ABTARKSI
Kemajuan teknologi khususnya dalam bidang teknik juga perlu diiringi dengan berkembangnya metalurgi untuk nengimbangi permintaan kriteria-kriteria bahan yang sesuai. Hal ini sangat mungkin untuk mengembangkan metode-metode dalam rangka memenuhi criteria bahan yang diinginkan. Baja SCM 4 merupakan bahan yang juga dapat digunakan sebagai alat potong, sehingga dituntut untuk mempunyai kekerasan yang diinginkan.
Untuk mendapatkan baja dengan karakteristik seperti diatas maka perlu diadakan proses heat treatment yang tepat, sehingga akan mendapatkan hasil maksimal. Dalam usaha mendapatkan kekerasan yang tinggi biasanya dilakukan dengan proses pendinginan cepat tanpa menghiraukan akibat dari proses tersebut, sehingga hasilnya akan mengalami keretakan. Untuk itu perlu metode pendinginan Double Quenching untuk mengatasi hal tersebut.
Dengan metode pendinginan double quenching; 1,2,3, detik pada media I (air) dilanjutkan media (II) oli SAE 10 kekerasannya 8,87 HRc, 14,8 HRc, 19 HRc; 1,2,3, detik pada media (I) dilanjutkan pada media (II) oli SAE 30 kekerasannya8,07 HRc, 13,4 HRc, 16,53 HRc; 1,2,3, detik pada media (I) dilanjutkan pada media (II) oli SAE 50 kekerasannya 6,47 HRc, 10,8 HRc, 13,73 HRc, dengan hasil tidak retak. Dengan bertambah lamanya pada media (I) AIR dan semakin kecil nilai viskositasnya oli pada media II nilai kekersannya akan semakin tinggi. Untuk
KATA PENGANTAR
Bismillahirrohmaanirrohiim
Dengan mengucap puji syukur kehadirat Allah SWT, atas berkat dan
ridho-Nya yang diberikan kepada penulis sehingga akhirnya penelitian yang
berjudul “ PENGARUH DOUBLE QUENCHING DENGAN VARIASI WAKTU
PENDINGINAN PADA PROSES HARDENING TERHADAP KEKERASAN
BAJA SCM 4”dapat diselesaikan.Sebagai wujud terima kasih penulis sampaikan
kepada semua pihak yang telah membantu penyelesaian dan penyusunan
penelitian ini.
Penulis menyadari bahwa Penelitian ini baru membahas sebagian kecil
saja dari proses double quenching ,masih banyak hal lain yang perlu dianalisa dan
dikembangkan .Harapan penulis ada generasi selanjutnya yang dapat
mengembangkan tema ini lebih luas lagi dan semoga Penelitian ini dapat
bermanfaat bagi kita semua .
Wassalamu’alaikum Wr Wb.
Sidoarjo, 2008
BIODATA PENELITI
1. DATA PRIBADI
a. Nama Lengkap : Mulyadi, ST b. Jenis Kelamin : Laki-Laki
c. Alamat : Ds. Tandonsentul RT01/RW01 Kec. Lumbang Kab. Probolinggo
d. Status : Kawin
e. Pekerjaan : Dosen Universitas Muhammadiyah Sidoarjo
Pegawai Swasta
2. PENDIDIKAN
a. SD : SDN Tandonsentul Tahun 1984-1990 b. SMP : SMPN Lumbang Tahun 1990-1993 c. STM : STMN Mayangan Tahun 1993-1996 d. KLK : KLK Pandaan Tahun 1996-1997
e. S I : Universitas Muhammadiyah Sidoarjo (Jurusan Teknik Mesin) Tahun 2001-2004
f. AKTA IV : Universitas Muhammadiyah Sidoarjo Tahun 2004-2005
3. PEKERJAAN
a. Tahun 1997-Sekarang : PT Berlina Tbk Pandaan-Pasuruan b. Tahun 2006-Sekarang : Dosen Universitas Muhammadiyah
DAFTAR ISI
Halaman
LEMBAR PENGESAHAN ... ii
ABSTRAKSI ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vi
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah ... 1
1.2 Rumusan Masalah ... 2
1.3 Batasan Masalah ... 3
1.4 Tujuan Penelitian ... 4
1.5 Metode Penelitian ... 4
1.6 Hipotesa ... 5
1.7 Tempat Penelitian ... 5
1.8 Sistematika Penulisan ... 6
BAB II TINJAUAN PUSTAKA A. Baja ... 7
a. Baja Karbon ... 8
b. Baja Paduan ... 9
B. Diagram Fe-Fe3C ... 11
a. Fase-Fase ... 12
b. Pengaruh Unsur Paduan ... 14
C. Heat Treatment... 15
D. Diagram TTT (Time Temperature Transformation) ... 19
E. Kecepatan Pendinginan ... 20
F. Kekerasan ... 22
a. Faktor-Faktor yang Mempengaruhi Kekerasan ... 22
b. Pengjian Mekanik Kekerasan ... 24
BAB III METODOLOGI PENELITIAN A. Prosedure Penelitian ... 28
B. Alat Dan Bahan Penelitian ... 29
C. Prosedure Pelaksanaan Pengujian ... 30
D. Diagram Alur Penelitian ... 37
BAB IV DATA DAN ANALISA DATA A. Teknik Pengambilan Data ... 38
a. Rancangan Pengambilan Data ... 38
b. Rancangan Pengambilan Rata-Rata Data... 42
B. Data ... 43
a. Data Hasil Penelitian ... 43
b. Rata- Rata Data ... 46
C. Teknik Analisa Data ... 49
a. Analisa Varian Dua Arah ... 49
b. Analisa Regresi ... 56
BAB V KESIMPULAN DAN SARAN A. Kesimpulan ... 61
BAB I
PENDAHULUAN
1.1. Latar Belakang
Metalurgi adalah ilmu dan teknologi logam yang meliputi
pengembangan dan penerapan pengetahuan mengenai komposisi, struktur, dan
pemrosesan logam sesuai dengan sifat dan pemakaiannya.
Pada era teknologi yang maju sekarang ini peran metalurgi sangat
berarti, khususnya dalam hal pemilihan bahan dan sifat-sifat bahan. Material
logam merupakan bahan yang sering digunakan dalam dunia keteknikan dan
pada setiap material logam yang dipakai mempunyai karakteristik yang
berbeda-beda. Sebagian besar logam yang digunakan dalam dunia keteknikan
adalah besi,karena besi merupakan bahan yang dapat memenuhi
karakter-karakter yang diinginkan.
Besi karbon dengan kadar karbon rendah yang sering disebut dengan
baja merupakan alternatif bahan yang sering digunakan,khususnya bahan
untuk kontruksi dan komponen-komponen mesin.
Dalam pemilihan baja untuk suatu kontruksi atau suatu komponen
mesin biasanya harus memperhatikan sifat-sifat dari baja tersebut.
Karena sifat-sifat dari baja tersebut sangat berperan dalam menentukan
suatu bahan kontruksi maupun bahan komponen-komponen suatu
mesin,sehingga baja yang dipilih untuk suatu bahan kontruksi maupun untuk
suatu bahan komponen mesin akan berfungsi secara maksimal dan mempunyai
Untuk mendapatkan sifat-sifat bahan yang sesuai dengan pemakaian
,maka para ahli metallurgy berusaha dengan berbagai cara untuk memperbaiki
atau memodifikasi sifat-sifat material yang diharapkan dalam pemakaiannya.
Berawal dari usaha memperbaiki atau memodifikasi sifat-sifat material inilah
penulis mendapatkan suatu metode yang menurut penulis belum banyak
terungkap dalam penelitian-penelitian yang dilakukan oleh ahli metallurgy.
Tetapi pada dasarnya proses yang digunakan adalah proses yang
digunakan oleh para ahli metallurgy dalam pemodifikasian sifat-sifat material
yaitu proses perlakuan panas heat treatment ), hanya saja ada suatu tahap
yang berbeda yaitu pada tahap pendinginan (quenching ). Dalam hai ini
penulis menggunakan proses perlakuan panas hardening dengan pendinginan
pencelupan ganda (double quenching ). Metode double quenching ini pernah
penulis jumpai digunakan sebagai alternatif untuk menginginkan kwalitas dari
suatu alat potong.
Oleh karena itu penulis mencoba meneliti pengaruh double quenching
terhadap kekerasan suatu baja dalam proseshardening.
1.2. Rumusan masalah
Baja SCM 4 adalah baja paduan Cromium-Molybdenum steels dengan
unsure paduan utama Mo (Molybdenum) dan unsur paduan Cr (Cromium)
yang penggunaanya sebagai kontruksi mesin, roda gigi, spindelis, alat potong
dan lain-lain. Baja ini mempunyai kandungan unsur-unsur (C) 40 %, (Mo)
0,1-0,2 %, (Cr) 1,1 %. Proses hardening pada baja ini menggunakan suhu
tinggi biasanya baja ini akan retak setelah mengalami proses hardening
dengan media pendingin selain oli, seperti pada media pendingin air. Media
pendingin pada proses hardening untuk baja karbon menggunakan air dan
untuk baja paduan menggunakan oli (Venkatesh, 1982).
