PERANCAN
PENGAYAK
PROGR
ANGAN DAN PEMBUATAN ME
K DENGAN SISTEM MEKANI
EMPAT BATANG
Oleh:
DAUD FRENGKI
NIM: 1007033853
RAM STUDI TEKNIK MESIN DIII
FAKULTAS TEKNIK
UNIVERSITAS RIAU
2015
i
TUGAS AKHIR
PERANCANGAN DAN PEMBUATAN MESIN
PENGAYAK DENGAN SISTEM MEKANISME
EMPAT BATANG
Diajukan Sebagai Syarat Untuk Menyelesaikan Studi Pada Program Studi DIII Teknik Mesin
Universitas Riau
Oleh :
DAUD FRENGKI
1007033853
PROGRAM STUDI TEKNIK MESIN DIII
FAKULTAS TEKNIK
ii
HALAMAN PENGESAHAN
Tugas Akhir dengan judul “Perancangan danPembuatan Mesin Pengayak Dengan Sistem Mekanisme Empat Batang”
Yang dipersiapkan dan disusun oleh :
Hiras Berezi NIM. 1007021596
Daud Frengki Nim. 1007033853
Program Studi Teknik Mesin D-III, Fakultas Teknik Universitas Riau
Telah berhasil dipertahankan di hadapan Tim Penguji dan diterima sebagai bagian persyaratan yang diperlukan untuk memperoleh gelar Ahli Madya pada tanggal 31
Juli 2015
SUSUNAN TIM PENGUJI
Nama/NIP Jabatan Paraf
Feblil Huda, ST., MT., Ph.D
NIP. 19800219 200312 1 001 Ketua Yohanes, ST., MT
NIP. 19690118 199702 1 001 Sekretaris Dedy Masnur, ST., M. Eng
NIP. 19761207 200312 1 002 Anggota Warman Fatra, ST., MT
NIP. 19720805 199903 1 003 Anggota Iwan Kurniawan, ST., MT
NIP.19790524 200501 1 002 Anggota Menyetujui,
Pembimbing
Yohanes, ST., MT. NIP. 19690118199702 1 001
Mengetahui,
Program Studi Teknik Mesin DIII Ketua,
iii
HALAMAN PERNYATAAAN ORISINALITAS
Dengan ini menyatakan bahwa Tugas Akhir dengan judul: Perancangan dan Pembuatan Mesin Pengayak Dengan Sistem Mekanisme Empat Batangtidak terdapat karya yang pernah diajukan untuk memperoleh gelar Ahli Madya di suatu perguruan tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Pekanbaru, 31 Juli2015
iv PRAKATA
Puji dan syukur kepada Tuhan Yang Maha Esa, karena atas rahmat dan karunia-Nya dengan segenap kekuatan, kesempatan, serta ketabahan, dan ilmu pengetahuan penulis dapat menyelesaikan kertas karya ini dengan baik dan benar, sehingga selesai pada waktunya dengan judul “Perancangan Dan Pembuatan Mesin Pengayak Dengan Sistem Mekanisme Empat Batang”.Kertas karya ini dibuat sebagai syarat untuk menyelesaikan perkuliahan dan mendapatkan Gelar Ahli Madya (A.Md) di Jurusan Teknik Mesin DIII Fakultas Teknik Universitas Riau, yang bertujuan untuk membuat sebuah mesin pengayak yang berguna untuk mempermudah melakukan pekerjaan yang berhubungan dengan pengayakan, baik bidang farmasi, pendidikan, makanan, industri, dan pada bidang lainnya.
Dalam pembuatan dan penyusunan kertas karya ini, penulis menyadari masih banyak terdapat kesalahan maupun kesulitan yang dihadapi, namun berkat tekat yang kuat dari hati penulis, serta motivasi dan masukan-masukan maupun bantuan dari semua pihak, baik berupa moril maupun materil akhirnya semuanya dapat dihadapi dan diatasi dengan baik, maka dalam kesempatan ini penulis mengucapkan banyak terima kasih kepada:
1. Bapak Yohanes ST.,MT.Selaku Pembimbing Tugas Akhir penulis dan Selaku Pembimbing Akademis Hiras Bereziyang terus memotivasi dan memberikan solusi untuk menyelesaikan Tugas Akhir ini.
2. Bapak Nazaruddin, ST., MT. Selaku Ketua Jurusan Teknik Mesin Universitas Riau.
3. Bapak Dedy Masnur, ST.,M.Eng. Selaku Ketua Program Studi DIII Teknik Mesin Universitas Riau.
v
5. Bapak Ir. Herisiswanto, MT., selaku kordinator tugas akhir Teknik Mesin Fakultas Teknik Universitas Riau.
6. Seluruh Bapak/Ibu Dosen dan Teknisi Laboratorium Teknik Mesin Universitas Riau yang telah memberikan ilmu dan pengajaran kepada penulis selama perkuliahan.
7. R. Hutapeadan N. Nababan sebagai orang tua yang telah bersusah payah merawat, membesarkan, menyekolahkan dengan penuh kesabaran mendidik semasa kecil hingga dewasa terlebih memberikan semangat, motivasi dan iringan doa selama mengikuti program diploma serta sebagai sumber nasehat dalam hidup penulis.
8. Josua Dwimensan dan Sri Chahyani Agustina,sebagai saudara kandung yang telah memberikan dukungan moril, dan semangat yang tiada hentinya kepada penulis hingga selesainya tugas akhir ini.
9. Sahabat dan teman-teman penulis selama masa perkuliahan khususnya Hawari, Sadikin, Jefri.N, Hiras B, Ripal, Arif.R, Hendra, Buha, Alza, Rischi Waldi, Rizky Hidayat, Nohendra, Sofyan, kepada abang angkatan 2009, 2008 dan adik-adik angkatan 2011, serta teman-teman lain yang tidak bisa namanya disebutkan satu persatu terimakasih atas perhatian dukungan dan motivasi selama ini
Akhir kata penulis mengucapkan terima kasih yang sebesar-besarnya kepada semua pihak yang turut membantu penulis dalam penyusunan kertas karya ini semoga dapat bermanfaat bagi pembaca dan khususnya penulis sendiri.
Pekanbaru, 31 Juli 2015
vi
HALAMAN PERNYATAAN PERSETUJUAN PUBLIKASI DAN PENGGUNAAN ALAT
TUGAS AKHIR UNTUK KEPENTINGAN AKADEMIS
Sebagai civitas akademik Universitas Riau, saya yang bertanda tangan di bawah ini :
: Universitas Riau
: Fakultas Teknik
: Tugas Akhir dan Alat
Demi perkembangan ilmu pengetahuan, menyetujui untuk memberikan kepada Universitas Riau Hak Bebas Royalti Noneksklusif (Non-exclusive Royalty Right) atau karya ilmiah saya yang berjudul: Perancangan Dan Pembuatan Mesin Pengayak Dengan Sistem Mekanisme Empat Batangbeserta perangkat yang ada (jika diperlukan). Dengan Hak Bebas Royalti Noneksklusif Universitas Riau berhak menyimpan, mengalihmedia/formatkan, mengelola dalam bentuk pangkalan data (database), merawat dan mempublikasikan Tugas Akhir saya selama tetap mencantumkan nama saya sebagai penulis/pencipta dan sebagai pemilik Hak Cipta.
Demikian pernyataan ini saya buat dengan sebenarnya.
Dibuat di : Pekanbaru Tanggal : 31 Juli 2015
Yang Menyatakan:
vii
Perancangan dan Pembuatan Mesin Pengayak dengan Sistem Mekanisme Empat Batang
Daud Frengki
Laboratorium Teknologi Produksi
Program Studi Teknik Mesin D3, Fakultas Teknik Universitas Riau
ABSTRAK
Kebutuhan manusia terhadap mesin pengayak sangatlah penting didalam kehidupan sehari-hari, karena alat ini mempermudah kinerja manusia dalam hal memisahkan butiran halus dan kasar sesuai dengan keinginan. Seiring kebutuhan manusia semakin meningkat terhadap alat ini, jenisnya, seperti pada bidang material, farmasi, makanan dan banyak lagi. Seperti pada bidang makanan tepung terigu diayak secara bertahap dan sedikit demi sedikit dengan menggunakan peralatan yang sangat sederhana. Dari hasil pembuatan dan uji coba alat pengayak tepung terigudengan mesh 200 menggunakan motor AC tipe DOL250-2, dengan waktu 5 menit dan putaran 229 rpm untuk mengayak tepung terigu seberat 500 gr menghasilkan produksi rata-rata 93,3 gr, dengan pengujian sebanyak tiga kali. Sedangkan pengayakan terigu seberat 500 gr dengan cara manual dan waktu 5 menit menghasilkan produksi rata-rata 53,3 gr, dengan pengujian sebanyak tiga kali.
viii
Designing and SievesMachine with System Four Rods Mechanism
Daud Frengki
Production Technology Laboratory
Diploma Program Mechanical Engineering, Faculty of Engineering, University of Riau
ABSTRACT
The human need for sieving machine is very important in everyday life, because these tools facilitate human performance in terms of separating the fine and coarse grains liking. As the growing human needs for these tools, type, as in the field of materials, pharmaceuticals, food and more. As in the field of food sifted flour gradually and little by little by using a very simple equipment. From the results of the manufacturing and testing tool mesh sieve flour with 200 uses AC motor types DOL250-2, with a time of 5 minutes and a round of 229 rpm to sift flour weighing 500 gr produce an average yield of 93.3 g, with testing of three times. While sifting flour weighing 500 grams with manual and within 5 minutes to produce an average yield of 53.3 g, with a test three times.
