and
Technology Science
Engineering
Journal
ISSN 2549-1601
Volume 1 Number 2 - June 2017
Website
: www.journal.unusa.ac.id
: [email protected]
Analisa Pembangunan Industri Cutted Material Order Untuk Menunjang
Pembangunan Kapal Tugboat Di Kalimantan Timur
Suardi, Taufiq Hidayat , Mohammad Muntaha, Satria Jaya Negara
Optimasi Pada Misil Menggunakan Bang-Bang Control dan Ensamble Kalman Filter
Achmad Zaenal Arifin
Implementasi Metode Analy cal Hierarchy Process (AHP) Sebagai Solusi Alterna f
Dalam Pemilihan Supplier Bahan Baku Apel Di PT. Mannasatria Kusumajaya
Endang Sulis yani, Muh. Idil Haq Amir, Yusuf K.R, Nasrullah, Dita Injarwanto
Penilaian Hambatan Total Kapal Transportasi Antar Pulau Tipe Longboat
Yuniar E. Priharanto, M. Zaki La f A, Djoko Prasetyo
Analisis Heat Loss Pada Trapezoidal Cavity Absorber Untuk Linear Fresnel Reflector
Andreas Pujianto
Pengaruh Jenis Dan Konsentrasi Adsorben Terhadap Karakteris k Fisikokimia
Minyak Ikan Dari Hasil Samping Industri Pengalengan Tuna Madidihang (Thunnus
Albacares)
I Gus Ayu Budiadnyani
Permodelan Sistem Pelayanan Penerbitan Surat Ijin Mengemudi (SIM)
Menggunakan Petri Net
Nur Aini S
Estimasi Posisi Mobile Robot Menggunakan Metode Akar Kuadrat Unscented
Kalman Filter (AK-UKF)
Teguh Herlambang, Reizano Amri Rasyid, Sri Harta k , Dinita Rahmalia
ISSN : 2549-1601
Technology Science and Engineering Journal
Volume 1, Number 2, June 2017, Page 61-146
i
CONTENTS
Analisa Pembangunan Industri Cutted Material Order Untuk Menunjang Pembangunan
Kapal Tugboat Di Kalimantan Timur
61-70
Suardi, Taufik Hidayat, Mohammad Muntaha, Satria Jaya Negara
Optimasi Pada Misil Menggunakan Bang-Bang Control Dan Ensamble Kalman Filter
71-86
Ahmad Zaenal Arifin
Implementasi Metode Analytical Hierarchy Process (AHP) Sebagai Solusi Alternatif
Dalam Pemilihan Supplier Bahan Baku Apel Di PT. Mannasatria Kusumajaya
87-101
Endang Sulistiyani, Muh. Idil Haq Amir, Yusuf K.R, Nasrullah, Dita Injarwanto
Penilaian Hambatan Total Kapal Transportasi Antar Pulau Tipe Longboat
102-109
Yuniar E. Priharanto, M. Zaki Latif A, Djoko Prasetyo
Analisis Heat Loss Pada Trapezoidal Cavity Absorber Untuk Linear Fresnel Reflector
110-118
Andreas Pujianto
Pengaruh Jenis Dan Konsentrasi Adsorben Terhadap Karakteristik Fisikokimia Minyak
Ikan Dari Hasil Samping Industri Pengalengan Tuna Madidihang (Thunnus Albacares)
119-127
I Gusti Ayu Budiadnyani
Pemodelan Sistem Pelayanan Penerbitan Surat Izin Mengemudi (SIM) Menggunakan
Petri Net
128-139
Nur Aini S
Estimasi Posisi Mobile Robot Menggunakan Metode Akar Kuadrat Unscented Kalman
Filter (AK-UKF)
140-146
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
61
Analisa Pembangunan Industri Cutted Material Order Untuk Menunjang
Pembangunan Kapal Tugboat Di Kalimantan Timur
Suardi1,Taufik Hidayat2, Mohammad Muntaha3 , Satria Jaya Negara4
1. Program Studi Teknik Perkapalan ITK 2. Program Studi Teknik Perkapalan ITK 3. Program Studi Teknik Sipil ITK 4. Program Studi Teknik Perkapalan ITK
Email: [email protected]
ABSTRAK
Berbagai Kalimantan timur merupakan daerah yang kaya akan sumber daya alam. Peran Kapal tunda (tugboat) sangat penting sebagai service di pelabuhan dan juga sebagai pengangkut hasil sumberdaya alam oleh industri di Kalimantan timur. Tingginya permintaan akan kapal tugboat memberikan peluang yang sangat besar untuk memproduksi kapal tersebut. Adanya Industri fabrikasi Cutted material order dapat meningkatkan efisiensi dan produktivitas galangan untuk memproduksi kapal tugboat di Kalimantan timur. Metode yang digunakan untuk menilai kelayakan pembangunan industri fabrikasi Cutted material order di Kalimantan Timur adalah analisa teknis meliputi penentuan lokasi, proses produksi, hingga layout industri dengan luas 10.500 m2 yang terletak di Jalan Sultan Hasanuddin, Kariangau, Balikpapan. Serta analisis ekonomis meliputi penentuan biaya investasi, biaya operasional serta perhitungan pendapatan untuk menganalisis aliran kas sehingga dapat dilakukan analisa kelayakan investasi dengan menggunakan metode Break Even Point, Net Present Value dan Internal Rate of Return. Berdasarkan analisa perhitungan yang dilakukan maka Break Even Point terjadi pada tahun keenam dengan nilai sebesar Rp 62,839,424,486. Nilai Net Present Value pada tahun kesepuluh sebesar Rp43.168.763.259 dan Nilai Internal rate of Return sebesar 15.34% dimana nilai tersebut lebih tinggi daripada bunga bank yang telah ditetapkan. Industri fabrikasi Cutted Material Order ini merupakan yang pertama di Kalimantan Timur bahkan di Indonesia maka tidak adanya kompetitor pada industri fabrikasi Cutted Material Order
.
Kata kunci: Tugboat, industri fabrikasi, Cutted material order, analisis teknis, analisis ekonomis A. LATAR BELAKANG
Indonesia merupakan negara kepulauan dimana 2/3 luas wilayahnya adalah perairan, sehingga kebutuhan armada transportasi laut sangat tinggi. Pada tahun 2005, Pemerintah Indonesia mengeluarkan Instruksi Presiden Republik Indonesia nomor 5 tahun 2005 tentang tentang pemberdayaan industri pelayaran nasional dan menerapkan asas cabotage dimana semua kapal yang berada di perairan Indonesia haruslah berbendera Indonesia. Sehingga, industri Perkapalan di Indonesia berkembang pesat. Hal ini akan memberikan peluang yang sangat besar bagi pelaku Industri bidang perkapalan dalam memproduksi kapal-kapal berbendera Indonesia.
Kalimantan timur merupakan provinsi yang memiliki kekayaan alam berlimpah khususnya batubara dan kelapa sawit, dimana untuk mengangkut hasil alam tersebut, kapal tongkang dan kapal tunda sangat penting untuk melancarkan operasional distribusi batubara dan kelapa sawit. Kalimantan timur berada pada lintasan Alur Laut Kepulauan Indonesia II (ALKI II) yang merupakan lintasan laut perdagangan internasional dan berada pada kawasan pusat ekonomi dunia masa depan. Pelabuhan-pelabuhan yang ada di Kalimantan timur terus berkembang dan kesibukannya terus meningkat dengan banyaknya kapal-kapal yang beroperasi di pelabuhan. Sehingga kebutuhan akan kapal tunda sebagai pemandu kapal yang akan bersandar di pelabuhan terus meningkat.
Tingginya permintaan kapal tunda (tugboat) di Indonesia khususnya di daerah Kalimantan timur, memberikan potensi yang sangat besar bagi galangan kapal di Kalimantan timur untuk memproduksi kapal tunda (tugboat). Berdasarkan data statistik Kementerian Perindustrian (Kemenperin) tahun 2012 terdapat 250 perusahaan galangan kapal dengan izin usaha di daerah dan industri penunjangnya. Keseluruhan galangan di Indonesia, hanya 25% galangan yang berada di kawasan Kalimantan. Data Kementerian Perindustrian menyebutkan kapasitas produksi untuk pembangunan kapal baru tercatat sebanyak 900.000 dead weight tonnage (DWT) per tahun dengan
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
62
tingkat utilisasi sebesar 60%. Namun, beberapa galangan kapal di Indonesia sering terhambat untuk memproduksi kapal baru, karena peralatan yang kurang canggih, sumberdaya manusia yang kurang handal, ataupun keterbatasan modal untuk investasi material dan peralatan yang lebih modern. Akibatnya, galangan kecil yang berada di Kalimantan timur sulit untuk dapat bersaing dengan galangan kapal berkapasitas besar.
Ketersediaan material merupakan faktor penghambat industri perkapalan di Kalimantan timur. Sejauh ini, Kalimantan timur belum memiliki Industri Baja yang produknya dapat digunakan sebagai material pembuatan kapal. Sehingga, material utama seperti baja umumnya didatangkan dari pulau Jawa. Bahan material tersebut juga masih merupakan barang import. Hal tersebut berdampak pada biaya operasional untuk pengiriman material ke galangan di Kalimantan timur meningkat. Sehingga menyebabkan harga jual kapal tunda (tugboat) lebih tinggi. Ketersediaan material juga akan mempengaruhi terhadap efisiensi produksi kapal. Waktu yang dibutuhkan untuk memproduksi kapal pun menjadi lebih lama karena harus menunggu pengiriman material dari pulau Jawa dan diperlukan juga untuk proses fabrikasi material seperti nesting dan pemotongan pelat.