Pada penelitian yang biasanya dilakukan, tahap pendinginan dalam
prosesheat treatmenthanya dilakukan dengan satu media pendingin saja yang
hasilnya dapat kita ketahui pula pada penelitian-penelitia terdahulu.
Penelitian yang akan dilakukan ini, penulis ingin mengetahui
bagaimana pengaruhnya terhadap variasi waktu pendinginan pada media I
(air) pada kekerasan baja SCM 4 dan dilanjutkan pendinginan media II (oli)
pada proses hardening.
1.3. Batasan Masalah
Pada penelitian ini masalah hanya dibatasi pada pengaruh double
quenching yang divariasikan pada lamanya pencelupan dalam media pertama
dan variasi media pendingin yang kedua, pada proses hardening terhadap
kekerasan baja.
Adapun batasan-batasan lain adalah sebagai berikut :
1. Bahan yang digunakan baja SCM 4
2. Temperatur pemanasan 8500C ditahan (holding) pada suhu tersebut selam
30 menit.
3. Media pendingin yang digunakan adalah air, oli SAE 10, SAE 30, SAE 50.
4. Pengujian kekerasan yang digunakan dengan pengujian kekerasan
5. Lama pendinginan dengan media pendingin pertama adalah 1 detik, 2
detik, dan 3 detik.
6. Pada pengujian ini yang paling berpengaruh adalah waktu pendinginan
pada media I (air)
7. Lamanya waktu pemindahan antara media pendingin satu dengan media
pendingin yang lainnya diabaikan.
4.1. Maksud dan Tujuan
Karena kekerasan merupakan sifat fisik yang dimiliki oleh suatu baja,
dan sifat fisik ini merupakan salah satu kriteria yang harus dipertimbangkan
dalam pembuatan alat potong. Maka dengan diadakan penelitian tentang
pengaruh double quenching pada proses hardening terhadap baja SCM 4 ini
mempunyai maksud dan tujuan untuk mengetahui pengaruh terhadap
kekerasaan sehingga diharapkan dapat memberikan masukkan dalam
pemodifikasian sifat-sifat baja untuk meningkatkan kwalitas alat potong, dan
tidak menutup kemungkinan proses ini memberikan alternatif dalam usaha
mendapatkan sifat mekanik kekerasan dalam pengguaannya sebagai material
teknik. Diharapkan pula dapat memberikan masukkan dalam pengembangan
metallurgy, sehingga tidak terpaku pada metode-metode yang telah ada
khususnya tentangheat treament.
1.5. Metode Penelitian
Metode penelitian yang digunakan dalam penyusunan penelitian ini
adalah metode pengumpulan data yang diperoleh dari laboratorium.
1. Kajian pustaka yaitu melakukan kajian kepustakaan atau referensi yang
berkaitan dengan permasalahan,antara lain : tentang heat treatmen,
hardening, quench, serta tentang bahan.
2. Kajian lapangan (Laboratorium)
Yaitu pengamatan lapangan tentang penelitian guna memperoleh
klasifikasi bahan yang akan digunakan dalam penelitian.
1.6. Hipotesa
Dalam suatu penelitihan hal yang paling mendasar sebelum
penelitihan adalah adanya suatu hipotesa yang kemudian akan diuji dengan
menggunakan fakta-fakta yang akan didapat dalam penelitihan.
Oleh karena itu, penulis dalam penelitihan ini mempunyai suatu
hipotesa tentang adanya perbedaan kekerasan yang disebabkan oleh pengaruh
double quenchingpada proseshardening.
Ho-Double quenching pada proses hardening tidak berpengaruh
terhadap kekerasan baja SCM 4
H1-Double quenching pada proses hardening berpengaruh terhadap
kekerasan baja SCM 4
Dengan penolakan Ho jika Fhitung>Ftabel berarti double quenching
pada proses hardening terhadap kekertasan baja SCM 4 ada pengaruhnya.
1.7. Tempat Penelitian
Penelitian yang dibutuhkan sepenuhnya akan dilakukan di PT Berlina
1.8. Sistematika penulisan
Penulisan penelitian ini diuraikan dalam beberapa tahap penguraian
sehingga diperoleh penyusunan permasalahan yang urut dan sistematis,
urutan penulisan tersebut antara lain :
BAB I : Pendahuluan, memberikan penjelasan umum tentang latar
belakang masalah, rumusan masalah, metodologi penulisan,
hipotesis penelitian, tempat penelitian , dan sistematika
penulisan.
BAB II : Tinjauan pustaka, memberikan pengertian tentang dasar teori
yang berkaitan dengan pemecahan masalah terutama sifat
kekerasan dan proses hardening.
BAB III : Metode penelitian, membahas tentang dan alat penelitian serta
proses penelitian.
BAB IV : Analisa data, membahas tentang perhitungan yang berhubungan
dengan data yang diambil dari penelitihan yaitu mengenai data
kekerasan pada proses hardening dengan double quenching
serta menguji hipotesa terhadap hasil penelitian.
BAB II
TINJAUAN PUSTAKA
Baja merupakan besi-karbon dengan kadar karbon kurang dari 2,1 %
berat karbon. Baja dibuat dari besi mentah dari proses konverter atau didalam
dapur pada pabrik baja.
Baja paling banyak digunakan sebagai bahan industri yang merupakan
sumber sangat besar, dimana sebagian ditentukan oleh nilai ekonominya,
tetapi yang paling penting karena sifat-sifatnya yang bervariasi . Yaitu bahwa
bahan tersebut mempunyai berbagai sifat dari yang paling lunak dan mudah
dibuat sampai yang paling keras dan tajam untuk pisau pemotong pun dapat
dibuat, benda apa saja dengan bentuk apapun dapat dibuat dengan bahan ini.
(Surdia T dan S, 1984 hal 69).
Penggunaan baja sangat luas sehingga masing-masing pihak membuat
klasifikasi sesuai dengan cara mereka masing-masing, antara lain :
1. Menurut cara pembuatannya , yaitu baja bassmer,baja siemen martin, baja
dapur listrik, dan lain-lain.
2. Menurut penggunaannya, yaitu baja kontruksi, baja mesin, baja pegas, baja
perkakas, dan lain-lain.
3. Menurut strukturnya, yaitu baja hipoeutectoid, baja eutectoid, baja ferretik,
baja austenitik, dan lain-lain.
2.1.1. Baja Karbon
Baja karbon merupakan baja paduan unsur-unsur besi (Fe) dengan
unsur-unsur karbon (C). Tetapi bukan berarti baja karbon tersebut sama sekali
tidak mengandung unsur lain selain unsur besi dan karbon, akan tetapi karena
kandungan unsur-unsur lain masih lebih rendah dari batas-batas tertentu yang
tidak berpengaruh terhadap sifatnya. Kandungan unsur-unsur lain kira-kira
0,25 % Si, 0,3-1,5 % Mn dan unsur pengotor seperti P, S, dsb. Unsur-unsur ini
biasanya berasal dari proses pembuatan besi dan baja yang biasanya ditekan
sampai sekecil mungkin kandungannya.
Karbon merupakan unsur pengeras yang efaktif dan murah, oleh
karena itu pada umumnya sebagian besar baja komersial hanya mengandung
unsur karbon dengan sedikit unsur yang lain. Baja karbon dapat dibagi dalam
tiga bagian , antara lain :
1. Baja karbon rendah (law carbon steel)
Yaitu baja karbon yang mempunyai kandungan karbon sampai 0,25 %.
Penggunaannya sangat luas, sabagai baja kontruksi umumnya. Baja ini
kekuatannya relatif rendah, lunak tetepi keuletannya sangat tinggi dan mudah
dibentuk.
2. Baja karbon menengah (medium carbon steel)
Baja ini mempunyai kandungan karbon antara 0,25-0,55 %, sifat dari
baja ini lebih kuat dan keras, baja ini biasanya digunakan untuk yang
memerlukan kekuatan dan ketangguahan lebih tinggi, juga banyak digunakan
Baja jenis ini mempunyai kandungan karbon lebih dari 0,55 %,
mempunyai sifat lebih kuat dan lebih keras lagi, tetapi keuletannya lebih
rendah. Biasanya digunakan untuk perkakas yang memerlukan sifat tahan aus.
2.1.2. Baja Paduan
Baja paduan merupakan baja karbon dengan penambahan unsur-unsur
lain yang dapat mempengaruhi sifatnya. Sebagai unsur paduannya adalah Cr,
Mn, Ni, Si, Ti, Al, Cu, Zr, dan Mo, dsb.