ix DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
HALAMAN PERNYATAAAN ORISINALITAS ... iii
PRAKATA ... iv
HALAMAN PERNYATAAN PERSETUJUAN PUBLIKASI TUGAS AKHIR UNTUK KEPENTINGAN AKADEMIS ... vi
ABSTRAK ... vii
DAFTAR ISI ... ix
DAFTAR GAMBAR ... xiii
DAFTAR TABEL ... xvi
DAFTAR NOTASI ... xviii
DAFTAR LAMPIRAN ... xx
BAB IPENDAHULUAN 1.1 LatarBelakang ... 1
1.2 Tujuan ... 2
1.3 Manfaat ... 2
1.4 Batasan Masalah ... 2
1.5 Sistematika Penulisan ... 3
BAB IITINJAUAN PUSTAKA 2.1 Pengertian Pengayakan ... 4
2.2 Teknik Pengayakan... 4
x
2.2.2Teknik Pengayakan Secara Mekanik ... 6
2.3 Standar Ayakan ... 6
2.4 Motor Listrik ... 8
2.5 Batang Penghubung ... 11
2.6 Bantalan ... 13
2.7 Sabuk ... 18
2.8 Puli ... 24
2.9 Poros ... 26
2.10Kopling ... 28
2.10.1Kopling Tetap ... 29
2.10.2Kopling Tidak Tetap ... 31
2.11 Pengelasan ... 34
2.11.1 Klasifikasi Las Berdasarkan Sambungan Dan Bentuk Alurnya . 34 2.11.2 Macam-macam Posisi Pengelasan ... 38
2.11.3 Elektroda Polaritas Pengelasan ... 39
2.11.4 Perhitungan ... 40
2.12Proses Pemesinan... 41
2.12.1 Mesin Bubut ... 41
2.12.2 Mesin Drill ... 46
2.13 Timbangan ... 47
BAB IIIMETODOLOGI 3.1 Perancangan dan Pembuatan Mesin ... 49
3.2 Prinsip Kerja ... 51
xi
3.4 Perancangan Daya Motor ... 53
3.4.1Faktor Koreksi fc ... 55
3.4.2Daya Rencana Pd (W)... 55
3.5 Perencanaan Puli dan Sabuk ... 56
3.5.1 Perencanaan Puli ... 56
3.5.2Perencanaan Sabuk ... 57
3.5.3 Perhitungan Panjang Sabuk ... 57
3.5.4Jarak Antara Sumbu Poros (Cp) ... 58
3.5.5Menentukan Sudut Kontak (θ) ... 58
3.5.6 Menentukan Besarnya Daya yang Akan Ditransmisikan ... 59
3.5.7Jumlah Sabuk ... 60
3.5.8Gaya Tarik Sabuk ... 61
3.5.9 Menghitung Kecepatan Linier Sabuk ... 61
3.5.10Menghitung Sudut Kontak Puli ... 61
3.5.11Menghitung Gaya Tarik Sentrifugal Sabuk ... 62
3.5.12Menghitung Gaya Tumpuan Pada Poros ... 64
3.5.13Menentukan Momen Puntir poros ... 65
3.6Perancangan Diameter Poros ... 67
3.6.1 Menentukan Torsi ... 67
3.6.2Menentukan Diameter Porosds (mm)... 68
3.7Pemilihan Bantalan ... 69
3.8 Perencanaan Kopling ... 71
3.9 Perhitungan Pengelasan ... 72
3.10Parameter Proses Pemesinan ... 74
xii
3.10.2 Perencanaan Puli ... 74
3.10.3 Bubut ... 74
3.11 Pembuatan Alat ... 77
3.11.1 Tempat dan Waktu Pembuatan ... 77
3.11.2 Bahan yang digunakan ... 77
3.11.3 Proses Pembuatan Alat ... 78
3.11.4 Pelaksanaan Pembuatan ... 91
3.12Perakitan Alat Mesin Pengayak ... 99
BAB IVHASIL DAN PEMBAHASAN 4.1 Hasil Pembuatan ... 102
4.2Komponen Utama Mesin Pengayak Dengan Sistem Mekanis Empat Batang ... 103
4.3 Prosedur Pengoperasian Mesin Pengayak ... 105
4.4Prosedur Pengujian ... 107
4.4.1 Alat ... 107
4.4.2 Bahan ... 108
4.4.3 Prosedur Pengujian ... 109
4.5Data dan Hasil Pengujian... 109
4.6Pembahasan ... 112
BAB VSIMPULAN DAN SARAN 5.1 Simpulan ... 113
5.2 Saran ... 113 DAFTAR PUSTAKA
xiii
DAFTAR GAMBAR
Gambar 2.1 Saringan Dengan Metode Pengayakan Manual ... 5
Gambar 2.2 Motor Listrik ... 9
Gambar 2.3 (a) Crank Rocker Mechanism (b) Double Rocker Mechanism(c) Drag LinkMechanism ... 11
Gambar 2.4 Arah Kecepatan Relatif ... 12
Gambar 2.5 Bantalan Radial / Beban Putar ... 14
Gambar 2.6 Bantalan Aksial / Beban Tekan ... 14
Gambar 2.7 Jenis-Jenis Bantalan Gelinding ... 16
Gambar 2.8 Konstruksi Sabuk V ... 18
Gambar 2.9 Ukuran Penampang Sabuk V ... 19
Gambar 2.10 Diagram Pemilihan Sabuk V ... 19
Gambar 2.11 Perhitungan Panjang Keliling Sabuk ... 20
Gambar 2.12 Sudut Kontak Pada Puli ... 21
Gambar 2.13 Macam-Macam Kopling ... 31
Gambar2.14 Macam-Macam Kopling Fluida ... 31
Gambar 2.15 Dua Macam Kopling Tidak Tetap ... 32
Gambar 2.16 Kopling Kerucut ... 32
Gambar 2.17 Kopling Friwil ... 32
Gambar 2.18 Penggolongan Kopling Menurut Kerja ... 33
Gambar 2.19 Jenis-Jenis Sambungan Dasar ... 35
Gambar 2. 20 Macam-Macam Sambungan T ... 36
Gambar 2. 21 Sambungan Tumpang ... 36
Gambar 2. 22 Sambungan Sisi ... 37
Gambar 2. 23 Sambungan Dengan Penguat ... 38
Gambar 2. 24 Pengelasan Dengan Posisi Datar ... 38
Gambar 2. 25 Pengelasan Dengan Posisi Horizontal Dan Vertikal ... 39
Gambar 2. 26 Pengelasan Pada Posisi Overhead ... 39
Gambar 2. 27 Mesin Bubut ... 41
xiv
Gambar 2. 29 Mesin Drill... 47
Gambar 2. 30 Jenis Mata Drill ... 47
Gambar 2. 31 Timbangan Mekanik ... 48
Gambar 3.1 Diagram Alir Penentuan Parameter Desain Alat ... 49
Gambar 3.2Sketsa Mesin Pengayak ... 51
Gambar 3.3 Arah Kecepan Relatif ... 52
Gambar 3.4 Motor Listrik AC ... 55
Gambar 3.5Spesifikasi Motor ... 56
Gambar 3.6Penampang Sabuk Berbentuk Trapesium ... 62
Gambar 3.7 Poros Pada Batang Pengayun ... 64
Gambar 3.8 Diagram Benda Bebas Awal ... 64
Gambar 3.9Diagram Benda Bebas Akhir ... 65
Gambar 3.10 Potongan Poros ... 65
Gambar 3.11 Potongan Pertama ... 66
Gambar 3.12 Potongan Kedua ... 66
Gambar 3.13 Diagram Momen Puntir ... 67
Gambar 3.14Gaya-Gaya Pada Bantalan Radial ... 69
Gambar 3.15 Dimensi Panjang Daerah Las Sudut ... 73
Gambar 3.16 Dimensi Panjang Daerah Las Temu ... 74
Gambar 3.17 Dimensi Poros ... 75
Gambar 3.18 Dimensi Puli ... 75
Gambar 3.19 Proses Pembubutan ... 79
Gambar 3.20 Pembubutan Roughing ... 79
Gambar 3.21Pemasangan Lengan Pengayun... 99
Gambar 3.22Pemasangan Dudukan Wadah Pengayak ... 99
Gambar 3.23Pemasangan Reducer ... 99
Gambar 3.24Pemasangan Motor ... 100
Gambar 3.25Pemasangan Bantalan ... 100
Gambar 3.26Pemasangan Sabuk ... 100
Gambar 3.27 Pemasangan Conecting Rod ... 101
xv
Gambar 4.1Foto Mesin Pengayak ... 103
Gambar 4.2 Motor Listrik ... 103
Gambar 4.3 Pengayak ... 104
Gambar 4.4Conecting Rod ... 104
Gambar 4.5 Bantalan ... 104
Gambar 4.6 Lengan Pengayun... 105
Gambar 4.7 Kerangka ... 105
Gambar 4.8Stocker Contact Electric ... 106
Gambar 4.9 Tombol ON Dan OFF ... 106
Gambar 4.10Pengatur Kecepatan ... 106
Gambar 4.11 Tombol OFF ... 107
Gambar 4.12 Saringan Dengan Mesh 200 ... 107
Gambar 4.13Tachometer ... 107
Gambar 4.14 Stopwatch ... 108
Gambar 4.15 Timbangan ... 108
Gambar 4.16 Tanah Liat Halus... 108
xvi
DAFTAR TABEL
Tabel2.1Rancangan dan Dimensi Ayakan Menurut Standar Amerika dan Standar
Tyler ... 7
