SISTEM OTOMASI MESIN PENCAMPUR KOPI
(COFFEE VENDER MACHINE)
DISUSUN OLEH:
PUTRI CAHAYANI K. 131.0312.001
TRI DAMAYANTI. 131.0312.024
DJODI ERLANGGA. 131.0312.057
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNIK
i KATA PENGANTAR
Segala puji syukur kami panjatkan atas kehadiran Allah SWT karena atas berkah, rahmat dan karunia-Nya sehingga kami dapat menyelesaikan Tugas Besar “Otomasi: Sistem Otomasi Mesin Pencampur Kop (Coffee Vanding Machine)”. Adapun penulisan laporan ini untuk menyelesaikan tugas besar matakuliah Otomasi.
Kami menyadari bahwa dalam penulisan laporan ini tidak lepas dari dukungan berbagai pihak, oleh karena itu pada kesempatan ini kami menyampaikan ucapan terimakasih kepada :
1. Allah SWT, yang atas berkah, rahmat dan karunia-Nya sehingga kami dapat menyelesaikan tugas ini.
2. Orang tua, yang telah memberikan kami doa dan dukungan secara moril agar kami termotivasi untuk memperoleh hasil yang terbaik.
3. Bapak Doni Montreano ST, MT selaku Kepala Program Studi Teknik Industri UPNVJ.
4. Bapak Muhammad Arifudin Lukmana ST, MTselaku pembimbing mata kuliah otomasi yang telah memberikan arahan terhadap tugas kami sehingga dapat terselesaikan dengan baik.
5. Teman-teman yang telah memberikan semangat dan masukan serta saling berbagi pengetahuan.
Semoga laporan kami ini dapat di terima dan menjadi contoh bagi penerus-penerus mahasiswa/i Teknik Industri. Kami menyadari sepenuhnya bahwa di dalam tugas ini masih terdapat kekurangan-kekurangan. Untuk itu kami mengharapkan adanya kritik, saran dan usulan yang membangun demi perbaikan di masa mendatang, mengingat tidak ada yang sempurna tanpa saran yang membangun. Akhir kata kami mengucapkan terima kasih, semoga laporan ini dapat bermanfaat bagi semua pihak.
Jakarta, 11 Desember 2015
ii DAFTAR ISI
KATA PENGANTAR ... i
DAFTAR ISI ... ii
BAB I PENDAHULUAN I.1 Latar Belakang Masalah ... 1
I.2 Tujuan Penelitian ... 2
I.3 Manfaat Penelitian ... 2
I.4 Batasan Masalah ... 3
I.5 Metode Pengambilan Data ... 3
I.6 Sistematika Penulisan ... 4
BAB II STUDI PUSTAKA II.1Pengenalan PLC ... 5
II.2Definisi PLC ... 5
II.3Keuntungan Penggunaan PLC . ... 6
II.4 Bagian-Bagian PLC ... 7
II.5Pemrograman PLC ... 9
iii BAB III PMBAHASAN
III.1 Pengenalan Produk ... 20
III.2 Desain Rancangan ... 20
BAB IV PEMECAHAN MASALAH
IV.1 Rancangan Ladder Diagram ... 25
BAB V KESIMPULAN DAN SARAN
V.1 Kesimpulan ... 28
V.2.Saran ... 28
1 BAB I
PENDAHULUAN
I.1 Latar Belakang Masalah
Dalam dunia industri modern saat ini kebutuhan dalam otomasi sistem kontrol semakin meningkat dan terus berkembang. Sistem kontrol industri dimana peranan manusia masih amat dominan misalnya dalam merespon besaran-besaran proses yang diukur oleh sistem kontrol tersebut dengan serangkaian langkah berupa pengaturan panel dan saklar-saklar yang relevan telah banyak digeser dan digantikan oleh sistem kontrol otomatis. Sebabnya jelas mengacu pada faktor-faktor yang mempengaruhi efisiensi dan produktivitas industri itu sendiri, misalnya faktor human error dan tingkat keunggulan yang ditawarkan sistem kontrol tersebut. Salah satu sistem kontrol yang sangat luas penggunaannya ialah PLC (Programable Logic Controller) dan HMI (Human-Machine interface). Ada beberapa faktor yang menjadi pertimbangan dunia industri mengunakan PLC dan HMI diantaranya kemudahan dalam menganalisa gangguan pada proses produksi dan kemudahan dalam pengoprasiannya PLC pada dasarnya adalah sebuah komputer yang khusus dirancang untuk mengontrol suatu proses atau mesin.
