i
PENGARUH KONSENTRASI LARUTAN ASAM SULFAT
(H2SO4) (16%-20%) PADA PROSES ANODIZING DENGAN
BAHAN ALUMINIUM
SKRIPSI
Untuk memenuhi sebagian persyaratan mencapai derajat sarjana S-1
Diajukan oleh:
Andreas Hermawan Rizky Pratama NIM: 135214068
PROGRAM STUDI TEKNIK MESIN JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI UNIVERSITAS SANATA DHARMA
YOGYAKARTA
ii
EFFECT OF VARIATION CONCENTRATION OF SULFURIC
ACID (H2SO4) (16-20%) IN ANODIZING ALUMINUM
PROCESS
FINAL PROJECTAs partial fulfillment of the requirement to obtain the Sarjana Teknik Degree
in Mechanical Engineering
by
Andreas Hermawan Risky Pratama Student Number: 135214068
MECHANICAL ENGINEERING STUDY PROGRAM MECHANICAL ENGINEERING DEPARTMENT
FACULTY OF SCIENCE AND TECHNOLOGY UNIVERSITAS SANATA DHARMA
YOGYAKARTA 2018
iii
PENGARUH KONSENTRASI LARUTAN ASAM SULFAT
(H2SO4) (16%-20%) PADA PROSES ANODIZING DENGAN
iv
PENGARUH KONSENTRASI LARUTAN ASAM SULFAT
(H2SO4) (16%-20%) PADA PROSES ANODIZING DENGAN
v
vi
LEMBAR PERNYATAAN PERSETUJUAN
PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS
vii INTISARI
Anodizing atau yang dikenal dengan nama pelapisan logam adalah suatu perlakuan permukaan untuk melapisi permukaan logam dengan lapisan oksida protektif hingga ketebalan tertentu agar terlindungi dari pengaruh destruktif lingkungan yang menyebabkan korosi, keausan, dan meningkatkan daya tahan abrasi. Metode anodizing juga menghasilkan tampilan logam yang lebih menarik, bertekstur, dan berwarna. Tujuan dari penelitian ini adalah untuk mengetahui bagaimana pengaruh variasi konsentrasi asam sulfat pada proses anodizing bahan aluminium terhadap ketebalan lapisan oksida dan kekerasan pada permukaan aluminium.
Plat aluminium diamplas secara bertahap hingga permukaan aluminium bersih dan tidak terdapat goresan goresan yang dapat mengganggu hasil anodizing. Proses anodizing dilakukan dengan menggunakan Trafo slide regulator arus 3 Ampere, kemudian dilakukan proses cleaning, etching, desmut, anodizing dan rinsing pada setiap prosesnya. Proses anodizing dilakukan menggunakan variasi konsentrasi larutan asam sulfat 16%,17%,18%,19%,dan 20% dengan waktu pencelupan 15 menit. Pengujian yang dilakukan meliputi foto mikro ketebalan lapisan oksida dan kekerasan permukaan aluminium (Vickers).
Hasil pengujian menunjukkan bahwa penambahan konsentrasi asam sulfat pada larutan anodiz selama proses anodizing berpengaruh terhadap ketebalan lapisan oksida dan kekerasan permukaan aluminium. Ketebalan lapisan oksida tertinggi sebesar 16,5 μm terjadi pada anodizing dengan konsentrasi larutan asam sulfat 16% dan nilai kekerasan yang paling optimum terjadi pada konsentrasi larutan asam sulfat 17% dengan nilai kekerasan sebesar 71, 77 VHN.
viii ABSTRACT
Anodizing or known as metal coating is a surface treatment for coating metal surfaces with protective oxide layers up to a certain thickness to be protected from environmental destructive effects that cause corrosion, wear and increase abrasion resistance. The anodizing method also produces a more attractive, texture, and colored metal look. The purpose of this study was to find out how the effect of variation on sulfuric acid concentration on aluminum material anodizing process of oxide layers thickness and hardness on aluminum surface.
The aluminum plate is gradually sanded up to a clean aluminum surface and no scratch streaks can interfere with anodizing results. The anodizing process is done by using a 3 Ampere current with voltage slide regulator, then cleaning, etching, desmut, anodizing and rinsing process in each process. The anodizing process was performed using variation on 16%,17%,18%,19%,dan 20% sulfuric acid concentration with a dyeing time of 15 minutes. Tests carried out including a micro photograph of the thickness of the oxide layer and the hardness of the aluminum surface (Vickers).
The results showed that the addition of sulfuric acid concentration on anodic solutions to anodizing process has an effect on the thickness of the oxide layer and the hardness of the aluminum surface. The optimum oxide layer thickness of 16,5 μm occurred at anodizing with a 16% sulfuric acid solution concentration and the most optimum hardness value occurred at a concentration of 17% sulfuric acid solution with a hardness value of 71, 77 VHN.
ix
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas selesainya skripsi yang berjudul “PENGARUH KONSENTRASI LARUTAN (H2SO4.) ASAM SULFAT (16%-20%) PADA PROSES ANODIZING DENGAN
BAHAN ALUMINIUM”.
