PENGARUH LINGKUNGAN PANTAI
TERHADAP SIFAT FISIS DAN MEKANIS
PELAT BAJA TAHAN KARAT
TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun Oleh:
OKTA RICARDO
NIM : 055214027
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
i
PENGARUH LINGKUNGAN PANTAI
TERHADAP SIFAT FISIS DAN MEKANIS
PELAT BAJA TAHAN KARAT
TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun Oleh:
OKTA RICARDO
NIM : 055214027
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
ii
THE EFFECT OF COASTAL ENVIRONMENT
ON PHYSICAL AND MECHANICAL PROPERTIES OF
STAINLESS STEEL PLATE
FINAL PROJECT
Presented as Partial fulfillment of the Requirements To Obtain the Sarjana Teknik Degree
In Mechanical Engineering
By :
OKTA RICARDO
Student Number : 055214027
MECHANICAL ENGINEERING STUDY PROGRAM
MECHANICAL ENGINEERING DEPARTMENT
FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
vii
MOTTO
HIDUP ADALAH SEBUAH PILIHAN
SEKECIL APAPUN PILIHAN ITU
PERJUANGKAN LAH
000
JALAN YANG BERLIKU – LIKU
KAU CIPTAKAN UNTUK KEHIDUPAN
TANAH YANG TANDUS DAN GERSANG
KAU CIPTAKAN UNTUK KEHIDUPAN
SUNGAI DAN AIR TERJUN
KAU CIPTAKAN UNTUK KEHIDUPAN
MATAHARI TERBIT DAN TENGELAM
KAU CIPTAKAN UNTUK KEHIDUPAN
00000
viii
PERSEMBAHAN
Karya ini kepersembahan untuk
Tuhan Yang Maha Esa yang selalu menyertaiku, memberkatiku dan melindungiku.
Keluargaku yang yang kucintai, bapakku, ibuku, abangku dan adikku.
ix
Kata Pengantar
Puji dan syukur bagi Dia, nama di atas segala nama dan Raja di atas segala
Raja, Yesus Kristus Tuhan dan Juru Selamat. Semua ini karena begitu besar
melimpahkan rahmat, kasih, dan karunia-Nya, sehingga penulis dapat
menyelesaikan Tugas Akhir ini. Tugas Akhir ini disusun untuk memenuhi
prasyarat guna memperoleh gelar Sarjana Teknik Program Studi Teknik mesin
Fakultas Sains dan Teknik Universitas Sanata Dharma Yogyakarta. Tugas Akhir
ini berjudul “PENGARUH LINGKUNGAN PANTAI TERHADAP SIFAT
FISIS DAN MEKANIS PELAT BAJA TAHAN KARAT”
Penulis menyadari bahwa tugas akhir ini tidak dapat berjalan dengan dengan
baik tanpa proses panjang dan dukungan dari berbagai pihak, baik secara langsung
maupun tidak langsung. Maka pada kesempatan yang berbahagia ini, penulis
secara khusus mengucapkan terima kasih, kepada :
1. Bapak Yosef Agung Cahyanta, S.T., M.T. selaku Dekan Fakultas Sains
dan Teknologi Universitas Sanata Dharma dan atas ijinnya melakukan
penelitian.
2. Bapak Budi Sugiharto, S.T., M.T. selaku Ketua Jurusan Teknik mesin
dan atas ijinnya untuk melakukan penelitian.
3. Bapak Doddy Purwadianto, S.T., M.T. sebagai dosen pembimbing tugas
akhir, sekaligus dewan penguji. Terima kasih atas kesabaran,
memberikan kritik dan saran demi kemajuan penelitian ini.
4. Seluruh dosen dan karyawan Fakultas Teknik Universitas Sanata
xi
ABSTRAK
Tujuan penelitian ini adalah untuk mengetahui pengaruh lingkungan pantai terhadap sifat fisis dan mekanis pelat baja tahan karat (stainless steel), khususnya baja tahan karat tipe 304. Penelitian dilakukan dengan dua perlakuan, yaitu perlakuan air laut dan perlakuan udara pantai. Sampel penelitian direndam dan digantung sesuai perlakuan selama 100 hari, setiap 20 hari diambil dan dilakukan pengujian sebanyak 5 kali pengujian. Hasil pengujian kedua perlakuan mengalami perubahan selama 100 hari. Kekuatan tarik rata-rata untuk hasil tanpa perlakuan adalah 72,56 kg/mm2, untuk perlakuan air laut adalah 67,81 kg/mm2 dan untuk perlakuan udara laut 69,35 kg/mm2. Persentase penurunan kekuatan tarik rata – rata selama 100 hari untuk perlakuan air laut sebesar 6,53% dan perlakuan udara pantai sebesar 4,41%. Regangan untuk kondisi tanpa perlakuan adalah 0,79 %, untuk perlakuan air laut adalah 0,68 % dan untuk perlakuan udara laut adalah 0,90 %. Hasil pengamatan mikro dan pemotretan tidak terlihat perubahan yang
xii
ABSTRACT
The purpose of this study is to investigate the influence of coastal environment against the physical and mechanical properties of stainless steel plates, particularly type 304 stainless steel. The study was conducted with two
treatments, namely sea water treatment and air treatment beach. The research sample soaked and hung according to treatment for 100 days, every 20 days is taken and tested as much as 5 times of testing. Result of testing both
treatmentschanged during the 100 days. The average tensile strength for the outcome without treatment was 72.56 kg/mm2, for the treatment of sea water is 67.81 kg/mm2 for the treatment of sea air and 69.35 kg/mm2. Percentage decrease in average tensile strength for 100 days for the treatment of sea water and
xiii
DAFTAR ISI
HALAMAN JUDUL ... .i
HALAMAN JUDUL (Engglish) ... ii
HALAMAN PERSETUJUAN PEMBIMBING ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERNYATAAN ... v
HALAMAN PERNYATAAN KARYA ILMIAH ... vi
xiv
1.7 Sistematika Penulisan...5
BAB II LANDASAN TEORI...6
2.1 Dasar Teori...6
2.2 Proses pengolahan Bijih Besi...7
2.3 Sifat – sifat Baja...………..……….……...13
2.4 Klasifikasi Baja Paduan………...……14
2.5 Baja Tahan Karat...………..…15
2.5.1 Klasifikasi Baja Tahan Karat...16
2.5.2 Macam – macam Baja Tahan Karat...17
2.6 Pengujian Bahan……….………...….20
2.7.1 Macam – macam Korosi…………..………..……..…32
2.7.2 Laju Korosi………..………..………...…33
xv
2.7.4 Faktor – faktor Yang mempengaruhi korosi Di Udara
Pantai………36
2.7.5 Lelah Korosi……….36
2.8 Patah Dan Putus Pada Benda Uji……..……….38
2.8.1 Patah………..……….………..38
2.8.2 Putus...41
BAB III METODE PENELITIAN...42
3.1 Skema Penelitian………...………..…42
BAB IV HASIL PENELITIAN DAN PEMBAHASAN……….….51
4.1 Pengujian Tarik……….………..52
4.1.1 Data Hasil Uji Tarik ...52
4.1.2 Pembahasan Uji tarik...58
4.2 Pengamatan Struktur Mikro...58
4.2.1 Pembahasan Struktur Mikro...65
xvi
4.3.1 Pembahasan Struktur Makro ...69
BAB V PENUTUP...70
5.1Kesimpulan...70
5.2Saran...71
DAFTAR PUSTAKA...72
xvii
DAFTAR GAMBAR
Gambar 2.1 Dapur Tinggi...8
Gambar 2.2 Hubungan Tegangan dan Regangan Uji Tarik...22
Gambar 2.3 Pengujian Tekan...26
Gambar 2.4 Diagram S-N Untuk Logam Besi dan Bukan Besi...29
Gambar 2.5 Bentuk Penampang Patah...38
Gambar 2.6 Macam-macam Bentuk Patahan...40
Gambar 3.1 Diagram Alir Penelitian………...…………...42
Gambar 3.2 Bahan Penelitian...43
Gambar 3.3 Spesimen Uji Tarik...45
Gambar 3.4 Spesimen Uji Mikro...46
Gambar 4.1 Grafik Hubungan Kekuatan Tarik Terhadap Waktu...55
Gambar 4.2 Grafik Hubungan Kekuatan Tarik Terhadap Waktu...55
Gambar 4.3 Grafik Hubungan Regangan Terhadap Waktu...56
Gambar 4.4 Grafik Hubungan Regangan Terhadap Waktu...56
Gambar 4.5 Grafik Perbandingan Kekuatan Tarik Perlakuan Air Laut terhadap Perlakuan Udara Pantai...57
Gambar 4.6 Grafik Perbandingan Regangan Perlakuan Air Laut terhadap Perlakuan Udara Pantai...57
Gambar 4.7 Kawat Ukuran Sebenarnya 0,15 mm, Perbesaran 160x...59
Gambar 4.8 Struktur Mikro Tanpa Perlakuan...59
xviii
Gambar 4.10 Struktur Mikro Pada Kondisi 40 Hari...60
Gambar 4.11 Struktur Mikro Pada Kondisi 60 Hari...61
Gambar 4.12 Struktur Mikro Pada Kondisi 80 Hari...61
Gambar 4.13 Struktur Mikro Pada Kondisi 100 Hari...62
Gambar 4.14 Struktur Mikro Pada Kondisi 20 Hari...63
Gambar 4.15 Struktur Mikro Pada Kondisi 40 Hari...63
Gambar 4.16 Struktur Mikro Pada Kondisi 60 Hari...64
Gambar 4.17 Struktur Mikro Pada Kondisi 80 Hari...64
Gambar 4.18 Struktur Mikro Pada Kondisi 100 Hari...65
Gambar 4.19 Bentuk Patahan Tanpa Perlakuan...66
Gambar 4.20 Bentuk Patahan Pengaruh Air laut...67
xix
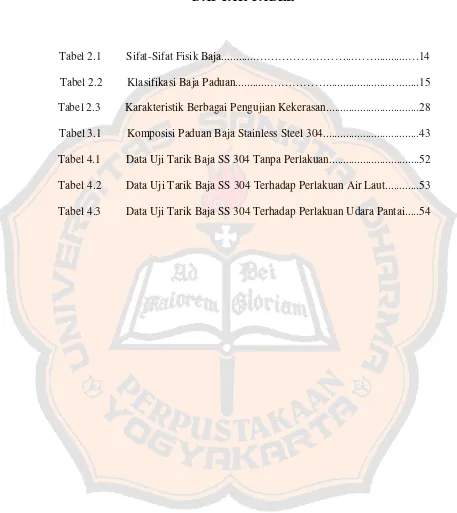
DAFTAR TABEL
Tabel 2.1 Sifat-Sifat Fisik Baja...………...……...…14
Tabel 2.2 Klasifikasi Baja Paduan...………...…...15
Tabel 2.3 Karakteristik Berbagai Pengujian Kekerasan...28
Tabel 3.1 Komposisi Paduan Baja Stainless Steel 304...43
Tabel 4.1 Data Uji Tarik Baja SS 304 Tanpa Perlakuan...52
Tabel 4.2 Data Uji Tarik Baja SS 304 Terhadap Perlakuan Air Laut...53
1
BAB I
PENDAHULUAN
1.1 Latar Belakang Penelitian
Indonesia adalah Negara kepulauan yang hampir 60% dikelilingi lautan.
