BAB 2
TINJAUAN PUSTAKA
2.1 Sejarah Perkembangan Karet
Karet pertama kali dikenal di Eropa, yaitu sejak ditemukannya benua Amerika
oleh Christopher Columbus pada tahun 1476. Orang Eropa yang pertama kali
menemukan ialah Pietro Martyre d’Anghiera. Penemuan tersebut dituliskan dalam
sebuah buku yang berjudul De Orbe Novo (Edisi 1530). Pada tahun 1730-an, para
ilmuwan mulai tertarik untuk menyelidiki bahan (karet) tersebut.
Istilah rubber pada tanaman karet mulai dikenal setelah seorang ahli kimia
dari Inggris (tahun 1770) melaporkan bahwa, karet dapat digunakan untuk
menghapus tulisan dari pensil. Kemudian masyarakat Inggris mengenalnya
dengan istilah Rubber (dari kata to rub, yang berarti menghapus). Pada dasarnya,
nama ilmiah yang diberikan untuk benda yang elastis (termasuk karet) ialah
elastomer, tetapi istilah rubber-lah yang lebih populer di kalangan masyarakat
pada waktu itu.
Pada awal abad ke-19, seorang ilmuwan bernama Charles Macintosh dari
Skotlandia, dan Thomas Hancock mencoba untuk mengolah karet menggunakan
bahan cairan pelarut berupa terpentin (turpentine). Hasilnya karet menjadi kaku di
musin dingin dan lengket di musim panas. Hingga akhirnya Charles Goodyear
dipanaskan maka keret tersebut menjadi elastis dan tidak terpengaruh lagi oleh
cuaca. Sebagian besar ilmuwan sepakat untuk menetapkan Charles Goodyear
sebagai penemu proses vulkanisasi. Penemuan besar proses vulkanisasi ini
akhirnya disebut sebagai awal dari perkembangan industri karet.
Menidaklanjuti apa yang disampaikan Charles Marie de la Condamine dan
Francois Fresneau dari Perancis bahwa ada beberapa jenis tanaman yang dapat
menghasilkan lateks atau karet, kemudian Sir Clement R. Markham bersama Sir
Joseph Dalton Hooker berusaha membudidayakan beberapa jenis pohon karet
tesebut. Hevea brasiliensis merupakan jenis pohon karet yang memiliki prospek
bagus untuk dikembangkan dibanding jenis karet yang lainnya(Alaerts, 1987).
Pada saat Perang Dunia II berlangsung, ketersediaan karet alam
mengalami penurunan yang cukup drastis. Kemudian pemerintah Amerika
mendorong penelitian dan produksi untuk menghasilkan karet sintetik guna
memenuhi kebutuhan yang mendesak. Usaha besar ini lambat laun mengakibatkan
permintaan terhadap karet sintetis meningkat pesat sehingga mengurangi
permintaan karet alam. Dalam jangka waktu 3 tahun sesudah berakhirnya Perang
Dunia II, sepertiga karet yang dikonsumsi oleh dunia adalah karet sintetik. Pada
tahun 1983, hampir 4 juta ton karet alam dikonsumsi oleh dunia, sebaliknya, karet
sintetik yang digunakan sudah melebihi 8 juta ton dan terus bertambah hingga
sekarang. Hasil studi dari Task Force Rubber Eco Project (REP) yang dibentuk
oleh International Rubber Study Group (IRSG) pada tahun 2004 menyatakan
bahwa permintaan karet alam dan sintetik dunia pada tahun 2035 diperkirakan
Di Indonesia sendiri, tanaman karet pertama kali diperkenalkan oleh
Hofland pada tahun 1864. Awalnya, karet ditanam di Kebun Raya Bogor sebagai
tanaman koleksi. Selanjutnya karet dikembangkan menjadi tanaman perkebunan
dan tersebar di beberapa daerah. Sejarah karet di Indonesia mencapai puncaknya
pada periode sebelum Perang Dunia II hingga tahun 1956. Pada masa itu
Indonesia menjadi negara penghasil karet alam terbesar di dunia. Namun sejak
tahun 1957 kedudukan Indonesia sebagai produsen karet nomor satu digeser oleh
Malaysia. Salah satu penyebabnya adalah rendahnya mutu produksi karet alam di
Indonesia. Rendahnya mutu membuat harga jual di pasaran luar negeri menjadi
rendah.
