41
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Sekilas PT. Gajah Tunggal Tbk
PT Gajah Tunggal Tbk merupakan perusahaan yang bergerak dibidang manufaktur dengan produk ban untuk berbagai kendaraan dan kegunaan. Berdiri pada tahun 1951 dengan produksi awal saat itu adalah ban sepeda dan becak tradisional di mana kedua jenis kendaraan tersebut merupakan alat transportasi utama. Pada tanggal 2 Mei 1961, perusahaan ini berubah namanya menjadi PT. Gajah Tunggal, berawal dari Technical Cooperation dengan IRC, Japan, di tahun 1972, PT. Gajah Tunggal, Tbk mengembangkan produksi ban sepeda motor juga scooter. Untuk lebih menyerap teknologi ban (tire) terutama dalam hal desain, proses dan lain-lain, PT. Gajah Tunggal, Tbk menjalin kerjasama teknik dengan Yokohama Rubber Company, Japan, selama 15 tahun (1980 s/d 1995) dalam bentuk Technical Assistance Agreement (TAA). Dan mulai memproduksi ban mobil penumpang dan truck pada tahun 1981. Saat ini PT. Gajah Tunggal, Tbk sudah memproduksi berbagai ban kendaraan, baik ban sepeda motor, mobil penumpang hingga ban bagi bus maupun truk, baik untuk market dalam negeri maupun luar negeri.
Ban terdiri dari berbagai jenis, yaitu:
1. Pneumatic Tire : Ban yang menggunakan kantong udara, yang terdiri dari dua jenis,yaitu:
a. Bias Tire : Ban yang mempunyai sudut ply 90o< terhadap garis tengah ban.
b. Radial Tire: Ban yang mempunyai susunan ply yang membentuk sudut 90 terhadap garis tengah ban.
2. Solid Tire : Ban yang tanpa menggunakan kantong udara/ ban dalam dan hanya berupa karet yang solid (padat).
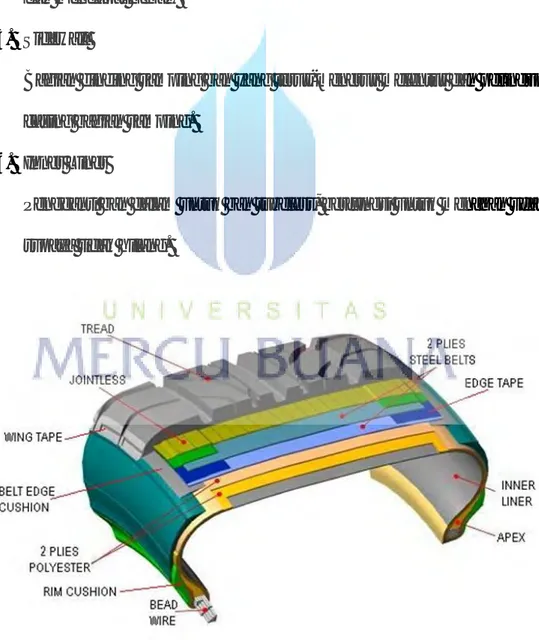
Bagian-bagian penyusun ban, yaitu:
1. Carcass (casing)
Merupakan kerangka dari ban yang tersusun atas ply-ply dan berada di bagian dalam ban. Fungsi dari carcass antara lain: menahan angin, menahan berat, guncangan, dan tumbukan. Carcass juga berfungsi untuk menahan agar struktur dan bentuk ban tidak berubah.
2. Tread
Merupakan bagian ban yang bersentuhan dengan permukaan jalan, berfungsi untuk melindungi casing dari keausan/kerusakan luar lainnya dan memperkecil bidang singgung telapak dengan permukaan jalan.
3. Breaker dan sabuk (belt)
Sabuk (belt) terletak di bawah tread untuk ban radial, biasanya terbuat dari serat baja, berfungsi untuk membuat stabil tread dan daya penyetiran yang baik serta umur pakai yang lama. Sedangkan breaker biasanya dipakai
untuk ban bias yang berfungsi untuk meredam kejutan/goncangan dan untuk mengurangi perubahan mendadak dari elastisitas, selembar karet disisipkan di antara carcass dan breaker yang berfungsi sebagai cushion (bantalan).