Lingkungan pantai merupakan lingkungan yang agresif terhadap Korosif, karena
mengandung ion Cl (± 3-5% NaCl) dan merupakan salah satu faktor penyebab
korosi yang dipercepat oleh pengaruh temperatur dan kelembaban.
Material-material yang berada didaerah tepi pantai akan mengalami
kondisi tercelup dan terpengaruh kondisi sekitar, selain itu akan berinteraksi
dengan ion-ion agresif. secara umum lingkungan pantai dibagi menjadi lima
daerah yang dipengaruhi oleh lingkungan laut antara lain ( sumber : Pusat
Penelitian Metalurgi – LIPI ):
1. Daerah udara laut (atmosphere zone)
2. Daerah percikan (splash zone)
3. Daerah pasang surut (tidal zone)
4. Daerah terendam (submerged zone)
5. Daerah terendam Lumpur
Dari kelima daerah tersebut daerah percikan (splash zone) merupakan
daerah yang sangat korosif karena struktur yang berbeda didaerah tersebut akan
mengalami proses tercelup dan terpengaruh udara dimana kandungan oksigen
Kemajuan teknologi khususnya pada bidang industri logam saat ini
semakin pesat baik di daratan maupun laut, sehingga permintaan untuk
memenuhi kebutuhan konsumen dalam hasil industri logam jumlahnya cukup
besar dan mempunyai kualitas baik. Hal ini menjadi tangung jawab dan
motivasi manusia untuk terus dapat mengolah dan menciptakan sesuatu yang
bermanfaat dari sumber daya yang ada. Khususnya pada bidang teknik yang
melakukan penelitian dan pengujian pada bahan-bahan yang terdapat di alam baik
itu berupa bahan ferrous (yang mengandung logam) maupun non ferrous (bukan
logam). Karena dari bermacam bahan yang ada tersebut mempunyai sifat dan
karakter yang berbeda-beda seperti sifat fisis, mekanik, komposisi, dan
mempunyai kelebihan dan kekurangan.
Krisis bahan bakar sekarang sangatlah berdampak besar bagi
perekonomian dunia. Kebutuhan akan bahan bakar sangatlah besar, tetapi sumber
daya alamnya sendiri tidak mencukupi hal tersebut. Bahan bakar digunakan untuk
menghasilkan energi yang digunakan semua elemen kehidupan, baik dibidang
industri, rumah tangga, dsb. Faktor – faktor diatas membuat manusia untuk
mencari solusinya, yaitu dengan adanya konversi energi. Konversi energi yang
sering digunakan yaitu konversi energi tenaga air, tenaga angin dan tenaga surya.
Di indonesia konversi energi juga sudah banyak dijumpai, contoh dipantai drini
wonosari, terdapat elemen surya dan kincir angin.
Berdasarkan penjelasan tersebut, penulis bermaksud melakukan penelitian
mengenai bahan yang mengandung logam tepatnya baja tahan karat (stainless
tahan karat yang semakin banyak dipergunakan dalam berbagai bidang dewasa
ini. Alasan penggunaan logam tersebut karena baja tahan karat mempunyai sifat
tahan korosi, penghantar panas yang baik, dan mudah dibentuk.
1.2 Identifikasi Masalah
Berdasarkan uraian di atas dapat kita identifikasi masalah-masalah yang
menyangkut baja tahan karat (stainless steel) :
1. Lingkungan pantai yang bersifat korosif terhadap logam.
2. Baja tahan karat (stainless steel) tahan terhadap korosi.
1.3 Batasan Penelitian
Dalam penelitian ini diberikan batasan-batasan masalah agar dapat terarah
dan lebih sistematis. Baja tahan karat (stainless steel) AISI 304 akan diuji selama
100 hari terhadap air laut dan udara pantai di Pantai Glagah, Wates,Yogyakarta.
Pengujian dilakukan dengan 5 kali pengambilan data, setiap pengambilan data
terdapat 2 sampel.
1. Data pertama selama 20 hari
2. Data kedua selama 40 hari
3. Data ketiga selam 60 hari
4. Data keempat selama 80 hari, dan
1.4 Rumusan Masalah
Untuk memfokuskan masalah dalam penelitian ini maka penulis
merumuskan masalah: “Bagaimana Pengaruh Lingkungan Pantai Terhadap Sifat
Fisis dan Mekanis Pelat Baja tahan karat tipe 304?
1.5 Tujuan Penelitian
Penelitian ini bertujuan untuk mengetahui pengaruh air laut dan udara
pantai terhadap sifat fisis dan mekanis pelat baja tahan karat (stainless steel).
Dengan melakukan pengujian, antara lain :
1. Mengetahui pengaruh lingkungan pantai terhadap kekuatan tarik
baja tahan karat.
2. Mengetahui pengaruh lingkungan pantai terhadap struktur mikro
baja tahan karat.
1.6 Manfaat Penelitian
1. Mengetahui kekuatan tarik pelat baja tahan karat 304 terhadap
pengaruh lingkungan pantai.
2. Mengetahui struktur mikro pelat baja tahan karat 304 terhadap
pengaruh lingkungan pantai.
3. Menambah Pengetahuan tentang ilmu bahan logam, khususnya
1.7 Sistematika Penulisan
Sistematika penulisan tugas akhir yaitu :
BAB I PENDAHULUAN
Berisi latar belakang penelitian, rumusan masalah, tujuan penelitian,
batasan penelitian, manfaat penelitian, metodologi penelitian dan
sistematika penulisan.
BAB IILANDASAN TEORI
Bab ini berisi penjelasan tentang definisi dari teori-teori yang digunakan
dalam penelitian.
BAB III METODE PENELITIAN
Bab ini berisi tentang pembahasan langkah-langkah dalam penelitian.
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
Bab ini berisi tentang data penelitian dan pembahasan penelitian.
BAB V PENUTUP
Bab ini berisi tentang kesimpulan dan saran dari hasil analisis data tentang
6
BAB II
LANDASAN TEORI
2.1 Dasar Teori
Sebagian besar logam ditemukan dibumi, besi berasal dari bijih besi yang
terjadi akibat unsur-unsur didalam bumi seperti oksigen atau belerang dan unsur
lainnya. Bijih besi yang mengandung mineral termasuk Fe2O dari oksidasi besi
yang ditemukan sebagai mineral hematite, dan FeS2 pirit. Besi diekstraksi dari
bijih besi dengan menghilangkan oksigen dan mengabungkan bijih besi dengan
unsur kimia pilihan seperti karbon, proses ini biasanya disebut dengan proses
peleburan. Proses peleburan pertama kali diterapkan untuk logam rendah leleh.
Seperti, timah yang meleleh sekitar 250 0C (482 0F) dan tembaga yang meleleh
pada sekitar 1000 0C (1830 0F). Sebagai perbandingan besi cor meleleh sekitar 1370 0C (2500 0F). Karena tingkat oksidasi itu sendiri meningkat pesat diluar 800
0C, penting bahwa peleburan terjadi dalam lingkungan rendah oksigen. Tidak
seperti tembaga dan timah, besi cair melarutkan karbon cukup mudah.
Baja merupakan paduan yang terdiri dari sebagian besar dari besi dan
memiliki karbon (C) antara 0,2% - 2,1% banyaknya, terngantung pada tingkatan /
grade yang diinginkan. Karbon adalah paduan bahan yang paling umum
digunakan pada besi, tetapi berbagai elemen paduan lain dapat juga digunakan,
seperti mangan, kromium, vanadium, dan tungsten. Dengan memvariasikan
banyak gradenya. Baja menjadi banyak jenisnya dan kualitasnya, seperti
kekerasan, keuletan, dan kekuatan tarik sesuia keinginan.