Tabel 2.2 Fakor-faktor Koreksi Daya yang akan Ditransmisikan fc ... 10
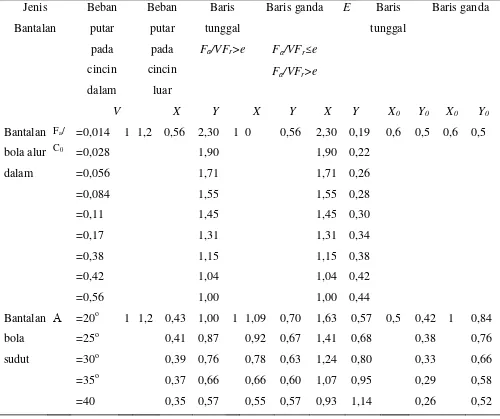
Tabel 2.3 Faktor-faktor V, X, Y, dan X0, Y0 ... 17
Tabel 2.4 Pemilihan Bantalan Radial ... 18
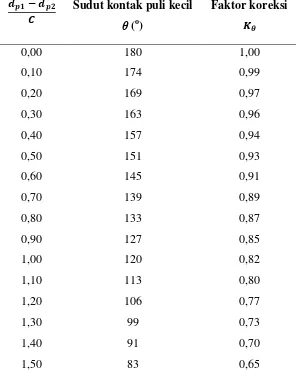
Tabel 2.5 Faktor Koreksi ... 22
Tabel 2.6 Konstanta yang Digunakan untuk Persamaan Nilai Daya... 22
Tabel 2.7 Faktor Perbandingan Kecepatan Yang Digunakan Untuk Persamaan . 23 Tabel 2.8 Diameter Minimum Puli yang Diizinkan dan Dianjurkan (mm) ... 24
Tabel 2.9 Sifat Beberapa Bahan Dasar Sabuk ... 25
Tabel 2.10 Tegangan Tarik Izin Sabuk ... 25
Tabel 2.11 Koefisien Gesek Bahan Sabuk ... 26
Tabel 2.12 Faktor Keamanan Poros ... 27
Tabel 2.13 Batang Baja Karbon untuk Konstruksi Mesin dan Baja yang Difinis Dingin untuk Poros... 27
Tabel 2.14 Faktor Koreksi Poros ... 28
Tabel 2.15 Besar Arus Dalam Amper dan Elektroda ... 40
Tabel 2.16Feeding Mesin Bubut ... 45
Tabel 2.17 Kecepatan Putaran Spindle Mesin ... 46
Tabel 2.18 Kecepatan Potong ... 46
Tabel 3.1 Hasil Perhitungan Perbandingan Puli ... 57
Tabel 3.2Sudut Kontak Pada Puli Dan Sibuk ... 57
Tabel 3.3Keterangan Sabuk (Standar Mitsuboshi) ... 61
Tabel 3.4 Bahan dan Alat yang Digunakan ... 77
Tabel 3.5 Menunjukkan Parameter-Parameter Hasil Pembubutan Poros ... 85
Tabel 3.6 Menunjukkan Parameter-Parameter Hasil Pembubutan Puli ... 91
Tabel 3.7 Proses Pengerjaan Pembuatan ... 92
Tabel 3.8 Proses Pengerjaan Rangka... 92
xvii
Tabel 4.1 Hasil Pengujian Tanah Liat Menggunakan Mesin ... 110
Tabel 4.2 Hasil Pengujian Tanah Liat Dengan Proses Manual ... 110
Tabel 4.3 Hasil Pengujian Tepung Terigu Menggunakan Mesin ... 111
xviii
DAFTAR NOTASI
Simbol Satuan Keterangan
T N.m Torsi
F N Gaya pada poros
rp mm Jari-jari pilu
n1 Rpm Putaran motor
Ω rad/s Kecepatan sudut
Pd W Daya rencana
fc - Faktor koreksi
P W Daya yang ditransmisikan
n2 Rpm Putaran poros yang digerakan
Dp mm Diameter puli besar
Dp mm Diameter puli kecil
Lp mm Panjang sabuk
Cp mm Jarak sumbu poros
Po Kw Daya yang ditransmisikan
Ɵ o
Sudut kontak puli
KƟ - Faktor koreksi puli
V m/s Kecepatan linier sabuk
Ws N Berat sabuk
G m/s2 Grafitasi
rDp mm Jari-jari puli besar
N Gaya sentrifugal sabuk
Fa N Gaya tarik sisi kencang sabuk
Fb N Gaya tarik sisi kendor sabuk
A mm Luas penam[ang sabuk
N/mm2 Tegangan tarik
fef N Gaya tarik efektif
xix
τa Kg/mm2 Tegangan geser
Ds mm Diameter poros
T Kg.mm Momen torsi
fn - Faktor kecepatan
fh - Faktor umur bantalan
Cor Kg Beban nominal dinamis
Lh Jam Umur nominal bantalan
∆l mm Pertambahan panjang
Vc m/min Kecepatan potong
Vf mm/min Kecepatan makan
Tc Menit Waktu pemotongan
Z cm3/min Kecepatan penghasil geram
d0 mm Diameter luar poros
di mm Diameter dalam poros
xx
DAFTAR LAMPIRAN
LAMPIRAN A GAMBAR TEKNIK MESIN PENGAYAK DENGAN SISTEM
MEKANISME EMPAT BATANG ... 117
LAMPIRAN B TABEL-TABEL ... 128
Lampiran B1 TabelPemilihan Bantalan Radial... 129
Lampiran B2 Tabel Sifat Beberapa Bahan Dasar Sabuk ... 130
Lampiran B3 Tabel Koefisien Gesek Bahan Sabuk. ... 130
Lampiran B4 Tabel Besar Arus Dalam Amper dan Elektroda. ... 131
Lampiran B5 Tabel Feeding Mesin Bubut ... 132
Lampiran B6 Tabel Kecepatan Putaran Spindle Mesin ... 133
Lampiran B7 Tabel Kecepatan Potong ... 133
1
1.1 LatarBelakang
Pengayakan adalah sebuah cara pengelompokan butiran, yang akan
dipisahkan menjadi satu atau beberapa kelompok. Dengan demikian, dapat
dipisahkan antara partikel lolos ayakan (butiran halus) dan yang tertinggal
diayakan (butiran kasar). Ukuran butiran tertentu yang masih bisah melintas
ayakan, dinyatakan sebagai butiran batas(Voigt, 1994). Pengayakan umumnya
terbagi dua jenis yaitu pengayakan manual dan pengayakan mekanik. Pengayakan
manual, dilakukan dengan memaksa bahan melewati lubang ayakan, umumnya
dilakukan dengan bantuan bilah kayu atau bilah bahan sintetis. Sekelompok
partikel dinyatakan memiliki tingkat kehalusan tertentu jika seluruh partikel dapat
melintas dari lebar lubang yang sesuai (artinya tanpa sisa diayakan). Sedangkan,
pada pengayak secara mekanik (pengayak getar, guncang atau kocokan) dilakukan
dengan bantuan mesin, yang umumnya mempunyai satu set ayakan dengan
ukuran lebar lubang standar yang berlainan. Bahan yang didalam ayakan, akan
bergerak-gerak diatas ayakan, berdesakan melalui lubang kemudian terbagi
menjadi fraksi-fraksi yang berbeda-beda (Irma, 2012).
Kebutuhan manusia terhadap mesin pengayak sangatlah penting didalam
kehidupan sehari-hari, karena alat ini mempermudah kinerja manusia dalam hal
memisahkan bulir-bulir halus dan kasar sesuai dengan keinginan. Seiring
kebutuhan manusia semakin meningkat terhadap alat ini, seperti pada bidang
material, farmasi, makanan, pendidikan dan lain-lain (Irma, 2012).
Contoh seperti pada bidang pendidikan, terutama pada perkuliahan proses
pengayakan sangat sering dilakukan pada saat melakukan penelitian atau pun pada
saat praktikum. Tetapi masih mengayak secara manual, sehingga memperlama
kegiatan penelitian dan praktikum, serta lebih cepat lelah. Maka dari itu penulis
berfikir membuat mesin pengayak agar mempermudah manusia melakukan proses
1.2 Tujuan
Adapun tujuan pelaksanaan Tugas Akhir ini yaitu :
1) Merancang dan membuat mesin pengayak dengan sistem mekanisme
empat batang.
2) Mengukur kemampuan alatdalam memproduksi dengan waktu 5 menit
dan kapasitas 500 gr dengan putaran 229 rpm.
3) Membandingkan kemampuan alat dalam memproduksi dengan hasil
produksi pengayakan secara manual.
1.3 Manfaat
Manfaat yang akan didapatkan setelah melakukan pembuatan Tugas Akhir
ini yaitu :
1) Menambah ilmu penerapan teknologi dalam perancangan dan
pembuatan teknologi tepat guna terutama dalam teknologi terbarukan.
2) Menghasilkan mesin pengayak dengan sistem mekanisme empat
batangdengan skala lab yang lebih mudah dalam penggunaannya.
3) Mempercepat, mempermudah dan menghemat waktu dalam proses
pemisahan material yang halus dan kasar.
1.4 Batasan Masalah
Adapun batasan masalah pada Tugas Akhir ini adalah:
1) Mesin pengayak dengan sistem mekanisme empat batang skala
laboratorium dengan kapasitas 500 gr.