4. Bead
Bead berfungsi untuk menahan kedua ujung dari cord, menjadi tempat dudukan ban pada rim (pelek) agar ban tidak terlepas pada saat diisi angin dan mendapat beban.
5. Sidewall
Bagian dinding samping ban yang terus-menerus melentur dan pelindung casing bagian samping.
6. Inner Liner
Pengganti ban dalam untuk ban tubeless, berfungsi untuk menahan udara supaya tidak hilang.
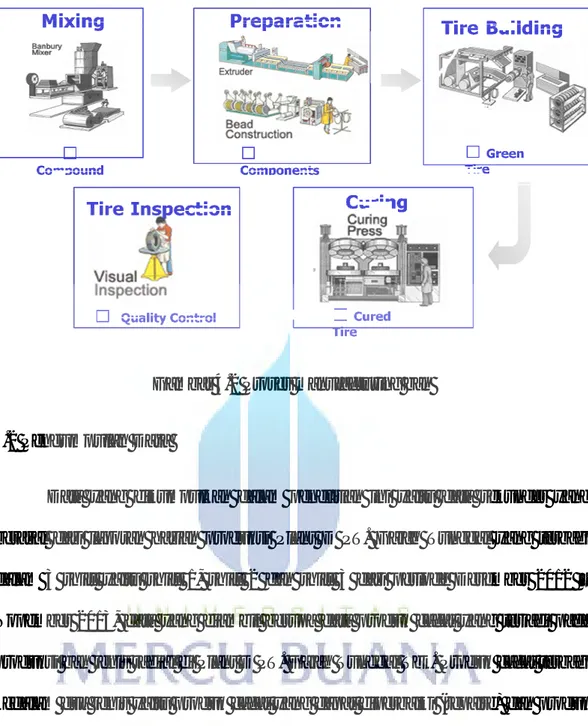
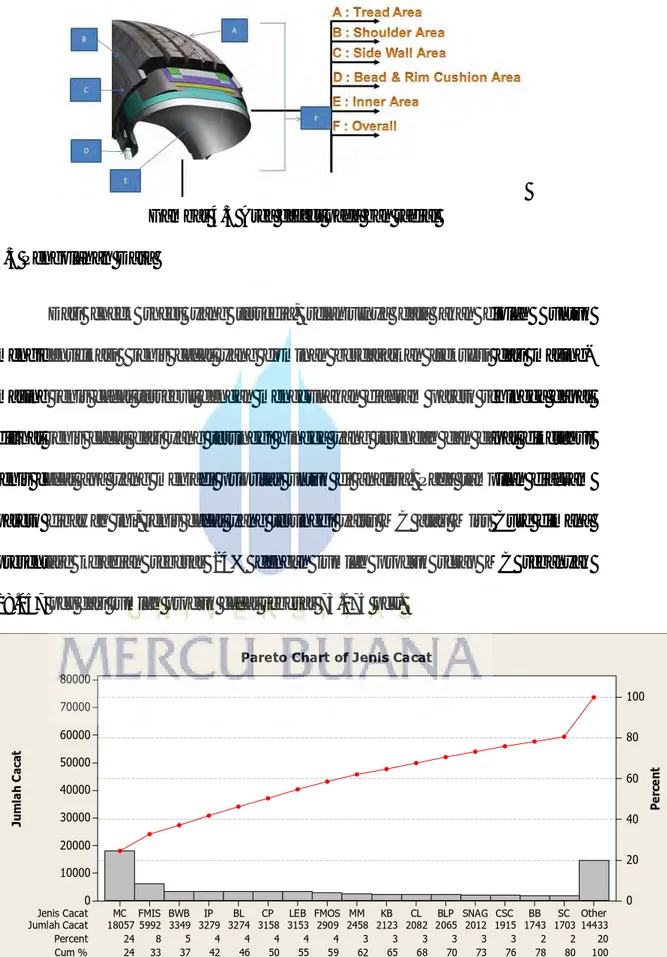
Gambar 4.2 Proses manufacturing ban
4.2 Pengumpulan Data
Data yang dikumpulkan dalam penelitian ini yaitu data sekunder yang berasal dari laporan harian produksi Plant D PT. Gajah Tunggal yang terbagi dalam 3 shift yaitu shift 1, shift 2 dan shift 3 dari periode Desember 2012 – Nopember 2013, data yang diambil berupa data produk cacat yang terjadi pada produksi ban jenis radial di Plant D PT. Gajah Tunggal Tbk. Produk cacat terbagi kedalam dua jenis yaitu produk cacat yang dapat diperbaiki (repaire) dan produk cacat yang tidak dapat diperbaiki (scrap). Produk cacat yang dapat diperbaiki akan mengalami proses tambahan untuk menghilangkan cacat tersebut sehingga produk dapat dijual ke konsumen sedangkan produk scrap merupakan produk yang tidak dapat diperbaiki ataupun dihilangkan kerusakan/kecacatan dalam produk tersebut sehingga produk harus dibuang. Dalam penelitian ini produk yang dianalisa yaitu produk cacat yang tidak dapat diperbaiki (scrap). Dan untuk menunjang pengolahan data maka digunakan literatur berupa proses produksi, dokumen
mengenai pengendalian kualitas dan quality control tools yang berhubungan dengan karya tulis.
