PERENCANAAN PRODUKSI DISAGREGAT:
STUDI KASUS PRODUKSI PAKAN TERNAK
DI PT CHAROEN POKPHAND INDONESIA BALARAJA
Siti Nur Fadlilah A
1; Thomas Widjaja
2ABSTRACT
Production planning is an activity to make decison amount product that have to be produce for periods. Production planning is devided by into agregat planning and disagregat planning. Agregat planning is planning on Type and Family level, Disagregat planning on end item level. Disagregat planning used in manufacturing process that have some variance product.
Keywords: production planning, aggregat, disagregat
ABSTRAK
Rencana produksi adalah aktivitas menentukan jumlah produk yang harus diproduksi pada periode tertentu. Perencanaan produksi terbagi menjadi dua, yaitu perencanaan produksi agregat dan perencanaan produksi disagregat. Perencanaan produksi agregat adalah perencanaan produksi tingkat tipe dan famili sedangkan perencanaan produksi disagregat adalah perencanaan tingkat end system. Perencanaan disagregat dapat diaplikasikan pada proses manufaktur dengan beberapa variasi produk.
Kata kunci: rencana produksi, agregat, disagregat
PENDAHULUAN
Perencanaan produksi adalah aktivitas mengenai berapa banyak produk yang harus dihasilkan setiap periode produksinya. Fase perencanaan produksi dapat dinyatakan dalam satuan tahun, bulan, minggu, hari, bahkan dalam jam. Perencanaan produksi yang baik adalah perencanaan produksi yang mampu memenuhi kebutuhan konsumen pada saat demand datang dan memberikan biaya perencanaan seminimum mungkin. Oleh karena itu, agar dapat diperoleh perencanaan produksi yang tepat, perlu digunakan metoda perencanaan produksi yang tepat. Ada banyak metode yang dapat digunakan oleh perusahaan dalam menentukan banyaknya produksi yang dihasilkan setiap hari. Baik metode heuristik, matematis, ataupun simulasi. Penggunaan metode yang baik dalam perencanaan produksi akan memberikan hasil yang akurat dalam memenuhi permintaan konsumen sehingga perusahaan akan mendapatkan keuntungan yang maksimal.
PEMBAHASAN
Perencanaan Agregat
Perencanaan agregat adalah perencanaan produksi yang dinyatakan secara agregat. Perencanaan ini berhubungan dengan penentuan jumlah dan waktu produksi untuk jangka waktu menengah. Manajer produksi harus menentukan jalan terbaik agar memenuhi prakiraan permintaan dengan cara menyesuaikan rata – rata produksi, tingkat penggunaan tenaga kerja, tingkat persediaan, lembur, kerja sama (subkontrak), atau variabel lain yang dapat dkendalikan. Dengan beberapa metode dalam perencanaan agregat, manajer produksi dapat memilih strategi terbaik yang memberikan keuntungan optima. Perencanaan agregat diperlukan karena akan mempengaruhi kemampuan perusahaan dalam memenuhi permintaan dan dalam berkompetisi dengan perusahaan lain.
Strategi dalam Perencanaan Agregrat
Terdapat tujuh strategi yang digunakan dalam perencanaan agregat.
1. Melakukan variasi tingkat persediaan. Pada strategi ini, jumlah karyawan dan waktu kerja dipertahankan sehingga rata–rata tingkat produksi akan tetap. Kelebihan produksi yang terjadi pada periode permintaan rendah disimpan sebagai persediaan yang nantinya digunakan untuk menutupi produksi pada waktu terjadi permintaan yang lebih tinggi dari tingkat produksi. Kelemahannya adalah timbulnya biaya penyimpanan persediaan berupa biaya sewa gudang, administrasi, asuransi, kerusakan material, dan bertambahnya modal yang tertanam.
Strategi ini tidak dapat digunakan untuk kegiatan jasa (misalnya, transportasi, kesehatan, atau pendidikan) karena jasa tidak dapat disimpan sebagai persediaan. Selain itu, juga tidak tepat untuk perusahaan yang produknya cepat rusak/tidak tahan lama, berhubungan dengan mode/fashion, bernilai tinggi, atau memerlukan ruang simpan yang sangat besar.
