanaskan bagian yang akan disambungkan hingga mendekati ataupun mencapai titik leleh dari material, agar terjadi ikatan atom baru dan setelah sambungan didinginkan, maka dua material dapat menjadi satu.
Diffusion bonding adalah proses penyambungan yang dilakukan dengan tekanan dan memanfaatkan peristiwa berpindahnya atom-atom antar material yang disambungkan, akibat panas yang diberikan pada material. Pada saat pemanasan, atom-atom akan bergetar aktif dan cenderung berpindah dari posisi awalnya sehingga, menimbulkan adanya kekosongan pada posisi awal atom tersebut. Kekosongan ini akan diisi oleh atom lain yang juga berpindah dari posisi awalnya mencari ruangan baru akibat panas yang diberikan. Pada sambungan akan terbentuk ikatan atom baru pada daerah kontak sambungan, akibat perpindahan atom-atom tersebut. Temperatur pemanasan untuk
diffusion bonding adalah sekitar 50-80% dari temperature leleh material yang disambung[2]. 2.2 Mekanisme Diffusion Bonding
Parameter yang berpengaruh pada diffusion bonding adalah kondisi lingkungan proses, kekasaran permukaan material, tekanan, temperatur pemanasan, dan lamanya pemanasan[2]. Diffusion bonding dapatdilakukan pada lingkungan yang dilindungi dengan suatu gas pelindung seperti gas argon[2]. Gas Argon berfungsi mengurangi terjadinya oksidasi pada saat proses diffusion bonding berlangsung. Lebih baik lagi apabila diffusion bonding
dapat dilakukan pada kondis ilingkungan vakum yang bertekanan 10-1sampai 10-3Pa[2].
Mekanisme diffusion bonding dapat dibagi menjadi 4 tahap. Tahap pertama terbentuk titik kontak awal dan rongga (void) yang dapat mengganggu proses terjadinya difusi atom akibat kekasaran (asperity) permukaan material yang disambung, dapat dilihat pada Gambar 1 a). Tahap kedua yaitu puncak kekasaran terdeformasi plastis akibat tekanan yang diberikan, memicu berkurangnya rongga (void) dan lapisan oksida serta memperbanyak titik kontak, seperti pada Gambar 1 b). Tahap ketiga yaitu rongga (void) berkurang dan terjadi perpindahan atom pada permukaan kontak akibat pemberian panas sehingga, terjadi difusi atom pada permukaan kontak seperti, pada Gambar 1 c). Pada tahap keempat seperti, pada Gambar 3 d), pergerakan atom dihentikan.
Atom yang telah berdifusi tersebut akan saling mengikat dan tidak dapat kembali ke material awalnya sehingga terbentuk ikatan atom baru pada permukaan kontak. Dua material tersambung setelah kedua material tersebut didinginkan.
Gambar 1. Mekanisme diffusion bonding (modifikasi)[1].
2.3 Kelebihan dan Kekurangan dari Diffusion Bonding
Adapun kelebihan diffusion bonding adalah sambungan memiliki sifat-sifat yang sama dengan logam induknya[2], lebih rapi, presisi, tidak terjadi perubahan dimensi yang berlebihan, dapat menyambung dua material yang berbeda jenis yang tidak dapat disambung dengan proses pengelasan biasa[2], serta minim cacat. Kekurangannya yaitu biaya peralatan yang mahal, permukaan yang disambung memerlukan persiapan yang lebih rumit, serta kebutuhan penerapan panas dan gaya tekan yang tinggi secara serentak dalam lingkungan vakum merupakan masalah peralatan utama pada diffusion bonding[2].
2.4 Free Vacuum Diffusion Bonding
Salah satu kekurangan metode diffusion bonding adalah mengenai kebutuhan penerapan gaya tekan dan panas yang tinggi secara serentak dalam lingkungan vakum sehingga, membutuhkan biaya peralatan yang mahal dan menjadi masalah utama pada diffusion bonding. Hal ini menimbulkan pemikiran untuk menggunakan alternative lain namun tidak menghilangkan karakteristik diffusion bonding dengan harapan kelebihan metode penyambungan
diffusion bonding tetap dipertahankan. Metode yang akan digunakan adalah free vacuum diffusion bonding. Free
vacuum diffusion bonding adalah proses penyambungan dengan cara menekan dua material yang akan disambung
pada temperature lingkungan, sehingga puncak kekasaran permukaan material terdeformasi plastis, agar kontak permukaan berada dalam jarak minimum dan mengurangi lapisan oksida pada permukaan sambungan material. Setelah itu material tersebut dipanaskan, pemanasan tidak dalam lingkungan vakum, namun dilakukan pada lingkungan bertekanan 1 atm. Proses pemanasan dapat dilakukan dengan atau tanpa dilindungi dengan gas argon.