PLC secara bahasa berarti pengontrol logika yang dapat diprogram, tetapi pada kenyataannya, PLC secara fungsional tidak lagi terbatas pada fungsi-fungsi logika saja. Sebuah PLC dewasa ini dapat melakukan perhitungan-perhitungan aritmatika yang relatif kompleks, fungsi komunikasi, dokumentasi dan lain sebagainya Pada dasarnya PLC dibuat untuk menggantikan sistem kontrol yang terdiri dari serangkaian relay-relay yang begitu kompleks, yang mempunyai banyak kelemahan. Apabila menggunakan PLC hal ini dapat diatasi, karena sistem PLC mengintegrasikan berbagai macam komponen yang berdiri sendiri menjadi suatu sistem kendali terpadu dan dengan mudah mengubah tanpa harus mengganti semua instrumen yang ada.
2 tersedia dengan kemudahan proses pembuatannya. Namun karena kesehatan kopi instan belakangan ini diragukan karena mengandung berbagai campuran kimia yang berbahaya,ada sejumlah orang yang lebih memilih untuk meracik kopi buatan sendiri. Melihat kondisi riil yang ada kebanyakan proses pencampuran kopi masih dilakukan secara manual dimana campur tangan manusia masih dilibatkan secara langsung. Bagi sebagian orang,kegiatan meracik kopi agar sesuai dengan rasa yang diinginkan merupakan kegiatan yang mudah dan menyenangkan , namun bagi sebagian orang lainnya, kegiatan seperti itu mungkin saja merupakan hal yang merepotkan dan sulit dilakukan secara konsisten.
Oleh karena itu dengan memanfaatkan salah satu teknologi yang terus berkembang dan dipergunakan secara luas di bidang pengontrolan dalam hal ini PLC (Progammable Logic Controller), diharapkan mampu terciptanya sebuah alat kontrol otomatis yang mampu mencampurkan campuran kopi yang dinginkan secara konsisten.
Pemakaian PLC sebagai alat kontrol untuk beberapa sistem otomatisasi telah banyak digunakan karena PLC dapat diberi perintah masukan yang memungkinkan dapat diterapkan dalam sistem pencampuran kopi. Pada sistem ini mesin akan mencampurkan campuran jenis kopi yang telah di pilih dengan takaran yang sesuai dan konsisten sehingga memiliki rasa yang sesuai dengan keinginan
I.2 Tujuan Penelitian
Penelitian ini bertujuan untuk merancang sebuah ladder diagram dari trainer simulator Programmable Logic Controller (PLC) berupa contoh sistem otomasi mesin pencampur kopi (Coffee Vanding Machine) yang berlandaskan Human Machine Interface (HMI). Simulator ini dirancang untuk mendeskripsikan sebuah sistem kerja pencampur kopi otomatis yang digambarkan ke dalam ladder diagram dengan fungsi sebagai media pembelajaran yang mudah dipahami.
I.3 Manfaat Penelitian
3 1. Mahasiswa memperoleh ilmu pengetahuan baik teori maupun praktek
dalam bidang otomasi programmable Logic Controller (PLC) khususnya dalam membaca dan membuat Ladder Diagram
2. Mahasiswa mampu membuat desian dan perancangan berbasis pengontrolan logika yang mampu diterapkan di berbagai permasalah di sekitar kita
I.4 Batasan Masalah
Penulis menyadari ilmu pengetahuan yang dimiliki terbatas. Sehingga dalam pembuatan tugas besar ini dibuat suatu batasan masalah. Masalah yang akan dikaji dan dibahas meliputi:
1. Penelitian ini di fokuskan pada mengidentifikasi masalah yang diangkat berupa deskripsi kerja yang akan dipecahkan
2. Hasil dari identifikasi masalah tersebut kemudian di ubah ke proses pendesianan dan pemecahan masalah melalui ladder diagram
3. Sistem yang dirancang digunakan untuk mensimulasikan mekanisme pencampuran kopi
I.5 Metode Pengambilan Data
Sebagai bahan dalam pembuatan laporan, diperlukan data-data penunjang yang diperoleh dengan berbagai metode, yaitu:
1. Training
Merupakan metode yang dilakukan melalui bimbingan dosen yang kompeten dalam bidang otomasi dengan pengenalan dan pelatihan ladder diagram
2. Konsultasi dan Wawancara
Berupa kegiatan tanya jawab baik dengan dosen pembimbing maupun narasumber lain yang memiliki kompetensi dalam bidang aplikasi system otomasi.
3. Studi literature
4 I.6 Sistematika Penulisan
Laporan tugas akhir ini dibagi menjadi lima bab yang saling berhubungan satu sama lain. Sistematika penulisan laporan tugas akhir ini adalah sebagai berikut:
BAB I PENDAHULUAN
Berisi tentang latar belakang pembuatan tugas besar ini, tujuan dan manfaat yang ingin dicapai, ruang lingkup pembahasan, metode pengumpulan data, dan sistematika penulisannya.
BAB II LANDASAN TEORI
Berisi tentang dasar teori PLC dan ladder diagram yang akan diterapkan dalam pembuatan mesin pencampur kopi.