2. Melakukan variasi jam kerja. Pada strategi ini, jumlah karyawan dijaga tetap untuk suatu tingkat produksi tertentu, perubahan hanya dilakukan terhadap jumlah jam kerja. Jika permintaan naik, diadakan penambahan jam kerja untuk menambah produksi sedangkan jika permintaan turun, dilakukan pengurangan jam kerja. Lembur biasanya akan menimbulkan biaya yang lebih besar karena upah lembur lebih besar daripada upah pada waktu reguler. Selain itu, terlalu banyak lembur dapat menurunkan produkstivitas dan menambah biaya overhead.
3. Melakukan variasi jumlah jam kerja, apabila terjadi permintaan tinggi maka dilakukan penambahan tenaga kerja. Sebaliknya, pada waktu permintaan rendah, dilakukan pengurangan tenaga kerja. Biaya yang timbul mencakup biaya pengadaan tenaga kerja atau pesangon bagi tenaga kerja yang dikurangi. Strategi ini cocok untuk diterapkan jika tenaga kerja yang disewa atau dikurangi mempunyai ketrampilan yang rendah dan jika pasar tenaga kerja memiliki suplai yang besar. Bagi perusahaan yang memerlukan tenaga kerja dengan keterampilan tinggi, strategi ini tidak mudah diterapkan karena tenaga kerja yang demikian lebih menyukai pekerjaan yang tetap dan terjamin. Selain itu, pengurangan tenaga kerja yang teralu sering mempunyai pengaruh negatif, yaitu menurunkan moral kerja karyawan yang mengakibatkan penurunan produktivitas.
4. Subkontrak, dilakukan jika terjadi permintaan yang bertambah sementara kapasitas produksi tidak cukup untuk memenuhinya sedangkan perusahan tidak menghendaki hilangnya permintaan atau pelanggan penting. Kerugian strategi ini adalah harga pokok produksi menjadi lebih tinggi, dapat memberikan kesempatan kepada pesaing untuk maju, dan adanya risiko karena tidak dapat secara langsung mengontrol mutu produk dan penjadwalan.
5. Menggunakan pekerja paruh waktu, dalam sektor jasa pekerja paruh waktu dapat memenuhi kebutuhan tenaga kerja berketerampilan rendah. Metode ini membawa frekuensi biaya yang rendah dan lebih fleksibel daripada menggunakan tenaga kerja tetap. Kelemahannya adalah mengakibatkan perputaran tenaga kerja dan biaya pelatihan yang tinggi, serta mempengaruhi konsistensi mutu produk. Apabila strategi ini diterapkan untuk pekerjaan yang memerlukan keterampilan tinggi, masalah yang perlu diantisipasi adalah tidak tersedianya tenaga kerja pada saat diperlukan karena mereka mencari kerja di tempat lain.
6. Mempengaruhi permintaan, jika permintaan turun atau rendah, perusahaan berusaha menaikkan permintaan melalui iklan, promosi, pemotongan harga, atau menggalakkan bentuk kegiatan pemasaran lain. Biaya tambahan yang timbul tentunya berupa biaya iklan, potongan harga, dan biaya program promosi lain. Strategi ini termasuk menggeser permintaan dari periode permintaan tinggi ke periode permintaan rendah, seperti dilakukan perusahaan telekomunikasi. Pada saat siang hari, banyak permintaan telepon yang tidak terlayani karena salurannya penuh. Untuk itu, dilakukan strategi menggeser permintaan siang hari ke malam hari, melalui perbedaan tarif yang sangat signifikan. Hal itu menyebabkan konsumen yang tadinya akan menggunakan jasa telepon siang hari beralih ke lama hari karena ingin mendapatkan biaya yang rendah. Permintaan siang hari yang potensi hilang menjadi tetap ada karena pindah ke malam hari.
7. Pemesanan tertunda selama periode permintaan tinggi. Pemesanan tertunda adalah pemesanan barang atau jasa yang diterima perusahaan tetapi dapat memenuhi kemudian setelah perusahaan mempunyai persediaan. Pemesanan tertunda berlaku umum bagi perusahaan mail order atau perusahaan yang memproduksi barang – barang yang kompleks atau beenilai tinggi, seperti pesawat terbang, kapal laut, dan lain–lain. Strategi itu sering tidak dapat dilaksanakan untuk perusahaan yang menjual barang – barang konsumsi, seperti makanan, obat–obatan, atau pakaian. Keuntungan strategi ini dapat menghindari lembur dana tetap menjaga kapasitas produksi yang konstan. Sementara kelemahannya adalah tertunda penerimaan/penjualan dan hanya dapat dilakukan apabila permintaan lebih tinggi daripada penawaran.