Kelebihan dari baja paduan adalah mempunyai mampu keras yang
baik, meskipun berukuran besar dapat dikeraskan sampai kedalam.
Dari penambahan masing-masing unsur paduan akan mempengaruhi
sifat dari baja tersebut diantaranya adalah bahwa Mn dan Cr dapat
meningkatkan kemampuan pengerasan dan menunda pelunakan dan temper;
Ni memperkuat ferrit dan meningkatkan kemampuan pengerasan dan
ketangguhan ; Cu memiliki sifat yang sama dengan Ni hanya Cu mempunyai
kemampuan menundah temper; Cu memperkuat ferrit dan menunda
pelunakan pada saat temper; Si menunda dan mengurangi perubahan volume,
perubahan ke martensit; dan masih banyak lagi sifat yang ditimbulkan oleh
unsur-unsur paduan yang lain.
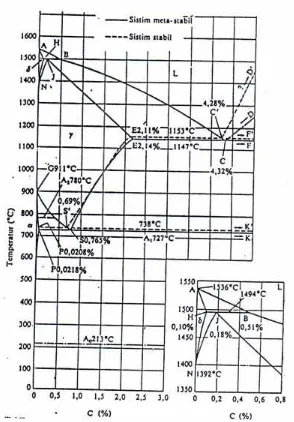
Diagram Fe-Fe33C
Diagram Fe-Fe3C merupakan diagram keseimbangan besi karbon
sebagai dasar dari bahan yang berupa besi baja. Selain karbon pada besi dan
baja terkandung kira-kira 0,25 % Si, 0,3-1,55 Mn dan unsur pengotor lain
kepada diagram fase, maka diagram fese tersebut dapat dipergunakan tanpa
menghiraukan adanya unsur-insur tersebut.
Titik-titik penting pada diagram fase ini adalah :
A. Titik cair besi
B. Titik pada cairan yang ada hubungannya dengan reaksi peritetik.
H. Larutan padat yang ada hubungannya dengan reaksi peritekik. Kelarutan
karbon maksimal adalah 0,10 %.
I. Titik peritetik selama pendinginan austenit pada komposisi J, fase
terbentuk dari larutan padat pada kompisisi H dan cairan pada komposisi
B.
N. Titik tranformasi dari besi , besi , titik transformasi A4dari besi murni.
C. Titik eutektik. Selama pendinginan fasa dengan komposisi E dan sementit
pada komposisi F (6,67%C) terbentuk dari cairan pada komposisi C.
Fasa autektik ini disebut ledeburit.
E: Titik yang menyatakan fasa γ, ada hubungan dengan reaksi eutektik.
Kelarutan maksimum dari karbon 2,14 %. Paduan besi karbon sampai
pada komposisi ini disebut baja.
G: Titik transformasi besi γ → besi α. Titik transformasi A3untuk besi.
P: Titik yang menyatakan ferrit, fasa α, ada hubungan dengan reaksi
Gambar 2.2 : Diagram keseimbangan besi-karbon (Tata Surdia, 1992,hal 70)
S: Titik eutektoid. Selama pendinginan, ferrit pada komposisi P dan simentit
pada komposisi K (sama dengan F) terbentuk simultan dari austenit pada
komposisi S. Reaksi eutektoit ini dinamakan transformasi A1,dan fasa
eutektoid ini dinamakan perlit.
GS: Garis yang menyatakan hubungan antara temperatur dan komposisi,
ES: Garis yang menyatakan hubungan antara temperatur dan komposisi,
dimana mulai terbentuk sementit dari austenit, dinamakan garis Acm.
A2: Titik transformasi magnetic untuk besi atau ferit.
A0: Titik transformasi magnetic untuk sementit.
Pada diagram Fe-Fe3C dari kandungan karbon dalam Fe3C dibagi menjadi
C = 0,008 % disebut besi murni.
C = 0,008–0,83 % disebut baja hipoeutektoid.
C = 0,83 % disebut baja eutectoid.
C = 0,83–1,7 % disebut baja hipereuectoid.
C = 1,7 % disebut baja hipereutctic.
C = 1,7–4,43 % disebut besi tuang putih.
C = 4,43 % disebut besi eutectic.
C > 4,43 % disebut besi hypereutectic.
2.2.1. fasa-fasa
Dalam diagram Fe-Fe3C terdapat fasa-fasa yang terbentuk karena
pengaruh hubungan antara besi (Fe) dan besi karbon (Fe3C) dalam
kaitannya dalam temperatur pembentukan nya.
Adapun fasa-fasa yang ada antara lain :
a. Ferrite (α)
Disebut juga besi α (alpha), merupakan larutan padat dimana larutan
karbon
berada pada celah-celah antara atom-atom pada besi murni. Mempunyai
Fasa ini mempunyai sifat lunak dengan kekerasan +_ 177 BHN, ulet,
ferromagnetic, dan mudah ditempa.
Kandungan karbon maksimumnya 0,025 % pada suhu 7270C.
b. Austenit (γ)
Disebut juga besi γ (gamma), merupakan larutan padat dari karbon yang
berada dalam ses-sel besi. Mempunyai sel satuan kubik pemusatan sisi
(KSP) atau face centred cubik (FCC). Fasa ini mempunyai sifat lunak,
ulet, tidak ferromagnetic. Terjadi diatas temperatur 7270C.
c. Ledeburite
Merupakan susunan eutektoid yang mempunyai kandungan karbon 4,3 %
yang berupa campuran halus ferrit dan sementit. Terjadinya dibawah
temperatur 7270C dan stabil pada suhu dibawah 11300C.
d. Besi δ (delta)
Merupakan larutan karbon dengan besi dengan satuan sel BCC atau KPR.
Unsur karbon yang bisa larut mencapai 0,1 %. Terjadi pada temperatur
14000–15350C. Mempunyai sifat lunak dengan kekerasan antara 60-100
BHD, lunak , dan ferromagnetic.
e. Sementit (Fe3C)
Disebut juga besi karbit (Fe3C), Merupakan senyawa logam yang paling
keras diantara fasa-fasa yang mungkin akan terjadi pada baja. Terbentuk
pada temperatur 11300C. Pada fasa sementit ini mengandung 6,67 % C
dengan sel satuan orthoromtik. Mempunyai sifat sangat keras dengan
f. Pearlit
Merupakan baja eutektoid yang tersusun dari 2 fasa yaitu ferrite (α) dan
sementit ( Fe3C) karena transformasi baja austenit (γ).
(0,77 % C) γ → ← (0,02 % C) α + (6,67 % C) Fe3C
2.2.2. Pengaruh unsur paduan terhadap pergeseran Diagram Fe-Fe3C
Diagram Fe-Fe3C dibuat tanpa unsur paduan, jika terdapat unsur paduan
maka diagram Fe-Fe3C akan mengalami pergeseran. Sedangkan pergeseran
yang terjadi pada diagram tersebut dapat ditentukan dengan diagram sebagai
berikut :
Gambar 2.2.2.1 : pengaruh komposisi paduan terhadap komposisi eutectoid (
sumber : Ilmu dan teknologi bahan,1989, hal 388)
Dari diagram diatas terlihat bahwa komposisi unsur paduan
mempengaruhi komposisi eutectoid dan suhu.
Pada gambar (a) unsur paduan menggeser temperatur eutectoid dari
suhu 7230C menjadi naik atau turun tergantung jenis dan besarnya prosentasi
Dengan adanya unsur paduan yang menyebabkan bergesernya diagram
fasa maka hal ini dapat dimanfaatkan untuk meningkatkan sifat mekanik pada
baja.
Pada gambar berikutnya merupakan salah satu cantoh pengaruh unsur
paduan terhadap pergeseran diagram Fe-Fe3C, terlihat pergeseran eutectoid
pada diagram Fe-Fe3C akibat penambahan Mn sebanyak 2 %.
Gambar : 2.2.2.2 : Pergeseran Eutectoid
(sumber : Ilmu dan teknologi bahan , 1989, hal 389)
Heat Treatment
Heat treatment adalah proses pemanasan dan pendingginan yang
terkontrol dengan maksud mengubah sifat fisik dan mekanik dari logam.
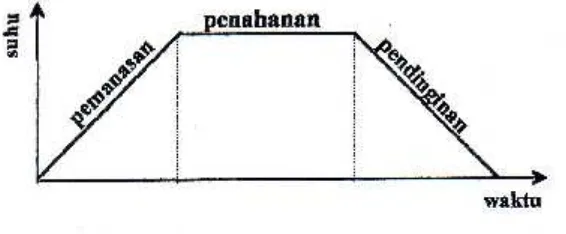
Langkah-langkah heat treatment antara lain :
a. Pemanasan (heating)
Pada proses ini logam dipanaskan sampai pada suhu tertentu dan
dalam periode waktu tertentu. Tujuan agar molekul-molekul logam dapat
mengalami perubahan struktur kristal atau struktur mikro yang terkandung
didalamnya.
b. Penahanan (holding)
Mempertahankan suhu pada waktu tertentu sehingga temperaturnya
merata dan perubahan strukturnya terjadi secara merata pula.
c. Pendinginan (colling)
Proses ini merupakan akhir dari proses heat treatment dalam
membentuk sifat fisik dan sifat mekanik logam. Media pendingin yang biasa
digunakan antara lain : gas, air, oli, dan lain sebagainya.