Meskipun demikian komoditas karet masih berpengaruh besar terhadap
perekonomian negara. Karet mampu memberikan kontribusi di dalam upaya
peningkatan devisa negara. Pendapatan devisa dari komoditi ini pada tahun 2004
mencapai US$ 2.25 milyar, yang merupakan 5% dari pendapatan devisa
non-migas. Ekspor Karet Indonesia selama 20 tahun terakhir terus menunjukkan
adanya peningkatan dari 1 juta ton pada tahun 1985 menjadi 1,3 juta ton pada
tahun 1995, dan 1,9 juta ton pada tahun 2004. Sedangkan pada tahun 2020
diperkirakan produksi mencapai 3,5 juta ton, dan tahun 2035 mencapai 5,1 juta
ton (Kartowiryo, 1970).
Karet alam digunakan pada berbagai aplikasi industry di dunia. Aplikasi
terbesar yaitu dalam pembuatan ban, foaming, furniture, tempat tidur dan tempat
2.2. Lateks
Lateks segar dari kebun yang baru dideres berupa cairan putih dengan komposisi
utama hidro karbon, protein, lemak, karbohidrat, garam-garam organic dan air.
Pohon karet (Heavea Brasliensis) berasal dari lembah Amazone yang
diperkenalkan di Indonesia pada tahun 1876. Latek yang didapat dengan
menyadap bagian antara cambium dengan kulit pohon, karet, adalah suatu cairan
yang berwarna putih atau putih kekuning-kuningan. Latek terdiri atas partikel
karet dan bukan karet yang terdispersi dalam air, dan yang lainnya terdispersi
pada permukaan partikel karet. Selain bahan tersebut, latek berisi beberapa enzim
seperti peroksidase dan tirosinase.
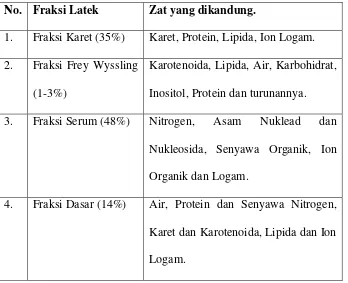
Tabel 2.1. Komposisi Latek Kebun. No. Fraksi Latek Zat yang dikandung.
1. Fraksi Karet (35%) Karet, Protein, Lipida, Ion Logam.
2. Fraksi Frey Wyssling
(1-3%)
Karotenoida, Lipida, Air, Karbohidrat,
Inositol, Protein dan turunannya.
3. Fraksi Serum (48%) Nitrogen, Asam Nuklead dan
Nukleosida, Senyawa Organik, Ion
Organik dan Logam.
4. Fraksi Dasar (14%) Air, Protein dan Senyawa Nitrogen,
Karet dan Karotenoida, Lipida dan Ion
Partikel Karet dapat terdispersi dengan baik pada larutan, disebabkan
adanya gerakan Zig-zag (Gerak Brown) dari partikel. Besarnya gerakan Brown
dapat mengatasi gaya gravitasi dari partikel karet sehingga tidak terjadi Creaming
maupun pengendapan. Di dalam Latek, isoprene ini diselaputi oleh lapisan protein
sehingga partikel karet bermuatan listrik. Protein merupakan rangkaian gabungan
dari asam – asam amino yang bersifat dipolar (dalam keadaan netral mempunyai
dua muatan listrik) dan amphoter (dapat bereaksi dengan asam dan basa).
Kandungan karbohidrat pada lateks seperti galaktose, sucrose, glucose dan
fructose akan dengan cepat demetabolisme oleh bakteri yang selanjutnya akan
menurunkan pH dan mengumpulkan bakteri yang aktif pada permukaan lateks.
Untuk mencegah pembentukan VFA oleh bakteri dapat dilakukan
pembubuhan bahan kimia seperti Boric Acid, Amonium Hydro yang biasa disebut
persfektif.Lateks segar mempunyai pH 6,9 (bermuatan negatif). Ion bermuatan
negative diserap oleh permukaan partikel karet membentuk lapisan yang disebut
lapisan stern. Lapisan yang sama – sama bermuatan negative tersebut
menyebabkan terjadinya tolak – menolak antara partikel, sehingga latek tidak
menggumpal. Jadi, selama latek bermuatan negatif, latek akan bersifat stabil.