Metode Perencanaan Agregat
Beberapa metode yang dikenal dalam perencanaan agregat, antara lain pendekatan intuitif, pendekatan matematika, serta metode tabel dan grafik. Dalam pendekatan intuitif, manajemen menggunakan rencana yang sama dari tahun ke tahun. Penyesuaian dilakukan dengan intuisi hanya sekadar untuk memenuhi permintaan baru. Apabila rencana yang lama tidak optimal, pendekatan ini mengakibatkan pemborosan yang berkepanjangan.
Pendekatan matematika dilakukan dengan teori, seperti pemrograman linier, kaidah keputusan linier, model koefisien manajemen, metode transportasi, dan simulasi. Pemrograman linier merupakan teknik pengambilan keputusan untuk memecahkan masalah mengalokasikan sumber daya yang terbatas diantara berbagai kepentingan seoptimal mungkin. Pemrograman linier merupakan salah satu metode dalam riset operasi yang memungkinkan para manajer mengambil keputusan mengenai kegiatan yang mereka tangani dengan dasar analisis kuantitatif. Dengan teori ini, hasil yang optimal dapat diperkirakan, seperti berapa unit produk yang harus dibuat, berapa shift yang dioperasikan, atau berapa unit persediaan barang yang disimpan.
Metode transportasi menurut Herjanto (2003:171) adalah suatu metode yang digunakan untuk mengatur distribusi dari sumber yang menyediakan produk yang sama ke tempat tujuan secara optimal. Distribusi itu dilakukan sedemikian rupa sehingga permintaan dari beberapa tempat tujuan dapat dipenuhi dari beberapa tempat asal yang masing–masing dapat memiliki permintaan atau kapasitas yang berbeda. Alokasi ini dapat dilakukan dengan mempertimbangkan biaya pengangkutan yang bervariasi karena jarak dan kondisi antarlokasi yang berbeda. Dengan metode transportasi, dapat diperoleh suatu alokasi distribusi barang yang dapat meminimalkan total biaya transportasi.
Disagregasi (Smith, 1989:208)
Disagregasi adalah suatu proses untuk memecah rencana produksi secara agregat menjadi rencana produksi end item. Hasil out put dari proses disagregasi adalah MPS atau JIP (jadwal induk produksi). Berikut ini hierarki rencana produksi.
Rencana produksi type (agregat)
Rencana produksi famili (agregat)
Rencana produksi item (disagregat) Gambar 1 Hierarki Rencana Produksi
Type (h): Merupakan kumpulan famili yang memiliki biaya produksi persatuan/ pola permintaan relatif sama.
Famili (i): Merupakan kumpulan item yang menanggung biaya set-up secara bersama. Set-up diperlukan apabila fasilitas digunakan untuk memproses item dari famili lain.
Item (j):Merupakan produk akhir yang akan dikirim ke konsumen. Suatu item dibedakan atas item lainnya berdasarkan warna, kemasan, dan lain-lain.
Disagregasi ada 2 tahap:
(1) Disagregasi dari tipe ke famili (2) Disagregasi dari famili ke item
Langkah disagregasi:
(1) Memilih famili mana yang harus diproduksi. Dengan cara memeriksa persediaan dan ramalan demand setiap produk pada setiap famili.
(Iij,t-1 – Dij,t – Sij) ≤ 0
Iij,t-1 : Persediaan awal setiap item j pada semua famili i Dij : Demand setiap item j pada semua famili i
Sij : Safety Stock setiap item j pada semua famili i (2) Menentukan jumlah yang harus diproduksi. Yi = Min [ EOQi ; Osi – Ii ]
dan:
Osi = Jumlah max persediaan famili-i Ii = Jumlah persediaan famili -i
Keterangan:
Ai : Kebutuhan famili i per tahun
Csi : Biaya 1 kali setup mesin untuk membuat famili – i Chi : Biaya simpan famili – i per tahun
R : Suku bunga bank (nilai uang atas barang persediaan) Yi : Jumlah famili ke-i yang harus diproduksi.