Penulis juga mengacu pada standar ataupun regulasi mengenai mutu ban seperti Standar Nasional Indonesia (SNI), Economic Commision for Europe (ECE) dan standar dari negara lainnya, dimana persayaratan mutu yang diwajibkan pada tampilan ban yaitu ban harus terbebas dari cacat seperti udara terperangkap (blister), retak (cracking), sambungan terbuka (open slice), dan benda asing (foreign material).
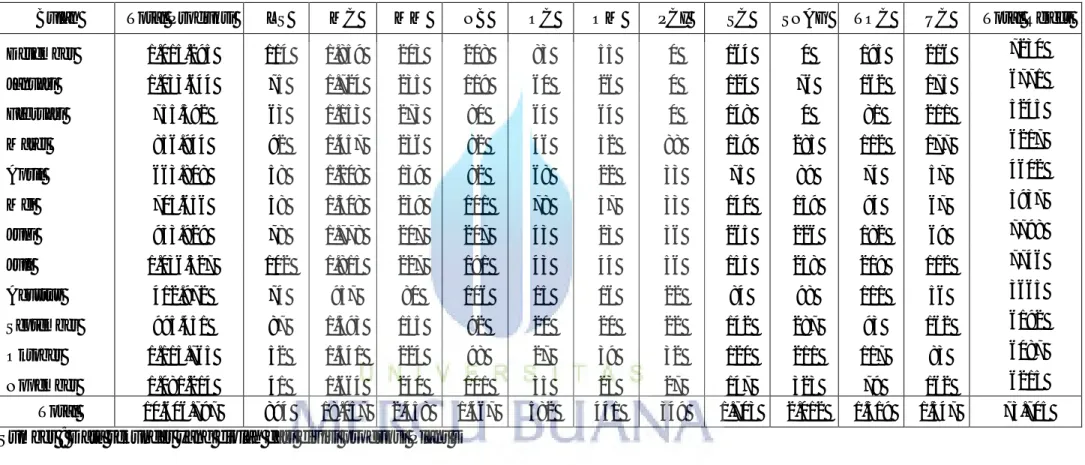
Dari laporan harian produksi yang dikumpulkan selama satu tahun terakhir maka penulis membuat tabel atau check sheet jumlah produksi dan jumlah produk cacat yang tidak dapat diperbaiki ke dalam data bulanan. Pembuatan check sheet ini bertujuan untuk mempermudah dalam penyajian data serta membantu untuk pengolahan data selanjutnya. Data pada check sheet dapat dilihat pada tabel 4.1 – 4.3.
