Analisis Jumlah Operator pada Proses Pemintalan
di Perusahaan Pembuat Sarung Tangan
Astuteryanti Tri Lustyana1), Sri Widiyawati2), Ivan Eliata3)
(1), (2)
Jurusan Teknik Industri, Fakultas Teknik, Universitas Brawijaya Jl. MT. Haryono No 167 Malang - Jawa Timur
(3)
Jurusan Teknik Industri, Sekolah Tinggi Teknik Surabaya Jl. Ngagel Jaya Tengah 73-77 Surabaya - Jawa Timur
[email protected], [email protected], [email protected]
ABSTRAK
Perusahaan yang memproduksi sarung tangan ini memiliki target produksi sebanyak 360.000 pasang lusin sarung tangan per tahunnya. Untuk mencapai target yang ditetapkan, perusahaan menyediakan 100 mesin pintal sarung tangan yang ditangani oleh 5 orang operator, sehingga seorang operator dapat menangani 20 mesin pintal. Berdasarkan hasil perhitungan didapatkan bahwa seorang operator dapat menangani 36 mesin pintal, proses kerja operator-mesin ini kemudian dipetakan, diperoleh nilai utilitas untuk seorang operator adalah 98,83%, namun utilitas mesin sangat rendah, sebesar 29,67%. Sehingga, seorang operator tetap menangani 20 mesin pintal dengan menambahkan beban kerja oeprator operator mesin pintal, sepertimembantu proses unloading material dari truk ke gudang atau membantu proses loading sarung tangan yang sudah jadi dari gudang ke truk.
Kata Kunci: ergonomi, peta manusia mesin, man machine process chart, beban kerja
I. PENDAHULUAN
Aktivitas produksi adalah serangkaian kegiatan untuk menciptakan benda baru, dimulai dari mengolah masukan hingga menghasilkan suatu keluaran yang memiliki nilai tambah, baik dari segi manfaat/kegunaan maupun ekonomi. Menurut Wignjosoebroto (2006), dalam proses produksi terjadi dua jenis kegiatan, kegiatan produktif dan kegiatan non-produktif, dimana kegiatan non-produktif ini tidak memberikan manfaat bagi perusahaan bahkan dapat merugikan perusahaan sehingga sebisa mungkin dihilangkan, seperti banyaknya idle/delay, set-up, dan lain sebagainya.
Perusahaan pembuat sarung tangan ini merupakan perusahaan manufaktur yang memproduksi sarung tangan dengan jumlah produksi sarung tangan pertahunnya adalah sebanyak ±360.000 pasang lusin sarung tangan. Perusahaan ini memiliki tenaga kerja sebanyak 70 orang yang memliki tugasnya masing-masing. Berdasarkan hasil pengamatan dilapangan, banyak perbaikan yang dapat diterapkan di perusahaan ini dengan memperhatikan aspek ergonomi. Dengan memperhatikan faktor ergonomi pada proses produksi diharapkan tidak hanya produktivitas saja yang meningkat, tetapi juga kualitas kerja pegawai meningkat dan berkurangnya biaya yang dikeluarkan.
II.
METODOLOGIPenelitian ini dilakukan pada salah satu stasiun kerja yaitu stasiun kerja pemintalan, dimana pada stasiun kerja ini terdapat 100 mesin pintal yang dikendalikan oleh lima operator. Penelitian ini dilakukan untuk memperlihatkan apakah keadaan proses kerja pada stasiun kerja ini sudah efisien atau belum. Penelitian dimulai dengan menghitung waktu yang dibutuhkan untuk setiap proses kerja, waktu kerja yang telah didapatkan ini digunakan untuk menghitung jumlah mesin yang dapat dilayani oleh seorang operator, selanjutnya proses kerja manusia dan mesin dipetakan untuk melihat apakah pelayanan seorang operator terhadap mesin-mesin pintal sudah memiliki porsi yang baik atau belum.