3.
Metodologi
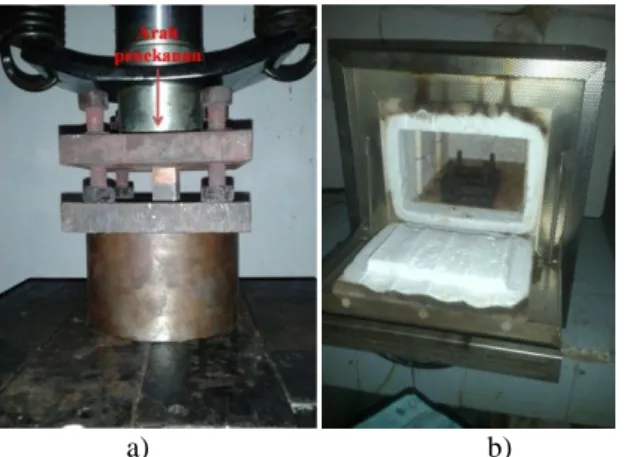
Material yang digunakan adalah baja AISI 1045 dan tembaga C10100 seperti, pada Gambar 2. Prosedur free vacuum diffusion bonding diawali dengan penghalusan permukaan kontak spesimen menggunakan amplas 100, 500, 800, 1500, 2000 dan diakhiri dengan polishing sehingga, memiliki tingkat kehalusan permukaan yang tinggi dan seragam seperti, pada Gambar 2. Kedua permukaan spesimen yang telah halus dihubungkan dan dijepit dengan clamp kemudian dilakukan proses penekanan dengan mesin hydraulic press sebesar ±113 MPa seperti, pada Gambar 5 a). Spesimen dengan clamp dipanaskan menggunakan furnace merek Nabertherm seperti Gambar 5 b), pada kondisi tekanan atmosfer (1 atm) tanpa gas argon dan lama penahanan (holding time) pemanasan ±60 menit. Variasi temperatur pemanasan adalah 760ºC (spesimen 1), 810ºC (spesimen 2), dan 860ºC (spesimen 3). Spesimen didinginkan di dalam tungku selama ±2 x 24 jam (annealing) hingga mencapai temperatur lingkungan.
a) b)
Gambar 3. a) Spesimen ditekan dengan mesin hydraulic press, b) Furnace proses pemanasan.
Untuk pengujian, spesimen dipotong hingga berukuran 11 x 12 x 3 mm (panjang x lebar x tinggi). Uji geser menggunakan Universal Testing Machine mini merek COM-TEN testing machine 95T series. Prosedur metalografi dimulai dari pembingkaian dengan resin satu spesimen dari masing-masing variasi temperatur pemanasan yang telah dipotong, lalu diamplas dengan amplas 100, 500, 1000, 1500, 2000 dan diakhiri tahap
polishing hingga permukaan spesimen menyerupai cermin. Untuk pengecekan dengan mikroskop optik spesimen
dietsa dengan larutan K2Cr2O7 (s) 2 + NaCl (sat.liquid) 4 ml + H2SO4 (conc) 8 ml + H2O (l) 100 ml selama ±60 detik. Untuk pengecekan dengan Scanning Electron Microscope & EDX tidak dilakukan pengetsaan. Spesimen metalografi seperti Gambar 4. Pengecekan struktur sambungan menggunakan mikroskop optik merek Olympus
model GX71F dengan software “Stream Essentials” dan Scanning Electron Microscope & Energy Dispersive X-ray Spectroscopy (SEM & EDX) merek Hitachi seri EMAX X-Act.
a) b)
Gambar 4. Spesimen metalografi : a) Menggunakan mikroskop optik; b) Menggunakan SEM
4.