Kapal tunda (tugboat) dan Landing Craft Tank (LCT) merupakan kapal yang paling banyak di Produksi oleh galangan di Kalimantan timur. Maka dari itu produksi kapal tersebut harus lebih produktif. Selama ini metode pembangunan kapal dengan peralatan konvensional, dengan memanfaatkan tenaga manusia dan peralatan yang belum modern, sehingga waktu yang dibutuhkan untuk memproduksi kapal kurang cepat. Faktor-faktor penghambat industri perkapalan di Kalimantan Timur untuk memproduksi kapal tugboat, dapat disolusikan dengan sebuah metode pengadaan material untuk pembangunan kapal tugboat di Kalimantan Timur yaitu dengan metode cutted material order. Diperlukan suatu Industri baja sebagai penunjang proses pembuatan kapal untuk mempermudah produksi, meningkatkan kualitas/ mutu kapal serta mempercepat proses perakitan (assembly) kapal tugboat. Adanya Industri fabrikasi di Kalimantan timur dapat mengurangi biaya produksi kapal tugboat secara keseluruhan. Metode Cutted Material Order dapat memproduksi kapal tunda (Tugboat) secara masal. Approval design juga dapat diefektifkan karena tipe kapal yang sejenis sehingga surveyor telah memahami jenis kapal yang akan diproduksi.
Oleh karena itu, topik yang diambil berupa pembangunan suatu industri fabrikasi kapal tugboat dengan metode cutted material order, dilihat dari aspek teknis berupa penentuan lokasi industri, proses produksi kapal tugboat dengan metode cutted material order, perencanaan layout, perencanaan struktur organisasi dan perencanaan pembangunan industri. Selain itu juga ditinjau dari aspek ekonomis berupa penentuan biaya pengembangan industri, biaya operasional, penentuan harga pokok produksi kapal tugboat, serta penentuan penjualan kapal tugboat, dan perhitungan pendapatan. Kelayakan pembangunan industri dapat dinilai dari investasi yang dilakukan. Industri fabrikasi tersebut diharapkan mampu meningkatkan effisiensi dan produktivitas dalam memproduksi kapal tugboat di Kalimantan Timur.
B. TINJAUAN PUSTAKA
Kebutuhan akan kapal tugboat untuk daerah Kalimantan timur sangat tinggi mengingat peran industri pertambangan batubara yang yang ada dikawasan ini sangat tinggi. Kapal kapal tugboat digunakan untuk menarik kapal tongkan yang bermuatan batubara yang kemudian akan dikirim kepada konsumen baik didalam negeri maupun diekspor ke luar negeri, hal ini menjadi sebuah keuntungan tersendiri untuk pengusaha galangan kapal khususnya daerah Kalimantan timur dalam memenuhi kebutuhan akan kapal tugboat tersebut.
2.1 Cutted material order
Proses pemotongan pelat pada metode cutted material order menggunakan mesin potong plasma CNC. Dengan menggunakan mesin potong plasma CNC proses penandaan pada pelat tidak perlu dilakukan. Sebagai ganti dari proses penandaan dibuat gambar nesting. Gambar nesting dibuat dengan mengkonversi gambar rencana potongan. Gambar nesting adalah gambar yang dapat dibaca oleh perangkat lunak pada mesin potong. Alur produksi pada metode cutted material order dimulai dari persiapan kemudian prefabrikasi, fabrikasi,assembly, hingga ereksi. Hal yang membedakan metode cutted material order dengan metode yang saat ini adalah adanya pre fabrikasi di antara persiapan dan fabrikasi. (Prambada, 2014)
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
63 Potongan komponen penyusun gading yang terbuat dari pelat disusun dalam gambar rencana potongan. Gambar rencana potongan adalah gambar yang nantinya digunakan sebagai acuan untuk memotong lembaran pelat. Dalam gambar tersebut akan terpetakan lembaran pelat baja dengan komponen gading didalamnya. Penyusunan komponen gading dalam lembaran pelat tidak boleh saling tumpang tindih satu dengan yang lain. Perlu diperhatikan juga peralatan potong yang nantinya akan digunakan untuk menentukan margin dari komponen yang disusun bersinggungan. Penyusunan komponenen harus dilakukan dengan teliti dan penuh perhitungan untuk mendapatkan pengguanaan maksimal dari lembaran pelat yang akan dipotong. Gambar rencana potongan ini yang kemudian akan di konversi menjadi gambar nesting sebagai input pada mesin potong plasma CNC.
Beberapa pertimbangan untuk menerapkan metode cutted material order adalah:
1. Pengadaan material pelat menggunakan metode cutted material order membutuhkan persiapan yang lebih panjang. Pada metode cutted material order terdapat satu tahapan proses produksi yang disebut pre fabrikasi. Prefabrikasi dilakukan setelah tahap persiapan, sebelum fabrikasi.
2. Metode cutted material order menghasilkan kualitas potongan yang lebih baik. Permukaan potongan pelat yang dipotong pada metode cutted material order lebih halus (tidak bergelombang) dan tebal material yang terkikis akibat proses pemotongan konstan pada angka 0.5 mm.
3. Biaya material dan biaya pengiriman pada metode cutted material order lebih kecil sedangkan biaya pemotongan lebih besar. Secara keseluruhan metode cutted material order lebih ekonomis dibandingkan metode yang dilakukan saat ini. Biaya pengadaan dan pemotongan material pada metode yang dilakukan saat ini sebesar Rp. 1.352.407.600 sedangkan biaya pengadaan menggunakan metode cutted material order sebesar Rp. 1.312.400.600. Keuntungan ekonomis yang dihasilkan jika menerapkan metode cutted material order pada proses pengadaan pelat sebesar Rp. 40.007.000.
Penerapan metode cutted material order dapat dilakukan mulai dari tahap persiapan yang merupakan tahapan awal pada rangkaian proses produksi kapal. Tujuan dari tahap ini untuk merencanakan proses produksi sehingga pada waktu yang ditentukan pekerjaan pembangunan kapal dilaksanakan. Ruang lingkup persiapan produksi meliputi:
1. Dokumen produksi yang meliputi gambar dan daftar material, perkiraan kebutuhan tenaga kerja dan perkiraan kebutuhan material.
2. Tenaga kerja yang terlibat dalam kaitannya dengan kualifikasi dan jumlah tenaga kerja dan pekerjaan lain.
3. Material yang dipersiapkan dengan mempertimbangkan keadaan atau stok gudang pemakaian material untuk pekerjaan sekarang, pemesanan/pembelian material dari luar. 4. Fasilitas dan sarana produksi yang meliputi kemampuan bengkel produksi, kapasitas
mesin-mesin, alat-alat angkat yang tersedia, keadaan building berth/floating dock.
Persiapan pembangunan kapal dimulai dengan proses desain Gambar approval. Dalam kasus ini, approval didapatkan dari survei lapangan di galangan pembangun kapal. Approval drawing yang sudah disetujui oleh klasifikasi kemudian didetilkan menjadi gambar produksi. Sehingga gambar produksi tersebut digunakan sebagai pedoman pekerja dilapangan dalam membangun kapal. Adapun yang termasuk dalam Gambar Approval antara lain gambar konstruksi gading, gambar profil konstruksi, gambar sekat konstruksi kamar mesin dan lain-lain.
2.2. Proses Investasi
Payback period (Periode pengembalian) adalah jangka waktu yang dibutuhkan untuk mengembalikan nilai investasi melalui penerimaan-penerimaan yang dihasilkan oleh proyek investasi tersebut. Dengan demikian, PP ini mengukur rapidity kembalinya dana investasi bukan mengukur profitability.
Perhitungan 1 Payback Period Payback period = ………. (1) Keterangan:
n = tahun terakhir dimana jumlah cashflow masih belum bias menutupi original investment a = jumlah original investment
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
64
b = jumlah kumulatif cash flow pada tahun ke n c = jumlah kumulatif cash flow pada tahun ke n+1
Perhitungan 2 payback period jika cashflow per tahun jumlahnya sama Payback period = ………(2)
Suatu usulan proyek investasi akan diterima jika payback period yang dihasilkan lebih kecil dari yang disyaratkan. Sebaliknya, jika payback periodlebih besar dari yang disyaratkan, maka usulan proyek investasi tersebut ditolak. Jika usulan proyek investasi tersebut lebih dari satu, maka yang dipilih adalah usulan proyek investasi yang menghasilkan payback period paling kecil.
2.3 Metode net present value (npv)
Metode ini menggunakan pertimbangan bahwa nilai uang sekarang akan lebih tinggi dibandingkan dengan nilai uang pada waktu yang akan datang. Hal itu disebabkan karena adanya faktor bunga. Metode ini digunakan untuk menilai usulan proyek investasi yang mempertimbangkan nilai waktu dari uang. Sehingga cash flow yang akan dipakai adalah cash flow yang telah diskontokan atas dasar cost of capital perusahaan/ interest rate/ required rate of return yang diinginkan. Rumusnya adalah sebagai berikut:
Perhitungan 3 Net Present Value ………(3)
Jika perhitungan NPV tersebut menggunakan table bunga dan cash flow setiap tahun jumlahnya sama, digunakan rumus sebagai berikut:
Perhitungan 4 Perhitungan NPV Menggunakan tabel bunga dan cash flow tahun sama NPV= (cash flow x Discount Factor) - Original investment ………(4)
2.4 Metode internal rate of return (irr)
Internal rate of return adalah tingkat bunga yang dapat menjadikan NPV sama dengan nol, karena present value dari cash flow pada tingkat bunga tersebut sama dengan internal investasinya.