2.2.1. Faktor – faktor penyebab pra koagulasi pada latek :
1. Penambahan Asam.
Penambahan asam organic maupun anorganik mengakibatkan turunnya pH
2. Mikroorganisme.
Latek segar merupakan media yang baik bagi pertumbuhan
mikroorganisme karena mengandung cairan Tiotic Liquid. Setelah latek
kontak dengan udara terbuka, latek tersebut akan dicemari oleh bakteri dan
populasinya akan naik secara drastic. Mikroba ini menghasilkan asam –
asam yang menurunkan pH mencapai titik isoelektris sehingga latek
membeku serta menimbulkan bau karena terbentuknya asam – asam yang
menguap (Volatile Fatty Acid). Amonia dapat membunuh dan menahan
perkembangan mikroba, namun sifat bakteriside dan bakteriostatiknya
masih terbatas, terutama bergantung kepada dosis yang diberikan dan
kecepatan pemberiannya. Suhu udara yang tinggi akan lebih mengaktifkan
kegiatan bakteri, sehingga dalam penyadapan ataupun pengangkutan
diusahaan pada suhu rendah atau pagi – pagi.
3. Iklim.
Air hujan akan membawa zat penyamak, kotoran dan garam yang larut dari
kulit batang. Zat – zat ini mengkatalisir terjadinya prakoagulasi.
Penyadapan yang dilakukan disiang hari (pada suhu yang tinggi) akan
mendorong terjadinya penyerapan air latek sehingga terjadi penggumpalan.
4. Pengangkutan.
Pengangkutan yang terlambat ataupun dalam keadaan suhu yang tinggi
akan mengganggu kestabilan latek. Jalan yang kurang baik akan
menimbulkan goncangan pada latek sehingga menyebabkan pecahnya
5. Kotoran dari luar.
Latek akan mengalami prakoagulasi bila dicampur dengan air kotor,
terutama air yang mengandung logam atau elektrolit.
Untuk mencegah/mengurangi prakoagulasi dilapangan dilakukan dengan cara:
a. Cara penyadapan dilakukan menurut aturan dan pada keadaan suhu rendah
(pagi - pagi). Latek segera diangkut kepabrik tanpa banyak goncangan.
b. Alat – alat penyadapan dan pengangkutan bersih dan tahan karat.
c. Pemberian anti koagulan (bahan pengawet) pada latek.
Bahan kimia yang biasa digunakan untuk mencegah prakoagulasi adalah
ammonia. Karena bersifat :
1. Desinfektan sehingga dapat membunuh bakteri.
2. Bersifat basa sehingga dapat mempertahankan/menaikkan pH latek
kebun.
3. Mengurangi konsentrasi logam.
2.3. Bahan Baku Crumb Rubber
2.3.1 Slab
Slab adalah bahan baku karet yang terbuat dari lateks yang telah digumpalkan
dengan adanya bantuan bahan kimia seperti asam formit, asam cuka, urea.
Bahan baku slab dapat diolah menjadi:
a. SIR 5
b. SIR 10
c. SIR 20
Slab yang baik harus memenuhi ketentuan dan kriteria sebagai berikut:
1)Kadar kotoran maks. 0,030%
2)Kadar abu maks. 0,50%
3)Tidak terkontaminasi dengan tanah, lumpur, tatal, daun, bahan kimia lain
selain asam formit, kawat, goni, plastik, dll
4)Selama disimpan tidak boleh terendam dengan air atau terkena matahari
secara langsung.
2.3.2 Cup Lump
Cup lump (getah mangkok) yaitu bekuan lateks dalam mangkok sadap yang
tidak adanya bantuan bahan kimia lainnya. Sedangkan kompo adalah
kumpulan dari beberapa cup lump. Adapun spesifikasi dari BSRE Lump, sebagai berikut :
a. Tidak terkontaminasi dengan lumpur, batu dan kayu
b. Tidak mengandung bahan kimia seperti TSP yang biasanya terkandung
pada pupuk karet.
d. Dry rubber content sebesar 75%-80%
2.4. Proses Pengolahan Karet Crumb Rubber
1. Bak Pencampur.
Komposisi pencampuran di bak pencampuran sangat menentukan mutu hasil
akhir produksi. Pemakaian bahan baku menggunakan sistem FIFO (First In
First Out). Pencampuran bahan baku memiliki Cup Lump dengan Slab = 3 : 1.