Hasil dan Pembahasan
Nilai kekuatan geser sambungan dapat dilihat pada Tabel 1. Tabel 1. Kekuatan geser sambungan
Pengaruh temperatur pemanasan terhadap nilai kekuatan geser rata-rata sambungan dapat dilihat pada Gambar 5. Dari Gambar 5 dapat dilihat nilai kekuatan geser rata-rata tertinggi adalah pada temperatur pemanasan 810ºC yaitu 95 MPa. Pada temperatur 860ºC nilai kekuatan geser rata-rata turun sedikit menjadi 94 MPa, dan nilai kekuatan geser rata-rata terendah adalah pada spesimen dengan temperatur pemanasan 760ºC yaitu 74 MPa. Nilai kekuatan geser pada temperatur pemanasan 810ºC lebih tinggi daripada temperatur pemanasan 760ºC dengan selisih rata-rata yang cukup jauh yaitu 22 MPa. Begitu juga pada temperatur pemanasan 860ºC yang memiliki nilai kekuatan geser lebih tinggi daripada temperatur pemanasan 760ºC dengan selisih 20 MPa. Namun nilai kekuatan geser rata-rata pada temperatur pemanasan 860ºC lebih rendah daripada temperatur 810ºC dengan selisih 1 MPa. 760ºC 810ºC 860ºC 1 86 100 70 2 77 100 104 3 47 71 96 4 85 111 106 Rata-rata 74 95 94 Spesimen Variasi Temperatur
Gambar 5. Nilai kekuatan geser rata-rata.
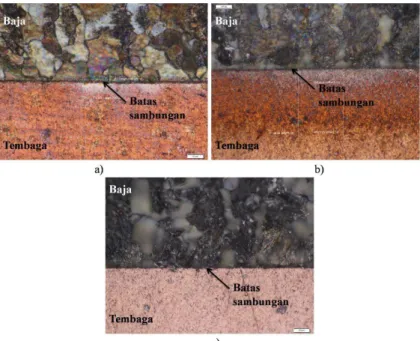
Gambar 6, merupakan pengamatan struktur mikro menggunakan mikroskop optik. Dari Gambar 6 tersebut tidak terlihat adanya interlayer yang terbentuk pada daerah sambungan.
Gambar 6. Struktur mikro sambungan baja AISI 1045 dengan tembaga C10100 dengan variasi temperatur pemanasan pada perbesaran 100 kali dengan mikroskop optik : a) T = 760ºC; b) T = 810ºC; c) T = 860ºC. Dari Gambar 6 dan Gambar 7 dapat dilihat struktur mikro sambungan baja AISI 1045 dengan tembaga C10100 yang mana tidak terlihat adanya inter layer pada daerah sambungannya. Ini dapat menandakan bahwa tidak ada unsur lain dari material yang disambung yang mengganggu proses difusi, sehingga memungkinkan atom induk masing-masing material saling berikatan akibat proses difusi tersebut. Artinya terjadi mekanisme larut padat (solid
solution) masing-masing atom pada proses penyambungan ini. Inilah yang menyebabkan tidak terbentuknya inter
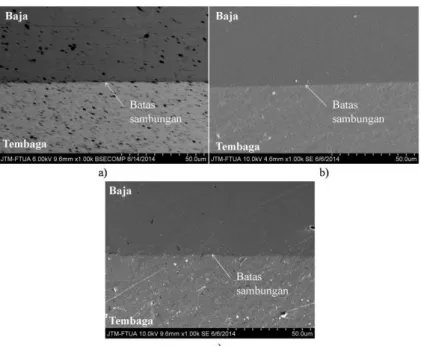
Gambar 7. Struktur mikro sambungan baja AISI 1045 dengan tembaga C10100 pada perbesaran 1000 kali menggunakan SEM : a) Temperatur pemanasan 760ºC; b) Temperatur pemanasan 810ºC; c) Temperatur
pemanasan 860ºC.
Pada Gambar 7 dapat dilihat garis batas sambungan tidak terlalu bergelombang. Artinya asperity permukaan kontak material telah rata dan halus akibat pengamplasan dan pemolesan. Asperity pada permukaan kontak tembaga C10100 kemudian terdeformasi plastis, dikarenakan nilai penekanan yang diberikan melebihi yield
strength tembaga C10100. Akibatnya kontak asperity yang merupakan penghubung difusi atom Fe – Cu menjadi
semakin banyak. Pada penelitian ini dapat dilihat bahwa tanpa menggunakan gas argon dan tanpa kondisi vakum saat proses pemanasan, dengan menggunakan temperatur pemanasan 810ºC, sambungan memiliki kekuatan geser yang tinggi.