BAB III PEMBAHASAN
Berisi tentang identifikasi masalah berupa pendeskripsian system kerja dan rancangan desain produk
BAB IV PEMECAHAN MASALAH
Berisi tentang pembuatan ladder diagram untuk simulasi automation garage system
serta penjelasannya.
BAB V PENUTUP
5 BAB II
DASAR TEORI
II.1 Pengenalan PLC
Pada saat PLC belum ditemukan, manusia telah mengenal berbagaii macam system kontrol,tetapi masih konvensional, artinya sistem yang dikenal tersebut masih berdiri sendiri - sendiri, seperti relai elektromagnetik. Dari beberapa control tersebut,seperti relai yang sudah berintegrasi menjadi sebuah panel. Adanya panel kontrol ini yang mengilhami terciptanya Programmable Logic Controller (PLC), karena pada prinsipnya PLC terdiri dari himpunan beberapa model control yang bergabung dalam suatu alat. Seiring itu juga dikembangkan relai yang dapat beroperasi pada kecepatan yang tinggi yang disebut relai transistor, karena itu PLC memiliki output r elaielektromagnetik dan output relai transistor. Relai transistor berfungsi untuk kontrol kecepatan tinggi seperti high speed counter.
Selanjutnya pada decade 60-an atau tepatnya pada tahun 1969, sebuah perusahaan perangkat elektronik, yaitu madicon (sekarang sebagian dari
GoldElektronics) mulai memperkenalkan PLC melalui salah satu divisi perusahaan tersebut (Generals Motors HydramaticDivision). Kemudian beberapa perusahaan seperti :Allen Bradly, General Elektric, GEC, Siemens, dan Westing house
memproduksinya dengan harga standar dan dengan kemampuan tinggi. Pemasaran PLCdengan harga rendah didominasi oleh perusahaan-perusahaan dari jepang seperti :Mitshubishi, Omron, Toshiba.
II.2 Definisi PLC
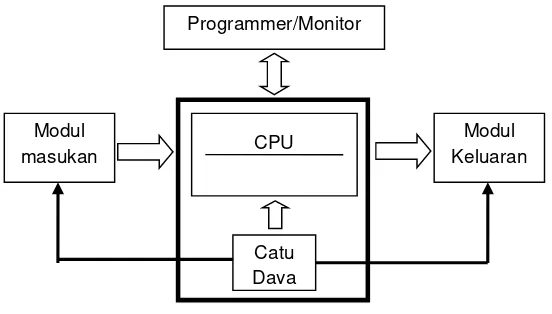
Menurut definisi yang dikeluarkan NEMA (NationalElectrical Manufacturer Assosiation) pada tahun 1978, PLCadalah peralatan elektronika yang beroprasi secara digital dalam lingkungan industri, menggunakan memori yang dapat diprogram untuk menyimpan intruksi-intruksi yang mewujudkan fungsi khusus seperti logika, sekuensial, pewaktu, pencacah dan aritmatika untuk mengontrol berbagai macam mesin dengan proses melalui modul masukan dan keluaran baik digital ataupun analog.
6 terprogram yang dapat menerima masukan dari peralatan luar untuk menggerakkan peralatan keluaran melalui modul masukan dan keluaran sesuai dengan perintah program yang disimpan dalam memori bahasa pemprograman (ladder diagram).
Pemahaman dari dua pendapat diatas dapat disimpulkan bahwa
ProgramableLogicController( P LC ) adalah suatu perangkat kendali yang mempunyai memori untuk menyimpan program masukan guna mengontrol peralatan atau proses melalui modul masukan dan keluaran baik digital maupun analog. PLC mempunyai rangkaian saluran masukan (input) dan saluran keluaran(output) . Output yang dihasilkan ditentukan oleh status input dan program yang dimasukkan kedalamnya. Input dapat berupa kontak relai, push button, maupun sensor. Inputtersebut dimasukkan kedalam program PLC kemudian akanmenghasilkan outputyangberupakondisi high atau low. Didalam PLC terdapat rangkaian elektronika digital yang dapat difungsikan seperti kontak Normally Open
(NO) dan kontak NormallyClose (NC) relai.
Satu kontak relai dalam PLC (NO atau NC) dapat digunakan berkali-kali untuk semua instruksi dasar selaian instruksi output. Jadi dengan kata lain, bahwa dalam suatu pemrograman PLC tidak diizinkan menggunakan output dengan nomor kontak yang sama.
II.3 Keuntungan Penggunaan PLC
Keuntungan yang diperoleh dengan menggunakan sistem pemrograman PLC dibandingkan dengan menggunakan sistem konvensioal adalah sebagai berikut:
1. Rangkaian pengawatannya relatif sedikit. 2. Perbaikan (maintenance) nya relatif mudah. 3. Pelacakan kesalahan pada sistem lebih mudah. 4. Konsumsi daya listrik relatif lebih rendah. 5. Modifikasi sistem lebih sederhana dan cepat
Keuntungan lain yang dapat diperoleh dengan menggunakan sistem pemrograman PLC antara lain:
1. Lama pengerjaan untuk sistem baru atau desain ulang lebih singkat. 2. Sistem dapat dimodifikasi tanpa perlu biaya tambahan.