Unsur–unsur lain ditambahkan ke besi untuk memproduksi baja dengan
sifat yang diinginkan. Nikel dan mangan dalam baja menambah kekuatan tarik
dan membuat austenit lebih stabil secara kimia. Kromium meningkatkan
kekerasan dan suhu leleh yang tinggi serta dapat menahan lajunya korosi. Serta
vanadium juga meningkatkan kekerasan serta mengurangi efek dari kelelahan
logam. Untuk mencegah korosi, sedikitnya 11% kromium ditambahkan pada baja
sehingga sulit teroksidasi pada permukaan logam, yang disebut baja tahan karat
(stainless steel). Di sisi lain unsur sulfur, nitrogen, dan fosfor memuat baja lebih
rapuh, sehingga unsur ini harus dikeluarkan dari bijih besi selama proses.
2.2 Proses Pengolahan Bijih Besi
Bahan – bahan yang diperlukan pada proses pengolahan bijih besi :
1. Bijih besi yang telah diselesaikan (dipecahkan, dibuat sinter atau Bijih besi
yang berbentuk pasir, dan briket).
2. Bahan bakar : arang kayu atau kokas
3. Batu tambahan, yang berfungsi untuk mengambil fosfor dan belerang dari
besi cair dan untuk menghindari terjadinya oksidasi.
4. Udara, berfungsi untuk pembakaran dan pembentukan CO sebagai bahan
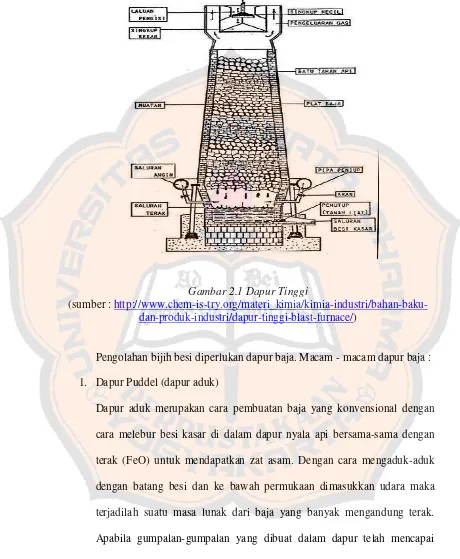
Gambar 2.1 Dapur Tinggi
(sumber : http://www.chem-is-try.org/materi_kimia/kimia-industri/bahan-baku-dan-produk-industri/dapur-tinggi-blast-furnace/)
Pengolahan bijih besi diperlukan dapur baja. Macam - macam dapur baja :
1. Dapur Puddel (dapur aduk)
Dapur aduk merupakan cara pembuatan baja yang konvensional dengan
cara melebur besi kasar di dalam dapur nyala api bersama-sama dengan
terak (FeO) untuk mendapatkan zat asam. Dengan cara mengaduk-aduk
dengan batang besi dan ke bawah permukaan dimasukkan udara maka
terjadilah suatu masa lunak dari baja yang banyak mengandung terak.
Apabila gumpalan-gumpalan yang dibuat dalam dapur telah mencapai
mengeluarkan terak dengan jalan menempanya atau dipres. Dalam proses
aduk ini lebih banyak melibatkan pekerjaan tangan serta kapasitas
produksi yang kecil maka cara ini dipandang tidak efisien dan jarang
digunakan pada pabrik-pabrik baja.
(http://industri06.blogspot.com/november 2009)
2. Dapur siemens martin
Proses lain untuk membuat baja dari bahan besi kasar adalah
menggunakan dapur Siemens Martin yang sering disebut proses Martin.
Dapur ini terdiri atas satu tungku untuk bahan yang dicairkan dan biasanya
menggunakan empat ruangan sebagai pemanas gas dan udara. Pada proses
ini digunakan muatan besi bekas yang dicampur dengan besi kasar
sehingga dapat menghasilkan baja dengan kualitas yang lebih baik jika
dibandingkan dengan baja Bessemer maupun Thomas. Gas yang akan
dibakar dengan udara untuk pembakaran dialirkan ke dalam
ruangan-ruangan melalui batu tahan api yang sudah dipanaskan dengan temperatur
600 0C – 900 0C, dengan demikian nyala apinya mempunyai suhu yang
tinggi, kira-kira 1800 0C. Gas pembakaran yang bergerak ke luar masih
memberikan panas kedalam ruang yang kedua, dengan menggunakan
keran pengatur maka gas panas dan udara pembakaran masuk ke dalam
ruangan tersebut secara bergantian dipanaskan dan didinginkan. Bahan
bakar yang digunakan adalah gas dapur tinggi, minyak yang digaskan dan
juga gas generator. Pada pembakaran zat arang terjadi gas CO
mengakibatkan cairannya bergolak, dengan demikian akan terjadi
hubungan yang erat antara api dengan bahan muatan yang dimasukkan ke
dapur tinggi. Bahan tambahan akan bersenyawa dengan zat asam
membentuk terak yang menutup cairan tersebut sehingga melindungi
cairan itu dari oksida lebih lanjut. Setelah proses berjalan selama 6 jam,
terak dikeluarkan dengan memiringkan dapur tersebut dan kemudian baja
cair dapat dicerat. Hasil akhir dari proses Martin disebut baja Martin. Baja
ini bermutu baik karena komposisinya dapat diatur dan ditentukan dengan
teliti pada proses yang berlangsung agak lama. Lapisan dapur pada proses
Martin dapat bersifat asam atau basa tergantung dari besi kasarnya
mengandung fosfor sedikit atau banyak. Proses Martin asam terjadi
apabila mengolah besi kasar yang bersifat asam atau mengandung fosfor
rendah dan sebaliknya dikatakan proses Martin basa apabila muatannya
bersifat basa dan mengandung fosfor yang tinggi.
(http://industri06.blogspot.com/november 2009)
3. Konvertor Bessemer
Konvertor Bessemer adalah sebuah bejana baja dengan lapisan batu tahan
api yang bersifat asam. Dibagian atasnya terbuka sedangkan pada bagian
bawahnya terdapat sejumlah lubang-lubang untuk saluran udara. Bejana
ini dapat diguling-gulingkan. Korvertor Bessemer diisi dengan besi kasar
kelabu yang banyak mengandung silisium. Silisium dan mangan terbakar
pertama kali, setelah itu baru zat arang yang terbakar. Pada saat udara
tambahan sehingga isi dapur masih tetap dalam keadaan encer. Setelah
lebih kurang 20 menit, semua zat arang telah terbakar dan terak yang
terjadi dikeluarkan. Dengan jalan ini kadar karbon ditingkatkan lagi. dari
oksidasi besi yang terbentuk dan mengandung zat asam dapat dikurangi
dengan besi yang mengandung mangan. Udara masih dihembuskan ke
dalam bejana tadi dengan maksud untuk mendapatkan campuran yang
baik. Kemudian terak dibuang lagi dan selanjutnya muatan dituangkan ke
dalam panci penuang. Pada proses Bessemer menggunakan besi kasar
dengan kandungan fosfor dan belerang yang rendah tetapi kandungan
fosfor dan belerang masih tetap agak tinggi karena dalam prosesnya kedua
unsur tersebut tidak terbakar sama sekali. Hasil dari konvertor Bessemer
disebut baja Bessemer yang banyak digunakan untuk bahan konstruksi.
Proses Bessemer juga disebut proses asam karena muatannya bersifat
asam dan batu tahan apinya juga bersifat asam. Apabila digunakan muatan
yang bersifat basa lapisan batu itu akan rusak akibat reaksi penggaraman.
(http://industri06.blogspot.com/november 2009)
4. Konventor Thomas,
Konvertor Thomas juga disebut konvertor basa dan prosesnya adalah
proses basa, sebab batu tahan apinya bersifat basa serta digunakan untuk
mengolah besi kasar yang bersifat basa. Muatan konvertor Thomas adalah
besi kasar putih yang banyak mengandung fosfor. Proses pembakaran
sama dengan proses pada konvertor Bessemer, hanya saja pada proses
tidak terus-menerus dilakukan karena besinya sendiri akan terbakar.
Pencegahan pembakaran itu dilakukan dengan menganggap selesai
prosesnya walaupun kandungan fosfor masih tetap tinggi. Guna mengikat
fosfor yang terbentuk pada proses ini maka diberi bahan tambahan batu
kapur agar menjadi terak. Terak yang bersifat basa ini dapat dimanfaatkan
menjadi pupuk buatan yang dikenal dengan nama pupuk fosfat. Hasil
proses yang keluar dari konvertor Thomas disebut baja Thomas yang biasa
digunakan sebagai bahan konstruksi dan pelat ketel.
(http://industri06.blogspot.com/november 2009)
5. Dapur listrik
Dapur listrik digunakan untuk pembuatan baja yang tahan terhadap suhu
tinggi. Dapur ini mempunyai keuntungan-keuntungan sebagai berikut,
a. Jumlah panas yang diperlukan dapat dapat diatur sebaik-baiknya.
b. Pengaruh zat asam praktis tidak ada.
c. Susunan besi tidak dipengaruhi oleh aliran listrik.
Sedangkan kekurangannya adalah harga listrik yang mahal. Dapur listrik
dibagi menjadi dua kelompok yaitu dapur listrik busur cahaya dan dapur
listrik induksi.