2. Pre Breaker.
Alat pemecah/pemotong bahan baku (Cup Lump, Slab) menjadi potongan
yang lebih kecil dengan ukuran ± 30 mm, yang perlu diperhatikan yaitu :
Ketepatan perbandingan campuran, kondisi housing, kondisi screw, working
plate, dan baking plate.
3. Turbo Mill / Hammer Mill.
Turbo mill / Hammer mill merupakan pencacah bahan baku yang berasal dari
pre breaker agar menjadi potongan yang lebih kecil dengan ukuran ± 15 mm
sekaligus menghomogenkan karet remahan. Yang perlu diperhatikan yaitu :
Kondisi pisau pemotong, dan pedal, kontinyu pengumpanan.
4. Bak Blending.
Bak Blending merupakan tempat pencampuran bahan baku agar homogen
sekaligus sebagai tempat pengendapan kotoran.
5. Macerator.
Macerator merupakan Mesin/Alat untuk menyatukan cacahan karet remah
6. Crepper.
Tujuan penggilingan dengan Crepper adalah untuk membuat lembaran karet
menjadi lebih homogen, memperbaiki susunan pada karet, mematangkan
lembaran sekaligus untuk membersihkan kotoran – kotoran pada butiran karet.
Hasil gilingan berupa blangket/gulungan dengan lebar lembaran 50 cm dan
tebal 5 mm.
7. Maturasi.
Maturasi merupakan tempat untuk mengeringkan Blangket/Gulungan Karet
remahan agar dihasilkan mutu SIR-10 yang konsisten. Umur maturasi selama
7 s/d 9 hari, dimaksukan agar menaikkan nilai PRI.
8. Schredder.
Pada proses ini Blangket (Gulungan lembaran karet remahan) hasil dari
penggilingan dicacah menjadi remahan karet dengan besaran yang homogen
yaitu sekitar 3 mm. Hasil remahan pada bak air akan dipompakan menuju
static separator dengan menggunakan Hidrocyclone Pump.
9. Static Separator.
Berfungsi untuk memisahkan antara air dengan butiran karet. Hasil pemisahan
yang berupa karet lemah yang akan ditampung pada box yang diletakkan
diatas trolly (Kapasitas 120 kkk/box) sebagai alat transfer ke drayer.
10. Drayer.
Prinsip kerja Drayer adalah udara panas dari Thermal Oil Heater dihisap oleh
blower lalu dihembuskan melalui saluran pengering yang berisi 14 box. Pada
kamar 1 kemudian bergeser ke kamar 2 dan selanjutnya hingga ke kamar 15,
dengan pengaturan sebagai berikut :
Kamar 1, 2, 3, 4, 5, 6
- Udara panas mengalir dari daerah atas permukaan karet menuju ke daerah
bawah.
- Udara bekas pemanasan dibuang melalui Zxhaust Fan.
Kamar 7, 8, 9, 10
Udara panas mengalir dari daerah atas permukaan karet menuju ke bawah,
selanjutnya udara panas disirkulasikan.
Kamar 11, 12, 13, 14
Udara panas dialirkan dari daerah bawah menuju ke daerah atas dan
selanjutnya udara ini disirkulasikan.
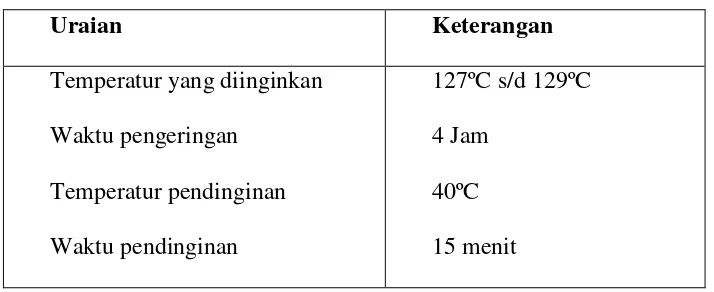
Drayer yang digunakan mempunyai 2 jalur pengering yaitu Single dan
Twin Drayer, dengan syarat :
Tabel 2.2. Jalur pengering
Uraian Keterangan
Temperatur yang diinginkan
Waktu pengeringan
Temperatur pendinginan
Waktu pendinginan
127ºC s/d 129ºC
4 Jam
40ºC
15 menit
Hasil pengeringan berupa remahan karet yang telah kering dengan
sempurna dan siap untuk disortir. Kapasitas Twin drayer sebesar 800
11. Pendinginan.
Trolley yang keluar dari drayer didinginkan dulu dengan cooling fan hingga
temperature ± 40ºC selama 30 – 40 menit untuk selanjutnya karet di press.