7 4. Relatif mudah dipelajari untuk kalangan pemula.
II.4 Bagian-Bagian PLC
a. Central Processing Unit (CPU)
Central Prosessing Unit (CPU) merupakan otak dari sebuah kontroller PLC.CPU itu sendiri biasanya merupakan sebuah mikrokontroller (versi mini komputer lengkap). CPU ini juga menangani komunikasi dengan piranti
eksternal, interkonektivitas antar bagian internal-internal PLC, eksekusi program, manajeman memori, mengawasi atau mengamati masukan dan memberikan sinyal ke keluaran (sesuai dengan proses atau program yang dijalankan). Controller PLC memiliki suatu rutin kompleks yang digunakan untuk memeriksa memori agar dapat dipastikan memori PLC tidak rusak, hal ini dilakukan karena alasan keamanan.Hal ini bisa dijumpai dengan adanya indikator lampu pada badan PLC sebagai indikator terjadinya kesalahan atau kerusakan.
b. Memori
Memori merupakan komponen dasar kedua terpenting setelah CPU.Fungsi utama memori adalah sebagai tempat menyimpan sejumlah data untuk kalkulasi dan hasil perhitungan. Di dalam melaksanakan pengolahan data atau program, pada prinsipnya mengikuti langkah-langkah sebagai berikut:
1. Baca program atau instruksi dari input unit. 2. Baca data dari input unit.
3. Manipulasi dan kalkulasi data.
4. Simpan hasil pengolahan ke output device.
Dari langkah-langkah di atas, meskipun pelaksanaannya dilakukan oleh
Central Processing Unit (CPU) namun untuk memungkinkan pengolahan tersebut perlu disediakan tempat yang biasa disebut Storage Memory Unit
sebagai tempat data dan program.
8 (Electrically Eraseble PROM) yaitu EPROM yang penulisan dan penghapusan programnya dengan cara memberi tegangan listrik tertentu. PROM hanya dapat diprogram sekali dan tidak dapat dihapus kembali, sedangkan EPROM dan juga EEPROM adalah PROM yang program di dalamnya dapat dihapus dan ditulis ulang dengan suatu alat pemograman khusus.
Selain dibentuk oleh ROM, Storage Memory Unit juga dibentuk dari RAM (Random Access Memory) yaitu memory yang dapat dibaca secara acak. Informasi di dalam RAM akan terhapus bila catu daya dimatikan. Agar informasi di dalamnya tidak terhapus saat catu daya dimatikan, dipasanglah baterai sebagai pengganti catu daya(buffer).
c. Input/Output
Modul-modul Input/Output (I/O) adalah bagian yang terhubung langsung dengan instrumen di lapangan. Struktur I/O menyediakan antar-muka (interface) antara controldevice (seperti tombol tekan, limit switch, kontak relai, sensor dan sebagainya) dengan CPU. Di dalam CPU, pemrosesan data menggunakan level sinyal 5 VDC, sedangkan instrumen-instrumen yang ada di lapangan lapangan (control device) pada umumnya bekerja dengan level sinyal 24 VDC, 110 VAC atau 220 VAC.
Sebuah input moduleakan mengkonversi tegangan atau arus dari control device ke dalam level sinyal digital di mana CPU dapat mengerti dan menggunakannya. Begitu pula sebaliknya konversi sinyal dari CPU ke control device.
d. Power Supply
Unit powersupply digunakan untuk mengubah sumber teganganke tegangan yang dibutuhkan oleh CPU dan struktur I/O. sumber teganganpada umumnya adalah 110 VAC atau 220 VAC, yang dalam beberapa hal bisa berupa tegangan searah 24 VDC.
e. Programming Device
9 tidak diperlukan lagi meski hubungannya ke PLC mungkin saja masih berlangsung. namun hubungan antara programming device ke PLC hanya dipakai untuk fasilitas monitoring operasi PLC saja atau membuat diagnostik saat terjadi kegagalan sistem.
Gambar II.1 Sistem Konfigurasi PLC
Dalam operasionalnya, PLC bisa di jalankan secara sendirian (Stand Alone) ataupun bekerja bersama-sama dengan PLC lainnya secara intergrasi di dalam satu jaringan komunikasi digital.
II.5 Pemrograman PLC
Guna mencapai pekerjaan yang diinginkan, suatu PLC harus diprogram terlebih dahulu.Pemograman PLC dapat dilakukan dengan membuat
ladderdiagram.Ladder diagram bisa dibuat melalui komputer yang ter-install
suatu software khusus untuk memprogram PLC.Contoh-contoh software tersebut antara lain CX-Programer (PLC Omron), Tia Portal (Siemens), Twido (LG), serta GX Developer (Mitsubishi).