Tabel 4.1 Data Produk Scrap Desember 2012 – Nopember 2013 Bulan Total Produksi AUT BBB BCT BL BLP BS BSH BWB CBT CL CP CSC Total Reject Desember 1.015.295 75 189 60 322 192 108 95 0 100 254 214 267 7.230 Januari 1.033.644 37 63 28 366 224 38 61 0 83 316 229 219 6.771 Februari 755.592 48 3 38 347 156 42 73 0 56 123 200 232 5.245 Maret 856.944 23 125 28 239 183 28 29 232 54 131 226 180 6.217 April 663.808 21 188 7 198 128 43 52 242 41 118 277 121 4.602 Mei 705.656 51 229 35 268 142 33 74 355 70 182 318 199 5.937 Juni 933.929 44 147 26 337 205 44 60 484 51 303 255 164 7.798 Juli 1.036.527 18 204 42 299 156 35 59 699 103 216 406 153 7.746 Agustus 412.972 21 105 13 114 95 20 18 316 28 44 194 46 3.665 September 995.451 56 178 28 242 180 39 52 383 35 117 264 94 6.192 Oktober 1.115.765 30 163 27 270 237 45 24 311 75 182 327 134 6.087 Nopember 1.081.214 13 149 73 272 167 35 36 327 57 96 248 106 6.215 Total 10.606.797 437 1.743 405 3.274 2.065 510 633 3.349 753 2.082 3.158 1.915 73.705
Sumber : Data sekunder yang diolah dari divisi produksi Plant D
4
Tabel 4.2 – Lanjutan Data Produk Scrap Desember 2012 – Nopember 2013
Bulan Total Produksi CUT DM DMG DMGB ECC ECI FMIS FMOS IP KB LEB LL Total Reject
Desember 1.015.295 65 51 80 119 0 76 815 288 265 204 224 70 7.230 Januari 1.033.644 42 51 96 76 0 52 781 242 311 291 284 105 6.771 Februari 755.592 75 40 109 80 0 71 533 202 256 119 208 97 5.245 Maret 856.944 81 71 116 64 13 23 549 207 349 206 233 61 6.217 April 663.808 37 50 48 40 100 23 272 137 187 124 183 60 4.602 Mei 705.656 60 76 78 82 120 48 472 157 187 124 183 60 5.937 Juni 933.929 40 36 95 68 237 7 608 303 478 189 398 105 7.798 Juli 1.036.527 55 58 89 56 90 40 449 324 347 177 370 79 7.746 Agustus 412.972 45 50 40 24 37 10 180 184 204 107 125 26 3.665 September 995.451 46 22 114 54 23 14 427 281 305 222 311 32 6.192 Oktober 1.115.765 56 40 104 54 6 14 402 327 156 191 348 20 6.087 Nopember 1.081.214 39 26 99 53 68 28 504 257 234 169 286 31 6.215 Total 10.606.797 641 571 1.068 770 694 406 5.992 2.909 3.279 2.123 3.153 746 73.705
Sumber : Data sekunder yang diolah dari divisi produksi Plant D
4
Tabel 4.3 - Lanjutan Data Produk Scrap Desember 2012 – Nopember 2013
Bulan Total Produksi LS MC MM NB OC OM PCI SC SNAG TOC UC Total Reject