Perhitungan 5 persamaan IRR, NPV dan OI IRR= 0 = NPV-Original Investment ………..(5)
Langkah perhitungan IRR: Menghitung present value atau cashflow dalam usulan proyek investasi dengan menggunakan interest rate yang dipilih secara acak. Kemudian membandingkan hasil perhitungan point 1 dengan original investment jika hasilnya negative, maka perlu dilakukan perhitungan ulang dengan interest rate yang lebih kecil. Jika hasilnya positif, maka perlu dilakukan perhitungan ulang dengan interest rate yang lebih besar. Lanjutkan dengan langkah kedua hingga present value mendekati nilai original investment atau selisih present value dengan original investment adalah -1 dan +1. Menghitung tingkat diskonto dari usulan proyek investasi tersebut dengan teknik interpolasi.
IRR yang lebih besar dari cost of capital/ interest/ required rate of return artinya dana yang diinvestasikan dalam proyek investasi tersebut dapat menghasilkan present value cash in flow lebih besar dari cost of capital/ interest rate/ required rate of return. Suatu usulan investasi diterima apabila IRR-nya lebih besar atau sama dengan cost of capital/ interest rate/ required rate of return. Sebaliknya, ditolak jika IRR-nya lebih kecil. Jika usulan proyek investasi itu lebih dari satu dan bersifat mutually exclusive, maka yang diterima adalah yang menghasilkan IRR yang paling besar
C. METODOLOGI PENELITIAN
Pada penelitian ini, metode yang digunakan adalah analisis teknis dan ekonomis pembangunan sebuah Industri fabrikasi pemotongan pelat untuk memproduksi kapal tugboat dengan metode
cutted material order, guna menunjang produktivitas galangan di Kalimantan Timur. Selanjutnya
diidentifikasi permasalahan kemudian dirancang sebuah industri sebagai solusi dari permasalahan yang ada. Pengerjaan penelitian ini, dilakukan mulai dari studi literatur, pengumpulan data, survey di lapangan dan wawancara kepada beberapa narasumber sebagai pelaku di Industri Perkapalan. Beberapa data yang sulit didapatkan, Seperti data produksi kapal tugboat maka dilakukan peramalan dengan perhitungan nilai Mean Square Error (MSE) Kapal yang menggunakan metode
moving average dan exponential smoothing, untuk tiap jenis kapal tugboat mulai tahun 2016-2019.
Estimasi produksi kapal digunakan untuk menentukan pendapatan perusahaan. Data mengenai investasi bangunan, peralatan dan biaya operasional jika sulit didapatkan maka dapat diasumsikan.
Penentuan lokasi sudah dipersiapkan sebelumnya di kawasan Balikpapan yang merupakan lokasi tersedia dan memiliki berbagai keunggulan. Perencanaan Layout Industri Fabrikasi
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
65 disesuaikan dengan kondisi lokasi, proses alur material dan proses produksi. Rancangan metode yang dirumuskan dianalisa kelayakannya. Hasil analisa kemudian digunakan sebagai bahan pembentuk kesimpulan. Pengeluaran industri berupa biaya produksi dan operasional diakumulasikan dengan investasi beserta pendapatan sehingga dapat dinilai kelayakan investasi industri fabrikasi Cutted Material order. Kelayakan Investasi Industri dapat menggunakan metode perhitungan PP (Payback Period), NPV (Net Present Value), dan IRR (Internal Rate of Return). Data untuk Investasi diperoleh dari data peralatan galangan di PT. Meranti Nusa Bahari.
D. ANALISA DATA DAN PEMBAHASAN
Pembangunan Industri Fabrikasi Kapal Tugboat di Kalimantan Timur perlu dilakukan analisa, mulai dari analisa pasar, teknis hingga ekonomis. Berikut analisa pembangunan industry Fabrikasi Kapal Tugboat di Kalimantan Timur
4.1 Analisa pasar
Pengumpulan data diperoleh dari berbagai instansi ataupun perusahaan terkait penelitian. Data berupa produksi kapal tugboat di Kalimantan Timur didapatkan dari PT. Biro Klasifikasi Indonesia cabang Samarinda serta Kesyahbandaran dan Ototritas Pelabuhan (KSOP) Balikpapan. Berdasarkan data produksi kapal tugboat klasifikasi yang diperoleh dari BKI cabang Samarinda maka perlu dilakukan estimasi untuk memperkirakan produksi kapal tugboat di tahun-tahun mendatang.
Tabel 1a Produksi Kapal Tugboat periode 2014-2016 di Kalimantan Timur dan Tabel 1b. Rekapitulasi nilai MSE dengan 2 metode
Tabel 1a Tabel 1b NO BULAN TAHUN 2014 2015 2016 1 Januari - 23 5 2 Februari - 16 4 3 Maret - 21 4 4 April - 7 - 5 Mei - 5 - 6 Juni - 8 - 7 Juli - 2 - 8 Agustus - 7 - 9 September - 5 - 10 Oktober 11 8 - 11 November 5 8 - 12 Desember 11 4 - JUMLAH 27 114 13 TOTAL 154
Peramalan dilakukan dengan menghitung nilai MSE kapal dengan menggunakan metode moving average dan exponential smoothing untuk jenis kapal tunda (Tugboat) mulai periode I hingga Periode VI. Dari kedua metode tersebut kemudian dicari nilai Mean Square Error (MSE) dari perhitungan tersebut. Dan yang akan digunakan sebagai hasil perhitungan peramalan untuk tahun-tahun berikutnya adalah yang mempunyai nilai MSE terkecil. Berikut hasil dari perhitungan MSE.
Berdasarkan perhitungan dengan menggunakan metode Moving Average dan exponential
smoothing didapatkan nilai MSE produksi kapal tunda. Kemudian ditentukan nilai MSE terkecil
terdapat pada perhitungan dengan metode moving average atau exponential smoothing. Nilai MSE terkecil untuk kapal tunda adalah metode moving average periode tiga dengan nilai 103.81. Sehingga hasil peramalan untuk tahun 2016 hingga 2019 didapatkan nilai secara konstan. Berdasarkan Estimasi tersebut didapatkan proyeksi permintaan produksi kapal tunda per periode adalah sebanyak 18 unit hingga periode XXI bulan Oktober, November, Desember tahun 2019.
Metode Nilai MSE
M ovi n g A ve rage 1 468.33 2 208.88 3 103.81 E x po ne nt ia l S m o o thi ng 0.1 0.2 336.67 356.86 0.3 373.52 0.4 389.52 0.5 339.29 0.6 428.04 0.7 453.21 0.8 483.42 0.9 519.39 Minimum = 103.81
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
66
Galangan kapal di Kalimantan timur berjumlah 71 industri yang dapat memproduksi maupun melakukan reparasi kapal baja. Galangan kapal tersebut tersebar di berbagai Kota dan Kabupaten di Kalimantan timur. Terbanyak berada di Kota Balikpapan dengan jumlah 43, kemudian Kota Samarinda dengan jumlah 23 serta 5 industri galangan kapal yang berada di Kabupaten Kutai Kartanegara. Sisanya belum ada industry yang terdaftar oleh Dinas Perindustrian Kalimantan timur. Berikut adalah data mengenai Jumlah galangan di Kalimantan timur berdasarkan data direktori galangan kapal di kaltim tahun 2015.
Tabel 2 Jumlah Galangan Kapal di Kaltim berdasarkan Kota/ Kabupaten No Kabupaten/ kota Jumlah Galangan di Kaltim
1 Samarinda 23
2 Balikpapan 43
3 Kutai Kartanegara 5
4 Kutai Barat -
5 PPU, Berau, Paser -
TOTAL 71
4.2 Analisa Teknis
Perencanaan Industri memerlukan analisis teknis untuk mempertimbangkan beberapa hal terkait teknis pembangunan industry Fabrikasi Cutted Material Order. Analisis teknis berupa pertimbangan pemilihan lokasi, proses produksi, peralatan dan mesin yang dibutuhkan, dan hingga
layout pabrik. Lokasi berada di Jalan Hasanuddin, Kariangau Balikpapan yang dekat dengan
beberapa industri galangan kapal.
Berdasarkan data industry galangan kapal di Kalimantan timur, jumlah industri galangan kapal di kota Balikpapan lebih banyak dibandingkan kota lain. Selain dekat dengan beberapa industri galangan kapal, Berdasarkan Peraturan Daerah Kota Balikpapan No 12 Tahun 2012 tentang Rencana Wilayah Tata Ruang Kota Balikpapan Tahun 2012 – 2032 lokasi yang direncanakan untuk pembangunan industry Cutted Material Order ini termasuk daerah pengembangan industri Pemerintah Kota Balikpapan. Dari beberapa pertimbangan tersebut maka Lokasi pembangunan Industri di rencanakan di Kota Balikpapan tepatnya di Jalan Sultan Hasanuddin, Kariangau, Balikpapan.
Gambar 1. Lokasi rencana pembangunan industri
Kapal yang digunakan dalam penelitian ini adalah kapal tugboat dengan mesin 2x1100 BHP. Kapal dengan spesifikasi tersebut dipilih karena jumlahnya yang banyak di wilayah Kalimantan dan jumlah permintaannya yang tinggi. Kapal tugboat di Kalimantan sebagian besar dioperasikan untuk menarik kapal tongkang bermuatan. Kapal ini mampu untuk menarik kapal tongkang ukuran 270–300 feet. Pada Industri fabrikasi cutted material order, pemotongan pelat siap rangkai kapal tunda (tugboat), dibutuhkan beberapa proses. Dimulai dari kontrak, desain, produksi, pengemasan (packaging), hingga pengiriman (delivery). Berikut ini proses produksi kapal tugboat dengan menggunakan metode Cutted Material Order di Industri Fabrikasi.