Penugasan seorang operator untuk menangani lebih dari satu mesin akan menghasilkan hubungan kerja manusia-mesin yang sinkron. Dalam kondisi yang ideal/sinkron jumlah mesin atau fasilitas kerja yang dapat dilayani oleh seorang operator dapat dihitung berdasarkan formulasi di bawah ini:
(1) Dimana: N adalah Jumlah mesin yang dilayani (unit), L adalah total operator servicing time per mesin (jam), dan M adalah total machining time (jam).
Jika digambarkan hubungan manusia dan mesin yang sinkron dapat dilihat pada Gambar 1. Dari ilustrasi Gambar 1, jika jumlah mesin ditambah maka akan ditemukan mesin yang menganggur, begitu juga sebaliknya jika jumlah operator yang ditambah maka akan ada operator yang menganggur
Metode kuantitatif dapat diaplikasikan untuk menganalisa dan menetapkan keputusan yang harus diambil, dnegan mengikuti langkah berikut ini;
1. Memperkirakan jumlah mesin/fasilitas yang perlu dilayani oleh seorang operator, dapat ditentukan dengan menggunakan rumus (2). Dimana W adalah waktu perpindahan operator dari satu mesin ke mesin yang lain.
(2) 2. Menentukan total biaya yang diharapkan (TEC) untuk N1 (pembulatan ke bawah) dan N2
(pembulatan ke atas), dengan menggunakan rumus (3) dan (4). Dimana Co adalah upah operator dan Cm adalah biaya penggunaan mesin.
(3) (4)
Gambar 1. Hubungan Kerja Manusia-Mesin secara Sinkron (Wignjosoebroto, 2006) B. Peta Kerja
Peta kerja merupakan alat yang dapat digunakan untuk menganalisa proses kerja, sehingga akan didapatkan informasi yang dapat digunakan untuk memeprbaiki metode kerja yang ada saat ini. Informasi yang didapatkan dari peta kerja ini dapat berupa; kapasitas mesin, waktu operasi proses untuk setiap kegiatan, spesifikasi material dan peralatan produksi yang digunakan, dan urutan prosedur kerja. Peta kerja merupakan alat yang baik untuk memperbaiki proses kerja yang ada dan juga dapat digunakan untuk menetapkan jumlah mesin dan personil yang dibutuhkan dalam aktivitas produksi.
Salah satu peta kerja yang dapat digunakan untuk memperbaiki metode kerja adalah Peta Pekerja dan Mesin (Man and Machine Process Chart). Peta Pekerja dan Mesin merupakan peta kerja yang digunakan untuk menganalisis proses kerja setempat atau yang ada dalam suatu stasiun kerja. Peta kerja ini menunjukkan hubungan waktu kerja antara operator dan mesin yang ditangani oleh opertaor tersebut. Terdapat empat kemungkinan yang terjadi antara hubungan oeprator dan mesin, yaitu:
2. Mesin bekerja, sedangkan operator menganggur, 3. Operator dan mesin sama-sama bekerja,
4. Operator dan mesin sama-sama menganggur.
Sehingga dari peta ini akan didapatkan informasi waktu bekerja dan menganggur dari operator dan mesin dalam suatu siklus operasi kerja operator-mesin. Keadaan menganggur inilah, baik operator maupun mesin, yang harus dihilangkan/diminimalkan dengan mempertimbangkan kapasitas dari manusia dan mesin. Dengan menggunakan peta kerja ini akan didapatkan informasi yang dapat digunakan untuk memperbaiki sistem kerja pada suatu stasiun kerja sehingga akan didapatkan keseimbangan kerja antara operator dan mesin.
III. HASIL DAN PEMBAHASAN
Untuk memenuhi permintaan dan target produksi pertahunnya, maka perusahaan menetapkan target produksi sebanyak 25 karung perharinya, dimana setiap karung terdapat 50 lusin sarung tangan. Berikut akan dijelaskan secara singkat proses produksi yang ada pada perusahaan dan perbaikan yang dapat diterapkan dalam Gambar 2.