Desember 1.015.295 114 1.859 203 208 83 55 0 164 0 195 216 7230 Januari 1.033.644 75 1.724 235 119 60 26 0 124 76 162 175 6771 Februari 755.592 63 1.153 273 80 64 64 0 148 0 81 211 5245 Maret 856.944 92 1.457 236 82 46 52 88 139 285 112 177 6217 April 663.808 58 1.208 139 82 68 22 33 75 89 74 57 4602 Mei 705.656 58 1.308 239 101 78 57 33 140 159 94 67 5937 Juni 933.929 78 1.778 207 207 43 23 36 265 226 182 69 7798 Juli 1.036.527 102 1.815 227 191 43 44 56 155 258 219 112 7746 Agustus 412.972 74 957 80 106 15 16 22 84 98 111 56 3665 September 995.451 87 1.593 155 92 20 20 22 142 287 93 162 6192 Oktober 1.115.765 52 1.541 224 98 27 39 32 120 211 117 83 6087 Nopember 1.081.214 41 1.664 240 101 35 23 27 147 323 79 162 6215 Total 10.606.797 894 18.057 2.458 1.467 582 441 349 1.703 2.012 1.519 1.547 73.705
Sumber : Data sekunder yang diolah dari divisi produksi Plant D
4
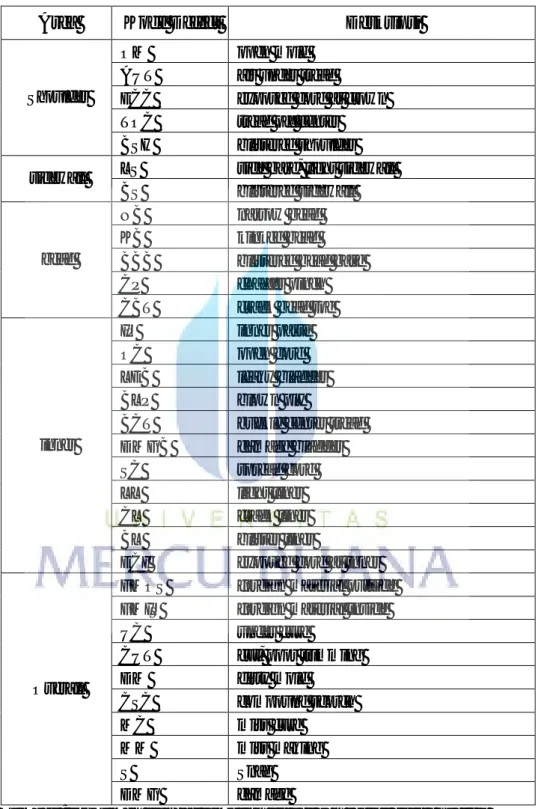
Berikut tabel penjelasan kode defect pada produk ban radial :
Tabel 4.4 Penjelasan Kode Defect
Area Kode Defect Deskripsi
Shoulder
OM open mold
AUT air under tread
ECC exposed cord at crown TOC tread off center BSH blistered shoulder sidewall LS side bare, light sidewall
BS blistered sidewall
bead
NB narrow bead
KB kinked bead
BBB blistered bead base
CP chaffer pinch
CBT crack bead toe
inner
IP inner paste
OC open cord
LEB leaky bladder
BLP blown ply
BCT buckle center tread DMGB damage bladder
SC spread cord
LL light liner
CL crack liner
BL blister liner
ECI exposed cord at inner
Overall
FMOS foreign material outside FMIS foreign material inside
UC under cure
CUT cut, poor trimming
DM dirty mold CSC compound scorch MC miss cure MM miss making S Snag DMG damage
Gambar 4.3 Area defect pada ban radial 4.3 Pengolahan Data
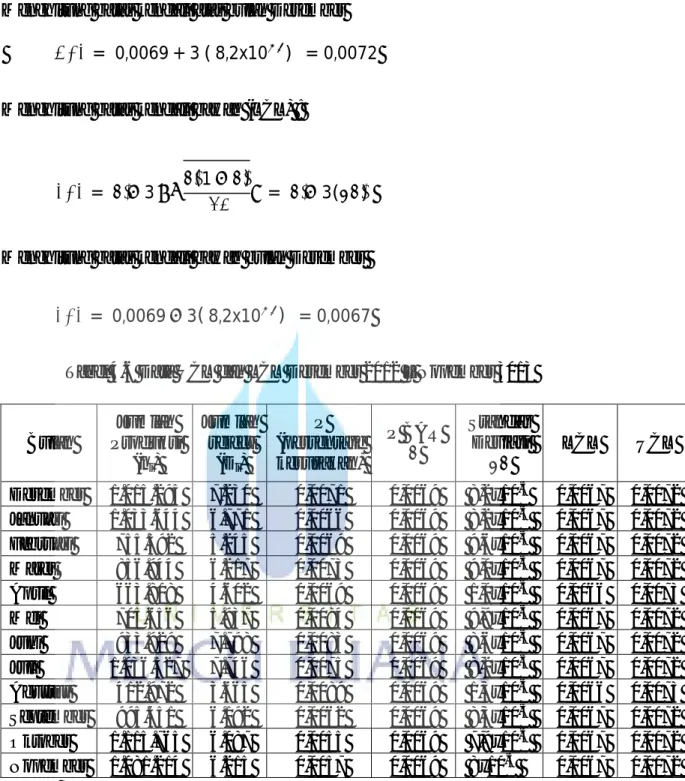
Dari check sheet yang tersedia, selanjutnya data akan diolah untuk mengidentifikasi jenis cacat yang dominan berdasarkan frekuesi dari masing-masing jenis cacat tersebut dengan menggunakan diagram pareto sehingga dapat dilihat jenis cacat dari yang tertinggi hingga yang terendah dan dapat diketahui jenis cacat apa yang menjadi prioritas untuk di analisa. Pada tampilan diagram pareto dibawah ini, jenis cacat yang tertinggi yaitu MC atau Miss Cure dimana presentase kejadian sebesar 24% dengan jumlah produk scrap MC sebanyak 18.057 pcs dari jumlah produk cacat sebesar 73.075 pcs.