2.3.1. Macam-macamHeat Treatment
Dalam usaha modifikasi suatu sifat fisik dan sifat mekanik material
Logam
ada berbagai macam prosesheat treatmentsehingga diperoleh sifat-sifat yang
diinginkan, antara lain :
a. Annealing
Annealing adalah proses heat treatment dimana material logam
dipanaskan sampai pada suhu tertentu kemudian dilanjutkan pendinginan
secara perlahan-lahan.
Tujuan annealing :
3. memperbaiki ukuran butiran
4. menghaluskan ukuran butiran
Macam-macam annealing :
1.Full annealing
Prosesnya :
Pemanasan sampai temperatur 250-300C diatas stabilitas ferrite (besi α)
kemudian disusul dengan pendinginan dapur (didalam dapur) sehingga
austenit terurai menjadi pearlit kasar. Tujuannya adalah mengurangi
kekasaran.
2.Rekristalisasi annealing
Prosesnya :
Pemanasan sampai temperatur 5800C selama beberapa detik (+- 8
detik), maka akan tampak butir-butir kristal baru. Bila kristal baru diperiksa
dengan menggunakan mikroskop elektronik maka akan terlihat bahwa jumlah
dilokasijauh berkurang.
Tujuannya mengurangi kekerasan bandakerja karena adanya rekristalisasi
baru.
3. Annealing menghilangkan tegangan sisa
Prosesnya :
Pemanasan sampai suhu 6000C selama beberapa menit sehingga suhu
merata. Tujuannya menghilangkan tegangan sisa.
4. Speriodisasi
Bila struktur mula adalah perlit, bahan dipanaskan selama 16-24 jam
pada suhu eutektoid (7270C). Dan bila struktur mula martensit, maka
diperlakukan pemanasan selama 1-2 jam pada suhu sama. Tujuannya
meningkatkan ketangguhan baja yang rapuh.
b. Normalizing
Normalizing merupakan proses heat treatment dengan tujuan
membentuk struktur mikro dengan butiran halus dan seragam.
Prosesnya :
Pemanasan hingga temperatur 500-600C diatas temperatur minimum
austenit (7270C) kemudian dilanjutkan dengan pendinginan udara.
c. Hardening
Hardening merupakan proses heat treatment dengan pendinginan cepat
untuk mendapatkan struktur mikro martensit yang keras.
Prosesnya :
Pemanasan hingga temperatur austenit dan ditahan pada suhu tersebut
kemudian dilanjutkan dengan pendinginan cepat.
d. Tempering
Tempering merupakan proses heat treatment dengan pemanasan
kembali material yang telah dikeraskan untuk menghilangkan tegangan sisa.
Prosesnya :
Pemanasan hingga temperatur 1500-6500C, dilanjutkan dengan
pendinginan perlahan-lahan diudara. Baja yang dikeraskan ini merupakan baja
1. Tempering pada suhu rendah (1500-3000C)
2. Tempering pada suhu menengah (3000-5000C)
3. Tempering pada suhu tinggi (5000-6500C)
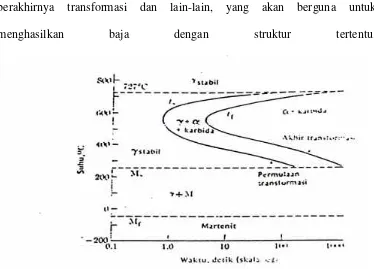
2.4. DIAGRAM TTT (Time-Temperatur-Transformation)
Transformasi austenit banyak berpengaruh terhadap penyebaran ferrit
dan sementit pada hasil transformasi tersebut, yang akan mempengaruhi sifat
baja sesudah proses laku panas. Dengan membuat transfarmasi ini
berlangsung pada temperatur tetap(isotermal)dapat dipelajari waktu mula dan
berakhirnya transformasi dan lain-lain, yang akan berguna untuk
menghasilkan baja dengan struktur tertentu.
Gambar 2.4 : Diagram TTT Baja SAE 1080
(sumber : Van Vlack, Ilmu dan teknologi Bahan, hal 448)
Untuk mempelajari sifat-sifat transformasi austenit pada temperatur
tetap ini diambil sejumlah specimen dari baja yang akan diamati dan
dipanaskan sampai diperoleh austenit yang homogen. Satu persatu specimen
specimen didinginkan dengan cepat sampai ketemperatur tertentu yang
berbeda satu sama lainnya dan dibiarkan pada temperatur tersebut selam
waktu tertentu.
Dari masing-masing specimen kemudian diamati waktu yang
diperlukan untuk memulai dan berakhirnya transformasi austenit, serta mikro
setelah transformasi selesai.
Seluruh data ini kemudian diplot pada suatu grafik dan menghasilkan
suatu diagram yang dinamakan “ Diagram Transformasi Isotermal ” atau “
Isotermal Transformation Diagram ” (I-T Diagram) atau “time Temperatur
Transformation Diagram” (T-T-T- Diagram). Jadi setiap baja akan
mempunyai diagram T-T-T sendiri-sendiri dan tidak akan berlaku untuk baja
lain. Pada diagram ini waktu sebagai absis dan temperatur sebagai ordinat.
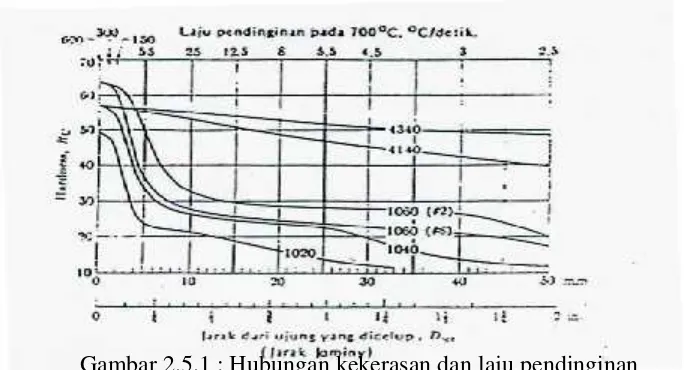
2.5.1. Kecepatan pendinginan
Gambar 2.5.1 : Hubungan kekerasan dan laju pendinginan
(Sumber : Van Valk, Ilmu dan Teknologi Bahan, hal 467)
terlihat pada gambar, baja paduan rendah mempunyai kemampukerasan yang
lebih besar daripada baja karbon, artinya, untuk harga laju pendinginan
tertentu kekerasannya akan mendekati maksimum. Baja dengan kadar karbon
lebih tinggi akan mendapatkan kekerasan yang lebih keras pada laju
pendinginan yang cepat maupun untuk laju pendinginan yang lambat.
Kecepatan pendinginan sering dipengaruihi oleh jenis media pendingin
seperti yang terjadi pada gambar berikut :
Pada gambar diatas menunjukkan bahwa :
a. Pada kurva 1 menyatakan pendinginan dilakukan dalam dapur, dimana
hasil pendinginannya akan terbentuk ferrit dan pearlit.
b. Pada kurva 2 menyatakan pendinginan dengan menggunakan pendinginan
c. Pada kurva 3 menyatakan pendinginan dilakukan dengan oli, dimana
hasilnya juaga ferrit dan pearlit.
d. Pada kurva 4 menyatakan pendinginan dilakukan dengan air, dimana hasil
transfaormasi adalah martensit, ferrit, dan pearlit.
e. Pada kurva 5 menyatakan pendinginan dilakukan dengan larutan NaOH
(basa), dimana hasil transformasi berupa martensit.
2.6. Kekerasan
Kekerasan didefinisikan sebagai kemampuan untuk menahan tusukan
(penetrasi) benda yang lebih keras dari luar. Ada juga yang menyatakan
dengan kemampuan menahan deformasi plastis. Definisi kekerasan sangat
tergantung pada cara pengujiannya dalam bidang mekanik bahan diartikan
kekerasan sebagai ukuran ketahanan terhadap lekukan, dalam bidang
perencanaan sebagai kuantitas khusus yang menunjukkan sesuatu mengenai
kekuatan,
ketahanan dan perlakuan panas dari suatu logam. Juga diartikan
kekerasan sebagai ketahanan benda terhadap gesekan atau ketahanan terhadap
pemotongan dan pengeboran. Juga pada umumnya berkolerasi dengan
kekuatan, jika kekerasan meningkat maka akan diiringi dengan naiknya
kekerasan bersama menurunnya keuletan.