(3) Lakukan penyesuaian jika: Yi Ph
Ph = Rencana produksi agregat tipe (h)
Yi = Total jumlah semua famili yang harus di produksi
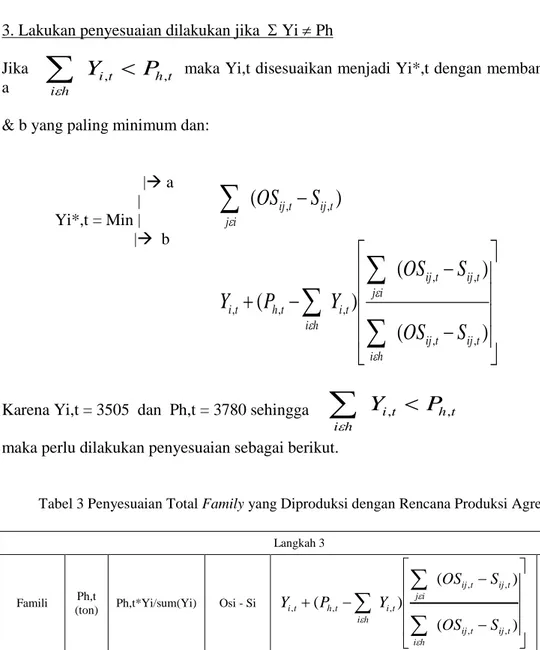
Jika maka Yi,t disesuaikan menjadi Yi*,t ; dan:
Jika maka Yi,t disesuaikan menjadi Yi*,t dengan
membandingkan a & b yang paling minimum dan:
hi si i i
C
R
C
A
EOQ
.
.
.
2
i i t h t iY
Y
P
Y
*,
, t h t i h iP
Y
,
,
t h t i h iP
Y
,
,
| a
| Yi*,t = Min | | b
(4) Lakukan perhitungan disagregasi item.
Rumus:
dij,t = Max [0 ; Dij,t – Iij,t-1 + Sij,t]
dan:
dij,t = Permintaan efektif item-j pada perioda t Dij,t = Permintaan pasar item-j pada perioda t
Iij,t-1 = Persediaan item-j pada akhir perioda t-1 Penyesuaian item:
0 < Xij,t < 0Sij,t => Xij*,t = Xij,t 0 Xij,t => Xij*,t = 0 Xij,t OSij,t => Xij*,t = OSij,t
Penentuan Rencana Produksi Disagregat Studi Kasus Produksi Pakan
Ternak di PT Charoen Pokphand Indonesia Balaraja
(1). Memilih famili mana yang harus diproduksi: Rumus : (Iij,t-1 – Dij,t – Sij) ≤ 0
)
(
)
(
)
(
)
(
, , , , , , , , , t ij t ij h i t ij t ij i j t i h i t h t i t ij t ij i jS
OS
S
OS
Y
P
Y
S
OS
1 , , , 1 , , ,,
)
(
*,
t j i t ij i j t ij t ij i j t i t ij t ijS
I
t
dij
S
I
Y
d
X
Tabel 1 Penentuan Family yang Harus Diproduksi
Rencana produksi disagregat Untuk Semua Famili 1 hari ke depan
SENIN Langkah 1
Famili End Item Inventory
(ton) Demand (ton) Safety Stock (ton) Expected Quantity (ton) Boiler 611 1500 744 1500 -744 612 360 162 330 -132 613 186 78 180 -72 511 180 90 180 -90 512 366 120 240 6 513 150 66 120 -36 BP11 150 72 150 -72 Layer 621 1200 528 990 -318 622 720 378 750 -408 521 1260 546 1050 -336 522 84 30 90 -36 523 60 36 90 -66 321 120 66 120 -66 Breeder 631 756 300 600 -144 632 66 36 60 -30 633 60 24 60 -24 531 366 180 360 -174 532 126 54 120 -48 533 120 60 120 -60 Puyuh 6104 150 54 90 6 6105 144 48 90 6 Sapi SP121 54 30 60 -36 SP201 72 30 60 -18 Babi BT42 72 24 42 6 BT45 72 24 42 6 Total 8394 3780 7494 -2880
Keterangan: nilai yang dicetak tebal bertanda negatif (-) berarti jumlah produksi item tersebut akan di bawah standar safety stock. Jika tidak, dibuat kembali setelah dipakai untuk memenuhi permintaan/demand sehingga semua family pada item tersebut harus diproduksi. Dalam hal ini, semua family diproduksi, kecuali item pakan puyuh dan pakan babi.