2) Ayakan yang digunakan dengan ukuran mesh 200
3) Dalam perancangan dan pembuatan mesin pengayak dengan sistem
mekanisme empat batang ini, bahan yang diayak adalah tepung dan
sejenis abu yang diayak menjadi butiran-butiran halus dengan ukuran
1.5 Sistematika Penulisan
Adapun sistematika penulisan dalam laporan tugas akhir ini adalah:
Bab I Pendahuluan
Bab ini berisi tentang hal-hal yang melatar belakangi penulisan laporan,
tujuan tugas akhir, manfaat, batasan masalah dan sistematika penulisan.
Bab II Tinjauan Pustaka
Bab ini berisi tentang teori dasar yang mendasari perancangan dan
pembuatan mesin pengayak dengan sistem mekanisme empat batang.
Bab III Metodologi
Bab ini berisi tentang tahapan-tahapan yang dilalui pada proses
perancangan dan langkah-langkah kerja pembuatan mesin kombinasi
pelubang dan penekuk pelat, serta alat-alat dan bahan yang dipergunakan
dalam perancangan dan pembuatan mesin pengayak dengan sistem
mekanisme empat batang.
Bab IV Hasil dan Pembahasan
Bab ini berisikan tentang komponen mesin, prosedur pengoperasian dan
data hasil pengujian mesin pengayak dengan sistem mekanisme empat
batang.
Bab V Simpulan dan Saran
BAB II
TINJAUAN PUSTAKA
2.1 Pengertian Pengayakan
Pengayakan adalah sebuah cara pengelompokan butiran, yang akan dipisahkan menjadi satu atau beberapa kelompok. Dengan demikian dapat dipisahkan antara partikel lolos ayakan (butiran halus) dan yang tertinggal di ayakan (butiran kasar). Ukuran butiran tertentu yang masihdapat melintasi ayakan dinyatakan sebagai butiran batas (Voigt, 1994).
Pengayakan merupakan pemisahan berbagai campuran partikel padat yang mempunyai berbagai ukuran bahan dengan menggunakan ayakan. Proses pengayakan juga digunakan sebagai alat pembersih, pemisah kontaminan yang ukurannya berbeda dengan bahan baku. Pengayakan memudahkan kita untuk mendapatkan serbuk dengan ukuran yang seragam. Dengan demikian pengayakan dapat didefinisikan sebagai suatu metoda pemisahan berbagai campuran partikel padat sehingga didapat ukuran partikel yang seragam serta memiliki ukuran yang berbeda dengan menggunakan alat pengayakan (Irma, 2012).
2.2 Teknik Pengayakan
Pengayakan merupakan suatu metode yang digunakan untuk mendapatkan ukuran partikel yang diinginkan. Metode ini memiliki dua teknik yang dapat diaplikasikan dalam pembuatan sediaan farmasi, yaitu teknik pengayakan manual dan teknik pengayakan mekanik. Berikut adalah penjelasan mengenai teknik pengayakan manual dan teknik pengayakan mekanik(Irma, 2012).
2.2.1 Teknik Pengayakan Manual
tertentu. Sekelompok partikel dikatakan memiliki tingkat kehalusan tertentu jika seluruh partikel dapat melintasi lebar lubang yang sesuai (tanpa sisa di ayakan). Dengan demikian ada batasan maksimal ukuran partikel(Irma, 2012).
Teknik pemisahan ini merupakan teknik manual, teknik ini dapat dilakukan untuk campuran heterogen khususnya campuran dalam fasa padat. Proses pemisahan didasari atas perbedaan ukuran partikel didalam campuran tersebut. Sehingga ayakan memiliki ukuran pori atau lubang tertentu, ukuran pori dinyatakan dalam satuan mesh, contoh ayakan dapat dilihat pada Gambar 2.1. Sebagai contoh sederhana kita dapat lakukan pemisahan pasir dari sebuah campuran pasir dan batu kerikil, menggunakan ayakan yang porinya cukup halus(Irma, 2012).
Gambar 2.1 Saringan Dengan Metode Pengayakan Manual
Pengayakan adalah proses pemisahan secara mekanik berdasarkan perbedaan ukuran partikel. Pengayakan (screening) dipakai dalam skala industri, sedangkan penyaringan (sieving) dipakai untuk skala laboratorium(Irma, 2012).
Produk dari proses pengayakan/penyaringan ada 2 (dua), yaitu : 1) Ukuran lebih besar daripada ukuran lubang-lubang ayakan (oversize). 2) Ukuran yang lebih kecil daripada ukuran lubang-lubang ayakan
Dalam proses industri, biasanya digunakan material yang berukuran tertentu dan seragam. Untuk memperoleh ukuran yang seragam, maka perlu dilakukan pengayakan. Pada proses pengayakan zat padat itu dijatuhkan atau dilemparkan ke permukaan pengayak. Partikel yang di bawah ukuran atau yang kecil (undersize), atau halusan (fines), lulus melewati bukaan ayak, sedang yang di atas ukuran atau yang besar (oversize), atau buntut (tails) tidak lulus. Pengayakan lebih lazim dalam keadaan kering(Irma, 2012).
2.2.2 Teknik Pengayakan Secara Mekanik
Pengayakan secara mekanik (pengayakan getaran, guncangan, atau kocokan) dilakukan dengan bantuan mesin, yang umumnya mempunyai satu set ayakan dengan ukuran lebar lubang standar yang berlainan(Irma, 2012).
Suatu ayakan terdiri dari bingkai ayakan dan jaringan ayakan dalam hal ini dikenal dengan istilah mesh. Mesh adalah istilah yang menyatakan jumlah bukaan per inci liniear dari permukaan ayakan (Brown,1950). Biasanya jaringan tersebut dilengkapi dengan peralatan lain sesuai dengan jenis ayakan, misalnya pada ayakan goyang bingkai ayakan dihubungkan dengan batang penggerak ke roda gerak(Irma, 2012).
2.3 Standar Ayakan
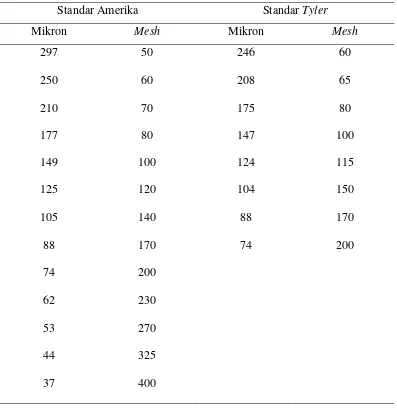
Teknik pengayakan yang dilakukan tentunya memiliki tujuan dalam pembuatan suatu sediaan farmasi. Untuk mendapatkan ukuran partikel yang diinginkan maka terdapat beberapa standar ayakan yang biasanya digunakan dalam pembuatan sediaan farmasi. Standar ayakan yang akan dibahas kali ini adalah Standar Amerika, Standar Tyler dan Standar menurut United States Pharmacopeia ( USP )(Irma, 2012).
Sebuah ayakan terdiri dari suatu panci dengan dasar kawat kasar dengan lubang – lubang segi empat. Di Amerika Serikat digunakan dua standar ayakan. Yaitu skala standar Tyler didasarkan pada ukuran lubang (0,0029”) pada kasa yang mempunyai 200 lubang pada setiap 1 inci linear, yaitu 200-mesh. Skala Standar Amerika yang dianjurkan oleh Biro Standar Nasional umumnya menggunakan perbandingan, tetapi didasarkan pada lubang 1 mm (18-mesh). Kedua ayakan standar ini dapat dilihat pada Tabel 2.1.
Tabel2.1Rancangan dan Dimensi Ayakan Menurut Standar Amerika dan
Standar Tyler
Standar Amerika Standar Tyler
Mikron Mesh Mikron Mesh
5660
312 5613 312
4760 4 4699 4
4000 5 3965 5
3360 6 3327 6
2830 7 2794 7
2380 8 2362 8
2000 10 1651 10
1680 12 1397 12
1410 14 1168 14
1190 16 991 16
1000 18 883 20
840 20 701 24
710 25 589 28
590 30 495 32
500 35 417 35
420 40 351 42
Tabel 2.1Rancangan dan Dimensi Ayakan Menurut Standar Amerika danStandar
Tyler(Sambungan)
Standar Amerika Standar Tyler
Mikron Mesh Mikron Mesh
297 50 246 60
250 60 208 65
210 70 175 80
177 80 147 100
149 100 124 115
125 120 104 150
105 140 88 170
88 170 74 200
74 200
62 230
53 270
44 325
37 400
2.4 Motor Listrik
kedudukan kapasitor pada motor terletak pada bagian atas motor, ada juga yang di dalam kerangka motor itu sendiri. Kapasitor ini berfungsi untuk mempertinggi kopel awal dan mengurangi arus start pada motor kapasitor dan geseran fasa antara belitan utama dan bantu lebih dipertajam. Contoh motor listrik dapat dilihat pada Gambar 2.2.
Gambar 2.2Motor Listrik
Konstruksi motor induksi satu fasa hampir sama dengan motor induksi fasa banyak, yaitu terdiri dari dua bagian utama yaitu stator dan rotor. Keduanya merupakan rangkaian magnetik yang berbentuk silinder dan simetris. Diantara rotor dan stator ini terdapat celah udara yang sempit.
Stator merupakan bagian yang diam sebagai rangka tempat kumparan stator terpasang. Bagian ini terdiri atas : inti stator, kumparan stator dan alur stator. Motor induksi satu fasa dilengkapi dengan dua kumparan stator yang dipasang terpisah, yaitu kumparan utama atau sering disebut dengan kumparan berputar dan kumparan bantu yang sering disebut dengan kumparan start.
Rotor merupakan bagian yang berputar. Bagian ini terdiri atas inti rotor, belitan rotor dan alur rotor. Terdapat dua jenis rotor yaitu rotor belitan (wound rotor) dan rotor sangkar(squirrel cage rotor).