Gambar 4.4 Diagram Pareto
Jumlah Cacat 18057 5992 3349 3279 3274 3158 3153 2909 2458 2123 2082 2065 2012 1915 1743 1703 14433
Percent 24 8 5 4 4 4 4 4 3 3 3 3 3 3 2 2 20
Cum % 24 33 37 42 46 50 55 59 62 65 68 70 73 76 78 80 100 Jenis Cacat MC FMIS BWB IP BL CP LEB FMOS MM KB CL BLP SNAG CSC BB SC Other
80000 70000 60000 50000 40000 30000 20000 10000 0 100 80 60 40 20 0 J u m la h C a c a t P e rc e n t
Setelah membuat diagram pareto, langkah selanjutnya yaitu membuat peta kendali (p-chart) yang bertujuan untuk menunjukkan apakah pengendalian kualitas pada produk ban radial plant D masih dalam batas kendali atau tidak. Pembuatan peta kendali berdasarkan data dari jumlah produksi dan produk cacat bulanan.
Adapun langkah-langkah dalam membuat peta kendali yaitu :
1. Menghitung presentase kerusakan
2. Menghitung garis pusat atau central line (CL) 3. Menghitung batas kendali atas
4. Menghitung batas kendali bawah
Menghitung presentase kerusakan
Presentase kerusakan digunakan untuk melihat presentase kerusakan pada tiap-tiap sub grup (dalam hal ini bulan). Untuk mengetahui presentase kerusakan dari masing-masing cacat yang timbul digunakan rumus sebagai berikut :
=
Keterangan
np : jumlah gagal dalam sub grup
n : jumlah yang diperiksa ke dalam sub grup sub grup : bulan ke-
presentase kerusakan bulan Desember 2012
= 7.230
1.015.295= 0,0071
Tabel 4.5 Data Presentase Kerusakan Desember 2012 – Nopember 2013
Bulan Total Produksi Total
Reject Presentase Kerusakan (%) Desember 1.015.295 7.230 0,0071 Januari 1.033.644 6.771 0,0066 Februari 755.592 5.245 0,0069 Maret 856.944 6.217 0,0073 April 663.808 4.602 0,0069 Mei 705.656 5.937 0,0084 Juni 933.929 7.798 0,0083 Juli 1.036.527 7.746 0,0075 Agustus 412.972 3.665 0,0089 September 995.451 6.192 0,0062 Oktober 1.115.765 6.087 0,0055 Nopember 1.081.214 6.215 0,0057 Total 10.606.797 73.705 0,0853
Menghitung garis tengah atau central line (CL)
Setelah didapat presentase kerusakan dari masing-masing sub grup, maka langkah selanjutnya menghitung garis tengah atau central line, garis tengah merupakan rata-rata dari produk reject yang di scrap, dengan rumus berikut :
= ̅ =∑ ∑
Keterangan :
np = Jumlah total yang rusak pada sub grup n= jumlah total sub grup yang diperiksa
= ̅ = 73.705
10.606.797= 0,0069
Menghitung batas kendali atas (UCL) dan batas kendali bawah (LCL) :
Dari data reject dan produksi yang ada dapat dilihat jumlah produksi yang berbeda-beda tiap bulannya, untuk itu langkah selanjutnya adalah menentukan standard deviasi (σ). Dimana standard deviasi dirumuskan sebagai berikut :
̅ = ̅(1 − ̅)
Perhitungan standar deviasi untuk bulan desember
̅ = 0,0069(1 − 0,0069)