Bila suhu butiran karet > 40ºC sudah di press, akan mengakibatkan :
- Temperature bale (ball) yang telah di press akan bertahan selama 3 bulan,
akibatnya terjadi penguapan/pengembunan dalam plastic pembungkus yang
mengakibatkan karet mentah kembali dan menjadi media pertumbuhan
jamur.
- Plastic pembungkus bale akan meleleh dan sesame bale akan lengket.
- PRI akan menurun karena panas.
12. Thermal Oil Heather (TOH).
Thermal Oil Heather (TOH) adalah Instalasi penghasil panas yang berbahan
bakar Cangkang Kelapa Sawit yang berfungsi menghasilkan gas panas yang
ditransfer melalui media Oli. Cangkang Kelapa Sawit yang dibakar dalam
ruang bakar (Furnance) menghasilkan gas panas yang akan menaikkan
temperature oli pemanas. Oli pemanas adalah oli yang memiliki sifat transfer
panas yang tinggi melewati pipa yang berbentuk lilitan (Coil) dan dialirkan
dengan Pompa Sirkulasi.
Proses yang terjadi pada TOH ini adalah seperti menggoreng Kacang tanpa
minyak, yaitu sampahnya akan jatuh ke bawah dan intinya akan bersih diatas.
Dengan mempergunakan Pasir sebagai perantara Pembakarannya. Dimana
Pasir pun ikut dibakar bersama Cangkang di dalam ruang pembakaran.
Thermal Oil Heather (TOH) ini lebih hemat energy dibandingkan dengan
juga ramah lingkungan, yaitu dapat mengurangi Pencemaran lingkungan
(Polusi Udara) yang disebabkan oleh pembakaran bahan bakar cangkang,
karena Asap hasil Pembakaran bahan bakar Cangkang disaring sebelum
melewati cerobong asap dan keluar ke lingkungan sebagai udara murni yang
tidak menyebabkan bau atau asap dan tidak berbahaya bagi kesehatan manusia
bila terhirup. Instalasi Pabrik Thermal Oil Heather (TOH) pada Kebun
Gunung Para ini dirancang oleh Perancang Hitachi dari Jepang.
13. Balling Press.
Karet remahan hasil dari proses pengeringan kemudian disortasi dari kotoran
dan white spot, ditimbang 35 kg diproses dengan alat pengempa rotary
hydrolic press sehingga menjadi bentuk bandela dengan ukuran 72 x 36 x 18
cm.
14 . Hasil Akhir
Setelah selesai dari proses pengolahan bahan baku maka hasil akhir yang
didapat perlu dilakukan suatu analisa seleksi atau sortasi sesuai standarisasi
pengujian mutu.
Pengujian Mutu Crumb Rubber.
Hasil remahan karet yang keluar dari alat pengeringan (Drayer) yang
kemudian ditimbang dan dipress lalu dilakukan seleksi ataupun sortiran
agar sesuai dengan standart mutu yang telah ditetapkan, antara lain : Bebas
dari kotoran, dan White Spot dengan membelah press ball. Untuk bale yang
15. Pengepakan dan Penyimpanan
Untuk menjaga mutu hasil olah sebelum pengiriman maka dilakukan
pengepakan dan penyimpanan di gudang pabrik.
- Pengepakan Crumb Rubber
Kegiatan pengepakan dilakukan sesuai dengan order yang diterima.
Bandela dikemas dengan plastik ukuran panjang x lebar = 100 x 56 cm
dengan tebal 0,003 mm. kemudian bandela di packing dengan plastik
transparan dengan ukuran tebal 0,3 mm yang dikerutkan dengan gas elpiji.
- Penyimpanan Crumb Rubber.
Palet yang sudah selesai dikemas (sebelum diikat) agar disusun rapi dan
teratur sesuai mutu dan NPS nya didalam gudang penyimpanan pabrik
sebagai berikur :
□ Untuk Pallet HP maksimal 3 tingkat.
□ Untuk Pallet SW hanya 1 tingkat.
Pada saat pengiriman untuk tujuan ekspor setiap pallet kelipatan 10 agar
diperiksa secara visual terhadap kondisi pallet, kekeringan dan lain-lain
serta seluruh pallet diikat dengan peletizer sesuai permintaan.