= (2.1) Untuk menghitung momen puntir dan kecepatan sudut, dapat digunakan Persamaan 2.2 dan Persamaan 2.3 (Sularso, 1997).
= 9,74 10
Keterangan: T : Momen rencana ( Kg.mm) : Daya rencana ( kW )
: Putaran poros (rpm)
: Kecepatan sudut (rad/s)
: Putaran motor (rpm) : Jari-jari (mm) atau
= (2.2)
= (2.3)
Mendapatkan daya yang direncanakan digunakan Persamaan 2.4 (Sularso, 1997).
= . (2.4)
Keterangan: : Daya rencana yang dibutuhkan (W)
. : Faktor Koreksi P : Daya Motor (W)
Untuk menentukan faktor koreksi daya yang digunakan, dapat dilihat pada Tabel 2.1 (Sularso, 1997).
Tabel 2.2Fakor-faktor Koreksi Daya yang akan Ditransmisikanfc
Daya yang akan ditransmisikan fc
Daya rata-rata yang diperlukan Daya maksimum yang diperlukan Daya normal
2.5 Batang Penghubung
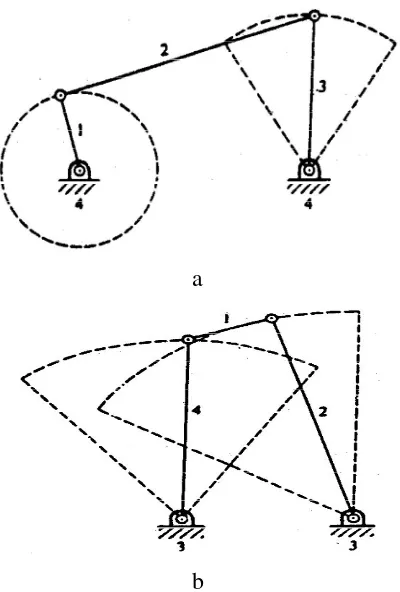
Batang penghubung digunakan pada sebagian peralatan mekanik untuk mencapai proses atau gerakan tertentu. Mekanisme semacam ini terdiri dari batang-batang yang bergerak relatif satu terhadap yang lain, dalam hal ini batang penghubung yang digunakan adalah batang penghubung dengan mekanisme empat batang (for bar mechanism).
Mekanisme empat batang itu yaitu batang penghubung yang terdiri dari empat batang (link) yang dihubungkan oleh sambungan-sambungan (joint) sedemikian rupa sehingga memungkinkan terjadinya gerakan relatif diantara batang-batang yang ada.
Mekanisme empat batang dapat dibedakan menjadi tiga jenis, dapat dilihat pada Gambar 2.3 (Kimbrell, J.T 1991)
1) crank rocker mechanism,
2) double rockermechanism
3) drag link mechanism
a
b
Gambar 2.3 (a) Crank Rocker Mechanism (b) Double Rocker Mechanism(c)
c
Gambar 2.3 (a) Crank Rocker Mechanism (b) Double Rocker Mechanism(c)
Drag Link Mechanism (Sambungan)
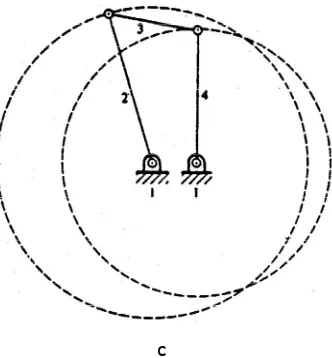
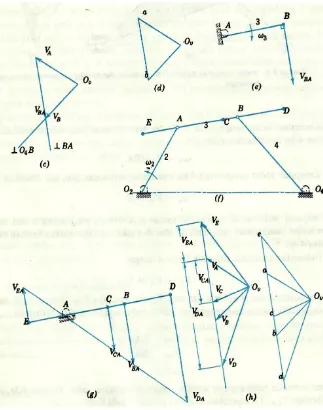
Untuk menghitung kecepatan sudut pada mekanis empat batang dengan Persamaan 2.5 (A.R Holowenko, 1955)
= 2 2 (2.5)
Tegak lurus ke garis − , dan seperti ditunjukkan dalam Gambar 2.4 b
! = ! (2.6)
Kecepatan sudut penghubung 3 dalam arah putaran jam seperti ditunjukkan dalam Gambar 2.4 e
"= ! /$ (2.7)
Kecepatan sudut penghubung 4 kearah melawan putaran jam
% = !/ % $ (2.8)
Gambar 2.4Arah Kecepatan Relatif
Gambar 2.4Arah Kecepatan Relatif (Sambungan) ( Sumber: A.R Holowenko, 1955)
2.6 Bantalan
Bantalan merupakan elemen mesin yang berfungsi untuk menumpu poros yang diberi beban, dengan demikian putaran mesin dapat bergerak dengan baik.
A Berdasarkan A 1) Bantalan radial
Arah beban ya Untuk lebih jelasnya d
G
2) Bantalan aksia Arah beban y poros. Untuk lebih jel
Ga
B Berdasarkan g
1) Bantalan luncu
Untuk jenis y biasanya dipasang pad
Arah Beban Terhadap Poros al (Beban Putar)
yang ditumpu bantalan ini adalah sejajar denga a dapat melihat Gambar 2.5.
Gambar 2.5Bantalan Radial / Beban Putar
(Sumber: Kurniawan, 2011)
sial (Beban Tekan)
yang ditumpu bantalan ini adalah tegak lurus jelasnya dapat melihat Gambar 2.6.
Gambar 2.6Bantalan Aksial / Beban Tekan
(Sumber: Kurniawan, 2011)
gerakan bantalan terhadap poros cur (Sliding Contact Bearing)
yang bantalan luncur mendapat gesekan y ada poros engkol dan mampu memikul beban
gan sumbu poros.
rus dengan sumbu
Jenis dan fungsi dari bantalan luncur:
a. Bantalan luncur silinder penuh, digunakan untuk poros-poros yang ukuran kecil berputar lambat dan beban ringan.
b. Bantalan inside, digunakan untuk poros dengan beban yang sering berubah, misalkan bantalan poros engkol dari poros-poros presisi.
c. Bantalan luncur sebagian, digunakan untuk poros yang berputar lambat, beban berat tetapi tidak berubah-ubah. Misalkan bantalan pada mesin-mesin perkakas kepala cekam.
d. Bantalan bukan logam, digunakan untuk leher-leher poros yang memerlukan pendingin zat cair dan tidak mendapat beban berat. Pada lapisan juga berfungsi sebagai pelumas, bahan lapisan yang digunakan yaitu karet, plastik dan ebonit.
e. Bantalan luncur tranlasi, digunakan untuk blok-blok luncur gerak lurus, seperti blok luncur pada batang torak mesin uap dan blok luncur pada mesin produksi.
2) Bantalan gelinding (RollingContact Bearing/Anti Frictiont)
Pada bantalan ini, terjadi gesekan gelinding antara bagian yang berputar dan bagian yang diam melalui elemen gelinding seperti bola, rol, dan rol bulat.
Bantalan gelinding mendapat gesekan yang kecil dan biasanya dipasang pada poros lurus dan tidak untuk beban yang besar.
Jenis-jenis bantalan gelinding adalah sebagai berikut ini (Sularso, 1997) a. bantalan bola radial alur dalam garis tunggal,
b. bantalan bola radial magneto,
c. bantalan bola kontak sudut baris tunggal, d. bantalan roda radial alur dalam garis ganda, e. bantalan rol silinder baris tunggal,
f. bantalan rol kerucut baris tunggal, g. bantalan rol bulat,
h. bantalan rol jarum,
j. bantalan bola k. bantalan rol b
Keseluruhanny Tabel 2.3 (Sularso, 19 Umur nominal tidak akan memper ditentukan melaului P
ola aksial dua arah dengan dudukan berbidang b l bulat aksial baris tunggal,
nya dari bantalan dapat dilihat pada Gamb
Gambar 2.7 Jenis-jenis Bantalan Gelinding
(Sumber: Sularso 1997)
hitung beban ekivalen yang terjadi pada banta rsamaan 2.8 (Sularso, 1997).
YFa
n cincin luar yang berputar.Nilai-nilai X dan 1997).
nal L (90% dari jumlah sampel, setelah berputa perlihatkan kerusakan karena kelelahan ge
i Persamaan 2.9 sampai Persamaan 2.11.
g bola,
mbar 2.7(Sularso,
ntalan radial dapat
(2.8) n Y terdapat pada
Jika C menyatakan beban nominal dinamis spesifik (Tabel 2.4) dan P
beban ekuivalen dinamis, maka faktor kecepatan fn untuk bantalan bola dapat
dihitung menggunakan Persamaan 2.9 (Sularso, 1997)
fn =
Selanjutnya dapat dihitung juga faktor umur dan umur nominal bantalan bola dengan menggunakan Persamaan 2.10 dan Persamaan 2.11 (Sularso, 1997).
Tabel 2.4Pemilihan B
fh = fn
&'( )*
Lh= 500 (fh)3
2.7 Sabuk
Sabuk V terbu atau bahan lain seper inti sabuk untuk mem Sabuk berfung dengan menghubungk
Bantalan Radial
rbuat dari bahan karet dan mempunyai penam perti tenunan tetoron atau semacamnya diperg
mbawa tarikan yang besar, dapat dilihat padaG ngsi sebagai penerus putaran motor terhadap gkannya melalui puli.
Gambar 2. 8Konstruksi Sabuk V
(Sumber: Sularso, 1997)
(2.10)
(2.11)
mpang trapesium, ergunakan sebagai
Pada Gambar umumnya digunakan.