2.6.1. Faktor-faktor yang mempengaruhi kekerasan
Kekerasan suatu material logam dipengaruhi oleh beberapa faktor ,
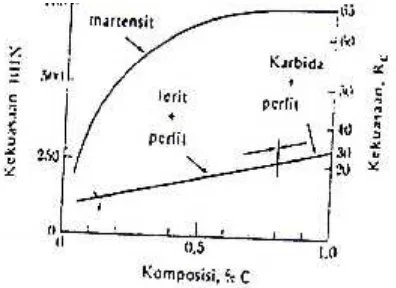
a. Kadar karbon
Kekerasan suatu material logam dipengaruhi terutama oleh kadar
karbonnya. Semakin tinggi kadar karbon suatu material logam maka
kekerasannya semakin tinggi
Gambar 2.6.1.a: Hub kekerasan dengan kadar karbon
(Sumber : Teknologi Pengecoran Logam, hal 35)
b. Unsur paduan
Unsur- unsur paduan yang pada umumnya dapat bersenyawa dengan
baja antara lain : Nikel (Ni), Chormium (Cr), dan Mangan (Mg) dapat
meningkatkan
.
Gambar 2.6.1.b: Pengaruh unsur paduan terhadap kekerasan baja
(Sumber : Avner, hal 352 )
c. Perlakuan panas( heat treatment )
Pengaruh perlakuan panas berbeda-beda tergantung kepada jenis
perlakuan panas yang dikenakan. Perlakuan panas yang biasa digunakan
seperti hardening, annealing, normalizing,dan tempering. Dari masing-masing
perlakuan panas yang ada akan didapat kekerasan yang berbeda-beda,
misalnya baja yang mengalami hardening dan tempering kekerasannya lebih
rendah dari pada baja yang hanya mengalami hardening saja.
2.6.2. Pengujian mekanik kekerasan
Pengujian kekerasan adalah satu dari sekian banyak pengujian
mekanik bahan yang dipakai, pengujian dapat dilaksanakan pada benda uji
yang kecil tanpa kesulitan mengenai spesifikasi. Pengujian yang paling
terbentuk diatasnya, cara ini dinamakan cara kekerasan penekanan. Ada cara
lain dengan menjatuhkan bola dengan ukuran tertentu dari ketinggian tertentu
diatas benda uji dan diperoleh tinggi pantulannya.
Ada beberapa cara pengujian kekerasan yang digunakan untuk
pengujian kekerasan logam, antara lain :
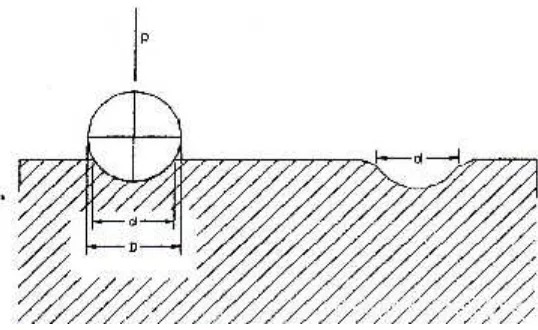
a. Pengujian kekerasan Brinell
Pengujian brinell adalah salah satu cara pengujian logam, dimana hasil
pengujian berupa bentuk lekukan pada permukaan logam dengan memekai
bola baja (diameter 2,25 atau 10 mm) yang diberikan dengan gaya tekan
tertentu selama waktu tertentu pula. Kekerasan brinell dapat dihitung dengan
rumus sebagai berikut :
Gambar 2.8.1. : Parameter-parameter dasar pada pengujian Brinell
(Dieter, 1986)
P = Gaya (beban) yang ditetapkan, (kg)
D = Diameter bola, (mm)
d = Diameter lekukan, (mm)
b. Pengujian kekerasan Vickers
Pada pengujian vickers ini menggunakan penumbuk peramida intan
yang pada dasarnya berbentuk bujur sangkar dan diantara
permukaan-permukaan piramida yang saling berhadapan berbentuk sudut yang besarnya
136o. Kekerasan Vickers dengan rumus sebagai berikut :
Dimana :
P = Beban yang ditetapkan, (Kg)
L = Panjang diagonal rata-rata, (mm)
d1= Diameter diagonal, (mm)
d2= Diameter diagonal, (mm)
Θ = Sudut antara permukaan intan yang berlawanan (1360)
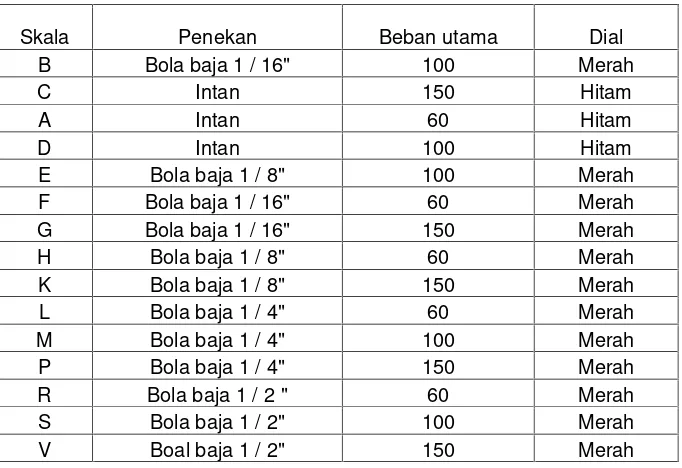
c. Pengujian Kekerasan Rockwell
Pengujian kekerasan Rockwell cocok untuk semua material yang keras
dan yang lunak, serta penggunaannya yang sederhana. Dibandingkan dengan
dibuat dari bola baja yang berukuran besar dengan beban besar maka, bahan
lunak atau keras sekali tidak dapat diukur kekerasannya.
Pada pengujian kekerasan Rockwell dengan pengukuran langsung
dilakukan oleh mesin, dan dimesin langsung menunjukkan angka kekerasan
dari bahan yang diuji. Pada cara Rockwell yang normal, mula-mula
permukaan logam yang diuji diberi beban awal sebesar 10 kg dan kemudian
digunakan beberapa skala tergantung pada kombinasi indentor sebagai beban
utama, dan secara otomatis kedalaman lekukan akan pula page penunjuk yang
menyatakan angka kekerasan.
Skala kekerasan B, C, dan A adalah untuk bahan logam, skala A dapat
dipakai untuk bahan yang sangat keras, skala D dan dibawahnya dipakai untuk
batu gerinda sampai plastik.
Skala Penekan Beban utama Dial B Bola baja 1 / 16" 100 Merah
C Intan 150 Hitam
A Intan 60 Hitam
D Intan 100 Hitam
E Bola baja 1 / 8" 100 Merah F Bola baja 1 / 16" 60 Merah G Bola baja 1 / 16" 150 Merah H Bola baja 1 / 8" 60 Merah K Bola baja 1 / 8" 150 Merah L Bola baja 1 / 4" 60 Merah M Bola baja 1 / 4" 100 Merah P Bola baja 1 / 4" 150 Merah R Bola baja 1 / 2 " 60 Merah S Bola baja 1 / 2" 100 Merah V Boal baja 1 / 2" 150 Merah
BAB III
METODOLOGI PENELITIAN
Prosedur Penelitian
Pada penelitian ini sifatnya experimental oleh karena itu perlu adanya
tahapan-tahapan dalam pelaksanaannya, sehingga diharapkan akan
memperoleh hasil penelitian yang baik. Tahapan-tahapannya adalah sebagai
berikut :
a. Tahap Persiapan
Dalam tahap ini peneliti mempersiapkan segala sesuatu yang berkaitan
dengan penelitian yang akan dilakukan, antara lain :
1. Mempersiapkan benda uji dan benda kerja
2. Mempersiapkan peralatan utama yang digunakan dalam penelitian
3. Mempersiapkan alat bantu yang mendukung.
b. Tahap kerja
Tahap kerja adalah tahap pelaksanaan proses penelitian utama yang
akan menghasilkan data untuk dianalisa.
Tahap kerja ini meliputi :
1. Membuatsample
2. Menguji kekerasansamplesebelumheat treament
3. Perlakuan heat treatment pada sample ( dalam hal ini dengan proses
hardening)
4. Menguji kekerasansamplesetelahdiheat treament
3.2.1 Bahan
Pada penelitian yang dilakukan, peneliti menggunakan bahan uji baja
SCM 4 dengan media pendingin air, oli SAE 10, SAE 30, SAE 50.