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
67 Gambar 2. Proses produksi kapal tunda metode Cutted material order
Penataan layout industri Fabrikasi Cutted material order tidak serumit layout Galangan kapal. Karena pada industri fabrikasi hanya mengerjakan proses fabrikasi yaitu hanya pemotongan pelat. Sehingga tidak diperlukan area untuk launching kapal, docking ataupun building berth. Departemen yang dibutuhkan juga tidak begitu banyak dan tidak begitu kompleks. Lahan yang tersedia berukuran 300 m x 199 m tidak sepenuhnya digunakan untuk pembangunan industri, Lahan yang digunakan seluas 10.500 m2 atau tepatnya 150m x70m. Hal itu dilakukan untuk
meminimalisir nilai investasi.
Gambar 3. Layout Indutri Fabrikasi Cutted material order kapal tugboat Kalimantan Timur
4.3 Analisa Ekonomis
Analisis ekonomis dilakukan perhitungan mengenai penentuan penentuan harga pokok produksi, harga penjualan, biaya pengembangan industri fabrikasi cutted material order, biaya operasional pengembangan industri fabrikasi cutted material order, pendapatan, serta perhitungan kelayakan investasi industri fabrikasi.
Penentuan pengembangan biaya industri dimulai dari pembelian lahan. Pembelian lahan dihitung berdasarkan harga per m2. Selain itu ada biaya pengerjaan lahan, biaya perizinan, biaya
pembangunan kantor dan gudang, pengadaan peralatan, mesin dan transportasi hingga penunjang lainnya seperti sistem cctv, lisensi software, sistem keselamatan, dll. Biaya pembangunan bangunan didapatkan dari harga satuan bangunan berdasarkan Surat Keputusan Walikota Balikpapan Nomor 188.45-427/2015 tentang harga satuan pembangunan gedung negara, rumah negara dan pagar. Dimana harga satuan gedung kantor ditetapkan sebesar Rp5.610.000 per m2. Sehingga dari harga tersebut digunakan untuk rencana pembangunan kantor, pos jaga, kantin dan medical centre. Selebihnya harga bangunan merupakan asumsi. Harga pengaspalan diperoleh dari Harga Satuan Pokok Kerja dinas Pekerjaan Umum Provinsi Kalimantan timur untuk sektor Balikpapan. Harga peralatan didapatkan dari penawaran harga yang diberikan untuk PT. Meranti Nusa Bahari oleh supplier. Biaya pengembangan industri yang dimaksud adalah biaya pengembangan awal investasi hingga produksi pertama. Sedangkan pada tahap selanjutnya yaitu biaya pengembangan industri tidak dibahas.
7. Kantin 8. Medical center 9. Kantor 10. Masjid 11. Area produksi 12. gudang
1. Area Bongkar Muat 2. Parkiran A
3. Parkiran B 4. Pos Jaga A 5. Taman 6. Pos Jaga B
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
68
Table 5 Rekapitulasi investasi industri
Gaji minimum karyawan di Provinsi Kalimantan Timur adalahRp2.026.000 (Badan Koordinasi Penanaman Modal, 2015). Pekerja diberi upah berdasarkan beban kerja, resiko dan jam orang. Beberapa pekerja fitter skill dimana memiliki keahlian khusus diberi upah setidaknya Rp 4.000.000.
Upah juga dapat dihitung berdasarkan Jam Orang/ jam kerja dan tergantung jenis pekerjaan dan beban yang diberikan. Pekerja juga dapat melalui Sub kontraktor (Outsource) sehingga biaya operasional untuk gaji karyawan dapat diminimalisir.
Tabel 6 Rekapitulasi tagihan perbulan
No Uraian Jumlah
1 Tagihan Rp 19,410,000 2 Gaji karyawan Rp 335,200,000 Total Biaya operasional perbulan Rp 354,610,000
Total estimasi biaya untuk memproduksi satu kapal tunda dalam hal ini adalah TB. Patria 4 yaitu sebesar Rp.1.147.092.400 termasuk seluruh biaya pengadaan material berupa pelat dan profil baja, pemotongan menggunakan brander dan CNC Plasma serta pengemasan menggunakan peti kayu dan pengiriman hingga ke lokasi Kabupaten atau kota Kalimantan timur.
Table 2 Rekapitulasi biaya produksi satu unit kapal tunda
NO URAIAN BIAYA
1 Biaya pengadaan material Rp 976,638,400 2 Biaya pemotongan Rp 165,554,000 3 Biaya pengemasan dan pengiriman Rp 4,900,000 Total biaya Produksi 1 kapal Tugboat metode CMO Rp 1,147,092,400
Karena biaya produksi terdapat banyak faktor biaya lain seperti biaya operasional, biaya alat seperti: amplas, bending, pressing, welding, painting, cleaning atau adanya defect. Maka estimasi HPP ditambah 20% sebagai overhead costdari total estimasi biaya. Jadi total keseluruhan Harga pokok produksi satu unit kapal tunda (tugboat) dengan menggunakan metode Cutted material
order adalah sebesar Rp.1.376.510.880. 4.4 Analisa Kelayakan Investasi
Perhitungan kelayakan investasi dilakukan berdasarkan pendapatan, biaya investasi, biaya produksi, biaya operasional, pengeluaran lain, pajak dan suku bunga. Biaya Investasi awal adalah sebesar Rp 58,113,283,174 yang dibebankan sebesar 40% dari modal pribadi sebesar Rp 23,245,313,269.55 dan 60% merupakan pinjaman dari bank sebesar Rp 34,867,969,904.33 dengan
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
69 bunga sebesar 10.5%. Kemudian dapat dihitung Payback Periode, Net Present Value, dan Internal
Rate of Return.
• Pay back Period
Berdasarkan perhitungan pendapatan dan kumulasi dengan pengeluaran didapatkan bahwa Pay
Back Periode untuk pengembangan industri fabrikasi cutted material order yaitu ditahun kelima
bulan keenam setelah industri memproduksi kapal dengan keuntungan sebesar Rp 7.077.475.650. Karena produksi dilakukan pada tahun ketiga sehingga pendapatan mulai didapatkan di tahun ketiga. Pay back Period dapat dipercepat apabila ada kebijakan dari pemerintah terkait pengadaan kapal tugboat di Kalimantan timur sehingga dapat meningkatkan kebutuhan akan produksi kapal khususnya dengan menggunakan jasa pemotongan pelat di industri Cutted material order. Depresiasi atau penyusutan dalam akuntansi adalah alokasi sistematis jumlah yang dapat disusutkan dari suatu aset selama umur manfaatnya. . Penerapan depresiasi akan memengaruhi laporan keuangan, termasuk penghasilan kena pajak suatu perusahaan. Nilai proceed merupakan
Net cash flow yaitu selisih aliran kas keluar netto yang diperlukan untuk investasi baru dan aliran
kas masuk netto sebagai hasil dari investasi baru.
Gambar 4 Break Event Point Industri Fabrikasi CMO Kapal tugboat
• Net Present Value
Nilai investasi sebesar Rp 58,113,283,174. Kemudian nilai investasi tersebut dikumulasikan dengan pendapatan mulai awal produksi hingga tahun 2025 untuk mengetahui nilai masa depan industry. Yaitu sebesar Rp 113,457,663,237.00 diakumulasikan dengan pinjaman bank 60% dari total investasi yaitu sebesar Rp 34,867,969,904 sehingga nilai WACC (Weighted Average Cost of
Capital) adalah 8.20%. Berdasarkan perhitungan didapatkan bahwa nilai Net Present Value untuk
pengembangan industri fabrikasi cutted material order hingga sepuluh tahun produksi sebesar Rp 50,000,964,725.66 Kemudian dilakukan pembulatan ke atas, sehingga didapatkan nilai Net Present Value kira-kira sebesar Rp 50.000.965.000
• Internal Rate of Return
Perhitungan Internal Rate of Return didapatkan berdasarkan nilai WACC pada investasi (cost of
capital) yang di kumulatifkan dengan NPV 1 dan selisih antara NPV1 dan NPV2 yang dikalikan
dengan persentasi selisih WACC1 dan WACC2 sehingga perhitungan menjadi
IRR = WACC1 % + NPV 1 X (WACC1-WACC2) % NPV2 IRR = 7.20% + 50.000.964.725,66 X 2.80% 14.056.032.220,03 IRR = 7.20% + 1.718680283 X 2.80% IRR = 17.16%
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
70
Berdasarkan data diatas didapatkan bahwa persentase dari Internal Rate of Return adalah 17.16%. Nilai tersebut lebih tinggi dibandingkan suku Bunga bank yang nilainya sebesar 12%. Artinya Industri layak untuk dikembangkan.
E. KESIMPULAN
Provinsi Kalimantan timur memiliki potensi untuk pembangunan industri fabrikasi cutted material order yang berfokus pada produksi kapal tunda (Tugboat). Hasil estimasi peramalan yang dilakukan untuk tahun 2016 bulan April hingga tahun 2019 didapatkan target produksi kapal sebanyak 6 unit kapal tunda per bulan dengan 71 industri galangan kapal yang tersedia yang merupakan segmen pasar. Lokasi yang tersedia di Jalan Sultan Hasanuddin, Kariangau, Balikpapan dipilih karena memiliki berbagai keunggulan seperti sehingga dapat memaksimalkan target pasar dari beberapa galangan kapal disekitar lokasi. Luas lahan yang dibutuhkan untuk pembangunan industri yaitu 10.500 m2. Kapasitas dan fasilitas dari galangan reparasi direncanakan dapat mengerjakan 6 unit kapal tunda perbulan. Satu unit kapal dapat diproduksi selama 12 hari.