G
Atas dasar d sabuk V yang sesuai d
G
Dalam merenc jenis sabuk yang aka pada Gambar 2.11, diameter nominal dp d
ar 2.9, diberikan berbagai proporsi penampang n.
Gambar 2.9Ukuran Penampang Sabuk V
(Sumber: Sularso, 1997)
daya rencana dan putaran poros pengger i dapat dipilih dari Gambar 2.10.
Gambar 2.10Diagram Pemilihan Sabuk V
(Sumber: Sularso, 1997)
ncanakan penggunaan sebuah sabuk, haruslah kan digunakan dan perhitungan panjang sabu , puli penggerak B dan puli yang digerak
dan Dp (Sularso, 1997).
ang sabuk V yang
erak, penampang
Gam
mbar 2.11Perhitungan Panjang Keliling Sabuk
(Sumber: Sularso, 1997)
u poros C dan panjang sabuk L dapat din pai Persamaan 2.13.
rak sumbu poros (L. Mott, 2004)
+,2 4,<
g keliling sabuk (L. Mott, 2004)
34,2 +,= 2%&> /+,− 4,<
umbu poros (Sularso, 1997)
/?@9 @<8
− 3,14 /+,2 4,<
sabuk (mm) mbu poros (mm) ter puli pertama (mm)
er puli kedua (mm)
uk
inyatakan dengan
(2.12)
(2.13)
Pada Gambar melalui Persamaan 2. Menentukan sudut ko
A = 180'− C
Kapasitas daya bersangkutan, Kθ sepe
Menentukan besarnya diperoleh pada Tabel
Gambar 2.12 Sudut Kontak pada Puli
(Sumber: Sularso, 1997)
ar 2.12dapat dilihat sudut kontak yang ter 2.16.
kontak (Sularso, 1997)
C3 @9?@= &
aya yang diperoleh, harus dikalikan dengan fak perti yang diperlihatkan pada Tabel 2.5(Sularso
ya daya yang akan ditransmisikan (Shigley, 19
= D.>− I+.
,J − ."3+,. = − .%3KLM> +,. =N 2 E H
lai konstanta yang digunakan untuk persamaa pat dilihat pada Tabel 2.6. Kemudian besarn epatan yang digunakan untuk persamaan d
el 2.7.
terjadi pada puli,
(2.16) aktor koreksi yang
Tabel 2.5Faktor Koreksi (Sumber: Shigley, (1989)
OPQ− OPR
S Sudut kontak puli kecil θ (o
)
Faktor koreksi TU
Tabel 2.6Konstanta yang Digunakan untuk Persamaan Nilai Daya
(Sumber: Shigley, (1989)
Tabel 2.7Faktor Perbandingan Kecepatan Yang Digunakan Untuk Persamaan Daya (Sumber: Shigley, 1989)
Batas D/d KA
1,00 sampai 1,01 1,02 sampai 1,04 1,05 sampai 1,07 1,08 sampai 1,10 1,11 sampai 1,14 1,15 sampai 1,20 1,21 sampai 1,27 1,28 sampai 1,39 1,40 sampai 1,64 diatas 1,64
Menentukan jumlah sabuk yang akan digunakan (Sularso, 1997)
V = )W
)X.FY (2.18)
Menghitung kecepatan sabuk(Sularso, 1997)
Z = .>. (2.19)
Gaya tarikan sabuk tambahan (Tc) akibat gaya sentrifugal
=[.\].(8 (2.20)
Keterangan : ^ : Berat sabuk (N)
Z : Kecapatan linier sabuk
M : Gravitasi (m/_ )
r : Jari-jari (mm)
Menghitung gaya tarikan sabuk pada sisi kencang(F1)
`= a − (2.21)
Menghitung gaya tarikan sabuk pada sisi kendor (F2) `
5 = c d.e
5 =hfi.Yg (2.22)
Jika tar ikan pada sisi tarik dan sisi kendor berturut-turut adalah F1 dan F2
maka besarnya gaya tarikan efektif, Fef untuk menggerakkan puli yang digerakkan
dapat menggunakan Persamaan 2.23.
hj = >− (2.23)
2.8 Puli
Puli berfungsi sebagai tempat kedudukan sabuk saat melakukan proses kerja dalam meneruskan putaran motor. Puli mempunyai diameter yang bermacam-macam seperti diperlihatkan pada Tabel 2.8(Sularso, 1997).
Tabel 2.8 Diameter Minimum Puli yang Diizinkan dan Dianjurkan (mm)
Penampang A B C D E
Diameter min. yang diizinkan 65 115 175 300 450
Diameter min. yang dianjurkan 95 145 225 350 300
Kemudian untuk menghitung perbandingan puli dan kecepatan dapat dihitung dengan Persamaan 2.24(Sularso, 1997).
(2.24)
> =+, 4,
Tabel 2.9Sifat Bebera (Sumber : J
Tabel 2.10Tegangan
(Sumber :
Bahan
Kulit 2
Karet Balata sutera dan rami
hevaloid (latex)
hevaloid (bahan buatan)
extramultus
erapa Bahan Dasar Sabuk
J. Stolck, 1996)
n Tarik Izin Sabuk
Tabel 2.11Koefisien
2.9 Poros
Poros adalah s semua mesin meneru dalam transmisi seper Poros juga m dari salah satu elemen memindahkan putara seperti sabuk.
Untuk mengh yang akan dipindahka
1) Jenis-jenis Poros Poros untuk men a. Poros transmis
Poros ini men ditransmisikan b. Poros spindel
Poros ini rela utama poros in c. Poros gandar
Poros gandar roda- roda, dim
n Gesek Bahan Sabuk
h salah satu bagian yang terpenting dari setiap ruskan tenaga bersama-sama dengan putaran. erti itu dipegang oleh poros.
merupakan komponen untuk memindahkan en mesin ke elemen mesin lainnya. Dalam ha ran dari motor penggerak melalui suatu pe
ghitung ukuran poros, perlu diketahui berapa kan dan putaran pada saat daya itu dipindahkan
os (Sularso, 1997)
eneruskan daya diklasifikasikan menurut perbed isi
endapat beban puntir murni atau puntir dan le an keporos ini melalui kopling, roda gigi, puli
elatif pendek dibandingkan dengan poros tr ini berada pada puntiran.
ar merupakan salah satu jenis poros yang di dimana tidak mendapat beban puntir.
iap mesin. Hampir n. Peranan utama
n tenaga mekanik hal ini poros akan pemindah tenaga
pa besarnya daya
2) Tahapan perencanaan poros
Untuk menentukan faktor keamanan bahan poros dapat dilihat pada Tabel 2.12 (Sularso, 1997).
Tabel 2.12Faktor Keamanan Poros
Factor keamanan Keterangan
Sf1 6,0 Untuk bahan S-C dengan pengaruh massa, dan baja
paduan
Sf2 1,3 - 3,0 Poros dibuat alur pasak atau bertangga
Untuk menentukan tegangan izin yang terjadi pada poros dapat digunakan Persamaan 2.26 (Sularso, 1997).
r`=uvgs.utv8(2.25)
Nilai kekuatan tarik (a!) untuk batang baja karbon untuk konstruksi mesin dan baja yang difinis dingin untuk poros (Sularso, 1997), dapat dilihat pada Tabel 2.13.
Tabel 2.13Batang Baja Karbon untuk Konstruksi Mesin dan Baja yang Difinis
Dingin untuk Poros(Sumber : Sularso 1997)
Standar dan Macam
Lambang Perlakuan
panas
Penormalan 48
52 55 58 62 66
Batang baja yang difinis dingin
S35C-D S45C-D S55C-D
Penormalan 53
Untuk menghitung diameter izin poros yang dipengaruhi oleh momen puntir dan momen lentur, menggunakan Persamaan 2.26.
4_ = Erw,>xy. .;. H> "z (2.26)
Dimana:
ds = Diameter poros (mm)
T = Momentorsi (kg.mm)
τa = Tegangangeser (kg/mm2)
Untuk menentukan angka faktor koreksi kejut dan lelah untuk momen lentur Km dan faktor koreksi kejut dan lelah untuk momen puntir Kt dapat dilihat
dari Tabel 2.14 (Sularso, 1997) berikut ini:
Tabel 2.14Faktor Koreksi Poros
Faktor Koreksi Keterangan
Km 1.5 Pembebanan momen lentur yang tetap
1.5 - 2.0 Beban dengan tumbukan ringan
2 – 3 Beban dengan tumbukan berat
Kt 1.0 Jika beban dikenakan secara halus
1.0-1.5 Jika terjadi sedikit kejutan dan tumbukan 1.5-3.0 Jika terjadi kejutan dan tumbukan besar
2.10 Kopling
Beberapa syarat yang harus dipenuhi oleh sebuah kopling adalah: 1) Mampu menahan adanya kelebihan beban.
2) Mengurangi getaran dari poros penggerak yang diakibatkan oleh gerakan dari elemen lain.
3) Mampu menjamin penyambungan dua poros atau lebih. 4) Mampu mencegah terjadinya beban kejut.
Untuk perencanaan sebuah kopling kita harus memperhatikan kondisi-kondisi sebagai berikut:
1) Kopling harus mudah dipasang dan dilepas
2) Kopling harus dapat mentransmisikan daya sepenuhnya dari poros 3) Kopling harus sederhana dan ringan
4) Kopling harus dapat mengurangi kesalahan hubungan pada poros Kopling ditinjau dari cara kerjanya dapat dibedakan atas dua jenis:
1) Kopling Tetap 2) Kopling Tak Tetap
2.10.1 Kopling Tetap
Kopling tetap adalah suatu elemen mesin yang berfungsi sebagai penerus putaran dan daya dari poros penggerak ke poros yang digerakkan secara pasti (tanpa terjadi slip), dimana sumbu kedua poros tersebut terletak pada satu garis lurus atau dapat sedikit berbeda sumbunya. Kopling tetap selalu dalam keadaan terpasang, untuk memisahkannya harus dilakukan pembongkaran.