(2). Menentukan jumlah yang harus diproduksi: Rumus : Yi = Min [ EOQi ; Osi – Ii ]
dan:
Osi = Jumlah max persediaan famili-i Ii = Jumlah persediaan famili -i
Tabel 2 Menentukan Jumlah Total Family yang Harus Diproduksi
Langkah 2 Famili Osi (ton) Ii (ton) Ai (kg) Csi (Rp 000,00) Chi (Rp000,00) R (%) EOQi (ton) Osi-Ii (ton) Yi (ton) Boiler 5250 2892 281940000 1800 3832500 18% 1212.98 2358 1213.00 Layer 5400 3708 347052000 1500 3942000 18% 1211.33 1692 1212.00 Breeder 2400 1494 138546000 1500 1752000 18% 1148.03 906 906.00 Puyuh 450 294 21498000 1000 328500 18% 852.73 156 Sapi 300 126 13230000 1000 219000 18% 819.29 174 174.00 Babi 300 144 10830000 1000 54750 18% 1482.52 156 Total 14100 8658 813096000 7800 10128750 1.08 6726.88 3505.00
Keterangan: Pakan ternak puyuh dan babi tidak di produksi
Contoh perhitungan untuk langkah kedua metode disagregasi:
ton I Os EOQ Y ton I Os ton EOQ R Rp kg hari Rp Ch Rp Cs kg A ton I ton Os Boiler Boiler Boiler Boiler Boiler Boiler Boiler Boiler Boiler Boiler Boiler Boiler 1213 ) , min( 2358 98 . 1212 3832500000 * % 18 281940000 * 2 % 18 3832500000 5250000 * 365 * 2 1800000 281940000 2892 5250 hi si i i
C
R
C
A
EOQ
.
.
.
2
3. Lakukan penyesuaian dilakukan jika Yi Ph
Jika maka Yi,t disesuaikan menjadi Yi*,t dengan membandingkan a
& b yang paling minimum dan:
| a | Yi*,t = Min | | b
Karena Yi,t = 3505 dan Ph,t = 3780 sehingga maka perlu dilakukan penyesuaian sebagai berikut.
Tabel 3 Penyesuaian Total Family yang Diproduksi dengan Rencana Produksi Agregat
Langkah 3
Famili Ph,t
(ton) Ph,t*Yi/sum(Yi) Osi - Si
) ( ) ( ) ( , , , , , , , t ij t ij h i t ij t ij i j t i h i t h t i S OS S OS Y P Y Yi*,t Boiler 3780 1308.17 2550 1327.58 1327.58 Layer 1307.09 2310 1315.80 1315.80 Breeder 977.08 1080 954.53 954.53 Puyuh Sapi 187.65 180 182.09 180.00 Babi Total 3780 3780 6120 3780.00 3777.91
)
(
)
(
)
(
)
(
, , , , , , , , , t ij t ij h i t ij t ij i j t i h i t h t i t ij t ij i jS
OS
S
OS
Y
P
Y
S
OS
t h t i h iP
Y
,
,
t h t i h iP
Y
,
,
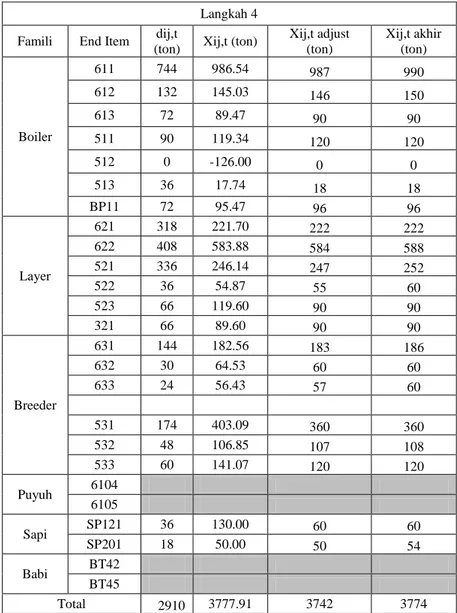
Jadi total family yang harus diproduksi 1 hari ke depan adalah 3778 ton per hari. (4) Menentukan Disagregasi Item:
Rumus:
dij,t = Max [0 ; Dij,t – Iij,t-1 + Sij,t]
dan:
dij,t = Permintaan efektif item-j pada perioda t Dij,t = Permintaan pasar item-j pada perioda t Iij,t-1 = Persediaan item-j pada akhir perioda t-1 Penyesuaian item:
0 < Xij,t < 0Sij,t => Xij*,t = Xij,t 0 Xij,t => Xij*,t = 0 Xij,t OSij,t => Xij*,t = OSij,t
1 , , , 1 , , ,
,
)
(
*,
t j i t ij i j t ij t ij i j t i t ij t ijS
I
t
dij
S
I
Y
d
X
Tabel 4 Perhitungan Disagregasi Item
Langkah 4 Famili End Item dij,t
(ton) Xij,t (ton)
Xij,t adjust (ton) Xij,t akhir (ton) Boiler 611 744 986.54 987 990 612 132 145.03 146 150 613 72 89.47 90 90 511 90 119.34 120 120 512 0 -126.00 0 0 513 36 17.74 18 18 BP11 72 95.47 96 96 Layer 621 318 221.70 222 222 622 408 583.88 584 588 521 336 246.14 247 252 522 36 54.87 55 60 523 66 119.60 90 90 321 66 89.60 90 90 Breeder 631 144 182.56 183 186 632 30 64.53 60 60 633 24 56.43 57 60 531 174 403.09 360 360 532 48 106.85 107 108 533 60 141.07 120 120 Puyuh 6104 6105 Sapi SP121 36 130.00 60 60 SP201 18 50.00 50 54 Babi BT42 BT45 Total 2910 3777.91 3742 3774
Contoh perhitungan untuk langkah keempat perhitungan disagregasi untuk famili boiler.