Total perkiraan investasi pembangunan galangan kapal adalah sebesar Rp 58.113.283.174 dan biaya operasional perbulan sebesar Rp 354,610,000. Total perkiraan pendapatan bersih pertahun penjualan kapal tunda dengan metode Cutted Material Order adalah Rp 22.100.054.632. Berdasarkan hasil analisis, investasi akan kembali pada tahun ke-5 bulan Oktober dengan akumulasi pendapatan pada saat Break Even Point adalah sebesar Rp 41.497.075.831. Dari perhitungan analisis mendirikan Industri fabrikasi Cutted Material Order kapal tunda di Kalimantan tmur dinyatakan layak untuk dilaksanakan
F. DAFTAR PUSTAKA
[1] Aji, A. B., 2010. Analisa Kebutuhan Industri Komponen Kelistrikan Kapal Secara Nasional, Surabaya: Institut Teknologi Sepuluh Nopember.
[2] BADAN KOORDINASI PENANAMAN MODAL, 2010. Kajian Dan Pemetaan Sektor
Unggulan Dan Industri Pengembangannya, Jakarta: BKPM.
[3] Baroto, 2002. Dasar-Dasar Peramalan. Jakarta: Gramedia.
[4] Buffin, D. S. &. R. L., 1997. Tracking Signal Forecasting. Tracking Signal, Pp. 15-20. [5] Dinas Perindustrian Direktori Galangan Kapal Kaltim, 2015. Galangan Kapal Di
Kalimantan Timur, Samarinda: Dinas Perindustrian Perdagangan Koperasi Dan UMKM
Kalimantan Timur.
[6] Halim, A., 2005. Analisis Investasi. 2 Ed. Jakarta: Salemba Empat.
[7] ISSC, 2009. Materials And Fabrication Technology. Seoul, Commite ISSC.
[8] Maranata, N., 2005. Analisa Kekuatan Konstruksi Kapal Tugboat ARI 400 HP Dengan Metode Elemen Hingga. Jurnal Teknik Perkapalan, Vol.3(1), Pp. 118-126.
[9] Meta Magfirul Djadir, 2015. Studi Perencanaan Galangan Kapal Di Kabupaten Majene
Sulawesi Barat, Surabaya: ITS.
[10] Prambada, W., 2014. Analisis Teknis Dan Ekonomis Penerapan Cutted Material Order
Untuk Pembangunan Kapal Tug Boat Di Kalimantan Timur Sebagai Model Pembangunan Masal, Surabaya: ITS.
[11] PT. BKI SAMARINDA, 2016. Data Produksi Kapal Tugboat Klassifikasi BKI, Samarinda: BKI.
[12] Richard Lee Storch, C. P. H. H. M. B. &. R. C. M., 1995. Ship Production. Centreville, Maryland: Cornell Maritime Press.
[13] Santoso, E. B., 2012. Diktat Analisis Lokasi Dan Keruangan (RP09-1209). Surabaya: Program Studi Perencanaan Wilayah Dan Kota Institut Teknologi Sepuluh Nopember. [14] Sugiarto, Y., 2012. Dasar Proses Pemotongan Logam, Malang: Universitas Brawijaya (UB). [15] Sumayang, 2003. Forecasting. Jakarta: Gramedia
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
71
Optimasi Pada Misil Menggunakan Bang-Bang Control Dan Ensamble
Kalman Filter
Ahmad Zaenal Arifin
Jurusan Matematika, Fakultas MIPA, Universitas PGRI Ronggolawe Tuban (UNIROW)
E-Mail: [email protected]
ABSTRAK
Misil atau peluru kendali merupakan salah satu contoh dari wahana nir awak(WANA) yang berupa senjata roket militer yang bisa dikendalikan atau memiliki sistem pengendali otomatis untuk mencapai target atau menyesuaikan arah. Kemampuan WANA yang bisa dikendalikan ini sangat menguntungkan bagi manusia terutama dibidang pertahanan negara. Permasalahan pada misil ini adalah tentang optimasi untuk mengendalikan gerak misil dan estimasi posisi misil untuk mengatur keberadaan misil agar tetap mengarah pada target. Variabel yang dikendalikan adalah daya dorong dengan menggunakan kendali Bang-bang dan yang diestimasi adalah lintasan misil dengan menggunakan metode Ensamble Kalman Filter(EnKF). untuk bisa mengarah pada target. Hasil yang diperoleh dengan menggunakan kedua metode ini adalah estimasi mendekati kondisi real karena memiliki Root Means Square(RMS) sangat kecil.
Kata Kunci : Misil, Optimasi, Estimasi, Kendali Bang-Bang, Enkf. A. PENDAHULUAN
Pengendali otomatis untuk mencari target atau menyesuaikan arah. Misil adalah salah satu contoh dari wahana nir awak (WANA) yang banyak digunakan baik untuk kepentingan militer. Kemampuan WANA yang bisa dikendalikan dari jarak jauh atau bahkan bisa diprogram untuk terbang sendiri dengan lintasan tertentu tentu sangat menguntungkan bagi manusia. Keuntungan yang bisa didapat antara lain biaya akan lebih efisien dan meminimalisasi resiko bagi manusia.[9]
Kemajuan dalam dunia militer, sistem navigasi yang berbasis GPS, dan teknik kendali penerbangan telah digunakan pada misil dalam militer. Untuk ke depannya, misil akan lebih otonom dari pada misil saat ini yang masih dikendalikan dari dari jarak jauh. Salah satu teknologi yang mulai dikembangkan saat ini adalah optimasi pada gerakan misil dan perencanaan lintasan dengan estimasi posisi. Sebuah algoritma dari perencanaan lintasan akan menghasilkan satu atau lebih lintasan yang aman untuk misil. Lintasan tersebut harus merupakan panjang minimal dan terlepas dari segala kendala yang menghalangi. Karena misil memiliki kemampuan yang terbatas, maka waktu yang dibutuhkan untuk melakukan terbang juga harus dikurangi, sehingga panjang lintasan sangat mempengaruhi dalam pembuatan algoritma. Selain itu, lintasan harus bisa diikuti oleh misil.[3]
Lintasan misil dari permukaan-ke-permukaan (surface-to-surface missile) dengan manuver akhir menghunjam vertikal terbagi menjadi 3 sub-interval, yaitu: tahap terbang bebas, menanjak dan menghunjam. [9]. Keterbatasan persediaan bahan bakar misil selama terbang dapat diatasi dengan meminimumkan waktu terbang sehingga dapat mencapai target
Permasalahan pada misil adalah keterbatasan persediaan bahan bakar misil selama terbang. Hal ini dapat diatasi dengan meminimumkan waktu terbang. Sedangkan masalah yang kedua adalah mengestimasi posisi dari misil. Keduanya sangat penting dalam misil. Ada banyak metode Kalman filter yang digunakan untuk mengestimasi posisi suatu gerak benda pada suatu lintasan (navigasi) antara lain dengan menggunakan, Extended Kalman filter (EKF), Unscented Kalman filter (UKF), dan Ensemble Kalman Filter (EnKF). EnKF merupakan pengembangan dari Kalman Filter yang ditemukan oleh R.E. Kalman (1960), ilmuwan yang telah mempublikasikan penelitiannya tentang solusi rekursif dari masalah filtering linear dengan data diskrit. Solusi rekursif yang menggunakan teknik asimilasi data ini kemudian dikenal dengan istilah Kalman Filter. Algoritma Kalman Filter memberikan inspirasi bagi peneliti lain untuk membahas pengembangan beserta aplikasinya, terutama dalam masalah navigasi.
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
72
Pada paper ini dipaparkan pengendalian optimal dilakukan pada daya dorong, sudut serang untuk mendapatkan waktu tempuh optimum, dengan menerapkan Prinsip Minimum Pontryagin. Sedangkan pada estimasi posisi misil berdasarkan lintasan yang telah dibuat sehingga apabila dalam perjalanan melewati lintasan terdapat gangguan atau error maka misil tersebut bisa menghindarinya untuk kemudian kembali pada lintasan yang telah didisain agar bisa menuju target yang telah ditentukan.
B. TINJAUAN PUSTAKA a. Model Dinamik Misil
Sistem dinamik dari titik pusat massa peluru kendali yang bergerak diberikan sebagai berikut [5] :
(1) (2) (3) (4)
Gambar 2.1 Model Gaya Pada Misil.[5] dengan waktu, waktu awal waktu akhir sudut penerbangan kecepatan posisi horizontal ketinggian gaya dorong sudut tembak
dan adalah dua variabel kontrol (lihat Gambar 2.1).