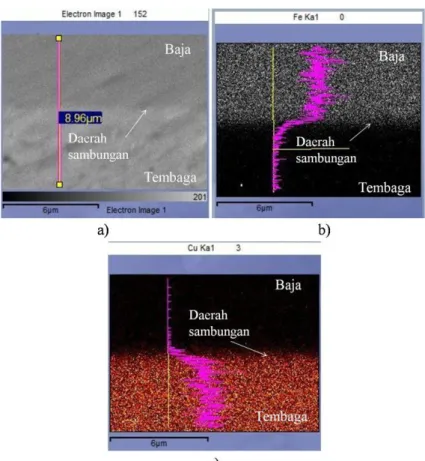
Pemeriksaan distribusi migrasi atom dilakukan dengan menggunakan EDX pada SEM. Hal ini bertujuan untuk mengetahui kedalaman difusi atom material pada daerah sambungan. Pada penelitian ini, pengukuran distribusi atom material hanya dilakukan pada satu garis pengamatan. Dari Gambar 8, dapat dilihat bahwa pada daerah sambungan terjadi migrasi atom. Terlihat dari perbedaan warna yang menegaskan perbedaan jenis material. Garis berwarna pink menandakan banyak/tingginya jumlah atom material yang dideteksi. Pada Gambar 8 b), terlihat distribusi atom Fe pada daerah sambungan, yang mana pada bagian baja grafik berwarna ungu menunjukan kandungan atom Fe yang tinggi. Setelah memasuki daerah sambungan, grafik menunjukkan adanya penurunan kandungan atom Fe, hingga akhirnya grafik tidak mendeteksi adanya atom Fe pada bagian tembaga. Begitu juga sebaliknya pada Gambar 8 c).
Gambar 8. Distribusi migrasi atom pada temperatur pemanasan 810ºC : a) Struktur mikro sambungan perbesaran 10000 kali; b) Distribusi atom Fe; c) Distribusi atom Cu.
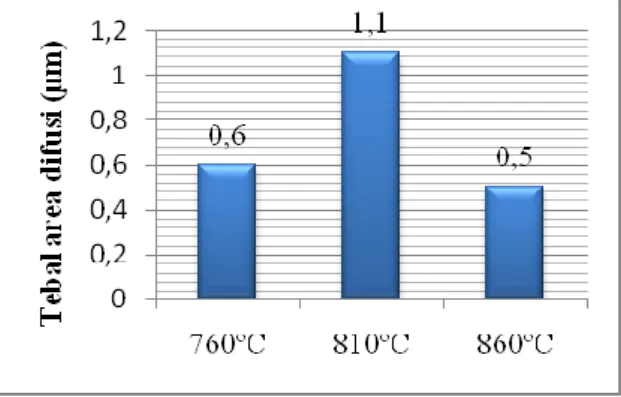
Dari Gambar 9, dapat dilihat kedalaman atom Fe-Cu berdifusi atau tebal area difusi yang terdeteksi pada temperatur pemanasan 810ºC dalam satu garis pengamatan adalah ±1,1 µm. Tebal area difusi ini sangat mempengaruhi sifat mekanik dari sambungan. Semakin tebal area difusi atom artinya persentasi aktivitas atom yang berdifusi semakin meningkat, yang menyebabkan terbentuk ikatan atom Fe – Cu yang lebih banyak.
Gambar 9. Distribusi atom Fe – Cu pada sambungan baja – tembaga dengan temperatur pemanasan 810ºC pada perbesaran 10000 kali
.
Semakin tebal area difusi juga menandakan bahwa atom-atom masing-masing material dapat berdifusi lebih dalam. Kemungkinan difusi yang terjadi adalah difusi substitusi dengan mekanisme penguatan larut padat, dikarenakan selisih ukuran atom Fe dengan Cu yang tidak terlalu besar. Tebal area difusi pada sambungan untuk temperatur pemanasan 760ºC, 810ºC, dan 860ºC dapat dilihat pada Gambar 7. Pada Gambar 10 dapat dilihat perbedaan konsentrasi ketebalan area difusi pada masing-masing sambungan dengan masing-masing temperatur pemanasan. Pada sambungan dengan temperatur pemanasan 810ºC memiliki ukuran tebal area difusiyang lebih besar dari sambungan lainnya. Dilihat dari kekuatan geser dan ketebalan area difusi pada sambungan spesimen dengan temperatur pemanasan 810ºC adalah yang paling tinggi daripada sambungan dengan temperatur
pemanasan 760ºC dan 810ºC. Ini dapat menandakan bahwa pada temperatur pemanasan 810ºC atom-atom masing-masing material berdifusi lebih aktif, sehingga ikatan atom Fe – Cu yang terbentuk juga semakin banyak.