Cara lain memprogram PLC adalah dengan menuliskan program tersebut pada suatu alat khusus yang biasa disebut hand held atauconsole. Pada umumnya, bahasa yang digunakan pada pemograman dengan console adalah bahasa
mnemonic.
II.6 Ladder Diagram/Diagram Ladder
10 untuk menggambarkan rangkaian listrik dan dimaksudkan untuk menunjukkan urutan kejadian, bukan hubungan kabel antar komponen. Pada ladder diagram
memungkinkan elemen-elemen elektrik dihubungkan sedemikian rupa sehingga keluaran (output) tidak hanya terbatas pada ketergantungan terhadap masukan (input) tetapi juga terhadap logika
Ladder languages merupakan bahasa pemrograman yang menuliskan instruksi kontrol secara grafis. Untuk menggambarkan ladder language/diagram ada beberapa ketentuan yang perlu diperhatikan yaitu:
a. Daya mengalir dari kiri ke kanan.
b. Output ditulis pada bagian yang paling kanan.
c. Tidak ada kontak yang diletakkan di sebelah kanan output.
d. Setiap output disisipkan satu kali dalam setiap program.
Ladder diagram memuat beberapa blok yang dapat mempresentasikan aliran program dan fungsi seperti:
1. Contact
Contact dapat berupa kontak input (sakelar, push button), kontak internal variabel (relay otomatis) dan lain-lain, ada 4 macam tipe kontak yaitu :
i. Kontak NO (Normally Open) adalah kontak yang terdapat pada ladder
iii. Kontak rising edge adalah kontak yang terdapat pada ladder diagram di mana pada saat pada saat keadaan sistem mulai bekerja kondisi kontak berubah dari logika “0” menjadi logika “1”.
iv. Kontak falling edge adalah kontak yang terdapat pada ladder diagram di mana pada saat keadaan sistem mulai bekerja kondisi kontak berubah dari logika “1” menjadi logika “0”
11
Coil secara umum menyatakan output, ada 4 macam tipe coil yaitu :
i. Coil.
ii. Negatif coil.
iii. SET coil.
iv. RESET coil.
Instruksi-instruksi Dasar PLC
a. LOAD danLOADNOT
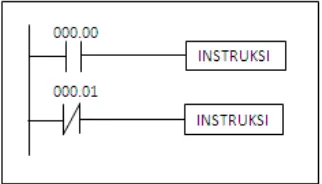
Kondisi awal dari suatu ladder diagram selalu berhubungan dengan instruksi LOAD (LD) danLOAD NOT (LD NOT), masing-masing instruksi ini membutuhkan satu baris kode mnemonic. Contoh untuk instruksi ditunjukkan oleh gambar II.2
Gambar II.2 Ladder Diagram Instruksi LD danLD NOT
Pada instruksi LD Kondisi eksekusi ON jika IR0000ON. Sebaliknya Pada instruksi LD NOT Kondisi eksekusi ON jika IR0001 OFF. Kode mnemonic dari
ladder diagram pada gambar 2.2 dapat dilihat pada tabel 2.1.
Tabel II.1 Kode Mnemonic Instruksi LD dan LD NOT
Alamat Instruksi Operand
0000 LD 000.00
0001 Instruksi
0002 LD NOT 000.01
0003 Instruksi
12 Jika ada dua atau lebih kontak yang tersusun seri pada suatu garis instruksi, maka instruksi pada kontak pertama adalah LD atau LD NOT dan kontak berikutnya adalah AND atau AND NOT.
Gambar II.3 Ladder Diagram Instruksi AND dan AND NOT
Instruksi ON ketika IR00000ON, IR00001ON, IR danIR00002 OFF. Instruksi AND akanON jika kondisi yang terhubungkan dengan instruksi ini dalam kondisi ON semua, jika salah satu saja dalam kondisi OFF maka instruksi AND akan selalu menghasilkan kondisi OFF juga. Sedangkan AND NOT merupakan kebalikan dari instruksi AND, akan menghasilkan kondisi ON jika instruksi OFF. Kode mnemonic dari ladder diagram pada gambar 2.3 dapat dilihat pada tabel 2.2.