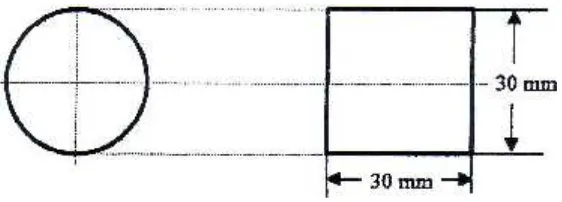
Baja SCM 4 yang telah dipersiapkan dibuat sample dengan ukuran
diameter 30 mm dan panjang 30 mm sebanyak 27 sample. Sedangkan
media pendingin masing-masing sebanyak 2 liter.
3.2.2. Alat
Peralatan dalam penelitian ini dibagi menjadi bagian yang sesuai
dengan penggunaannya, yaitu :
a. Peralatan utama
Peralatan utama yang digunakan meliputi :
1. Penguji kekerasan
Pengujian kekerasan dilakukan dengan pengujian Rockwell dengan
spesefekasi alat sebagai berikut :
Penetrasi : Kerecut intan dengan sudut 1200
Gaya tekan : 150 kg
Merk : EMCO
Buatan : Japan
Ball : Loading 100 kgf
Diameter Ball 1,58
Cone : Loading 150 kgf
b. Peralatan pendukung
Peralatan pendukung merupakan alat penunjang dalam kaitannya dengan
proses yang akan dilakukan. Peralatan pendukung ini meliputi :
1. Gergaji besi
Digunakan dalam pembuatan sample untuk mendapatkan ukuran yang
telah ditentukan.
2. Kertas gosok
Digunakan untuk membersihkan benda kerja pada permukaan yang akan
dikenai penetrasi dari kotoran ataupun terak hasil proses heat treatment
sehingga diharapkan dalam pengambilan data kekerasan mencapai
maksimal.
3. Bak ( tempat media pendingin )
Digunakan untuk tempat media pendingin, dalam hal ini adalah air, oli
SAE 10, oli SAE 30, oli SAE 50.
4. Kawat pengait spesimen
Digunakan untuk memudahkan dalam pengambilan dan pemindahan
benda kerja setelah dipanaskan ditungku pemanas kemedia pendingin.
3.3. Prosedur Pelaksanaan Pengujian
Pada penelitian yang dilakukan, peneliti menggunakan bahan uji baja
SCM 4 dengan media pendingin air, oli SAE 10, SAE 30, SAE 50. Baja ST.60
yang telah disiapkan dibuat sample dengan ukuran diameter 30 mm dan
panjang 30 mm dengan
Gambar 3.3 : Ukuran sample benda uji
Setelah spesiment-spesiment beserta alat yang akan digunakan
disiapkan, langkah berikutnya adalah perlakuan spesiment yang dilanjutkan
dengan pengujian kekerasan.
@ Heat treatment
Speciment dipanaskan dalam dapur pemanas hingga dalam temperatur
8500dan ditahan(holding)pada suhu tertentu selama 30 menit.
Kemudian dilanjutkan dengan tahap pendinginan cepat yaitu dengan
memesukkan langsung speciment yang telah dipanaskan kedalam media
pendingin.
Dalam tahap pendinginan ini masing-masing kelompok speciment
mendapat perlakuan pendinginan yang berbeda. Dari 27 sample yang ada
dibagi 9 kelompok pendinginan yang berbeda, yaitu :
S1- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana sample dicelupkan pada media pendingin II (SAE 10) hingga
suhu kamar.
S2- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana
sample dicelupkan pada media pendingin I selama 1 detik dilanjutkan dengan
S3- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana sample dicelupkan pada media pendingin I selam 1 detik
dilanjutkan dengan dicelupkan pada media pendingin II (SAE 50) hingga
suhu kamar.
S4- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana sample dicelupkan pada media pendingin I selam 2 detik
dilanjutkan dengan dicelupkan pada media pendingin II (SAE 10) hingga
suhu kamar.
S5- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana sample dicelupkan pada media pendingin I selam 2 detik
dilanjutkan dengan dicelupkan pada media pendingin II (SAE 30) hingga
suhu kamar.
S6- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana sample dicelupkan pada media pendingin I selam 2 detik
dilanjutkan dengan dicelupkan pada media pendingin II (SAE 50) hingga
suhu kamar.
S7- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana sample dicelupkan pada media pendingin I selam 3 detik
dilanjutkan dengan dicelupkan pada media pendingin II (SAE 10) hingga
suhu kamar.
S8- adalah 3 sample dengan perlakuan pendinginan double quenching
dimana sample dicelupkan pada media pendingin I selam 3 detik
S9- adalah 3 sample dengan perlakuan pendinginan double quenching
Dimana sample dicelupkan pada media pendingin I selama 3 detik
dilanjutkan dengan dicelupkan pada media pendingin II (SAE 50) hingga
suhu kamar.
Keterangan :
Media I = Air
Media II = MESRAN SAE 10,SAE 30, SAE50.
Prosesnya :
1. Benda uji dikelompokkan dari 27 sample dikelompokkan menjadi 9
kelompok dengan masing-masing kelompok 3 buah sample.
2. Untuk mempermudah pengidentifikasi tiap kelompok dari benda uji
distempel huruf dan angka yaitu, sebagai berikut :
A1, A2, A3 B1, B2, B3 C1, C2, C3
D1, D2, D3 E1, E2, E3 F1, F2, F3
G1, G2, G3 H1, H2, H3 I1, I2, I3
Keterangan :
A = S1 B = S2 C = S3
D = S4 E = S5 F = S6
G = S7 H = S8 I = S9
3. Setiap benda uji (sample) diikat dengan kawat dan diberi pengait
untuk memudahkan pengambilan dari dalam dapur pemanas dan
pencelupan kedal media pendingin, dan memindahkannya kedalam
Gambar : sample yang diikat dengan kawat
Dari 3 sample dalam satu perlakuan (sama perlakuannya) dikaitkan menjadi
satu,
Sehingga efisien dalam kerja dan juga menjaga kesamaan proses.
4. Pengaturan benda uji dalam dapur waktu pemanasan adalah sebagai
berikut :
I. A1,2,3 B1,2,3 C1,2,3
II. D1,2,3 E1,2,3 F1,2,3
III. G1,2,3 H1,2,3 I1,2,3
Pengaturan benda uji urut dari barisan luar kedalam, sesuai dengan urutan
pengambilan untuk proses pendinginan.
5. Pengaturan media pendingin pada tempatnya adalah sebagai berikut : Bak media II
SAE 10
Bak media II
SAE 30
Bak media I dan yang lainnya diusahakan berdekatan sehingga mudah
dalam proses.
6. Alur pendinginan
@ Pengujian Kekerasan
Pengujian kekerasan dilakukan pada dua tahap, yaitu pengujian
kekerasan sebelum heat treatment dan pengujian kekerasan setelah heat
treatment.
Sebelum heat treatment diambil data kekerasannya dengan maksud
untuk mendapatkan kekerasan awal dari baja yang akan dikenai perlakuan.
Dalam pengujian kekerasannya penulis menggunakan uji Rockwell
dengan maksud karena sifat-sifatnya: cepat, bebas dari kesalahan manusia,
mampu untuk membedakan kekerasan yang kecil pada baja yang diperkeras,
dan ukuran lekukannya yang kecil sehingga bagian yang mendapatkan
perlakuan panas yang lengkap, dapat diuji kekerasannya tanpa menimbulkan
kerusakan.
Tungku Pemanas
Media I = 1,2,3 detik
Media III
Permukaan specimen yang akan dikenai penetrasi dibersihkan dahulu
dari kotoran ataupun terak hasil heat treatment dengan menggunakan kertas
gosok ( amplas ), sehingga bisa didapatkan hasil uji yang maksimal.
Mula-mula benda kerja diletakkan pada meja penetrasi untuk
selanjutnya dikenai beban awal sebesar 10 kg untuk mendapatkan benda uji,
kemudian diterapkan beban yang besar dan secara otomatis kedalaman
3.6. Diagram Alur Penelitian
BAB IVKesimpulan Analisa Data
Start
Persiapan Alat dan
Benda uji
Pembuatan Sample Diameter 30mm,
Panjang 30 mm
Holding Time benda uji selama 30 menit
Pemanasan benda uji
sampai 850
0C
Pendinginan benda uji Air
(1,2,3) detik, SAE 10
Pendinginan benda uji Air (1,2,3) detik,
SAE 30
Pendinginan benda uji Air (1,2,3) detik,
SAE 50
Uji kekerasan Rockwell
Hasil test
BAB IV
DATA DAN ANALISA DATA
Teknik Pengambilan Data
Teknik pengambilan data yang digunakan dalam penelitian ini adalah
dengan mengklasifikasikan perlakuan pendinginannya, sehingga disini didapat
9 klasifikasi pendinginan ganda (double quenching) dengan variasi waktu dan
media pendinginan yang kedua. Dan untuk mempermudah dalam
pengklasifikasian data maka masing-masing spesimen diberi kode sesuai
dengan perlakuan pendinginannya.