2.5. Plasticity Retention Index (PRI)
Plasticity Retention Index (PRI) adalah nilai dari sifat plastisitas (kekenyalan)
karet yang mentah yang masih tersimpan bila karet dipanaskan selama 30 menit
Nilai Plasticity Retention Index (PRI) adalah presentase plastisitas karet
setelah dipanaskan dibandingkan plastisitas sebelum dipanaskan yang ditentukan
dengan alat Plastisimeter Wallace, dengan perasamaan:
Dimana: Pa=Plastisitas karet sesudah dipanaskan selama 30 menit (setelah
pengusangan)
Po=Plastisitas karet sebelum dipanaskan (sebelum pengusangan)
(Kartowardoyo, 1980)
Tujuan Pengujian PRI dilakukan untuk mengukur degedrasi atau penurunan
ketahanan karet mentah terhadap oksidasi pada suhu tinggi, nilai PRI ynag tinggi
(lebih dari 80%) menunjukkan bahwa nilai ketahanan karet terhadap oksidasi
adalah besar. Oksidasi karet oleh udara (O2) terjadi pada ikatan rangkap molekul
karet, yang akan berakhir dengan pemutusan ikatan rangkap karbon-karbon
sehingga panjang rantai molekul semakin pendek.
Terputusnya rantai polimer pada karet mengakibatkan sifat karet menjadi
rendah. Bila nilai PRI diketahui, dapat diperkirakan mudah atau tidaknya karet
mudah menjadi lunak atau lengket jika lama disimpan atau dipanaskan. Hal ini
berhubungan dengan vulkanisasi karet pada pembuatan barang jadi, agar
diperoleh sifat bahan jadi karet.
Tinggi rendahnya nilai PRI dipengaruhi oleh jenis bahan baku yang
digunakan dan proses pengolahan crumb rubber. Terdapatnya nilai PRI yang
a.Sinar matahari
Sinar matahari mengandung sinar ultraviolet yang menggiatkan terjadinya
oksidasi pada karet apabila bahan baku lateks dan koagulum terkena
langsung oleh sinar matahari, hal ini ditandai dengan mengeringnya kulit
permukaan lateks dan koagulum.
b.Pengenceran lateks dan koagulum
Pengenceran lateks dengan penambahan air yang terlalu banyak dan
perendaman dengan air yang terlalu lama yang tujuannya untuk mencuci
kotoran-kotoran yang melekat pada koagulum. Hal ini akan menurunkan
konsentrasi zat-zat nonkaret didalam lateks seperti terlarutnya asam-asam
amino yang berfungsi sebagai anti oksidasi dan dapat juga berfungsi sebagai
bahan pemacu cepat pada pembuatan barang jadi karet yang selanjutnya
menurunkan PRI pada karet.
c. Zat-zat pro-oksidasi
Kandungan ion-ion logam seperti Cu, Mg, Mn, dan Ca berkolerasi dengan
kadar abu didalam analisa karet. Kadar abu diharapkan rendah karena sifat
logam tembaga (Cu) dan mangan (Mn) adalah zat pro-oksidasi yang d
alam bentuk ion merupakan katalis reaksi oksidasi pada karet sehingga dalam
jumlah yang melewati batas kosentrasinya akan merusak mutu karet,
sehingga oksidasi dipercepat dan mengakibatkan nilai PRI karet menjadi
d. Pengering Karet
Penguraian molekul karet oleh reaksi oksidasi dapat pula terjadi bila karet
dikeringkan terlalu lama dan temperature pengeringan yang dipakai adalah
1270C, dengan waktu pengeringan 2-4 jam tergantung pada jenis alat
pengering. Nilai PRI akan turun bila terjadi ikatan silang (Storage Hardening)
didalam lateks kebun dan diantara butiran-butiran hasil pengeringan. Ikatan
silang terjadi pada pembentukan gel secara perlahan sehingga butiran karet
menjadi melendir dan lengket. Hal ini akan menyebabkan plastisitas Po,
maka akan berubah nilai PRI karet sehingga menjadi turun.
2.6. Po Rendah
Plastisitas awal (Po) menggambarkan kekuatan karet. Kegagalan pemenuhan
syarat Po dapat disebabkan oleh beberapa faktor. Bahan baku yang telah
mengalami degradaasi akibat perlakuan yang tidak tepat seperti perendaman
didalam air, penggunaan formalin sebagai pengawet lateks kebun dan umur bahan
olah yang terlalu lama dapat menyebabkan nilai Po.