2.3 Sifat – sifat Baja
Dewasa ini pengunaan material logam baja semakin berkembang,
dikarenakan mempunyai beberapa keunggulan dari sifat mekanis dan non
mekanis, seperti :
1. Malleability (dapat ditempa), baja dapat dengan mudah dibentuk dengan
suatu gaya, baik dalam keadaan dingin maupun panas tanpa terjadi retak.
Misalnya dengan hammer atau dengan rol.
2. Ductility (dapat ditarik / ulet), baja dapat dibentuk dengan tarikan tanpa
menunjukan gejala putus.
3. Toughness (ketangguhan), kemampuan suatu logam untuk dibengkokkan
beberapa kali tanpa mengalami retak.
4. Hardness (kekerasan), ketahanan suatu logam terhadap penetrasi atau
penusukan logam ini.
5. Strength (kekuatan), kemampuan suatu logam untuk menahan gaya yang
bekerja atau kemampuan logam menahan deformasi.
6. Weldability (mampu las), kemampuan logam untuk dapat dilas, baik
dengan las listrik maupun dengan las karbid atau gas.
7. Corrosion resistance (tahan korosi), kemampuan suatu bahan untuk
menahan korosi atau karat akibat kelembaban udara, zat-zat kimia, dan
lain-lain.
8. Machianability (mampu mesin) kemampuan suatu logam untuk dikerjakan
dengan mesin, misalnya dikerjakan dengan mesin bubut, mesin frais, dan
9. Elasticity (elastis), kemampuan suatu logam untuk kembali ke bentuk
semula tanpa mengalami deformasi plastic atau permanen.
10. Britteleness (kerapuhan), sifat logam yang mudah retak atau pecah. Sifat
ini berhubungan keras dengan kekerasan atau hardness dan merupakan
kebalikan dari ductility.
Table 2.1 Sifat – sifat Fisik Baja
Sifat-sifat baja Besarnya
Massa jenis
Titik cair
8 g/cm3
1537’C
( sumber : Surdia dkk., Pengetahuan Bahan Teknik, 1991, hal 134 )
2.4 Klasifikasi Baja Paduan
1. Baja Karbon, adalah baja yang hanya berdiri dari besi (Fe) dan karbon (C)
saja. Tingkatan baja karbon sebagai berikut :
a. Baja karbon rendah, prosentase karbon antara 0,1 – 0,25 %
b. Baja karbon menengah, prosentase karbon antara 0,25 – 0,55%
c. Baja karbon tinggi, prosentase karbon antara 0,55 – 1,7%
2. Baja Paduan, adalah baja elemen paduan mencapai kadar > 0,8%
3. Besi Tuang
a. Besi tuang kelabu, (grey cast iron), banyak dipakai sebagai bahan cor
Paduan baja menurut AISI (American Iron and Steel Institute) dan SAE
(Society of Automotive Engineers)
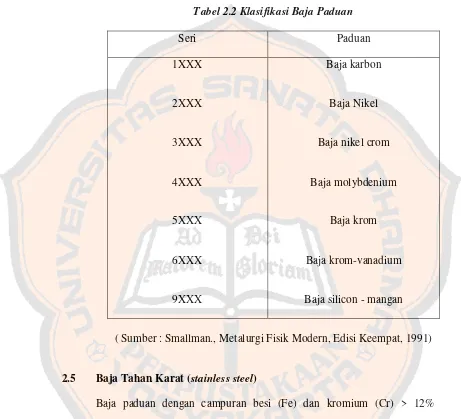
Tabel 2.2 Klasifikasi Baja Paduan
Seri Paduan
( Sumber : Smallman., Metalurgi Fisik Modern, Edisi Keempat, 1991)
2.5 Baja Tahan Karat (stainless steel)
Baja paduan dengan campuran besi (Fe) dan kromium (Cr) > 12%
dinamakan baja tahan karat (stainless steel). Ketahanan baja tahan karat terhadap
2.5.1 Klasifikasi Baja Tahan Karat
Macam – macam baja tahan karat :
1. Baja tahan karat martensit
Baja tahan karat martensit mempunyai 12–13% Cr dan 0,1–0,3% C. baja
ini sukar berkarat di udara, banyak dipakai untuk alat pemotong dan
perkakas.
2. Baja tahan karat ferit
Baja ini mempunyai sekitar 16–18% Cr atau lebih dan pada lingkungan
korosi yang ringan tidak terjadi karat. Banyak digunakan untuk trim mobil,
bagian dalam peralatan dapur, dan bahan untuk bagian dalam untuk suatu
kontruksi tanpa adanya kandungan ini sukar untuk terjadi retakan korosi
regangan.
3. Baja tahan karat austenit
Baja tahan karat austensit mempunyai unsur 18% Cr - 8% Ni dan sangat
tahan terhadap karat. Baja ini banyak sekali dipakai pada berbagai industri
kimia, kontruksi, perabotan rumah tangga, dst.
4. Baja tahan karat berfasa ganda
Baja tahan karat berfasa ganda ini terdiri dari fasa austenit dan ferit.
2.5.2 Macam –macam Baja Tahan Karat
1. Baja tahan karat tipe 17-4
Lamanya proses pengerasan paduan martensit menggabungkan
kekuatan tinggi dengan daya tahan korosi. Pengerasan dicapai dengan
waktu yang relatif singkat dengan suhu yang rendah. Tidak seperti baja
tahan karat martensit konvensional seperti jenis 410, baja tahan karat tipe
17-4 cukup mudah dilas (weldable). Kekuatan, ketahanan terhadap korosi
dan penyederhanaan fabrikasi dapat mengefektifkan biaya pembuatan
stainless steel 17-4 baja karbon berkekuatan tinggi serta stainless steel
lainnya.
Aplikasi baja tahan karat tipe 17-4 meliputi: Gerbang katup,
Pesawat struktur, aksesori, bagian-bagian mesin, Peralatan pengolahan
kimia, mesin pengolahan makanan, Pompa poros, roda gigi, torak, Valve
batang, bola, ring, kursi, Pulp & paper mill equipment Pulp dan peralatan
pabrik kertas. (http://www.azom.com:19 Oktober 2001).
2. Baja tahan karat tipe 301
Baja tahan karat tipe 301 dapat disuplai dengan kekuatan tarik
sampai ke 1800 MPa dalam bentuk strip dan kawat. Ketahanan korosi
sama dengan tipe 304, memiliki resistensi yang baik melibatkan paparan
eksternal untuk sedikit kondisi korosif pada suhu kamar.
Aplikasi baja tahan karat tipe 301 meliputi: komponen mobil Rel
struktura, bagian badan pesawat, komponen trailer highway, elemen klip
3. Baja tahan karat tipe 303
Baja tahan karat tipe 303 merupakan optimum in machinability
diantara Baja tahan karat austenit lainnya yang utamanya digunakan ketika
produksi melibatkan mesin skrup otomatis.
Dalam rangka mengurangi korosi, penambahan belerang pada tipe
303 ini mengakibatkan kurangnya weldability dan sifat mudah dibentuk
juga berkurang jika dibandingkan dengan grade 304.
Aplikasi baja tahan karat tipe 303 meliputi: baut, kelengkapan
pesawat, gears, poros, komponen listrik (switchgear), dan lain-lain.
(http://www.azom.com, 22 Oktober 2001).
4. Baja tahan karat tipe 304
Tipe 304 adalah seri T 300 baja tahan karat austenit, memiliki
kandungan 18% kromium dan 8% nikel dikombinasikan dengan
maksimum karbon 0,08% yang kemudian didefinisikan sebagai kromium
nikel paduan austenit.
Tipe 304L adalah baja tahan karat tipe 304 dengan karbon yang
rendah. Tidak memerlukan anil pasca-lasan dan begitu juga banyak
digunakan dalam komponen mengukur berat (lebih dari sekitar 6mm).
Sedangkan tipe 304H merupakan baja tahan karat tipe 304 dengan karbon
yang lebih tinggi.
Aplikasi baja tahan karat tipe 304 meliputi: berbagai macam
cair, kontainer, truk susu, pipa, gerbong kereta, komponen kompor, kulkas,
dan lain-lain. (http://www.lenntech.com/stainless-steel-304)
5. Baja tahan karat tipe 310
Tipe 310 merupakan kombinasi dari suhu tinggi yang baik,
ductility (keuletan), dan weldability (kemampuan untuk di las) yang
dirancang untuk tahan terhadap suhu tinggi. Kandungan kromium yang
tinggi dimaksudkan untuk meningkatkan sifat tahan terhadap suhu tinggi
hal ini juga memberikan nilai korosi yang baik.
Aplikasi Baja tahan karat tipe 310 meliputi: bagian oil burner,heat
exchanger, pengisi las dan elektroda kawat, kotak carburising, dan
lain-lain. (http://www.azom.com; 23 Oktober 2001).
6. Baja tahan karat tipe 410
Tipe 410 merupakan dasar dari baja taan karat martesit, seperti
baja yang bukan termasuk stainless steel bisa diperkeras dengan perlakuan
panas. Grade 410 berisi minimal 15,5 persen per kromium, hanya cukup
untuk memberikan sifat ketahanan terhadap korosi. 410 mencapai
ketahanan korosi maksimum ketika telah mengeras dan kemudian dipoles.
Aplikasi baja tahan karat tipe 401 meliputi: baut, skrup, pompa,
katup, poros, bagian turbin gas, menara fraksionsi minyak bumi, anak
tangga, dan lain-lain. (http://www.azom.com ;23 Oktober 2001).
7. Baja tahan karat tipe 420
Tipe 420 adalah versi baja tahan karat tipe 410 yang lebih tinggi
perlakuan panas. Tipe 420 berisi minimal 12 % kromium, hanya cukup
untuk memberikan sifat ketahanan terhadap korosi.