Pengambilan data dilakukan dengan pencatatan data hasil pengujian
kekerasan masing-masing spesimen untuk selanjutnya dianalisa.
4.1.1 Rancangan Pengambilan Data
Sebelum melakukan suatu penelitian salah satu hal yang perlu
diperhatikan terlebih dahulu adalah membuat suatu rancangan pengambilan
data, sehingga dalam pelaksanaan penelitiannya lebih terarah pada maksud
dan tujuannya. Rancangan pengambilan data inijuga akan menjadikan lebih
sistimatis dalam penganalisaan data yang diambil.
Rancangan pengambilan data dalam penelitian sebagai berikut :
a. Perlakuan dengan waktu (W) detik pada media I (air)
Media II
Spesimen
Data Kekerasan (HRc)
II YW121s/d YW125 YW221s/d YW225 YW321s/d YW325
III YW131s/d YW135 YW231s/d YW235 YW331s/d YW335
b. Pelakuan dengan media II (M)
Waktu
Spesimen
Data Kekerasan (HRc)
1 detik 2 detik 3 detik
I Y1M11s/d Y1M15 Y2M11s/d Y2M15 Y3M11s/d Y3M15
II Y1M21s/d Y1M25 Y2M21s/d Y2M25 Y3M21s/d Y3M25
III Y1M31s/d Y1M35 Y2M31s/d Y2M35 Y3M31s/d Y3M35
Keterangan :
YW111 s/d YW115 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 10),
pada spesimen I, replikasi pertama sampai replikasi
kelima.
YW121 s/d YW125 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 10),
pada spesimen II, replikasi pertama sampai replikasi
kelima.
YW131 s/d YW135 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media III (SAE
10), pada spesimen III, replikasi pertama sampai replikasi
YW211 s/d YW215 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 30),
pada spesimen I, replikasi pertama sampai replikasi
kelima.
YW221 s/d YW225 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 30),
pada spesimen II, replikasi pertama sampai replikasi
kelima.
YW231 s/d YW235 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 30),
pada spesimen III, replikasi pertama sampai replikasi
kelima.
YW311 s/d YW315 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 50),
pada spesimen I, replikasi pertama sampai replikasi
kelima.
YW321 s/d YW325 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 50),
pada spesimen II, replikasi pertama sampai replikasi
kelima.
YW331 s/d YW335 : Data kekerasan pada perlakuan waktu (W) detik dalam
media I (air), dilanjutkan pendinginan media II (SAE 50),
Y1M11 s/d Y1M15 : Data kekerasan pada perlakuan waktu 1 detik dalam
media I (air), dilanjutkan pendinginan media II (M), pada
spesimen I, replikasi pertama sampai replikasi kelima.
Y1M21 s/d Y1M25 : Data kekerasan pada perlakuan waktu 1 detik dalam
media I (air), dilanjutkan pendinginan media II (M), pada
spesimen II, replikasi pertama sampai replikasi kelima.
Y1M31 s/d Y1M35 : Data kekerasan pada perlakuan waktu 1 detik dalam
media I (air), dilanjutkan pendinginan media II (M), pada
spesimen III, replikasi pertama sampai replikasi kelima.
Y2M11s/d Y2M15 : Data kekerasan pada perlakuan waktu 2 detik dalam media
I (air), dilanjutkan pendinginan media II (M), pada
spesimen I, replikasi pertama sampai replikasi kelima.
Y2M21s/d Y2M25 : Data kekerasan pada perlakuan waktu 2 detik dalam media
I (air), dilanjutkan pendinginan media II (M), pada
spesimen II, replikasi pertama sampai replikasi kelima.
Y2M31s/d Y2M35 : Data kekerasan pada perlakuan waktu 2 detik dalam media
I (air), dilanjutkan pendinginan media II (M), pada
spesimen III, replikasi pertama sampai replikasi kelima.
Y3M11s/d Y3M15 : Data kekerasan pada perlakuan waktu 3 detik dalam media
I (air), dilanjutkan pendinginan media II (M), pada
spesimen I, replikasi pertama sampai replikasi kelima.
Y3M21s/d Y3M25 : Data kekerasan pada perlakuan waktu 3 detik dalam media
I (air), dilanjutkan pendinginan media II (M), pada
Y3M31s/d Y3M35 : Data kekerasan pada perlakuan waktu 3 detik dalam media
I (air), dilanjutkan pendinginan media II (M), pada
spesimen III, replikasi pertama sampai replikasi kelima.
4.1.2. Rancangan Pengambilan Rata-rata Data
Untuk menghitung rata-rata kekerasan yang telah diambil, maka
digunakan rumus sebagai berikut :
= atau = (Ronald walpole,
1995)
a. Perlakuan dengan waktu (W) detik pada media I (air)
Media
II
Spesimen
Data Kekerasan (HRc)
SAE 10 SAE 30 SAE 50
I Yw11 Y w21 Y w31
II Y w12 Yw22 Yw32
III Y w13 Y w23 Y w33
Jumlah Jw1 Jw2 Jw3
Rata-rata Rw1 Rw2 Rw3
X
n X X
X1 2 .... n
X
n Xi
b. Perlakuan dengan media II (M)
Media II
Spesimen
Data Kekerasan (HRc)
1 Detik 2 Detik 3 Detik
I Y1M1 Y 2M1 Y 3M1
4.2.1 Data Hasil Penelitian
a. Data kekerasan (HRc) 1 detik pada media I (Air)
7,9
b. Data kekerasan (HRc) 2 detik pada media I (air)
15,4
c. Data kekerasan (HRc) 3 detik pada media I (air)
18,4 15,9 11,9
4.2.2 Rata-rata data
a. Rata-rata data kekerasan (HRc) 1 detik pada media I (air)
Media
II
Spesimen
Data Kekerasan (HRc)
SAE 10 SAE 30 SAE 50
I 8,7 7,7 6,9
II 8,8 8,4 6,4
III 9,1 8,1 6,1
Jumlah 26,6 24,2 19,4
Rata-rata 8,87 8,07 6,47
b. Rata-rata data kekerasan (HRc) 2 detik pada media I (Air)
Media
II
Spesimen
Data Kekerasan (HRc)
SAE 10 SAE 30 SAE 50
I 14,6 13,9 11
II 15 12,9 10,6
Rata-rata 14,8 13,4 10,8
c. Rata-rata data kekerasan (HRc) 3 detik pada Media I (air)
Media
II
Spesimen
Data Kekerasan (HRc)
SAE 10 SAE 30 SAE 50
I 19,3 16,5 13,9
II 18,9 16,5 13,6
III 18,8 16,6 13,7
Jumlah 57 49,6 41,2
Rata-rata 19 16,53 13,73
1. Waktu pencelupan pada media I mempunyai pengaruh terhadap kekerasan:
a) Dengan media II SAE 10 besarnya nilai kekerasan:
- Waktu 1 detik pada media I didapat nilai kekerasan rata-rata 8,87 HRc
- Waktu 2 detik pada media I didapat nilai kekerasan rata-rata 14,8 HRc
- Waktu 3 detik pada media I didapat nilai kekerasan rata-rata 19 HRc
b) Dengan media II SAE 30 besarnya nilai kekerasan:
- Waktu 1 detik pada media I didapat nilai kekerasan rata-rata 8,07 HRc
- Waktu 2 detik pada media I didapat nilai kekerasan rata-rata 13,4 HRc
c) Dengan media II SAE 50 besarnya nilai kekerasan:
- Waktu 1 detik pada media I didapat nilai kekerasan rata-rata 6,47 HRc
- Waktu 2 detik pada media I didapat nilai kekerasan rata-rata 10,8 HRc
- Waktu 3 detik pada media I didapat nilai kekerasan rata-rata 13,73 HRc
Variasi waktu pencelupan pada media I (air) dengan media II (oli SAE 10,
SAE 30, SAE 50) mempunyai pengaruh terhadap nilai kekerasan. Semakin
lama waktu pencelupan pada media I (air) maka semakin besar nilai
kekerasannya dikarenakan viskositas rendah sehingga kecepatan alirnya
tinggi.
2. Media II (oli SAE 10, SAE 30, SAE 50) mempunyai pengaruh terhadap
kekerasan:
a) Dengan pencelupan 1 detik pada media I (air) besarnya nilai kekerasan:
- Media II SAE 10 didapat nilai kekerasan rata-rata 8,87 HRc
- Media II SAE 30 didapat nilai kekerasan rata-rata 8,07 HRc
- Media II SAE 50 didapat nilai kekerasan rata-rata 6,47 HRc
b) Dengan pencelupan 2 detik pada media I (air) besarnya nilai kekerasan:
- Media II SAE 10 didapat nilai kekerasan rata-rata 14,8 HRc
- Media II SAE 30 didapat nilai kekerasan rata-rata 13,4 HRc
- Media II SAE 50 didapat nilai kekerasan rata-rata 10,8 HRc
c) Dengan pencelupan 3 detik pada media I (air) besarnya nilai kekerasan:
- Media II SAE 10 didapat nilai kekerasan rata-rata 19 HRc
Variasi viskositas media II (SAE 10, SAE 30, SAE 50) dengan waktu
pencelupan pada media I (air) mempunyai pengaruh terhadap kekerasan.