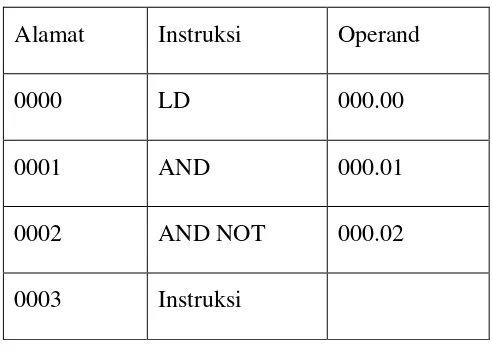
Tabel II.2 Kode Mnemonic Instruksi AND dan AND NOT
Alamat Instruksi Operand
0000 LD 000.00
0001 AND 000.01
0002 AND NOT 000.02
0003 Instruksi
c. OR danOR NOT
13 Gambar II.4 Ladder Diagram InstruksiOR dan OR NOT
Instruksi akan ON jika salah satu dari operand dari LD atau OR dalam kondisi ON, yaitu ketika IR 00000 ONatau IR00001 ONatau OR NOT dalam kondisi OFF yaitu IR 00002 OFF. Kode mnemonic dari ladder pada gambar 2.4 dapat dilihat pada tabel 2.3.
Table II.3 Kode Mnemonic Instruksi ORdan ORNOT
Alamat Instruksi Operand
0000 LD 000.00
0001 OR 000.01
0002 OR NOT 000.02
0003 Instruksi
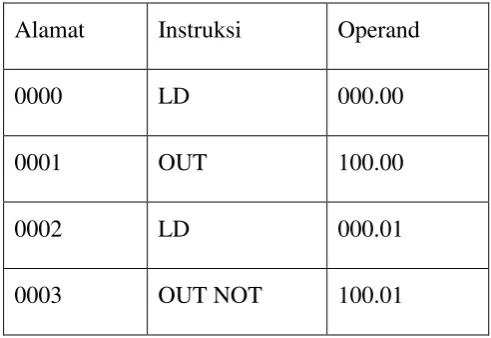
d. OUT dan OUT NOT
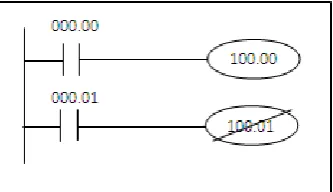
14 GambarII.5 Ladder Diagram Instruksi OUT dan OUT NOT
Output Pada IR 10000 akan ON selama IR 00000 ONdan OFF selama IR 000.00 OFF. Sedangkan Output IR 10001 akan ON selama kondisi dari IR 000.01 OFF, dan OFF jika IR00001 ON. Kode mnemonic dari ladder diagram
pada gambar 2.5 dapat dilihat pada tabel 2.4.
Table II.4 Kode Mnemonic Instruksi OUT dan OUT NOT
Alamat Instruksi Operand
0000 LD 000.00
0001 OUT 100.00
0002 LD 000.01
0003 OUT NOT 100.01
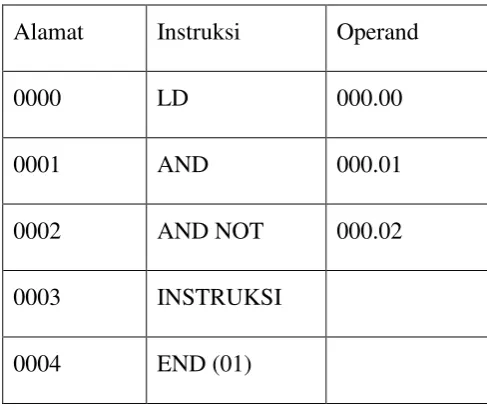
e. Instruksi END
15 Gambar II.6 LadderDiagramInstruksi END
Jika suatu diagram tangga atau program PLC tidak dilengkapi instruksi END, maka program tidak akan dijalankan sama sekali dan indicator ERROR pada CPU PLC akan ON. Kode mnemonic dari ladder diagram pada gambar 2.6 dapat dilihat pada tebel 2.5.
Tabel II.5 Kode Mnemonic Instruksi END
Alamat Instruksi Operand
0000 LD 000.00
0001 AND 000.01
0002 AND NOT 000.02
0003 INSTRUKSI
0004 END (01)
f. timer
1. Fungsi timer di PLC:
a. Digunakan sebagai pengatur waktu proses.
b. Dapat digunakan sebagai komponen tundaan/delay (timer on delay).
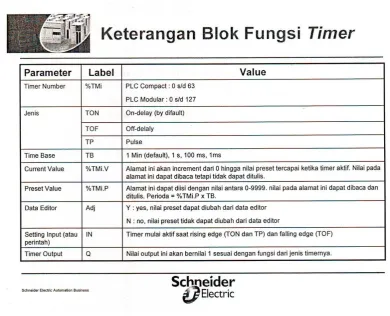
16 Gambar II.7 Simbol Blok Timer di PLC Twido
d. Timer Setting
Untuk menggunakan timer pada PLC Twido, ada beberapa fitur timer yang harus diset sesuai dengan fungsi yang dibutuhkan. Fitur-fitur tersebut adalah:
- Nomor timer
- Jenis timer
- Time base
- Current value
- Preset
- Data Editor
Keterangan tentang fitur timer dan setting-nya ditunjukkan pada tabel 1
Tabel II.6 Setting Timer Pada PLC
.