Aplikasi umum dari baja tahan karat tipe 420 diantaranya:
peralatan makan, alat-alat bedah, Needle valves, pisau, gunting, dan
lain-lain. (http://www.azom.com)
8. Baja tahan karat tipe 431
Tipe 431 memiliki resistensi korosi lebih rendah dari nilai
austenitik umum dan 431 ini juga mempunyai kekuatan tarik dan
ketangguhan yang sangat baik sehingga cocok untuk pembuatan shafting
dan aplikasi baut.
Aplikasi yang umum dari baja tahan karat tipe 431 ini diantaranya:
mur dan baut, propeller dan shafting, bangku dan peralatan laboratorium,
dan lain-lain. (http://www.azom.com; 7 november 2001).
2.6 Pengujian Bahan
Pengujian bahan dimaksudkan untuk mengetahui sifat-sifat bahan dari
bahan yang di uji. Sifat-sifat suatu bahan meliputi :
Tegangan elastis
Suhu dan panas laten transformasi dll.
2.6.1 Pengujian tarik
Pengujian tarik adalah pengujian bahan dengan cara bahan atau benda uji
diberi beban tarik secara perlahan-lahan sampai suatu beban tertentu dan akhirnya
benda uji patah. Beban tarik yang bekerja pada benda uji akan menimbulkan
pertambahan panjang disertai pengecilan diameter benda uji. Perbandingan antara
pertambahan panjang (L) dengan panjang awal benda uji (L) di sebut Regangan
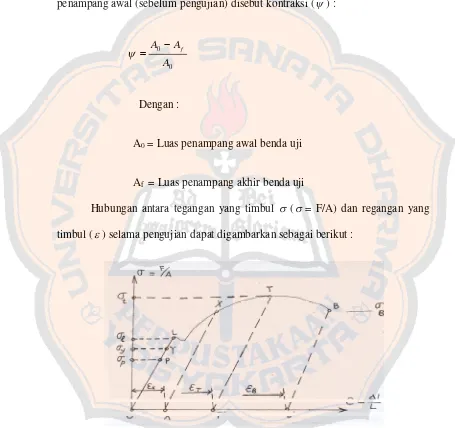
Perbandingan antara perubahan penampang setelah pengujian dan
penampang awal (sebelum pengujian) disebut kontraksi ( ) :
timbul () selama pengujian dapat digambarkan sebagai berikut :
p
= tegangan proporsional
y
= tegangan elastis (yielding stress)
1
, , masing-masing merupakan regangan pada saat pembebanan benda
pada titik-titik X,T,B (XX’//TT’//BB’//PO).
Tegangan pada titik P disebut tegangan batas proporsional (p) yaitu
tegangan tertinggi dimana Hukum Hooke masih berlaku.
Hukum Hooke :
Apabila beban tarik diperbesar sampai titik Y (ada pertambahan panjang
L), kemudian beban di turunkan sampai ke titik 0 (beban ditiadakan), maka
benda uji akan kembali ke panjang semula (L). Tetapi bila pembebanan sudah
berada di atas titik Y (dengan pertambahan panjang tertentu), kemudian di
turunkan sampai titik 0 (beban di tiadakan), maka benda uji tidak akan kembali
kepanjang semula. Dalam hal ini benda uji telah mempunyai regangan permanen
atau disebut regangan plastis. Dalam kondisi ini dapat di simpulkan bahwa titik Y
Tegangan maksimum t disebut juga kekuatan tarik (tensile streng)
merupakan tegangan tertinggi yang dimiliki benda uji sebagai reaksi terhadap
beban yang diberikan. Setelah titik T, tegangan turun dan benda uji akhirnya putus
pada saat tegangan B. Selama pembebanan berlangsung dari titik 0 sampai titik
T, penampang benda uji mengecil secara seragam (terjadi pertambahan panjang).
Selama pembebanan berlangsung dari titik T sampai titik B, diameter benda uji
berubah tidak seragam melainkan terjadi pengecilan setempat lebih cepat
dibandingkan dengan tempat-tempat lainnya. Pengecilan penampang setempat ini
disebut “necking” dan pada akhirnya benda uji putus pada daerah necking
tersebut.
Hukum Hooke hanya berlaku pada benda-benda yang memiliki batas
proporsional seperti baja lunak, sedang pada benda-benda yang tidak memiliki
batas proporsional seperti besi tuang dan tembaga, hokum Hooke tidak berlaku.
Sifat-sifat terhadap beban tarik :
1. Modulus elastis
Modulus elastis adalah ukuran kekakuan suatu bahan, makin besar
modulus elastisnya maka makin kecil regangan elastis yang dihasilkan akibat
pemberian tegangan. Modulus elastis suatu bahan ditentukan oleh gaya ikatan
antar atom pada bahan tersebut, karena gaya ini tidak dapat diubah tanpa
terjadi perubahan mendasar sifat bahannya, maka modulus elastis merupakan
salah satu dari banyak sifat mekanik yang tidak mudah diubah. Sifat ini hanya
sedikit berubah oleh adanya penambahan paduan, perlakuan panas atau
Pada tegangan tarik rendah terdapat hubungan linear antara tegangan dan
regangan dan disebut daerah elastis, pada daerah ini berlaku hukum Hooke.
2. Batas elastis
Batas elastis adalah tegangan terbesar yang masih dapat ditahan oleh suatu
bahan tanpa terjadi regangan sisa permanen yang terukur pada saat beban
ditiadakan dengan bertambahnya ketelitian pengukuran regangan.
3. Batas proporsional
Batas proporsional adalah tegangan maksimum elastis bahan, sehingga
apabila tegangan-tegangan yang diberikan tidak melebihi proporsional,
bahan tidak akan mengalami deformasi dan akan kembali kebentuk semula.
4. Kekuatan luluh
Kekuatan luluh adalah tegangan yang dibutuhkan untuk menghasilkan
sejumlah kecil deformasi plastis yang ditetapkan.
5. Tegangan tarik maksimum
Tegangan tarik maksimum adalah beban tarik maksimum yang dapat
ditahan material sebelum patah.
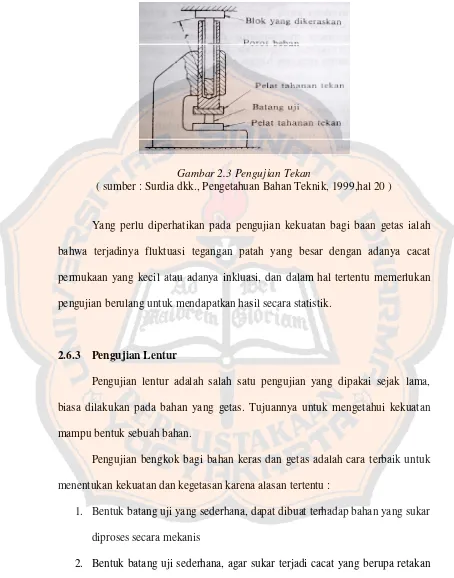
2.6.2 Pengujian tekan
Pada umumnya kekuatan tekan lebih tinggi dari kekuatan tarik sehingga
pada perencanaan cukup mempergunakan kekuatan tarik. Pengujian tekan di
dilakukan untuk mengetahui kemampuan bahan menahan beban tekan. Pada
pengujian tekan disaran kan tidak terjadi eksentrisitas, karena akan menyebabkan
Gambar 2.3 Pengujian Tekan
( sumber : Surdia dkk., Pengetahuan Bahan Teknik, 1999,hal 20 )
Yang perlu diperhatikan pada pengujian kekuatan bagi baan getas ialah
bahwa terjadinya fluktuasi tegangan patah yang besar dengan adanya cacat
permukaan yang kecil atau adanya inkluasi, dan dalam hal tertentu memerlukan
pengujian berulang untuk mendapatkan hasil secara statistik.
2.6.3 Pengujian Lentur
Pengujian lentur adalah salah satu pengujian yang dipakai sejak lama,
biasa dilakukan pada bahan yang getas. Tujuannya untuk mengetahui kekuatan
mampu bentuk sebuah bahan.
Pengujian bengkok bagi bahan keras dan getas adalah cara terbaik untuk
menentukan kekuatan dan kegetasan karena alasan tertentu :
1. Bentuk batang uji yang sederhana, dapat dibuat terhadap bahan yang sukar
diproses secara mekanis
2. Bentuk batang uji sederhana, agar sukar terjadi cacat yang berupa retakan
3. Pada umumnya bahan yang mempunyai kekerasan Brinell lebih dari 600
Mpa tidak dapat diuji dengan tarik disebabkan tidak adanya pemegang
yang cocok.
4. Pada pengujian bengkok dapat diharapkan terjadi patahan yang ideal dari
bahan yang keras dan getas.
2.6.4 Pengujian Puntir
Puntiran adalah suatu pembebanan yang menerima gaya momen yang
biasa terletak pada poros. Deformasi puntiran tidak menunjukan tegangan uniform
pada potongan lintang seperti halnya pada deformasi lenturan. Untuk
mendapatkan deformasi puntiran digunakan bahan uji berupa silinder tipis.
Patahan karena puntiran dari bahan getas terlihat pada arah kekuatan tarik
yaitu pada 450C terhadap sumber puntiran, sedangkan bagi bahan yang liat patahan terjadi pada sudut tegak lurus terhadap sumbu puntiran. Dari hal tersebut
dapat menentukan keliatan dan kegetasan bahan.