Nilai Po yang rendah juga bias disebabkan oleh adanya pengeringan suhu
yang terlalu tinggi (<1300C) dalam waktu yang lama dan pengeringan ulang karet
yang kurang matang.. Pemeraman juga dapat menyebabkan karet menjadi keras
dengan disertai peningkatan nilai viskositas atau Po, serta penurunan PRI.
Nilai Po crumb rubber juga dipengaruhi oleh karakter bahan baku yaitu lateks
kebun. Jenis bahan penggumpal berpengaruh baik terhadap nilai Po maupun
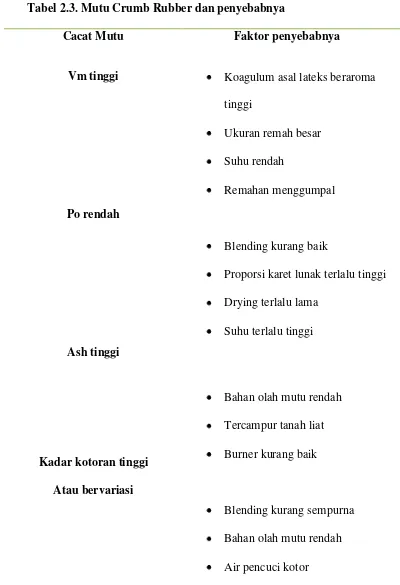
berbeda memiliki nilai Po atau viskositas yang mungkin berbeda sebagaimana
ditunjukkan oleh hasil penelitian pada tabel :
Tabel 2.3. Mutu Crumb Rubber dan penyebabnya
Cacat Mutu Faktor penyebabnya
Vm tinggi
Po rendah
Ash tinggi
Kadar kotoran tinggi Atau bervariasi
Koagulum asal lateks beraroma
tinggi
Ukuran remah besar
Suhu rendah
Remahan menggumpal
Blending kurang baik
Proporsi karet lunak terlalu tinggi
Drying terlalu lama
Suhu terlalu tinggi
Bahan olah mutu rendah
Tercampur tanah liat
Burner kurang baik
Blending kurang sempurna
Bahan olah mutu rendah
PRI rendah
Jumlah pass di creapper kurang
banyak
Pre-cleaning tidak efektif
Maturasi terlalu lama
Karet teroksidasi atau terlalu lama
terkena cahaya
Suhu drying tinggi, lambat
http://repository.usu.ac.id/bitstream/123456789/13962/1/09E00092.pdf
2.7. Pengolahan Karet Bongkah SIR
Pengolah SIR 5, SIR 10, dan SIR 20 hampir sama, yaitu harus melalui tahp
pembersihan, penyeragaman, pembutiran, pengeringan dan pengemasan.
Namun karena ketiga jenis SIR ini dipengaruhi oleh asal bahan olah maka
dalam setiap tahap proses diperlukan beberapan tindakan tambahan.
1. Untuk SIR 5, koagulum yang digunakan tidak boleh berumur >3 hari.
Umur bahan olah sangat mempengaruhi penurunan Po dan PRI. Bahan
olah yang diterima terlebih dahulu disortir berdasarkan asal dan jenis
bahan olah, KKK, umur, dan kebersihannya.
2. Untuk SIR 10, sangat tergantung pada kebersihan dan keseragaman bahan
maka pengolahan tidak melalui predrying. Perlakuan pra-pengeringan ini
antara lain berupa proses maturasi, penggantungan, dan pembeberan.
3. Maturasi hanya dilakukan oleh pabrik-pabrik yang berada pada proyek
PIR yang bahan olahnya berasal dari kebun plasma. Sementara itu,
penggatungan dan pembeberan dilakukan oleh pabrik-pabrik yang
mengolah bahan baku dari kebun sendiri bersama-sama dengan hasil dari
kebun lain yang bahan olahnya tidak seragam dan umur bahan olah
bervariasi.
4. Untuk SIR 20, umumnya dilakukan oleh pabrik-pabrik swasta,
dimana bahan olahnya berasal dari karet rakyat yang sangat bervariasi
jenis dan mutunya. Variasi ini menyebabkan kegiatan sortasi harus
dilakukan lebih ketat. Secara umum, tahapan pengolahan SIR 20 sama
seperti SIR 10 yang mengikuti jalur proses lewat predrying dengan
penggantungan, tetapi tidak melalui penggilingan kedua. Jadi, proses