Type timer di PLC Twido
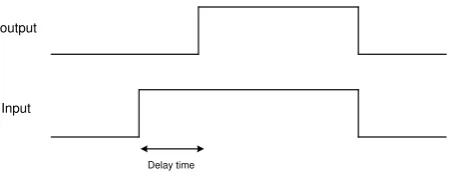
a. Timer on-delay
17 Input
output
Delay time
Gambar II.8 Isyarat input dan output timer ON-delay
b. Timer off-delay
Output akan berlogika low apabila input diberi sinyal dengan logika low yang lamanya melebihi setting tundaan waktu. Diasumsikan kondisi awal timer mendapatkan sinyal input high kemudian sinyal input tersebut diubah menjadi low. Saat diberi input diberi sinyal high maka ouput high, kemudian saat input diberi sinyal low, maka output akan low jika lamanya sinyal input dengan logika low tersebut melebihi setting tundaan waktunya. Isyarat input dan output mode ini ditunjukkan pada gambar 3.
Input output
Delay time
Gambar II.9 Isyarat input dan output timer Off-delay
c. Timer pulse
Output akan berlogika high selama setting tundaan waktu apabila input diberi trigger berlogika high. Isyarat input dan output mode ini ditunjukkan pada gambar 4.
output
Delay time
input
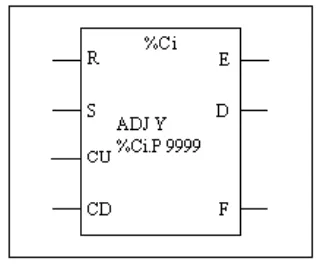
18 g. Counter
1. Counter di PLC
a. Counter dalam PLC bekerja seperti halnya counter mekanik atau
elektronik yaitu membandingkan nilai yang terkumpul dengan nilai setting, hasil perbandingan digunakan sebagai acuan keluran.
b. Dalam aplikasi-aplikasi yang menggunakan counter secara umum bekerja sebagai berikut:
i. Menghitung hingga ke suatu nilai preset, setelah tercapai akan menghasilkan suatu event.
ii. Membuat suatu event tetap terjadi, sampai counter mencapai nilai reset baru berhenti.
c. Simbol counter pada ladder diagram ditunjukkan oleh gambar 7.
Gambar II.11 Simbol Blok Counter di PLC Twido
d. Parameter-parameter yang terdapat pada counter ditunjukkan oleh tabel 2.
20 BAB III
PEMBAHASAN
III.1 Pengenalan Produk
Secara umum alat pencampur kopi otomatis ini bekerja dengan cara mencampurkan beberapa campuran dasar kopi yang tersedia sesuai keinginan pengguna ke dalam sebuah tangki pengaduk sesuai dengan takaran yang telah di atur. Agar alat ini bekerja secara otomatis maka seluruh sistem yang ada pada alat pencampur diintegrasikan dengan perangkatar metode sistem kendali yaitu dengan PLC dan HMI. Langkah pertama yang dilakukan dalam perancangan adalah desain dan identifikasi system yang akan di jalankan.
Penelitian ini difokuskan pada proses desain, penggambaran ladder diagram dan uji coba. Prosedur penelitian ini dapat dijelaskan sebagai berikut : tahap pertama yaitu mentukan ide yang akan diangkat kemudian mengidentifikasi masalah berupa deskripsi kerja yang akan dipecahkan menggunakan ladder diagram. kemudian perancangan dilakukan dengan melakukan proses desain trainer menggunakan secara manual dan kemudian di tuangkan ke dalam perangkat lunak komputer microsoft visio. Tahap perancangan program ladder diagram dilakukan secara manual dan di uji coba menggunakan perangkat lunak CX Programmer.