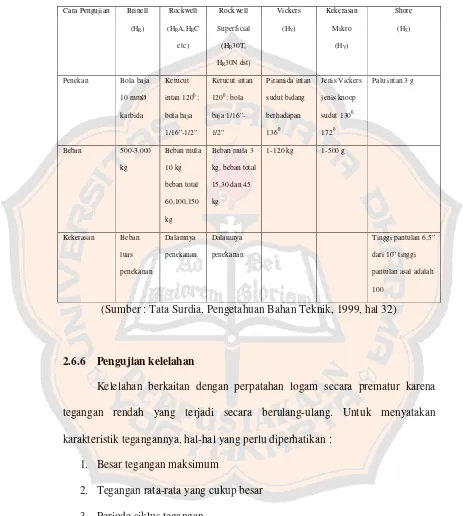
2.6.5 Pengujian Kekerasan
Pengujian kekerasan yang mengunakan proses penekanan suatu bahan ke
bahan uji. Ada beberapa pengujian kekerasan, yaitu :
1. Pengujian Kekerasan Brinell
2. Pengujian Kekerasan Rockwell
3. Pengujian Kekerasan Vickers
Tabel 2.3 Karakteristik Berbagai Pengujian Kekerasan
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, 1999, hal 32)
2.6.6 Pengujian kelelahan
Kelelahan berkaitan dengan perpatahan logam secara prematur karena
tegangan rendah yang terjadi secara berulang-ulang. Untuk menyatakan
karakteristik tegangannya, hal-hal yang perlu diperhatikan :
1. Besar tegangan maksimum
2. Tegangan rata-rata yang cukup besar
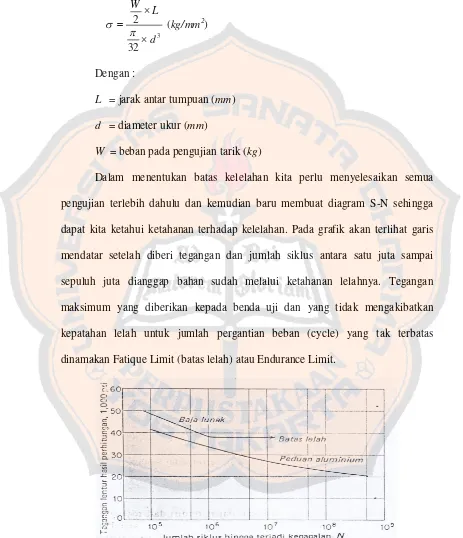
Adapun rumus untuk mencari tegangannya adalah sebagai berikut :
Dalam menentukan batas kelelahan kita perlu menyelesaikan semua
pengujian terlebih dahulu dan kemudian baru membuat diagram S-N sehingga
dapat kita ketahui ketahanan terhadap kelelahan. Pada grafik akan terlihat garis
mendatar setelah diberi tegangan dan jumlah siklus antara satu juta sampai
sepuluh juta dianggap bahan sudah melalui ketahanan lelahnya. Tegangan
maksimum yang diberikan kepada benda uji dan yang tidak mengakibatkan
kepatahan lelah untuk jumlah pergantian beban (cycle) yang tak terbatas
dinamakan Fatique Limit (batas lelah) atau Endurance Limit.
Gambar 2.4 Diagram S-N Untuk Logam Besi dan Bukan Besi.
2.6.7 PengujianStruktur Kristal
Ada dua macam pengujian struktur kristal yang biasa dilakukan yaitu
pengujian makro dan pengujian mikro.
1. Pengujian struktur makro
Pengujian struktur makro dari kristal adalah pengujian patahan dimana
bahan dinilai dari besar butir kristal, warna, dan mengkilatnya patahan dari
batang uji atau produk yang dipatahkan.
2. Pengujian struktur mikro
Dalam pengujian ini, kualitas bahan ditentukan dengan mengamati
struktur dibawah mikroskop dan dapat pula mengamati cacat dari bahan
yang diuji. Mikroskop yang digunakan adalah mikroskop cahaya.
Permukaan logam yang akan diamati, dipoles dan dilakukan bermacam
etsa kemudian diperiksa di bawah mikroskop.
2.7 korosi
Korosi (karat) gejala destruktif yang mempengaruhi semua logam.
Walaupun besi bukan logam pertama yang dimanfaatkan, tetapi besi paling
banyak digunakan dan paling awal menimbulkan korosi.
Pencegahan korosi atau karat sejak awal sampai sekarang, banyak
membebani peradaban manusia dikarenakan :
a. Biaya korosi sangat mahal, baik akibat korosi maupun pencegahannya.
b. Korosi sangat memboroskan sumber daya alam.
Definisi korosi adalah rusaknya suatu bahan atau menurunnya kualitas
bahan karena terjadi reaksi dengan lingkungan.
Kebanyakan proses korosi adalah melalui proses elektrokimia beberapa
secara kimiawi. Korosi terjadi pada logam, karena kebanyakan logam ditemukan
dialam dalam bentuk oksida atau logam cenderung kembali ke keadaan pada saat
ditemukan. Logam adalah konduktor listrik, sehingga memungkinkan terjadi
proses elektrokimia.
Plastik tidak ada kecenderungan kembali ke kondisi alam. Korosi pada
plastik terjadi karena reaksi dengan lingkungannya. Reaksi elektrokimia pada
korosi logam biasanya secara elektrokimia yaitu dari Anoda menuju Katoda.
Oksidasi adalah kehilangan elektron (terjadi di Anoda), sedangkan reduksi adalah
mengembalikan ion menjadi atom (terjadi di Katoda).
Korosi dapat dibedakan menjadi dua macam, yaitu :
a. Korosi Logam Sejenis
b. Korosi Logam Tak Sejenis
Adalah korosi karena tergantung dari logam yang berlainan, disebut juga
korosi dwilogam atau korosi galvanis. Terjadinya korosi galvanis
2.7.1 Macam-macam Korosi
Korosi dibedakan atau diklasifikasikan menurut penampakan logam yang
terkorosi, adapun macam – macam korosi adalah sebagai berikut :
a. Korosi Merata
Adalah proses kimiawi atom elektrokimia berlangsung secara
diseluruh permukaan logam yang berhadapan dengan lingkungan
pengkorosi. Korosi ini mudah dikontrol dengan cara coating, inkibitor
(memakai bahan kimia), proteksi katodik.
b. Korosi Dwi Logam
Diakibatkan adanya dua logam yang tak sejenis.
c. Korosi Pitting (kondisi pada air laut)
korosi dipermukaan benda kerja yang berbentuk lubang – lubang
karena sangat distruktif (bahaya), sulit dicek, dapat menyebabkan
runtuhnya konstruksi dengan tak terduga. Dan untuk menghindari dipakai
bahan – bahan yang tidak mempunyai korosi pitting antara lain : baja
tahan karat 304, baja tahan karat 316, tembaga, incoloy, besi tuang,
kuningan, perunggu, titanium dan masih banyak bahan yang tahan tehadap
korosi pitting.
d. Korosi Crevice (Korosi Celah)
Adalah korosi yang terjadi secara lokal didalam sela – sela antara
logam dan permukaan logam yang terlindungi, dimana larutan didalamnya
tidak bisa keluar dan banyak terjadi dibawah gasket, keling, baut, katub
Untuk menghindari korosi celah adalah menggunakan sambungan
las, bahan keling atau baut serta menggunakan gasket yang tidak
menyerap cairan.
e. Korosi Intergranuler (antar butir atau batas butir)
Terjadi karena pada daerah batas butir akibat adanya endapan atau
mengandung senyawa lain. Adapun cara untuk menghindari korosi ini
adalah menggunakan perlakuan panas dengan cairan yang bertemperatur
tinggi sesudah pengelasan dan menurunkan kadar karbon, misalnya
sampai 0,03% sehingga tidak terbentuk Cr23C6 seperti pada baja tahan
karat304 (Fe, 18Cr, 8Ni).
2.7.2 LAJU KOROSI
Laju korosi untuk baja yang terendam dalam air maupun yang terletak di
pantai dipengaruhi oleh interaksi berbagai faktor antara lain
1. Karbon Dioksida
Karbon dioksida sangat mudah larut dalam air dingin, dan membentuk
asam karbonat dengan pH 5,5 sampai 6.
2. Oksigen
Oksigen akan meningkatkan efisiensi reaksi katoda dalam kondisi –
kondisi basa yang selalu dijumpai pada ketel–ketel baja. Oksigen juga
dapat menimbulkan sumuran atau peronggaan ketika terlempar keluar dari
3. Garam – garam magnesium dan kalsium.
Garam magnesium dan kalsium yang terlarut mengendap dari air ketika
menguap, membentuk selapis kerak pada permukaan logam. Ketika kerak
menebal, laju perpindahan panas menurun sehingga efisiensi hilang dan
mendatangkan resiko terjadinya pelekukan atau distorsi serta terbentuknya
endapan kerak kosong.
2.7.3 Faktor – faktor yang mempengaruhi korosi dalam air laut
1. Ion kloroda
Sangat korosif terhadap logam yang mengandung besi. Baja karbon dan
logam – logam besi biasa tidak dapat dipasifkan. Karena garam laut
mengandung klorida lebih dari 55 %.
2. Hantaran listrik
Hantaran yang tinggi memungkinkan anoda dan listrik katoda tetap
bekerja kendati terpisah jauh, jadi peluang terkena korosi meningkat dan
serangan total mungkin jauh lebih parah dibandingkan struktur yang sama
pada air tawar.