Kopling tetap terbagi atas 4 yaitu: 1) Kopling kaku
Kopling kaku dipergunakan bila kedua poros harus dihubungkan sumbu segaris, dan dipakai pada poros mesin dan transmisi umum di pabrik-pabrik, kopling ini terdiri atas :
2) Kopling luwes
Kopling luwes (fleksibel) memungkinkan adanya sedikit ketidaklurusan sumbu poros yang terdiri atas:
a) Kopling flens luwes b) Kopling karet ban c) Kopling karet bintang d) Kopling gigi
e) Kopling rantai
3) Kopling universal
Kopling universal digunakan bila kedua poros akan membentuk sudut yang cukup besar, terdiri dari:
a) Kopling universal hook
b) Kopling universal kecepatan tetap
Kopling universal digunakan bila poros penggerak dan poros yang digerakkan membentuk sudut yang cukup besar.
4) Kopling Fluida
Gambar 2.13Macam-Macam Kopling
Gambar2.14Macam-Macam Kopling Fluida
2.10.2 Kopling Tidak Tetap
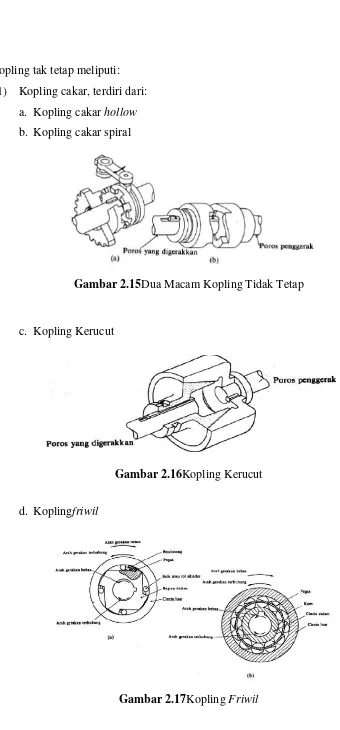
Kopling tak tetap meliputi: 1) Kopling cakar, terdiri dari:
a. Kopling cakar hollow
b. Kopling cakar spiral
Gambar 2.15Dua Macam Kopling Tidak Tetap
c. Kopling Kerucut
Gambar 2.16Kopling Kerucut
d. Koplingfriwil
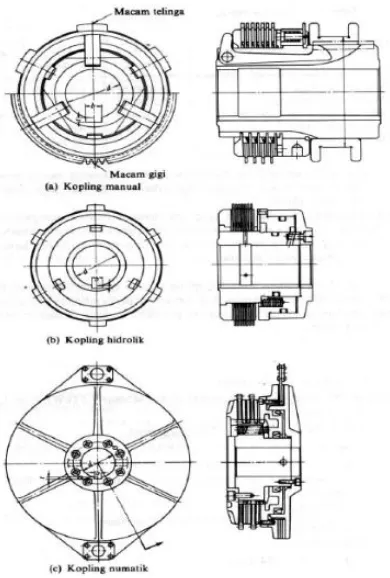
2) Kopling pelat, terdiri dari: a) Menurut jumlah pelatnya:
Kopling pelat tunggal Kopling pelat banyak b) Menurut cara pelayanannya:
Kopling pelat cara manual Kopling pelat cara hidrolik Kopling pelat cara pneumatik
c) Menurut pelumasannya: Kopling pelat kering Kopling pelat basah
Gambar 2.18Penggolongan Kopling Menurut Kerja
porostersebut, sehingga terjadi penerusan daya melalui gesekan antara sesamanya. Konstruksi kopling ini cukup sederhana, dapat dihubungkan dan dilepaskan dalam keadaan berputar karena itu kopling ini sangat banyak dipakai.
2.11 Pengelasan
Berdasarkan definisi dari Deutche Industries Normen (DIN), las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dari definisi tersebut dapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam yang menggunakan energi panas.
Dalam pengertian lain, las adalah penyambungan dua buah logam sejenis maupun tidak sejenis dengan cara memanaskan (mencairkan) logam tersebut di bawah atau di atas titik leburnya, disertai dengan atau tanpa tekanan dan disertai atau tidak disertai logam pengisi.
Berdasarkan cara kerjanya, pengelasan diklasifikasikan menjadi tiga kelas utama yaitu pengelasan cair, pengelasan tekan, dan pematrian.
1) Pengelasan cair adalah metode pengelasan dimana bagian yang akan disambung dipanaskan sampai mencair dengan sumber panas dari busur listrik ataupun busur gas.
2) Pengelasan tekan adalah metode pangalasan dimana bagian yang akan disambung dipanaskan sampai lumer (tidak sampai mencair), kemudian ditekan hingga menjadi satu tanpa bahan tambahan.
3) Pematrian adalah cara pengelasan dimana bagian yang akan disambung diikat dan disatukan dengan menggunakan paduan logam yang mempunyai titik cair yang rendah.
2.11.1 Klasifikasi Las Berdasarkan Sambungan Dan Bentuk Alurnya
1) Sambungan Las Dasar
sambungan silang, sambungan dengan penguat dan sambungan sisi yang ditunjukan pada Gambar 2.19 dibawah ini.
Gambar 2.19Jenis-Jenis Sambungan Dasar
(Sumber : Wiryosumarto H, 1994, 157)
2) Sambungan Tumpul
Sambungan tumpul adalah jenis sambungan las yang paling efisien, sambungan ini terbagi menjadi dua yaitu:
a) Sambungan penetrasi penuh b) Sambungan penetrasi sebagian
Sambungan penetrasi penuh terbagi lagi menjadi sambungan tanpa pelat pembantu dan sambungan dengan pelat pembantu. Bentuk alur dalam sambungan tumpul sangat mempengaruhi efisiensi pekerjaan dan jaminan sambungan.
Pada dasarnya dalam pemilihan bentuk alur harus mengacu pada penurunan masukan panas dan penurunan logam las sampai harga terendah yang tidak menurunkan mutu sambungan.
3) Sambungan bentuk T dan bentuk silang
a) Jenis las dengan alur datar b) Jenis las sudut
Dalam pelaksanaan pengelasan mungkin ada bagian batang yang menghalangi, hal ini dapat diatasi dengan memperbesar sudut alur.
Gambar 2.20Macam-Macam Sambungan T
(Sumber : Wiryosumarto H, 1994: 159)
4) Sambungan Tumpang
Sambungan tumpang dibagi menjadi tiga jenis seperti yang ditunjukan pada Gambar 2.21. Sambungan Tumpang dikarenakan sambungan jenis ini tingkat koefisiennya rendah, maka jarang sekali jarang sekali digunakan untuk pelaksanaan sambungan konstruksi utama.
Gambar 2.21Sambungan Tumpang
5) Sambungan Sisi
Sambungan sisi dibagi menjadi dua (seperti ditunjukan pada Gambar 2.22), yaitu:
a) Sambungan las dengan alur
Untuk jenis sambungan ini pelatnya harus dibuat alur terlebih dahulu.
b) Sambungan las ujung
Sedangkan untuk jenis sambungan ini pengelasan dilakukan pada ujung pelat tanpa ada alur. Sambungan las ujung hasilnya kurang memuaskan, kecuiali jika dilakukan pada posisi datar dengan aliran listrik yang tinggi. Oleh karena itu, maka pengelasan jenis ini hanya dipakai untuk pengelasan tambahan atau pengelasan sementara pada pengelasan pelat-pelat yang tebal.
Gambar 2.22Sambungan Sisi
(Sumber : Wiryosumarto H, 1994: 161)
6) Sambungan Dengan Pelat Penguat
Gambar 2.23Sambungan Dengan Penguat (Sumber : Wiryosumarto H, 1994: 161)
Ada beberapa faktor yang mempengaruhi kekuatan las, oleh karena itu penyambungan dalam proses pengelasan harus memenuhi beberapa syarat, antara lain:
1) Benda yang dilas tersebut harus dapat cair atau lebur oleh panas. 2) Bahwa antara benda-benda padat yang disambungkan tersebut
terdapat kesesuain sifat lasnya sehingga tidak melemahkan atau meninggalkan sambungan tersebut.
3) Cara-cara penyambungan harus sesuai dengan sifat benda padat dan tujuan dari penyambungannya.