Gambar 2. Bagan Proses Produksi
Proses produksi sarung tangan ini melalui empat tahap utama, yaitu pemintalan, obras,
dotting, setter& pengepakkan. Beberapa proses produksi ini masih dilakukan secara manual dan
beberapa sudah menggunakan mesin semi otomatis. 1. Stasiun kerja pemintalan
Proses produksi dimulai dengan proses pemintalan, mengolah benang menjadi sarung tangan, yang dilakukan dengan menggunakan mesin. Proses ini tidak memerlukan banyak orang, karena pada proses ini pekerja hanya diperlukan untuk melakukan kontrol dan pengawasan terhadap kerja mesin, sehingga satu pekerja dapat manangani banyak mesin. Pada proses ini perusahaan menyediakan 100 mesin pintal agar dapat mencapai target perusahaan yang telah ditentukan.
2. Stasiun kerja obras
Proses obras dilakukan untuk merapikan bagian pinggir dari sarung tangan. Stasiun kerja obras berada di sebelah stasiun kerja pemintalan, hanya dipisahkan dengan sekat. Pada stasiun kerja ini hanya menggunakan 20 mesin, karena proses obras hanya membutuhkan waktu dalam hitungan detik. Pada stasiun kerja ini masing-masing mesin dioperasikan oleh seorang pekerja.
3. Stasiun kerja dotting
Proses ini merupakan proses pemberian hand grip karet pada sarung tangan yang bertujuan untuk menambahkan faktor keamanan bagi pengguna sarung tangan, seperti memperkuat daya cengkeram tangan, memberikan perlindungan ekstra pada telapak tangan (karena ada lapisan karet tambahan), dan mengantisipasi terjadinya lose grip akibat benda yang licin. Pada stasiun kerja ini terdapat tiga buah mesin dotting, masing-masing mesin mebutuhkan dua orang untuk mengoperasikan mesin ini.
Tahapan akhir dalam proses produksi sarung tangan ini adalah proses setter dan pengepakkan. Yang dimaksud dengan proses setter disini adalah proses menata dan menyatukan sarung tangan dengan bantuan alat untuk dimasukkan ke dalam kemasan plastik (satu plastik terdapat satu lusin/6 pasang sarung tangan), dari kemasan plastik kemudian dilanjutkan kepada proses pengepakkan dalam sekala besar, menggunakan karung, (satu karung terdapat 50 kemasan plastik). Alat setter dan pengepakan masing-masing dikendalikan oleh seorang operator.
Analisa perbaikan metode kerja ini akan fokus pada stasiun kerja pemintalan, yang bertujuan untuk mengetahui apakah siklus kerja antara operator dan mesin sudah seimbang atau belum, karena pada stasiun kerja ini terdapat banyak mesin pintal yang harus dioperasikan oleh operator. Pada stasiun kerja pemintalan terdapat sebanyak 100 mesin pintal dan 5 operator yang bertugas untuk menangani mesin-mesin tersebut, sehingga masing-masing operator dapat menangani 20 mesin pintal. Hubungan kerja antara seorang operator dengan mesin-mesin pintal dapat dilihat pada Peta Pekerja dan Mesin pada Gambar 3.