3. Oksigen
Korosi pada baja semakin besar dikendalikan secara katodik. Oksigen
dengan mendeplorasikan katoda, mempermudah serangan; jadi kandungan
4. Kecepatan
Laju korosi meningkat, khususnya bila ada aliran olakan. Air laut yang
bergerak mungkin :
1. Menghancurkan lapisan penghalang karat.
2. Mengandung lebih banyak oksigen.
Selain itu benturan-benturan mempercepat penetrasi, sedangkan
peronggan memperbanyak permukaan baja yang tersingkap sehingga
korosi berlanjut.
5. Temperatur.
Peningkatan temperatur sekitar cenderung mempercepat serangan korosi.
Air laut yang menjadi panas mungkin mengendapkan lapisan kerak yang
protektif atau kehilangan sebagian oksigennya.
6. Pencemaran
Sulfida, yang biasanya terdapat pada air laut tercemar, sangat
mempercepat serangan korosi pada baja.
7. Silt dan sedimen tersuspensi
Erosi pada permukaan baja oleh bahan – bahan yang tersuspensi dalam air
2.7.4 Faktor-faktor yang mempengaruhi korosi di udara pantai
1. Air
air yang berasal dari hujan, kabut, pengembunan akibat kelembaban yang
tinggi. Yang dapat menumpukkan kotoran dan menutupi permukaan bahan
sehingga mempercepat korosi
2. Oksigen
Korosi pada baja semakin besar dikendalikan secara katudik. Oksigen
dengan mendeplorasikan katoda, mempermudah serangan; jadi kandungan
oksigen yang tinggi akan meningkatkan korosi.
3. Temperatur
Peningkatan dan penurunan temperatur sekitar cenderung mempercepat
serangan korosi. cuaca pantai yang tidak konstan menjadi panas dan
dingin mungkin mengendapkan lapisan kerak yang protektif yang
menyebabkan korosi.
4. Gas
Partikel-partikel padat yang terbawa oleh aliran udara atau gas dapat
mengikis permukaan bahan yang membentuk elektrolit dan menyebabkan
korosi.
2.7.5 Lelah korosi ( corrosion fatigue )
Antara lelah korosi ( corrosion fatigue ) dan retak korosi tegangan ( SCC )
memang banyak miripnya, tetapi antara keduanya juga terdapat perbedaan sangat
Lelah mekanik dapat dialami semua logam, yaitu menyebabkan logam
gagal pada tingkat tegangan jauh dibawah tingkat tegangan statik yang dapat
membuatnya gagal.
Di lingkungan basah kita sering menjumpai bahwa ketahanan logam
terhadap lelah menurun. Sehingga membuat lelah korosi menjadi bentuk korosi
yang lazim dijumpai dan berbahaya.
Tahapan-tahapan perkembangan retak lelah kurang lebih sebagai berikut :
a. Pembentukan pita – pita sesar yang menimbulkan intrusi atau ekstrusi
pada bahan.
b. Nukleasi bakal retakan kurang lebih sepanjang 10 µm
c. Pemanjangan bakal retakan ke arah paling disuka
d. Perambatan retak makroskopik ( 0,1 sehingga 1 mm ) dalam arah tegak
lurus terhadap tegangan utama maksimum dan sehingga menyebabkan
kegagalan.
Contoh – contoh lelah korosi ada tiga kategori, antara lain :
1. Aktif : terkorosi dengan bebas, baja karbon dalam air laut
2. Imun : logam dalam keadaan terlindung baik secara katodik maupun
dengan pengecatan
3. Pasif : logam dalam keadaan terlindung oleh selaput permukaan yang
2.8 Patahan Dan Putus Pada Benda Uji
2.8.1 Patah
Patahan pada bahan biasanya dimulai dengan adanya retak pada
permukaan dan mekanismenya harus melalui proses yang tergantung pembebanan
siklus patah akibat kelelahan. Biasanya dimulai dari permukaan dimana lenturan
dan puntiran akan menyebabkan tegangan yang tinggi sehingga menyebabkan
konsentrasi tegangan pada bagian tertentu yang akan menyebabkan patah pada
daerah tersebut. Ketelitian pengerjaan permukaan terutama kehalusannya pada
bagian yang berputar mutlak dibutuhkan ketelitian yang optimal, hal ini
berpengaruh pada bahan terhadap kelelahan akibat beban tekan dan beban puntir,
dari sini retak awal diketahui. Ciri patahan sendiri adalah dengan pelepasan
sejumlah besar dislokasi secara tiba-tiba sewaktu luluh. Dislokasi tersebut
bersama dan membentuk retak, retak merambat pada waktu yang singkat sehingga
terjadi tegangan secara slip didaerah yang saling berdekatan, maka akan terjadi
perpatahan dan hal ini terjadi karena adanya pengaruh dari tegangan geser pada
bahan sewaktu terjadi puntiran.
Gambar 2.5 Bentuk Penampang Patah
Perpatahan pada bahan dapat dibedakan, antara lain :
1. Perpatahan Getas (cleavage fracture)
Perpatahan Getas, yaitu bentuk perpatahan yang paling getas yang terjadi
di dalam material kristalin. Patah getas yang terjadi pada material ulet
disebabkan karena beroperasi pada suhu yang rendah dan laju pembebanan
yang tinggi. Karakteristik dari patah getas sendiri adalah bahwa
penampang patah berhubungan dengan bidang kristalografik secara
khusus. Patahan ini menghasilkan bentuk patahan yang rata dan
memberikan warna yang terang pada permukaan patah.
2. Perpatahan Ulet (ductile fracture)
Perpatahan Ulet atau liat adalah bila spesimen ditarik dengan beban
berlebih yang akan menyebabkan perpanjangan dan terkonsentrasi secara
lokal pada suatu titik, mekanisme perpatahan ulet ini terjadi pada
pengujian tarik. Perpatahan pada logam sendiri biasanya diawali oleh
adanya retak pada bahan.
Retak adalah deformasi plastis yang terjadi pada suhu tinggi akibat beban
lebih yang konstan selama periode tertentu, retak juga bervariasi dengan
berubahnya tegangan yang terjadi. Patahan pada bahan dapat disebabkan oleh
beberapa hal, antara lain :
a. Komposisi Bahan
Komposisi bahan sangat berpengaruh, karena setiap bahan mempunyai
pada bahan yang dapat memberikan kelebihan dan kekurangan pada bahan
tersebut.
b. Perlakuan Panas
Perlakuan panas biasanya dilakukan untuk mengendalikan besar butir
benda uji dan untuk menghaluskan struktur yang terkandung pada bahan.
Pada struktur yang halus akan memberikan keuletan yang lebih menjamin.
c. Pengerasan
Deformasi plastis yang kecil pada temperatur ruang akan meningkatkan
keuletan pada temperatur rendah, akan tetapi pada umumnya deformasi
yang digunakan untuk pengerasan dapat merapuhkan logam karena terjadi
pembentukan dislokasi yang saling berpotongan.
Gambar 2.6 Macam-Macam Bentuk Patahan
2.8.2 Putus
Selain patah pada bahan, juga terjadi putus yang terjadi pada bahan.
Dimana jika kegagalan ulet pada bahan tidak tercapai maka putus ulet yang akan
terjadi kemudian. Pada benda uji yang mengalami deformasi beban tarik akhirnya
mencapai ketidak stabilan mekanis bilamana deformasi yang terlokalisir
dipersempit. Bila peregangan diteruskan maka penampang akan mengecil hingga
menjadi nol dan benda uji akan retak. Regangan untuk putus tergantung dari
jumlah regangan yang terjadi sebelum dan sesudah dislokasi. Sehingga dapat
ditarik kesimpulan bahwa putus yang terjadi pada bahan adalah dominan tegangan
42
BAB III
METODE PENELITIAN
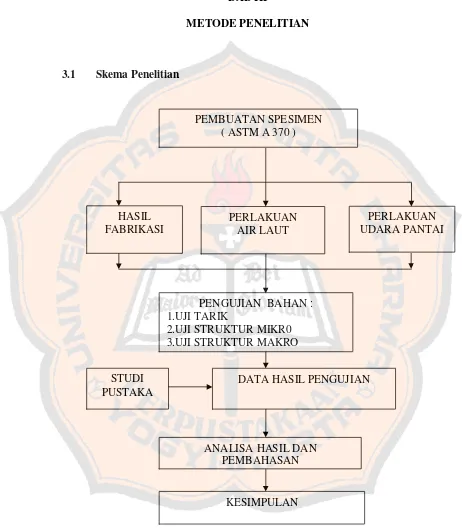
3.1 Skema Penelitian
Gambar 3.1 Diagram Alir Peneltian
3.2 Bahan Penelitian
Bahan mula-mula yang digunakan dalam penelitian ini adalah pelat baja
tahan karat 304 dengan tebal 0,8 mm.
Gambar 3.2 Bahan Penelitian
Tabel 3.1 Komposisi Paduan Baja tahan karat 304
Unsur ( % )
( sumber : ASM, metallography and microstructures, hal 282 )
Baja Paduan dengan campuran Cr dan Ni dengan perbandingan 18/8 (baja
tahan karat 304) akan menghasilkan baja tahan karat austenitik yang dipergunakan
dalam kontruksi industri kimia, perabotan dapur, dan alat kedokteran bedah
Baja tahan karat austenitik mempunyai kemampuan press yang baik karena
tranformasi martensit yang ditimbulkan oleh regangan merupakan mekanisme
penguatan tambahan bagi pengerasan pengerjaan (smallman, 1991 : 452)
3.3 Pembuatan Benda Uji
3.3.1 Uji Tarik
Bahan benda uji didapat dari laboratorium proses produksi yang masih
dalam bentuk lempengan pelat dengan tebal 0,8 mm. Pembuatan spesimen benda
uji mengikuti ukuran standar uji tarik ASTM A370 , dengan keterangan sebagai
berikut :
W (lebar dalam) = 12,5 mm
G (panjang ukur) = 50 mm
R (radius) = 13 mm
B (panjang pegangan) = 50 mm
C (lebar luar) = 20 mm
A (panjang dalam) = 60 mm
L (panjang keseluruhan) = 200 mm
Benda uji yang digunakan dalam pengujian tarik adalah 22 spesimen.