Gaya aerodinamik dan adalah fungsi – fungsi dari ketinggian , kelajuan , dan sudut tembak
Gaya aerodinamik:
(5) (7) (5) dengan adalah densitas udara yang diberikan oleh
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
73 daerah yang digunakan oleh misil
massa
g konstanta gravitasi
Nilai dan adalah konstanta seperti yang ditunjukkan pada Tabel 2.1 Syarat batas
Syarat awal dan akhir untuk keempat variabel state adalah sebagai berikut: (10a)
(10b) (10c) (10d) Tabel 2.1 Parameter fisik model[5] Kuantitas Nilai Satuan
G 9.81 m/ -1.9431 -0.1499 0.2359 21.9 0 1.224 Dengan kendala didefinisikan sebagai berikut:
(11a) (11b) (11c) (11d)
di mana dan adalah normal, sebagaimana terlihat pada Tabel 2.2 Tabel 2.2 Syarat Batas dan Kendala
Kuantitas Nilai Satuan 250 m/s 200 m/s 310 m/s 1000 N 6000 N 30 M -4 G 4 G
b. Teori Pengendalian Optimal
Pada prinsipnya, tujuan dari pengendali optimal adalah menentukan signal atau kendali yang akan diproses dalam sistem dinamik (model) dan memenuhi beberapa konstrain, dengan tujuan memaksimumkan atau meminimumkan fungsi tujuan (J) yang sesuai [7]
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
74
Formulasi masalah kendali optimal diberikan sebagai berikut. Misalkan suatu kendali dari sistem dinamik yang diberikan oleh persamaan
Dengan keadaan awal dan kondisi akhir dan u(t) menyatakan pengontrol keadaan pada waktu t. Dalam hal ini masalah kendali optimal adalah mencari pengontrol optimal u∗ yang memenuhi persamaan kendali dengan syarat nilai J yang berikut ini
Berikut ini diberikan satu cara dalam menyelesaikan masalah kendali optimal yang diformulasikan sebelumnya dengan menggunakan persamaan Hamiltonian yang disebut prinsip Pontryagin. Langkah penyelesaiannya adalah sebagai berikut[7]
i. Bentuk Hamiltonian, yaitu H(x,u,
λ
,t)=g(x,u,t)+λ
f(x,u,t) ii. Selesaikan persamaan kendali0 ) , , , ( = ∂ ∂ t u x H u
λ
untuk memperolehu
∗=
u
∗(
x
,
λ
,
t
)
iii. Dapatkan Hamiltonian
H
∗(
x
,
λ
,
t
)
=
H
(
x
,
u
∗,
λ
,
t
)
iv. Selesaikan 2n persamaan ) , , ( ) (t H x t x
λ
λ
∗ ∂ ∂ = dan Persamaan ko-state : ( ) H (x, ,t)
x t
λ
λ
∗ ∂ ∂ − = dengan kondisi batas diberikan oleh keadaan awal dan keadaan akhir.
v. Substitusikan hasil-hasil dari langkah (iv) kedalam persamaan u∗ untuk memperoleh kendali optimal yang dicari.
c. Metode Kalman Filter
SS Metode Kalman Filter (KF) secara umum digunakan untuk mengestimasi variabel state dari sistem dinamik stokastik linear[1][2]
(12) dengan pengukuran yang memenuhi
(13)
untuk adalah variabel input yang diberikan secara deterministik. Variabel dan masing-masing menyatakan noise sistem dan noise pengukuran. Kedua variabel ini diasumsikan white, tidak berkorelasi satu sama lain maupun dengan nilai estimasi awal , dan mempunyai distribusi peluang normal. Jika variansi dari adalah dan variansi dari adalah , maka dipenuhi , , , dan . Dalam hal ini simbol garis di atas (overbar) menunjuk pada pengertian nilai ekspektasi atau mean dari suatu variabel random. Dengan demikian, dapat dituliskan dan .
Di dalam [4] telah disebutkan bahwa efek sistem dinamik terhadap nilai mean dan kovariansi dari dan . Untuk mean dari state , dapat dituliskan
Karena noise proses adalah white, maka dipenuhi . Sedangkan, adalah variabel input yang deterministik, sehingga berlaku . Oleh karena itu, didapat
(14)
Bentuk pada persamaan (14) sekaligus juga menggambarkan nilai dari variabel estimasi .
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
75 Untuk menentukan kovariansi dari state , dapat dituliskan
Bentuk terakhir ini identik dengan
Sehingga diperoleh
.
Dengan mengingat bahwa dan tidak berkorelasi (yaitu berarti ), maka didapat
. (15)
Dalam hal ini juga telah disebutkan bahwa nilai kovariansi dari state sama dengan nilai kovariansi errornya [4]. Dengan demikian, persamaan (15) sekaligus juga menunjukkan nilai dari kovariansi error state .
Karena adalah white, maka didapat
(16) Sedangkan kovariansi dari pengukuran
Dengan mengingat asumsi bahwa dan tidak berkorelasi, maka didapat (17)
Sedangkan, kovariansi antara state dan output adalah
yaitu didapatkan
(18)
Dari persamaan (16) – (17) dapat disimpulkan bahwa distribusi variabel random gabungan dan adalah
atau
(19)
Di bagian lain [3] juga disebutkan bahwa estimator linear terbaik untuk variabel random jika diberikan , , dan pengukuran adalah
(20)
(21)
Dengan menyatakan estimasi untuk dan adalah error estimasinya.
Proses estimasi dengan menggunakan Kalman Filter terbagi dalam dua tahap, yaitu tahap time
update dan tahap measurement update. Tahap time update (atau tahap prediksi) dipengaruhi oleh
dinamika sistem; sedangkan tahap measurement update (atau tahap koreksi) dipengaruhi oleh adanya informasi tambahan berupa pengukuran. Pada tahap time update didefinisikan estimasi state
yang sering disebut variabel priori state estimate; sedangkan estimasi state (yang disebut juga posteriori state estimate) didefinisikan pada tahap measurement
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
76
untuk mengestimasi variabel state sebagaimana diringkaskan pada Tabel 2.3. Untuk time step , diperlukan nilai state awal dan kovariansi error yang menggambarkan tingkat kepercayaan terhadap nilai estimasi state awal.
Nilai estimasi tahap measurement update bergantung pada residual atau measurement
innovation . Koefisien pembobotan dari residual tersebut seringkali disebut
Kalman Gain, yaitu
Jika terjadi kasus , maka nilai pada tahap measurement update di Tabel 2.2.1 tidak dapat ditentukan. Oleh karena itu [3] juga telah menyebutkan bentuk alternatif dari tahap measurement update dengan melibatkan pengertian Kalman gain, yaitu
(22)
Bentuk alternatif ini lebih menguntungkan dari segi komputasi karena hanya memuat satu proses menginverskan matriks ukuran . Sedangkan bentuk sebelumnya pada Tabel 2.2 memuat dua proses menginverskan matriks ukuran , yang mana biasanya ukuran n lebih besar dari p.
Tabel 2.3 Algoritma Kalman Filter (KF) Model sistem dan model pengukuran
, ,
Inisialisasi
dan Tahap time update: Kovariansi error: Estimasi:
Tahap measurement update: Kovariansi error:
Estimasi:
d. Metode Ensamble Kalman Filter
Metode Ensemble Kalman filter (EnKF) pertama kali dikembangkan oleh G. Evensen (1992-1993) pada saat mencoba mengimplementasikan metode EKF untuk asimilasi data pada suatu model. Metode Linearised Kalman filter (LKF) secara komputasi lebih menguntungkan daripada EKF. Namun proses linearisi ternyata menyebabkan kovariansi errornya membesar menuju tak hingga [5]. Selanjutnya G. Evensen memperkenalkan ide penggunaan sejumlah ensemble untuk mengestimasi kovariansi error pada tahap forecasting pada masalah yang sama. Bersama Burgers dan van Leeuwen (1998), Evensen merumuskan skema analisis dalam metode yang dinamakan Ensemble Kalman Filter (EnKF). Dalam hal ini telah ditunjukkan adanya korespondensi yang unik antara statistika error dalam EnKF dan dalam Kalman Filter standar [3][6].
Metode EnKF dijalankan dengan membangkitkan sejumlah ensemble yang merupakan representasi dari variabel state. Ensemble tersebut mempunyai mean sesuai dengan tebakan awal, misalkan . Berdasarkan eksperimen, pada umumnya jumlah anggota ensemble yang mencukupi adalah 100 – 500 [3].
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
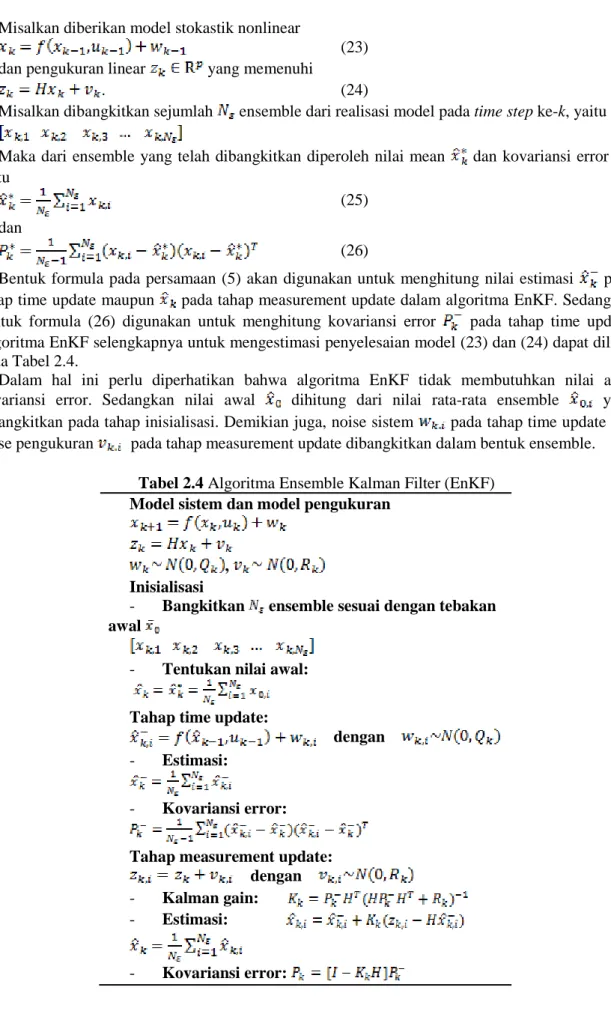
77 Misalkan diberikan model stokastik nonlinear
(23) dan pengukuran linear yang memenuhi
. (24)
Misalkan dibangkitkan sejumlah ensemble dari realisasi model pada time step ke-k, yaitu
Maka dari ensemble yang telah dibangkitkan diperoleh nilai mean dan kovariansi error , yaitu
(25)
dan
(26)
Bentuk formula pada persamaan (5) akan digunakan untuk menghitung nilai estimasi pada tahap time update maupun pada tahap measurement update dalam algoritma EnKF. Sedangkan bentuk formula (26) digunakan untuk menghitung kovariansi error pada tahap time update. Algoritma EnKF selengkapnya untuk mengestimasi penyelesaian model (23) dan (24) dapat dilihat pada Tabel 2.4.