Gambar 10. Tebal area difusi pada temperatur pemanasan 760ºC, 810ºC, dan 860ºC
Kemudian pada spesimen dengan temperatur pemanasan 860ºC memiliki tebal area difusi paling kecil yaitu sekitar 0,5 µm. Jika dilihat dari kekuatan gesernya, seharusnya spesimen ini memiliki tebal area difusi yang sedikit lebih kecil daripada spesimen dengan temperatur pemanasan 810ºC. Namun karena pengukuran hanya dilakukan satu kali, kemungkinan terjadi kesalahan. Kesalahan yang terjadi kemungkinan disebabkan karena bagian yang diukur tebal area difusinya merupakan bagian tepi material, atau area yang terukur tepat di area dengan tebal difusi yang kecil karena pengukuran hanya dilakukan satu kali. Oleh karena itu pengukuran sebaiknya dilakukan dibeberapa titik agar data yang didapatkan lebih baik.
5.
Kesimpulan
Dari penelitian ini dapat disimpulkan bahwa:
1. Baja AISI 1045 dengan tembaga C10100 dapat menyambung dengan baik. Dari 3 variasi temperatur pemanasan yaitu 760ºC, 810ºC, dan 860ºC hasil yang paling baik adalah pada temperatur 810ºC.
2. Nilai kekuatan geser rata-rata pada temperatur pemanasan 760oC adalah 74 MPa (terendah), temperatur pemanasan 810oC adalah 95 MPa (tertinggi) dan temperatur pemanasan 860oC adalah 94. Selisih nilai kekuatan geser rata-rata tertinggi (pada T = 810oC) dengan terendah (T = 760oC) adalah 22 MPa.
3. Tidak terlihat adanya inter layer pada sambungan menggunakan mikroskop optik dan SEM. Namun tebal area difusi pada sambungan dapat diperkirakan dengan pendeteksian distribusi atom material menggunakan EDX. Dari 3 variasi temperatur pemanasan, perkiraan area difusipaling tebal adalah pada spesimen dengan temperatur pemanasan 810ºC yaitu ±1,1 µm, dalam satu garis pengukuran.
Ucapan Terima Kasih
Penulis mengucapkan terima kasih kepada Direktorat Pendidikan Tinggi dan Universitas Andalas khususnya Lembaga Penelitian dan Pengabdian Masyarakat yang telah membiayai Penelitian ini dari Dana BOPTN melalui Skim Penelitian Fundamental dengan Kontrak No. 02/UN.16/PL/D-FD/2014.
Daftar Pustaka
[1] Wiryosumarto, Harsono. Toshie Okumura. 2008. “Teknologi Pengelasan Logam”. PT. Pradnya Paramita. [2] Ashby M,.Shercliff H,.Cebon D,. 2007. “Material Engineering Science Processing and Design”.
Butterwoth-Heinemann.UK : 286
[3] Callister, William D. “Materials Science and Engineering - An Introduction, 7th Edition”. John Willey &Sons : 112
[4] Hantoro, Sirod. Tiwan. 2005. “Diffusion Bonding Material Tungsten-Baja dengan Interlayer Ag-4% Cu”.
Teknoin 10:41-52
[5] Febriantoko, BambangWaluyo. 2008. “Studi Variasi Suhu Terhadap Kuat Mekanik Sambungan antara
Baja dengan Tembaga Pada Proses Furnace Brazing”. Media Mesin 9:35-42
[7] http://www.azom.com/article.aspx?ArticleID=6130 (diakses tanggal 18 November 2013) [8] http://www.webelements.com/ (diakses tanggal 18 November 2013)
[9] Wahyudhi, Ferly. 2013. “Pengaruh Temperatur Pemanasan Terhadap Kekuatan Geser Sambungan
AA5052 – Cu Murni Komersil dengan Free Vacuum Diffusion Bonding”.Teknik Mesin FT-Unand. Tugas
Akhir
[10] Nasution, Abdi Arpan Azhar. 2013. “Proses Penyambungan Difusi tanpa Vakum untuk Material Sejenis dengan Variasi Temperatur :Studi Kasus pada AA 5052 dan C 10100”. Teknik Mesin FT-Unand. Tugas
![Gambar 1. Mekanisme diffusion bonding (modifikasi)[1].](https://thumb-ap.123doks.com/thumbv2/123dok/2532735.2228551/3.892.280.612.165.333/gambar-mekanisme-diffusion-bonding-modifikasi.webp)