2.11.2 Macam-macam Posisi Pengelasan
Posisi pengelasan ditentukan berdasarkan jenis elektroda yang digunakan serta jenis arus dan polaritas, untuk lebih jelasnya dapat dilihat pada Gambar 2.24 sampai Gambar 2.26.
a) Posis datar (flat)
Gambar 2.24 Pengelasan dengan Posisi Datar
b) Posisi horizontal dan vertikal
Gambar 2.25 Pengelasan dengan Posisi Horizontal dan Vertikal
(Sumber: Pratama, 2007)
c) Posisi atas kepala
Gambar 2.26Pengelasan pada Posisi Overhead
( Sumber: Pratama, 2007)
2.11.3 Elektroda Polaritas Pengelasan
Faktor-faktor yang penting dalam pemilihan elektroda yang sesuai dengan pekerjaan adalah:
a) Jenis logam yang akan dilas b) Tebal logam yang akan dilas c) Posisi pengelasan
Diameter elek pelat yang akan dilas. pada Tabel 2.15. Tabel 2.15 Besar Arus Da
Keterangan:
-E menyatakan elek -Dua angka setelah
las dalam ribuan lb -Angka ketiga sete
posisi dan angka 2 -Angka keempat se dipakai untuk peng
Jumlah elektro sistem mekanis emp (Bintoro, 1997):
2.11.4 Perhitungan
Adapun Perh Tegangan Total: (Ach
Apengelasan . Lpengelas
ektroda yang akan digunakan biasanya lebih as. Pemilihan elektroda berdasarkan diametern
s Dalam Amper dan Elektroda(Bintoro, 1997)
lektroda
ah E (misalnya 60 atau 70) menyatakan kekua
lb/inchi2
telah E menyatakan posisi pengelasan, angka 2 untuk posisi mendatar dan bawah tangan. setelah E menyatakan jenis selaput dan jenis a
ngelasan.
troda yang akan digunakan dalam pembuatan pat batang dapat dihitung menggunakan P
rhitungan kekuatan las, seperti pada rumus chmad Z, 1999: 59)
lasan = Aelektroda. Lelektroda. . Lelektroda
ih kecil dari tebal rnya, dapat dilihat
uatan tarik defosit
ka 1 untuk segala
s arus yang cocok
n mesin pengayak Persamaan 2.32,
(tp . lp) . Lpengelasan = (¼ . π. De2) . Lpengelasan . Lelektroda
(2.27)
Lelektroda =
( tp . lp ) . Lpengelasan
(¼ . π. De2) . ip Keterangan : lelektroda = Jumlah elektroda
Lpengelasan = Panjang pengelasan
Apengelasan = Tinggi pengelasan
Aelektroda = Luas permukaan elektroda (¼ . π. De2)
Ip = Lebar pengelasan
tp = Tinggi pengelasan
ip = Panjang elektroda
De = Diameter elektroda
2.12 Proses Pemesinan
2.12.1 Mesin Bubut
Mesin bubut adalah salah satu mesin perkakas yang dirancang untuk menghasilkan benda kerja atau benda jadi yang berbentuk silindris. Dengan cara kerja benda kerja berputar searah jarum jam ataupun berlawanan arah jarum jam. Sedangkan pahat bergerak searah sumbu x dan z, dapat dilihat pada Gambar 2.27.
a. Prinsip Kerja Mesin Bubut.
Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin yang berbentuk silindris yang dikerjakan dengan mesin bubut. Prinsip dasarnya dapat didefinisikan sebagai proses pemesinan permukaan luar benda silindris atau bubut rata dengan benda kerja yang berputar dengan satu pahat bermata potong tunggal kemudian gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang permukaan luar benda kerja , dapat dilihat pada Gambar 2.28 (Sumber : Widarto,2008).
b. Proses yang Dilakukan Dalam Pembubutan (Sumber : Widarto, 2008):
1) Membubut Lurus
Pembubutan ini adalah suatu proses membubut yang paling sederhana dengan cara gerak jalan pahat harus sejajar dengan sumbu poros pada benda kerja. Pahat dapat digeser maju dan mundur dan arah melintang.
2) Membubut Tirus
Membubut tirus adalah gerakan pahat membentuk sudut tertentu terhadap sumbu benda kerja. Cara membuat benda tirus Dengan memiringkan eretan atas pada sudut tertentu, gerakan pahat dilakukan secara manual atau memutar handle eretan atas.
3) Membubut Ulir
Proses pembubutan yang digunakan untuk membentuk ulir pada benda kerja dengan menggunakan pahat ulir. Pada proses pembuatan ulir harga gerak makan adalah kisaran (pitch) ulir tersebut.
4) Membubut Muka
5) Membuat Kartel
Mengkartel adalah pekerjaan membuat gerigi atau alur pada permukaan benda kerja yang telah dibubut dengan menggunakan alat yang disebut kartel atau knurling. Fungsinya supaya permukaan benda kerja tidak licin seperti yang terdapat pada poros pemutar yang biasa dipegang dengan tangan.
Gambar 2.28Proses-Proses Pembubutan
(Sumber : Widarto, 2008)
c. Elemen Dasar Mesin Bubut. (Rochim,1993)
Elemen-elemen dasar proses bubut adalah sebagai berikut: Kecepatan potong (Vc)
1000 . .d n
Vc=π : mm/min (2.28)
Keterangan: Vc = kecepatan potong (m/menit).
d = diameter benda kerja (mm).
n = kecepatan putaran spindle (rpm).
Waktu pemotongan (Tc)
y = {|
Keterangan: Lt = lv + lw + ln (mm)
lv = Panjang langkah pengawalan (mm)
lw= Panjang benda kerja (mm)
ln = Panjang langkah pengakhiran (mm) Kecepatan penghasilan geram (Z)
~ =j.`.•€
> /•b"⁄b} < (2.30)
Keterangan: Z = kecepatan penghasilan geram (cm³/menit)
a = kedalaman potong (mm)
Vc= Kecepatan potong (m/min)
Kecepatan pemakanan (Vf)
j = . /bb b}⁄ < (2.31)
Keterangan: Vf = Kecepatan pemakanan (mm/min)
f = Pemakanan (mm)
n = Putaran (rpm) Kedalaman Potong (a)
2 )
(do dm
a = − (2.32)
Keterangan: do = Kecepatan pemakanan (mm/min)
dm = Pemakanan (mm)
Arah putaran spindle pada mesin bubut ada 2, yaitu:
- CCW (Counter Clock Wise ) Berlawanan arah putaran jarum jam - CW (Clock Wise ) Searah jarum jam.
Tabel 2.16Feeding Mesin Bubut
(Sumber: Laboratorium Teknologi Produksi UR)
Tabel 2.17Kecepatan Putaran Spindle Mesin
(Sumber: Laboratorium Teknologi Produksi UR)
I G 45 70 110 175
F 280 400 630 1000
II G 90 140 220 350
F 560 800 1260 2000
Tabel 2.18Kecepatan Potong
(Sumber: Laboratorium Teknologi Produksi UR)
Bahan Bahan Kecepatan
Tinggi
Karbida
Halus Kasar Halus Kasar
Baja karbon,1030,1025 70-90 25-40 170-215 90-120
Baja nikel 2330 60-85 20-35 130-170 70-100
Chromnikel 3120,5140 45-60 15-25 100-130 55-80
Besi cor kelabu lunak 40-45 25-30 110-140 60-70
Kuningan 85-110 30-45 185-215 120-150
2.12.2 Mesin drill
Mesin drill merupakan sebuah alat pemotong yang ujungnya berputar dan memiliki sisi potong yang berfungsi untuk membuat lubang pada benda. Mesin
drill ini digerakkan dengan motor listrik.
Gambar 2.29Mesin Drill
Mata drill berfungsi untuk melakukan penyayatan benda kerja yang akan didrill. Untuk lebih jelasnya mengenai mata drill dapat dilihat pada Gambar 2.30.
Gambar 2. 30Jenis Mata Drill
(Sumber : Widarto, 2008)
2.13 Timbangan
Timbangan adalah alat yang dipakai melakukan pengukuranmassa suatu benda agar dapat di ketahui masa dari suatu benda tersebut.
Timbangan secara umum terbagi dalam dua jenis yaitu:
1) Timbangan Mekanik
menggunakan indikator berupa jarum sebagai penunjuk ukuran massa yang telah terskala, dapat dilihat pada Gambar 2.31.
Gambar 2.31Timbangan Mekanik
2) Timbangan Digital
Timbangan Digital yaitu jenis timbangan yang bekerja secara elektronik dengan tenaga listrik. Umumnya timbangan ini menggunakan arus lemah dan indikatornya berupa angka digital pada layar bacaan.
3) Timbangan Hybrit
Timbangan Hybrityaitu timbangan yang cara kerjanya merupakan perpaduan antara timbangan manual dan digital. Timbangan Hybrit ini biasa digunakan untuk lokasi penimbangan yang tidak ada aliran listrik. Timbangan Hybrit menggunakan display digital tetapi bagian paltform
49 BAB III
METODOLOGI
3.1 Perancangan dan Pembuatan Mesin
Dalam proses pembuatan Mesin Pengayak Sistem Mekanisme Empat
Batangini terdapat beberapa langkah-langkah yang harus diikuti agar proses
perancangan dan pembuatan alat akan lebih baik. Adapun diagram aliran
penentuan parameter desain Perancangan dan PembuatanMesin Pengayak Dengan
Sistem Mekanis Empat Batang ini dapat dilihat dari Gambar 3.1 (Sularso, 1997).
Tidak
Gambar 3.1Diagram Alir Penentuan Parameter Desain Alat Desain awal
• Mencari literatur mesin pengayak • Melihat bentuk mesin pengayak yang
telah dibuat
• Skema bentuk dan dimensi alat
Layak?
A
Studi kelayakan
• Bahan yang dipakai sesuai dengan
kebutuhan
• Ketersediaan alat yang dibutuhkan
dipasaran dalam pembuatan mesin pengayak
Gambar 3.1Diagram Alir Penentuan Parameter Desain Alat (Sambungan) Berfungsi
Laporan
SELESAI Pengujian Alat
Membandingkan hasil
pengujian dengan hasil
perancangan
Desain detail mesin pengayak
• Perancangan kecepatan batang penggerak • Perancangan daya motor
• Puli • Sabuk
• Perancangan dimensi poros
Proses pembuatan dan perakitan komponen
• Proses pemesinan • Proses pengelasan
• Proses Perakitan dan Seting
Ya