III.2 Desain Rancangan
21
Peralatan Spesifikasi Keterangan
nama Alat Mesin Pencampur kopi (Coffe Vanding Machine)
PLC
input 4 PushButton
waktu pengoperasian 28 detik
sensor 0 -
timer 6 Action Off Delay
motor 1 Pengaduk
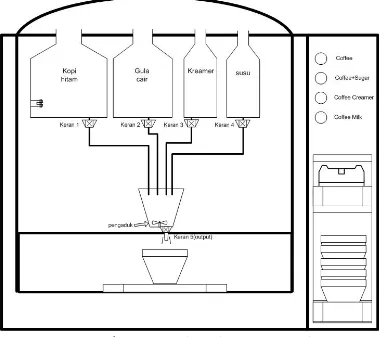
Berikut adalah gambar design tanpilan depan sitem mesin pencampur kopi (Vander Coffee Machine) :
22 Berikut adalah gambar design tanpilan depan sitem mesin pencampur kopi (Vander Coffee Machine) :
Gambar III.2 : Desain Mesin Pencampur Kopi
Berikut deskripsi kerja plant simulator mesin pencampur kopi Coffee (vender machine)
Kondisi 1 : Ketika tombol “Black coffee” di tekan,
a. maka secara otomatis keran 1 (K1) akan terbuka selama 10 detik (0.7 dari ukuran gelas yang di sediakan) mengeluarkan kopi hitam yang berada di dalam tangki kopi dan akan di tampung ke dalam tangki pengaduk
b. motor pengaduk yang berada didalam tangki pengaduk akan otomatis berputar selama 15 detik,
23 Kondisi 2 : ketika tombol “Black coffee+sugar” di tekan,
a. maka secara otomatis keran 1 (K1) akan terbuka selama 10 detik (0.7 dan akan di tampung ke dalam tangki pengaduk
c. motor pengaduk yang berada didalam tangki pengaduk akan otomatis berputar selama 15 detik,
d. setelah motor pengaduk berhenti keran pengeluaran tangki pengaduk(k4) akan terbuka selama 13 detik dan mengisi gelas yang di dan akan di tampung ke dalam tangki pengaduk
c. Keran 3(K3) akan terbuka selama 4 derik(0.1 dari ukuran gelas yang disediakan) mengeluarkan kreamer yang berada didalam tangki gula dan akan di tampung ke dalam tangki pengaduk
d. motor pengaduk yang berada didalam tangki pengaduk akan otomatis berputar selama 15 detik,
e. setelah motor pengaduk berhenti keran pengeluaran tangki pengaduk(k4) akan terbuka selama 13 detik dan mengisi gelas yang di letakkan oleh operator
Kondisi 4 : ketika tombol “coffee Milk” di tekan,
24 berada di dalam tangki kopi dan akan di tampung ke dalam tangki pengaduk
b. Keran 2 (K2) akan terbuka selama 5 detik (0.2 dari ukuran gelas yang
disediakan) mengeluarkan gula cair yang berada didalam tangki gula dan akan di tampung ke dalam tangki pengaduk
c. Keran 4 (K4) akan terbuka selama 4 derik(0.1 dari ukuran gelas yang disediakan) mengeluarkan susu yang berada didalam tangki gula dan akan di tampung ke dalam tangki pengaduk
d. motor pengaduk yang berada didalam tangki pengaduk akan otomatis berputar selama 15 detik,
25 BAB IV
PEMECAHAN MASALAH
IV.1 Rancangan Ladder Diagram
LADDER DIAGRAM OTOMASI MESIN PENCAMPUR KOPI
27 Tabel IV.1 Keterangan Simbol
No Nama Kode Keterangan
1 Tombol “Coffee” (PushButton) PB1 input
2 Tombol ” Coffee+Gula” (PushButton) PB2 input 3 Tombol “Coffee Creamer” (PushButton) PB3 input 4 Tombol “Coffee Milk” (PushButton) PB4 Input 5 Timer relay keran kopi (off delay) TR1 Controller 6 Timer relay keran gula cair (off delay) TR2 Controller 7 Timer relay keran creamer (off delay) TR3 Controller 8 Timer relay keran susu (off delay) TR4 Controller
9 Timer relay motor pengaduk (off delay) TR5 Controller
10 Timer relay keran output (off delay) TR6 Controller
11 Keran tangki kopi K1 Output
Kondisi INPUT CONTROLER OUTPUT
PB1 PB2 PB3 PB4 TR1 TR2 TR3 TR4 TR5 TR6 K1 K2 K3 K4 M1 K5
28 BAB V
KESIMPULAN DAN SARAN
V.1 Kesimpulan
PLC “Sistem Otomasi Mesin Pencampur Kopi” dapat berkomunikasi dengan baik sesuai dengan deskripsi kerja alat yang telah direncanakan sebelumnya. Program ladder
diagram yang tersimpan dalam memori PLC menjadi kunci utama dalam mengendalikan
proses pencampuran kopi. Trainer simulator pencampur kopi ini tersusun dari beberapa
komponen yang mendeskripsikan dari proses pencampuran kopi. Dengan input/ output
yang sesuai dengan program ladder diagram yang tersimpan pada memori PLC ini maka
akan dapat bekerja dengan baik. Perancangan HMI disesuaikan dengan perancangan
display yang baik akan dengan mudah dipahami sehingga pengguna dengan sangat mudah
menggunakan alat tersebut
V.2 Saran
Dalam proses pembuatan ladder diagram kita harus memahami alur
perancangan alat dengan baik sehingga akan mudah dalam melakukan penbuatan ladderdiagram
29 DAFTAR PUSTAKA
Gumelar,Ramdan(September 2013). Jurnal:“Simulator Sistem Warna Otomatis Berbasis PLC Terintegrasi Human Machine Interface”. Universitas Pendidikan Indonesia