t
dij
S
I
Y
d
I
S
X
d
d
d
d
d
d
d
i j t ij t ij i j t i t ij t j i t ij t ij t BP t t t t t t,
)
(
*,
72
150]
150
-72
0,
[
Max
]
36
]
120
148
-66
0,
[
Max
0
240]
366
-120
0,
[
Max
90
180]
180
-90
0,
[
Max
72
180]
156
-78
0,
[
Max
132
330]
340
-162
0,
[
Max
744
1500]
1500
-744
0,
[
Max
t]
Sij,
1
-t
Iij,
–
t
Dij,
;
[0
Max
, 1 , , 1 , , , , 11 , 513 , 512 , 511 , 613 , 612 , 611 990 987 54 . 986 72 36 0 90 72 132 744 0 30 126 0 6 30 0 58 . 1327 * 744 1500 1500 72 36 0 90 72 132 744 ) 150 150 ( ) 120 150 ( ) 240 366 ( ) 180 180 ( ) 180 186 ( ) 330 360 ( ) 1500 1500 ( 58 . 1327 * 744 1500 1500 , 611 , 611 , 611 akhir X adjust X X t t t96 47 . 95 72 36 0 90 72 132 744 0 30 126 0 6 30 0 58 . 1327 * 72 150 150 18 18 74 . 17 72 36 0 90 72 132 744 0 30 126 0 6 30 0 58 . 1327 * 36 150 120 0 0 126 72 36 0 90 72 132 744 0 30 126 0 6 30 0 58 . 1327 * 0 366 240 120 120 34 . 119 72 36 0 90 72 132 744 0 30 126 0 6 30 0 58 . 1327 * 90 180 180 90 90 47 . 89 72 36 0 90 72 132 744 0 30 126 0 6 30 0 58 . 1327 * 72 186 180 150 146 03 . 145 72 36 0 90 72 132 744 0 30 126 0 6 30 0 58 . 1327 * 132 360 330 , 11 , 11 , 513 , 513 , 513 , 512 , 512 , 512 , 511 , 511 , , 511 , 613 , 613 , 613 , 612 , 612 , 612 adjust X X akhir X adjust X X akhir X adjust X X akhir X adjust X X akhir X adjust X X akhir X adjust X X t BP t BP t t t t t t t t t t t t t t t
PENUTUP
Pada saat menentukan jenis family yang harus diproduksi, jika hasil perhitungan yang diperoleh negatif. Artinya, Family pada end item tersebut harus diproduksi. Jika positif, artinya semua end item pada family tersebut masih mampu memenuhi permintaan konsumen dan tidak perlu diproduksi dulu. Jika jumlah family yang harus diproduksi tidak sama dengan jumlah perencanaan produksinya maka perlu dilakukan penyesuaian. Proses pemecahan dari famili ke end item adalah langkah terakhir dalam menentukan jumlah end item yang harus diproduksi.
DAFTAR PUSTAKA
Browne, J.1996. Production Management System An Integrated Approach. Bedword, D. 1997. Integrated Production Control System. Edisi 2. New York. Heizer, Jay. 2001. Principle Of Operation Management and Interactive CD. Smith, Spencer B. 1989. Computer-Based Production and Inventory Control.