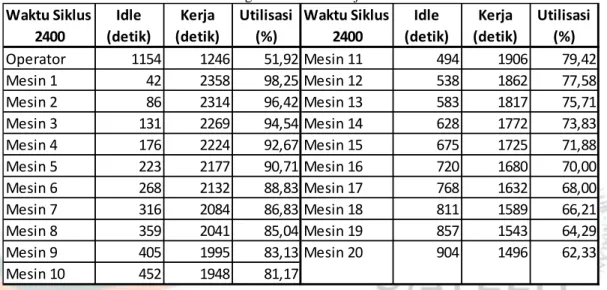
Tabel 1. Ringkasan Peta Pekerja dan Mesin
Waktu Siklus Waktu Siklus
2400 2400 Operator 1154 1246 51,92 Mesin 11 494 1906 79,42 Mesin 1 42 2358 98,25 Mesin 12 538 1862 77,58 Mesin 2 86 2314 96,42 Mesin 13 583 1817 75,71 Mesin 3 131 2269 94,54 Mesin 14 628 1772 73,83 Mesin 4 176 2224 92,67 Mesin 15 675 1725 71,88 Mesin 5 223 2177 90,71 Mesin 16 720 1680 70,00 Mesin 6 268 2132 88,83 Mesin 17 768 1632 68,00 Mesin 7 316 2084 86,83 Mesin 18 811 1589 66,21 Mesin 8 359 2041 85,04 Mesin 19 857 1543 64,29 Mesin 9 405 1995 83,13 Mesin 20 904 1496 62,33 Mesin 10 452 1948 81,17 Utilisasi (%) Kerja (detik) Idle (detik) Utilisasi (%) Kerja (detik) Idle (detik)
Subyek Pengamatan : Proses Pemintalan No. Peta : 1
No. Gambar : 1 Dibuat oleh :
No. Komponen : Tanggal : 14 Agustus
Peta diakhiri : Loading produk setengah jadi Lembar : 1
Operator Waktu (detik) Mesin #1 Waktu (detik) Mesin #2 Waktu (detik) Mesin #3 Waktu (detik) Mesin #19 Waktu (detik) Mesin #20 Waktu (detik) Mengambil benang 11 Memposisikan
benang pada mesin
pintal #1 30 Menjalankan mesin
#1 1
Mengambil benang 13 Memposisikan
benang pada mesin
pintal #2 30 Menjalankan mesin
#2 1
Mengambil benang 14 Memposisikan
benang pada mesin
pintal #3 30 Menjalankan mesin
#3 1
Mengambil benang 15 Memposisikan
benang pada mesin
pintal #19 30 Menjalankan mesin
#19 1
Mengambil benang 18 Memposisikan
benang pada mesin
pintal #20 28 Menjalankan mesin #20 1 Idle 696 Pengecekan mesin, memilah dan memasukkan sarung tangan ke karung 342 Idle 458
PETA PEKERJA DAN MESIN
2400 Memintal benang mesin #3 2400 Memintal benang mesin #4 2400 Memintal benang mesin #4 131 Idle 904 Idle Idle 857 Idle 42 Idle 86 Memintal benang mesin #1 2400 2400 Memintal benang mesin #2
Gambar 3.Peta Pekerja Mesin Proses Pemintalan
Berdasarkan hasil perhitungan dengan menggunakan metode kuantitatif didapatkan bahwa jumlah mesin yang dapat ditangani oleh satu orang operator adalah sebanyak 36 sampai 37 mesin. Dan dengan memeperhatikan biaya yang dikeluarkan oleh perusahaan, maka pelayanan manusia-mesin pada stasiun kerja pemintalan dapat dikatakan sinkron jika satu orang pekerjanya melayani 36 buah mesin. Namun, jika dilihat dari hasil pemetaan hubungan manusia-mesin pada Tabel 1, terlihat bahwa semakin banyak mesin yang ditangani oleh operator maka utilitas mesin akan semakin menurun. Sehingga jika beban kerja operator ditambahkan dengan menambahkan jumlah
mesin yang ditangani maka utilitas operator meningkat dan waktu menganggur operator pun akan menurun, tetapi tidak dengan utilitas mesin, dimana waktu menganggur mesin akan meningkat sehingga utilitas mesin pun akan menurun. Jadi, akan lebih baik jika satu orang operator tidak ditambahkan beban mesin, tetapi dapat menambahkan beban kerja lain sehingga dapat mengurangi waktu menganggur operator, sperti membantu proses loading/unloading material dari truk pembawa material ke gudang material di lantai satu dan tiga.