Dalam hal ini perlu diperhatikan bahwa algoritma EnKF tidak membutuhkan nilai awal kovariansi error. Sedangkan nilai awal dihitung dari nilai rata-rata ensemble yang dibangkitkan pada tahap inisialisasi. Demikian juga, noise sistem pada tahap time update dan noise pengukuran pada tahap measurement update dibangkitkan dalam bentuk ensemble.
Tabel 2.4 Algoritma Ensemble Kalman Filter (EnKF) Model sistem dan model pengukuran
, Inisialisasi
- Bangkitkan ensemble sesuai dengan tebakan awal
- Tentukan nilai awal: Tahap time update:
dengan - Estimasi:
- Kovariansi error:
Tahap measurement update:
dengan - Kalman gain: - Estimasi:
- Kovariansi error:
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
78
C. HASIL DAN PEMBAHASAN A. Penyelesaian Pengendalian Optimal Fungsi tujuan dari permasalahan ini adalah
, dengan t adalah waktu dan dengan adalah waktu awal dan waktu akhir. Bentuk fungi Hamiltonian dari permaalahan ini adalah sehingga diperoleh
(27)
1. Mendapatkan kondisi stasioner Dapat dituliskan dengan dengan Maka diperoleh
(28) 2. Mendapatkan co-state
Persamaan co-state diperoleh dengan dengan sehingga diperoleh
(29) 3. Mendapatkan persamaan state
Persamaan state diperoleh dari model persamaan (1)-(4), sehingga
Dari langkah 1-3 terdapat satu permasalahan yaitu kendali T . Dalam persamaan Hamiltonian kendali T muncul secara linear sehingga kendali T optimal tidak dapat ditentukan pada kondisi stasionernya. Dikarenakan kendali T adalah terbatas,
maka dapat ditetapkan Hamiltonian yang minimum seperti dibawah ini[4]:
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
79 (30)
Pada persamaaan (30) kendali T tidak muncul sehinga perlu diturunkan secara parsial terhadap waktu sehingga diperoleh
(31)
Dengan menggunakan persamaan (31) maka akan didapatkan kendali T karena pada kendali T kembali muncul. Untuk selanjutnya akan dibuktikan apakah kendali T syarat untuk dikatakan sebagai busur singular. Dan selanjutnya akan dibangun sebuah matriks Generalisasi Legendre-Clebsch.
Elemen-elemen dari matriks Generalisasi Legendre-Clebsch yang tidak ada yang sama ataupun berlainan tanda. Sehingga kendali T tidak ada di busur singularnya. Hal ini selanjutnya akan dibuktikan melalui simulasi.
Parameter Nilai satuan
m 1000 Kg g 10 S 0.34 -2 -0.15 0.23 22 0,00001 3.32 -1.02 1200
Sedangkan nilai syarat batas yang diberikan[5]
B. Diskritisasi Model
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
80
Gaya D bergantung pada nilai dan V. Sedangkan bergantung pada besar dan bergantung pada h. Sehingga didapatkan
dan
Kemudian, gaya L bergantung pada nilai , dan V.
Dengan demikian untuk
Sehingga diperoleh
Dengan melakukan diterasi secara terus-menerus diperoleh
Jika dituliskan secara lengkap untuk , maka model diskrit secara umum dapat dituliskan ke dalam bentuk fungsi nonlinear
C. Penambahan Faktor Stokastik
Model misil masih dalam bentuk deterministik. Oleh karena itu, harus ditamahkan faktor stokastik dalam bentuk noise pada masing-masing persamaan. Dengan demikian didapatkan model stokastik
, , dengan adalah fungsi nonlinear.
Noise sistem dan noise pengukuran dalam hal ini dibangkitkan melalui komputer dan biasanya diambil berdistribusi normal serta mempunyai mean nol [2]. Secara umum variansi noise sistem dinyatakan dengan dan variansi noise pengukuran dinyatakan dengan , yaitu keduanya bergantung pada waktu.
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
81
D. Implementasi metode Ensamble Kalman Filter
Pertama yang harus dilakukan adalah mendefinisikan X, yaitu
kemudian memberikan nilai awal untuk masing-masing variabel yaitu nilai posisi sudut , kecepatan , posisi pada sumbu-x dan ketinggian . Hal ini bisa ditulis
Model sistem
Dengan adalah noise sistem yang berdistribusi normal dengan mean (rata-rata) nol dan varians Q, .
Model Pengukuran
Jika posisi mendatar merupakan variabel yang bisa diukur maka digunakan matriks pengukuran
H sebagai berikut
Sehingga diperoleh persamaan pengukuran adalah
,
Dengan adalah noise sistem yang berdistribusi normal dengan mean (rata-rata) nol dan varians R, .
Inisialisasi
Inisialisasi pada EnKF terlebih dahulu harus dilakukan pembangkitan sejumah ensemble sesuai tebakan nilai awal untuk masing –masing state dengan memberikan noise sistem.
Kemudian dari nilai hingga akan dikumpulan sehingga didapatkan matriks kolom berukuran (4x1) sejumlah ensemble yang dibangkitkan sehingga didapatkan sebuah matriks berukuran (4xN)
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
82
Tahap Prediksi
Tahap Prediksi pada EnKF mula-mula dihitung nilai prediksi dengan menggunakan nilai kemudian ditambahkan noise sistem .
Menghitung nilai estimasi pada tahap prediksi
Nilai estimasi pada tahap prediksi didapatkan dengan perhitungan sebagai berikut
Kemudian dicari nilai error estimasi dengan cara menghitung selisih antara nilai prediksi dengan rata-rata estimasi. Jika niai error ini dilambangkan dengan E maka didapatkan
Dimana nilai E ini akan digunakan untuk menghitung nilai kovarian error.
Menghitung nilai kovarian error pada tahap prediksi
Kovarian error pada tahap prediksi disimbolkan dengan . Nilai ini didapatkan dengan mengalikan nilai E dengan kemudian dicari rata-ratanya.
Tahap Koreksi
Pada tahap ini terlebih dahulu dihitung data pengukuran yang merupakan duplikasi dari data pengukuran pada sistem real yaitu ditambah noise pengukuran. Secara sederhana dapat dituliskan seagai berikut
Langkah selanjutnya adalah menghitung Kalman Gain. Kalman Gain dihitung
Dengan adalah kovarian error pada tahap prediksi, adalah matriks pengukuran, dan adalah kovarian pada noise pengukuran.
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
83 Dengan adalah nilai estimasi pada tahap prediksi, adalah Kalman Gain, adalah data pengukuran pada tahap koreksi, dan adalah matriks pengukuran.
Setelah didapatkan nilai estimasi koreksi, selanjutanya adalah menghitung rata-rata estimasi koreksi dengan :
Nilai inilah yang digunakan untuk membandingkan hasil estimasi dari metode EnKF dengan nilai sebenarnya.
Untuk menghitung kovariansi error pada tahap koreksi dengan persamaan :
Simulasi
Simulasi pertama akan dilakukan dengan ketinggian tempat peluncuran 100 meter dan kecepatan yang digunakan adalah 250 dan 300 .
Gambar 2. perubahan kecepatan(v) saat peluncuran
Gambar 4. perubahan ketinggian saat peluncuran
Dari hasil ini dapat dilihat bahwa keadaaan akhir dari misil dipengaruhi oleh kecepatan awal misil dan ketinggian saat melakukan peluncuran. Sedangkan variable kendali yang ada menunjukkan tak ada perubahan selama meluncur sehingga keadaan akhir dari misil tidak
terpengaruh dengan daya dorongnya.
Simulasi Estimasi Posisi
Dalam simulasi ini, nilai awal yang digunakan adalah rad;
m/s dan 300; m; dan
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
84
Sedangkan ensamble yang dibangkitkan adalah sebanya 500 dan 100 ensamble
Dari hasil simulasi yang telah dilakukan, didapatkan kondisi yang cocok untuk mengestimasi posisi misil pada lintasannya dengan menggunakan metode Ensemble Kalman Filter pada input sudut yang tetap. Kondisi yang cocok ini dilihat dari besar error RMS yang kecil serta kemampuannya untuk mengestimasi nilai dari setiap parameter.