Semakin tinggi viskositas media II maka semakin kecil nilai kekerasannya
4.3 Teknik Analisa Data
Pada setiap penelitian data menggunakan kaidah-kaidah statistika
adalah hal yang utama. Analisa statistik yang di gunakan dalam penelitian ini
adalah analisa varian dua arah dan analisa regresi dalam pengolahan data
4.3.1 Analisa Varian Dua Arah
Berikut adalah tabel rancangan data percobaan dwifaktor dengan n
replikasi (Ronald Walpole, 1995) :
.
Hipotesis yang ingin diuji adalah :
1. Ho':α1α2 αw 0 (Ronald Walpale, 1995)
'
1
H : paling sedikit satu α tidak sama dengan 0
2. HO '':β1 β2 βm 0 (Ronald Walpale, 1995)
H : paling sedikit satu β tidak sama dengan 0 Fhitung >
Ftabel
3. Ho' '':
αβ 11
αβ 12
αβ wm0(Ronald Walpale, 1995) '''
Perhitungan data digunakn rumus-rumus sebagai berikut :
1. Jumlah kuadrat total
wmn
(Ronald Walpale, 1995)
2. Jumlah kuadrat pengaruh W
wmn
3. Jumlah kuadrat pengaruh M
wmn
4. Jumlah kuadrat pengaruh interaksi W dan M
5. Jumlah kuadrat galat
JKG = JKT–JKW–JKM–JK(WM)(Ronald Walpale, 1995)
Berikut adalah tabel analisa variasi untuk percobaan dwifaktor dengan n
replikasi (Ronald Walpale, 1995) :
Sumber variasi
Jumlah
kuadrat
Derajat
kebebasan
Rataan kuadrat F hitung
3
Untuk menguji respon dua faktor bebas waktu pencelupan pada media I
dan media pendingin ini maka digunakan varian dua arah dengan
perhitungan sebagai berikut :
1. Hipotesis
a. Ho':α1α2 α3 0
'
1
H : paling sedikit satu αwtidak sama dengan 0 (nol)
b. Ho '':β1β2 β3 0
''
1
H : paling sedikit satu βMtidak sama dengan 0 (nol)
c. ' '':
αβ 11
αβ 12
αβ 3302. Tingkat signifikan α = 5%
3. Jumlah kuadrat total
JKT
= 4374,05–3957,91
= 416,14
4. Jumlah kuadrat pengaruh W
= 4297,20–3957,91
= 339,29
5. Jumlah kuadrat pengaruh M
JKM 3957,91
=4026,87–3957,91
= 68,96
6. Jumlah kuadrat pengaruh interaksi W dan M
JK(WM) 4297,20 4026,87 3957,91
= 4372,54–4297,20–4026,87 + 3957,91
= 6,38
7. Jumlah kuadrat galat
JKG416,14339,2968,966,38
F hitung F Tabel
WM
Galat
6,38
1,51
4
18
1,60
0,08
20 2,93
416,14 26
Berdasarkan analisa varian ini dapat diambil kesimpulan sebagai berikut :
1. Lamanya waktu pencelupan pada media pertama sangatlah berpengaruh
terhadap kekerasan baja SCM 4 yang diperlakukandouble quenchingpada
proses hardening, kesimpulan ini dapat dilihat dari F hitung > F tabel. Jadi
'
o
H ditolak.
2. Media pendingin pada media kedua berpengaruh terhadap kekerasan baja
ST.60 yang diperlakukan double quenching pada proses hardening,
kesimpulan ini berdasarkan pada perhitungan analisa varian bahwa F
hitung > F tabel. Jadi Ho '' ditolak.
3. Interaksi antara waktu pencelupan pada media pertama dan media
pendingin pada media kedua juga berpengaruh pada kekerasan baja SCM
4 yang diperlakukandouble quenchingpada proses hardening, kesimpulan
ini juga dapat dari perhitungan analisa varian bahwa F hitung > F tabel.
4.3.2 Analisa Regresi
Untuk menentukan hubungan diantara variabel-variabel diatas secara
umum maka digunakan persamaan regresi, dengan maka didapat persamaan
sebagai berikut :
Untuk menguji keterandalan nilai-nilai koefisian regresi maka
digunakan sidik ragam dengan rumus sebagai berikut :
1. Hipotesa
0 :β
o
H Hoditolak jika F hitung > F tabel (Ratno,
1992)
0 :
1 β
H
2. Jumlah kuadrat total
JKT
JKR
4. Jumlah Kuadrat sisa
JKS = JKT–JKR(Ratno, 1992)
Tabel analisa varian regresi (Ratno, 1992) :
Sumber variasi
Untuk lebih mudahnya dapat menggunakan program SPSS dengan
metode analisa regresi.
Perhitungan regresi sebagi berikut :
4
9 270 70,2 10500 1962 557,18
Persamaan regresi :
Jadi persamaan regresiasinya :
Y = 9,6–0,06 X
Pengujian koefisien persamaan regresi :
Sumber variasi
Jumlah
kuadrat
Derajat
kebebasan
Rataan
kuadrat
F hitung
F tabel
0,05
Regresi
Sisa
8,64
0,98
1
7
8,64
0,14
61,714 5,59
Total 9,62 8
Jadi koefisien pada persamaan regresi dapat diandalkan, karena F hitung > F
tabel pada probabilitas 5%
Grafik Regresi
0 2 4 6 8 10 12 14 16 18 20
Air (1 detik) Air (2 detik) Air (3 detik)
Waktu
K
ek
er
as
an
Oli SAE 10
Oli SAE 30
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dengan memperhatikan data hasil pengujian kekerasan (HRc) dan dari
analisa data yang menggunakan analisa varian dwi faktor serta analisa regresi
linier mengenai analisa pengaruh waktu pencelupan pada media I dan
pengaruh media II terhadap kekerasan baja SCM 4 pada proses hardening
dengan media pendinginandouble quenchingdapat disimpulkan:
Dengan menambah waktu pendinginan pada media I dan dengan
mengurangi viskositas pada media II kita akan mendapatkan kekerasan
maksimal, untuk menghindari terjadinya keretakan dalam penambahan waktu
pendinginan pada media I dibatasi hingga waktu mencapai temperatur (2000C)
pembentukan martensit maksimal dan pengurangan viskoitas pada media II
hingga sekecil-kecilnya.
5.2. Saran-saran
Dalam suatu penelitian yang harus diperhatikan untuk mendapatkan
hasil penelitian yang baik adalah:
1. Memahami tujuan dari penelitian tersebut.
2. Merancang pengambilan data, sehingga data yang didapat akan lebih
mengarah pada tujuan penelitian.
3. Memahami petunjuk pelaksanaan penelitian dan mengerti pengoperasian
4. Mengetahui bahwa alat yang akan digunakan dapat beroperasi dengan
baik.
Terlepas dari bagian-bagian yang perlu diperhatikan diatas, untuk
mengetahui lebih banyak karaktersistik tentang baja SCM 4 yang telah dikenai
proses double quenching sehingga kita dapat mengetahui pengaruh yang lebih
luas, maka peneliti menyarankan untuk pengembangan penelitian ini dengan
obyek yang lebih luas.
Adapun yang perlu dikembangkan adalah:
1. Penelitian tentang struktur mikro serta bentuk butir dan ukuran butir dari
fase transformasi yang terjadi pada proses double quenching.
2. Penelitian mengenai sifat-sifat mekanik yang lain akibat proses double
quenching sehingga lebih lengkap datanya untuk aplikasi bahan yang akan
digunakan dalam dunia teknik.
3. Penelitian tentang kombinasi dari media pendingin I dan media pendingin
DAFTAR PUSTAKA
1. Khoirul Azhar, 2003, Analisa kecepatan potong gerak makan dan kedalaman
pemotongan terhadap kekasaran permukaan baja ST 42 pada pembuatan poros
dudukan sealer dengan prose bubut, UMSIDA, Sidoarjo
2. Ronald E Walpole, Roymond Mayer, 1995, ilmu peluang dan statistika edisi
IV, ITB, Bandung
3. Sunyoto, 2005, pengaruh variasi temperatur (1320C-1400C) terhadap sifat
kekerasan bahan cor cylinder liner (FC250), UMSIDA, Sidoarjo
4. Wahid Suherman, 1988, pengetahuan bahan I, ITS, Surabaya
5. Wahid Sulaiman, 2004, analisis regresi menggunakan SPSS, penerbit Andi,
Jakarta