Waktu yang dibutuhkan mesin pintal untuk membuat satu buah sarung tangan adalah 160 detik, jika 100 mesin ditangani oleh 5 orang operator maka utilitas mesin akan semakin menurun dan perusahaan akan mengalami kerugian kurang lebih sebanyak 245 sarung tangan untuk setiap satu siklus sarung tangan. Untuk mengurangi kerugian ini perusahaan dapat menambahkan operator pada stasiun kerja pemintalan, dengan cara menempatkan operator gudang atau operator pada bagian pengepakan untuk membantu mengoperasikan mesin pintal. Sehingga operator-operator pada stasiun kerja yang lain perlu diberikan bekal/keahlian dalam mengoperasikan mesin pintal. Pemilihan operator pengepakan dikarenakan waktu siklus seorang operator untuk mengepak satu karung sarung tangan adalah 279 detik dan selanjutnya operator akan menunggu operator setteruntuk menghasilkan 50 kantung plastik sarung tangan. Sehingga, operator pengepakan dapat diperdayakan untuk membantu mengangani proses pemintalan.Dengan menambahkan dua orang operator pada stasiun pemintalan dapat mengurangi kerugian sebesar 89 sarung tangan, dimana satu orang operator dapat menangani 14-15 mesin pintal, utilitas mesin pun meningkat menjadi 73%.
IV. KESIMPULAN
Untuk memenuhi target produksi perusahaan sebanyak 360.000 pasang lusin sarung tangan per tahun, maka perusahaan sarung tangan ini menyediakan 100 mesin pintal yang ditangani oleh lima operator. Berdasarkan hasil pemetaan kerja manusia dan mesin pada stasiun kerja pemintalan didapatkan nilai utilitas pekerja yang rendah, hanya 51,92%, ini berarti 48,08% dari total jam kerja dilakukan oleh operator hanya untuk menunggu mesin bekerja.Untuk meningkatkan utilitas pekerja dapat dilakukan dengan menambahkan beban kerja operator, berdasarkan hasil perhitungan pelayanan akan sinkron jika seorang operator manangani 36 mesin pintal, tetapi saat dipetakan kembali hubungan manusia-mesin, didapatkan nilai utilitas operator meningkat menjadi 98,83% namun utilitas mesin turun ke angka 29,67%. Sehingga salah satu cara untuk mengurangi waktu menganggur operator adalah dengan cara: operator mesin pintal dapat diperbantukan di bagian gudang, membantu proses unloading material dari truk ke gudang atau membantu proses loading sarung tangan yang sudah jadi dari gudang ke truk.
DAFTAR PUSTAKA
Barnes, Ralph M., 1980, Motion and Time Study, Design and Measurement of Work, New York: John Willey & Sons.
Notopramono, Hanna; Setyanto Nasir W.; Efranto Remba Y., 2016, Analisis Beban Kerja dengan Metode
Stopwatch Time Study untuk Penentuan Jumlah Operator Optimal, Jurnal Rekayasa dan Manajemen
Sistem Industri Vol. 4 No. 3.
Nurmianto, Eko, 2008, Ergonomi: Konsep Dasar dan Aplikasinya, Surabaya: Penerbit Guna Widya. Sutalaksana, Iftikar Z.; Anggawisastra, Ruhana; & Tjakraatmaja, John H., 1979, Teknik Tata Cara Kerja,
Bandung: Jurusan Teknik Industri Institut Teknologi Bandung.
Wardaveira, Efriscia; Choiri, Mochamad; dan Tantrika, Ceria F.M., 2013, Perencanaan Jumlah Operator
dan Mesin pada Divisi Packaging PT. Kimia Farma (Persero) Tbk Unit Plant Watudakon Jombang,
Jurnal Rekayasa dan Manajemen Sistem Industri Vol. 1 No. 2.