Gambar 5 memperlihatkan hasil estimasi posisi misil dengan asumsi alat ukur diberikan pada posisi sudut yang dimulai dengan ketinggian awal 0 meter dan mencapai ketinggian maksimal pada 573 meter dan pada ketinggian 250 meter misil mulai menurun/menghunjam ke target. Simulasi ini dilakukan dengan membangkitkan sebanyak 500 buah ensemble. Pada gambar tersebut terlihat bahwa hasil estimasi terbaik hanya berlaku pada posisi sudut, sedangkan parameter lainnya seperti kecepatan, posisi mendatar, dan ketinggian tidak bisa didapatkan hasil estimasi yang baik. Dengan nilai RMS sebagai berikut
RMS Error pada gamma = 0.038352 RMS Error pada kecepatan = 1.7638 RMS Error pada x = 0.20936 RMS Error pada ketinggian = 0.22284
Gambar 5. estimasi kecepatan, posisi dan ketinggian dengan membangkitkan ensamble sebanyak 500
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
85 Gambar 6. estimasi kecepatan, posisi dan ketinggian
dengan membangkitkan ensamble sebanyak 1000
Gambar 6 memperlihatkan hasil estimasi posisi misil dengan asumsi alat ukur diberikan pada posisi sudut dimulai dengan ketinggian awal 100 meter dan mencapai ketinggian maksimal pada 482 meter dan pada ketinggian 678 meter misil mulai menurun/menghunjam ke target. Simulasi ini dilakukan dengan membangkitkan sebanyak 1000 buah ensemble. Pada gambar tersebut terlihat bahwa hasil estimasi terbaik hanya berlaku pada posisi sudut, sedangkan parameter lainnya seperti kecepatan, posisi horizontal, dan ketinggian tidak bisa didapatkan hasil estimasi yang baik. Dengan nilai RMS sebagai berikut
RMS Error pada gamma = 0.03444 RMS Error pada kecepatan = 1.9261 RMS Error pada x = 0.18871 RMS Error pada ketinggian = 0.2133
D. KESIMPULAN
Berdasarkan analisis dan pembahasan yang telah dilakukan maka dapat ditarik kesimpulan sebagai berikut:
1. Berdasarkan spembahasan maka dapat disimpulkan untuk simulasi dengan batasan waktu 100 detik bahwa keadaan atau state akhir dipengaruhi oleh ketinggian tempat peluncuran misil dan kecepatan awal. Sehingga untuk mendapatkan lintasan yang optimal harus memperhatikan ketinggian tempat peluncuran misil dan kecepatan awal.
2. Metode ensemble kalman filter bisa digunakan untuk mengestimasi lintasan misil sehingga bisa diketahui arah pergerakannya.
3. Pada kondisi nilai tetap.
Selama iterasi, hasil estimasi akan didapatkan dengan baik jika kecepatan (V) merupakan parameter yang bisa diukur. Jika parameter yang bisa diukur adalah hanya pada posisi sudut ketinggian (H), atau posisi horizontal (X) maka tidak didapatkan hasil estimasi yang baik. Hasil estimasi akan jauh lebih baik jika seluruh parameter bisa diukur dengan membangkitkan sebanyak 500 dan 1000 buah ensemble.
Technology Science and Engineering Journal, Volume 1 No 2 June 2017 ISSN: 2549-1601
86
E. DAFTAR PUSTAKA
[1] Apriliani, E., B. A. Sanjaya, And D. Adzkiyah, 2009, The Groundwater Pollution Estimation By The Ensemble Kalman Filter, Dipresentasikan
Di International Conference On Natural And Material Sciences, 3-4 Juli 2009, Banjarmasin. [2] Apriliani, E., B. A. Sanjaya, Dan D. K. Arif, 2010, The Square Root Ensemble Kalman Filter
To Estimate The Concentration Of Air Pollution,
Proceeding International Conference On Mathematics And Applied Engineering,Kuala Lumpur, Malaysia.
[3] Cahyaningtias, Sari. 2011. “Waktu Optimum Pada Peluru Kendali Dengan Manuver Akhir Menghunjam Vertikal”. Surabaya: Jurusan Matematika ITS.
[4] Hongyan Yan, Yuanguo Zhu..2015.”Bang-Bang Control Model For Uncertain
Swithched Systems”. Applied Mathematical Modelling, Volume 39, Issues 10–11, 1 June 2015, Pages 2994-3002
[5] Horie, Kazuhiro Dan Conway, Bruce A.. 2006. “Optimal Fighter Pursuit-Evasion Maneuver Found Via Two-Sided Optimization”. Journal Of Guidance, Control, And Dynamic, Vol.29, No.1, January-February 2006.
[6] Ikhwan, A. 2010. “Estimasi Posisi Dan Kecepatan Kapal Selam Menggunakan Metode
Extended Kalman Filter”. Tugas Akhir, Jurusan Matematika, Institut Teknologi Sepuluh
Nopember. Surabaya, Indonesia
[7] Naidu, Desineni Subraham. 2002. “Optimal Control System”. Idaho: CRC Press.
[8] Rudi. 2007. “Estimasi Variabel Keadaan Sistem Model Pengukuran Taklinier Menggunakan
Extended Kalman Filter Dan Unscented Kalman Filter”. Thesis. Institut Teknonologi Sepuluh
Nopember. Surabaya
[9] Subchan, Subchan Dan Zbikowski, Rafal. 2009. “Computational Optimal Control”. West Sussex: John Wiley And Son Ltd.
Technology Science and Engineering Journal, Vol 1 No 2 June 2017 ISSN: 2549-1601
87
Implementasi Metode Analytical Hierarchy Process (AHP) Sebagai Solusi
Alternatif Dalam Pemilihan Supplier Bahan Baku Apel Di PT.
Mannasatria Kusumajaya
Endang Sulistiyani1, Muh. Idil Haq Amir2, Yusuf K.R2., Nasrullah2, Dita Injarwanto2 1Sistem Informasi, Fakultas Teknik, Universitas Nahdlatul Ulama Surabaya 2Sistem Informasi, Fakultas Teknologi Informasi, Institut Teknologi Sepuluh Nopember
ABSTRAK
PT. Mannasatria Kusumajaya Perkasa merupakan perusahaan yang bergerak dalam bidang minuman ringan dalam kemasan yang memproduksi produk minuman dengan merk Siiplah, yang memiliki berbagai macam rasa, dan salah satu yang paling banyak adalah rasa apel. Selama ini, perusahaan dalam memilih supplier bahan baku apel masih menggunakan cara pilih biasa, sehingga terjadi permasalahan terkait bahan baku yang berdampak pada proses produksi perusahaan. Melihat permasalahan seperti ini, penulis ingin melakukan analisis terkait kriteria apa saja yang seharusnya dipakai untuk menilai supplier dan menghitung bobot dari masing-masing kriteria. Perhitungan bobot kriteria ini menggunakan metode analytical hierarchy process (AHP), sedangkan pemilihan supplier didasarkan pada bobot yang didapatkan supplier dari proses evaluasi alternatif supplier dengan kriteria yang telah ditetapkan. berdasarkan hasil perhitungan yang memiliki bobot tertinggi adalah kualitas (0,454), diurutan kedua ada kondisi perusahaan dengan bobot 0,233. selanjutnya urutan ketiga dan keempat secara berurutan ditempati oleh kriteria pengiriman dan pelayanan dengan bobot 0,174 dan 0,090. sedangkan kriteria harga menempati urutan terakhir dengan bobot 0,049. sementara itu, supplier 1 merupakan supplier yang tepat untuk dipilih karena mendapatkan bobot tertinggi, yaitu 0,375. Kata Kunci : Kriteria, Pemilihan Supplier, Analitycal Hierarchy Process (AHP)
A. PENDAHULUAN
Supply Chain Management (SCM) adalah sebuah pendekatan untuk integrasi yang efisien antara pemasok (Supplier), pabrik (manufactur), pusat distribusi, wholesaler, pengecer (retailer) dan konsumen akhir,dimana produk diproduksi dan didistribusikan dalam jumlah yang benar/tepat, lokasi yang tepat dan waktu yang tepat dalam rangka meminimalkan sistem biaya dan meningkatkan tingkat kepuasan pelayanan. Salah satu kunci sukses dalam SCM adalah ketepatan memilih mitra bisnis. (Mulki & Raihan, 2005, hal. 77)
Supplier merupakan salah satu mitra bisnis yang memegang peranan sangat penting dalam menjamin ketersediaan barang pasokan yang dibutuhkan oleh perusahaan. Dalam konsep supply chain , supplier merupakan salah satu bagian supply chain yang sangat penting dan berpengaruh terhadap kelangsungan hidup suatu pabrik. Pabrik sebagai sistem yang menjalankan kegiatan produksi pastilah membutuhkan bahan baku (raw material) yang tentunya didatangkan dari supplier. Apabila supplier kurang bertanggungjawab dan respon terhadap pemenuhan permintaan maka akan menimbulkan masalah antara lain terjadinya stockout dan lamanya lead time. Oleh karena itu, perusahaan yang memiliki banyak alternatif supplier harus selektif dalam memilih suppiler. Untuk mendapatkan supplier yang selektif diperlukan suatu Sistem Evalusi dan Seleksi Supplier (SESS) yang baik dan objektif. (Eko, Richardus Indrajit, & Djokopranoto, 2005)
Penilaian supplier membutuhkan berbagai kriteria yang dapat menggambarkan performansi supplier secara keseluruhan. Berdasarkan SESS, dalam proses penilaian supplier mempertimbangkan kriteria finansial dan non-finansial (multi kriteria). Hal ini dilakukan karena kriteria non finansial sangat mempengaruhi penilaian dan dapat digunakan untuk menilai kinerja suatu supplier. Tahapan setelah adanya penilaian supplier adalah pemilihan supplier yang sesuai dengan kebutuhan perusahaan, tahapan ini merupakan proses dimana perusahaan meninjau, mengevaluasi, dan memilih supplier yang akan menjadi bagian dari rantai pasok perusahaan. (Wirdianto & Unbersa, 2008)
Namun demikian, tidak sedikit perusahaan yang memilih supplier hanya berdasarkan pertimbangan harga semata. Sebagian perusahaan mengabaikan kriteria lain yang bersifat non-finansial dalam menentukan supplier yang akan menjadi mitra bisnisnya. PT. Mannasatria