1.015.295 = 8,2x10
Keterangan :
̅ : standar deviasi untuk masing-masing sub grup p : rata-rata kerusakan produk
ni : jumlah produksi masing-masing sub grup
maka batas kendali atas yaitu
Menghitung batas kendali atas bulan Desember = 0,0069 + 3 ( 8,2x10 ) = 0,0072
Menghitung batas kendali bawah (LCL) :
= ̅ − 3 ̅(1 − ̅) = ̅ − 3( ̅)
Menghitung batas kendali bawah bulan Desember
= 0,0069 − 3( 8,2x10 ) = 0,0067
Tabel 4.6 Data UCL dan LCL Desember 2012 – Nopember 3013
Bulan Jumlah Produksi (ni) Jumlah reject (Di) P (persentase kerusakan) P BAR ̅ Standar Deviasi ̅ LCL UCL Desember 1.015.295 7.230 0,0071 0,0069 8,2x10-5 0,0067 0,0072 Januari 1.033.644 6.771 0,0066 0,0069 8,2x10-5 0,0067 0,0072 Februari 755.592 5.245 0,0069 0,0069 9,6x10-5 0,0067 0,0072 Maret 856.944 6.217 0,0073 0,0069 9,0x10-5 0,0067 0,0072 April 663.808 4.602 0,0069 0,0069 1,0x10-4 0,0066 0,0073 Mei 705.656 5.937 0,0084 0,0069 9,9x10-5 0,0067 0,0072 Juni 933.929 7.798 0,0083 0,0069 8,6x10-5 0,0067 0,0072 Juli 1.036.527 7.746 0,0075 0,0069 8,2x10-5 0,0067 0,0072 Agustus 412.972 3.665 0,0089 0,0069 1,3x10-4 0,0066 0,0073 September 995.451 6.192 0,0062 0,0069 8,3x10-5 0,0067 0,0072 Oktober 1.115.765 6.087 0,0055 0,0069 7,9x10-5 0,0067 0,0072 Nopember 1.081.214 6.215 0,0057 0,0069 8x10-5 0,0067 0,0072
Untuk membuat tampilan peta kendali p, penulis menggunakan software minitab 16 yang bertujuan menampilkan grup mana saja yang keluar dari batas kendali. Untuk membuat peta kendali, langkah awal yaitu memasukkan data jumlah produksi masing-masing grup dan jumlah reject masing-masing grup pada
worksheet minitab, lalu selanjutnya dapat digunakan tools “Stat” pada menu tool bar pilih control charts atribute charts p. Lalu setelah itu pilih data jumlah reject sebagai variabel dan masukkan jumlah grup (12). Maka akan tampil gambar peta kendali seperti dibawah ini.
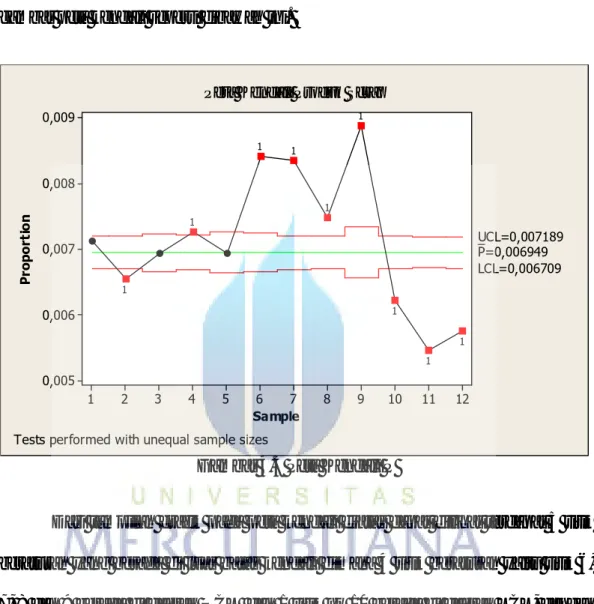
12 11 10 9 8 7 6 5 4 3 2 1 0,009 0,008 0,007 0,006 0,005 Sample P ro p o rt io n _ P=0,006949 UCL=0,007189 LCL=0,006709 1 1 1 1 1 1 1 1 1
Tests performed with unequal sample sizes
Peta Ke ndali Produk Scrap
Gambar 4.5 Peta Kendali P
Dari tampilan grafik pada peta kendali diatas dapat dilihat terdapat 5 titik beraturan yang berada di luar batas kendali dimana 4 titik beraturan yaitu titik 6, 7, 8 dan 9 berada di daerah UCL dan 1 titik no 10 berada di daerah LCL, dengan data out of control yaitu data no 9 yang berada paling jauh dari garis tengah atau
central contol limit, jadi dapat dikatakan produk ban radial belum terkendali
secara kualitas. Maka dari itu diperlukan analisa lebih lanjut untuk membuat perbaikan pada kualitas produk ban radial.