Dalam pengujian ini ada 3 variabel perlakuan yang dilakukan, yaitu :
1. Udara pantai
Sepuluh spesimen di ngantung bebas didaerah pantai, dengan jarak ± 100
2. Air pantai
Sepuluh spesimen di rendam dengan air pantai.
3. Tanpa perlakuan
Dua spesimen yang asli pabrikan.
Gambar 3.3 spesimen uji tarik
3.3.2 Uji Mikro
Bahan dipotong dengan diameter masing-masing 20 mm dan panjang 12
mm. Jumlah spesimen ada 11 buah, 1 spesimen pada tanpa perlakuan, 5 spesimen
pada perlakuan air laut dan 5 spesimen perlakuan udara laut. Pembuatan spesimen
Gambar 3.4 Spesimen Uji Mikro
Keterangan , p : Panjang (mm)
l : Lebar (mm)
t : Tebal (mm)
3.4 Peralatan Penelitian
Peralatan – peralatan yang digunakan untuk menunjang proses pengujian
dan penelitian Baja tahan karat 304 adalah :
1. Mesin uji tarik, milik Laboratorium Ilmu Logam Universitas Sanata
Dharma. (Gambar terlampir)
2. Mikroskop logam ( cahaya ) untuk pengujian struktur mikro, milik
Laboratorium Ilmu Logam Universitas Sanata Dharma. (Gambar
terlampir)
3. Larutan etsa struktur mikro ( HCl 15% 50 ml + CuSO in H2O2 25 ml ),
dari Laboratorium kimia analisa Farmasi Universitas Sanata Dharma.
4. Jangka sorong.
6. katalis
7. Amplas waterproof ukuran 250, 500 dan 1000
8. Autosol
9. Alat penjepit / ragum
10.Gergaji besi
11.Kamera digital
12.Aguariujm
13.Mesin aguarium
3.5 Pengujian Bahan
3.5.1 Pengujian Struktur Kristal
1. pengujian struktur makro
Pada pengujian struktur makro, yang dilakukan adalah pemotretan bentuk
struktur patahan yang terjadi pada permukaan spesimen yang patah. Spesimen
yang digunakan adalah spesimen dari hasil uji tarik. Pengujian struktur makro
dilakukan pada bentuk patahan dengan mengunakan kamera digital.
2. Pengujian struktur mikro
Kualitas, komposisi, dan bagian bahan pada pengujian struktur mikro yang
cacat dapat diteliti dan diamati dengan mengunakan mikroskop logam.
Proses pengujian struktur mikro adalah sebagai berikut :
1. Permukaan benda uji yang telah dibentuk diamplas mulai dari ukuran
2. Setelah benda uji rata dan halus, selanjutnya dipoles dengan autosol dan
digosok dengan kain sampai halus dan bekas pengamplasan hilang
sehingga permukaan benda uji mengkilap.
3. Dilakukan pengetsaan dengan larutan pada permukaan benda uji,
kemudian diamkan selama 60 detik sambil digoyang-goyang. Selanjutnya
masukkan benda uji pada alkohol.
4. Permukaan benda uji yang dietsa HCl 50 ml dan CuSO4 in H2O2 25 ml
akan menunjukkan perubahan warna pada permukaan benda uji.
5. Permukaan yang telah dietsa diamati dibawah mikroskop logam dan
dilakukan pemotretan, kemudian di identifikasi.
3.5.2 Pengujian Tarik
Pengujian tarik dilakukan dengan tujuan untuk menentukan sifat-sifat
mekanis material antara lain kekuatan tarik dan regangan.
Proses pengujian tarik adalah sebagai berikut :
a) Benda uji dipasang pada penjepit atau “chuck” atas dan bawah pada alat
uji tarik. Penjepit bawah dinaikkan dan diturunkan dengan kecepatan
lambat, sehingga penjepit benda uji dalam posisi yang tepat, diusahakan
agar kedudukan dari benda uji benar-benar vertikal, kemudian kedua
penjepit atau chuck di kencangkan.
b) Benda uji diberi beban tarik dengan kecepatan 10 mm/dtk sehingga
benda uji akan bertambah panjang dan sampai pada saat benda uji
bagian panjang ukur benda uji, apabila patah terjadi di luar panjang ukur
benda uji, pengujian tersebut dinyatakan gagal. Apabila terjadi demikian
maka pengujian diulang dengan benda uji baru.
c) Data yang didapat kemudian dicatat selama pengujian tarik (pertambahan
beban (P) dan pertambahan panjang (ε)) dengan interval yang ditentukan.
d) Beban tarik maksimum dan kekuatan tarik maksimum setelah benda uji
putus atau patah dicatat.
e) Pertambahan panjang yang tertera pada mesin uji dicatat setelah benda
uji patah.
1. Tegangan Tarik Maksimum (σt )
Tegangan maksimum atau sering disebut kekuatan tarik maksimum
(ultimate tensile strength ), adalah beban maksimum dibagi dengan luas
penampang specimen.
A Ft
t
, dimana A = w x t ……... (3.1)
Keterangan, σt : Teganagan tarik maksimum (kg/mm2 atau Mpa)
F t : Beban maksimum (kg)
2. Tegangan Patah (σB)
Tegangan patah adalah tegangan yang terjadi sampai specimen mengalami
patah, yaitu gaya patah dibagi dengan luas penampang specimen.
A
Regangan adalah pertambahan panjang dari specimen setelah mengalami
pengujian. Data ini diperoleh saat specimen mengalami patah menjadi 2
bagian, yaitu dengan membagi perubahan panjang specimen setelah patah
dengan panjang awal specimen sebelum patah.
51
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1 Pengujian Tarik
Pengujian tarik yang dilakukan di laboratorium ilmu logam Universitas
Sanata Dharma Yogyakarta dilakukan dengan mengunakan beban maksimum
1000 kg. Pengujian terhadap benda uji menghasilkan print-out grafik hubungan
beban – pertambahan panjang pada masing – masing benda uji, print-out grafik
disajikan pada lampiran . pembacaan grafik beban - pertambahan panjang tersebut
diperoleh nilai kekuatan tarik dan regangan.
Dari data hasil pengujian tarik, maka dapat dilakukan perhitungan
tegangan dan regangan pada benda uji dengan rumus sebagai berikut :
Ft : Beban maksimum (kg)
1. Benda Uji Tanpa Perlakuan
Tabel 4.1 Data Uji Tarik Baja tahan karat 304 Tanpa Prlakuan
2. Benda Uji Pengaruh Air Laut
Tabel 4.2 Data Uji Tarik Baja tahan karat 304 Terhadap Pengaruh Air Laut
3. Benda Uji Pengaruh Udara Pantai
Tabel 4.3 Data Uji Tarik Baja tahan karat 304 Terhadap Pengaruh Udara Pantai
Gambar 4.1 Grafik Hubungan Kekuatan Tarik Terhadap Waktu
Gambar 4.3 Grafik Hubungan Regangan Terhadap Waktu
Gambar 4.5 Grafik Perbandingan Kekuatan Tarik Terhadap Perlakuan Air Laut
dan Udara Pantai
Gambar 4.6 Grafik Perbandingan Regangan Terhadap Perlakuan Air Laut dan
4.1.1 Pembahasan Uji Tarik
Dari hasil pengujian tarik, dapat kita lihat dari gambar grafik pengaruh air
laut dan udara pantai mengalami perubahan sifat mekanis. Dari grafik dan data
hasil perhitungan dapat diketahui bahwa kekuatan tarik pelat baja tahan karat 304
terhadap pengaruh air laut dan udara pantai mengalami penurunan sebesar 6,53 %
untuk air laut dan 4,41 % untuk udara pantai, selama 100 hari. Sedangkan, dari
grafik dan data hasil regangan terjadi penurunan terhadap pengaruh air laut tetapi
pada udara pantai regangan naik turun secara acak.
Perubahan sifat mekanis ini dikarena sifat pelat baja tahan karat 304
mengalami proses korosi terhadap pengaruh air laut dan udara pantai selama 100
hari.
4.2 Pengamatan Struktur Mikro
Untuk perhitungan perbesaran struktur mikro menggunakan perbesaran
160. Tujuan dari pengujian struktur mikro ini adalah untuk mengetahui
hubungan struktur mikro yang diperoleh dari komposisi kimia bahan uji. Analisis
pengujian ini disajikan dalam bentuk gambar yang diambil dengan menggunakan
Gambar 4.7 Kawat Ukuran Sebenarnya 0,15 mm
1. Struktur Mikro Tanpa Perlakuan
Gambar 4.8 Struktur Mikro Tanpa Perlakuan
Resin
Baja tahan karat 304
0,73 mm
2. Struktur Mikro Benda Air Laut
Gambar 4.9 Struktur Mikro Pada Kondisi 20 hari
Gambar 4.10 Struktur Mikro Pada Kondisi 40 hari