Skripi ini penulis susun sebagai salah satu syarat bagi setiap mahasiswa program studi Teknik Mesin, Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta untuk mendapatkan Gelar Sarjana S-1 Teknik Mesin.
Selama melakukan penelitian, penulis telah menerima banyak bantuan dalam bentuk materi maupun dukungan dari berbagai pihak. Oleh karena itu, pada kesempatan kali ini penulis akan menyampaikan rasa terimakasih yang amat dalam kepada:
1. Sudi Mungkasi, S.Si., M.Math.Sc., Ph.D, selaku Dekan Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta.
2. Ir. Petrus Kanisius Purwadi, S.T., M.T., selaku Ketua Program Studi Teknik Mesin Universitas Sanata Dharma Yogyakarta.
3. Budi Setyahandana, S.T., M.T., selaku Dosen pembimbing tugas akhir, terima kasih untuk bimbingan dan saran yang sudah diberikan selama ini. 4. Doddy Purwadianto, S.T., M.T., selaku dosen pembimbing akademik. 5. Y.Agus Budi Harsono dan Dra. Hana Sri Lestari selaku orang tua penulis. 6. Timoty Rizky A, Agung Dwi Jayanto, Handoko Restu Nugroho, Samuel
Wildan Setyawan,Adrian Haris Kristanto, Bayu Adhi Saputro selaku adik dan teman sekelompok yang senantiasa menemani suka dan duka.
7. Teman-teman Teknik Mesin USD Angkatan 2013 yang tidak dapat penulis sebutkan satu persatu.
8. Seluruh teman-teman Waton Seneng yang telah menemani dan memberi semangat kepada penulis.
x
9. Seluruh staff pengajar dan laboran Program Studi Teknik Mesin, Fakultas Sains dan Teknologi, Universitas Sanata Dharma Yogyakarta yang telah mendidik dan memberikan ilmu pengetahuan kepada penulis.
Penulis menyadari bahwa masih banyak kekurangan-kekurangan yang perlu diperbaiki dalam penyusunan skripsi ini, mengenai hal tersebut penulis mengharapkan masukan dan kritik, serta saran yang bersifat membangun dari berbagai pihak agar dapat menyempurnakan. Semoga skripsi ini dapat bermanfaaat untuk penulis maupun pembaca. Terima kasih.
Yogyakarta 29 Januari 2018
xi DAFTAR ISI
HALAMAN JUDUL ... i
TITLE PAGE ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERNYATAAN ... v
LEMBAR PERNYATAAN PUBLIKASI ... xi
INTISARI ... vii
ABSTRACT ... viii
KATA PENGANTAR ... ix
DAFTAR ISI ... xi
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xv
DAFTAR SIMBOL ... xviii
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.2. Rumusan masalah ... 3
1.3. Tujuan Penelitian ... 3
1.4. Batasan masalah... 4
1.5. Manfaat Penelitian ... 4
xii 1.7. Sistematika Penulisan ... 6 BAB II DASAR TEORI ... 7 2.1.Definisi Anodizing ... 7 2.2.Klasifikasi Anodizing ... 8 2.3.Aluminium ... 11 2.4.Aluminium Murni ... 13 2.5.Proses Anodizing ... 15
2.6.Konsentrasi Elektrolit Pada Proses Anodizing ... 19
2.7.Pembentukan Lapisan Oksida... 20
2.8.Sifat Penerapan Anodizing ... 24
2.9.Rapat Arus ... 25
2.10.Pengujian Struktur Mikro ... 25
2.11.Pengujian Kekerasan Mikro Vickers ... 27
2.12.Tinjauan Pustaka ... 28
BAB III METODE PENIITIAN ... 33
3.1.Diagram Alir Penelitian Anodizing ... 33
3.2.Alat dan Bahan Penelitian ... 34
3.2.1.Alat Penelitian ... 34
3.2.2.Bahan Penelitian ... 43
3.3.Pelaksanaan Penelitian... 48
xiii
3.4.Pelaksanaan Pengujian... 52
3.4.1.Pengujian Foto Struktur Mikro ... 52
3.4.2.Pengujian Kekerasan Mikro Vickers ... 54
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 56
4.1.Perhitungan Rapat Arus yang mengalir ... 59
4.2.Hasil Pengujian Kekerasan Vickers padaPermukaan Aluminium ... 59
4.2.Hasil Pengamatan Struktur Mikro ... 62
BAB V KESIMPULAN DAN SARAN ... 69
5.1.Kesimpulan ... 69
5.2.Saran ... 70
DAFTAR PUSTAKA ... 71
xiv
DAFTAR TABEL
Tabel 2.1 : Komposisi Aluminium seri 1XXX ... 14 Tabel 4.1 : Hasil Pengujian Kekerasan Raw Material ... 61 Tabel 4.2 : Hasil pengujian dan perhitungan kekerasan lapisan oksida setelah proses anodizing dengan variasi konsentrasi asam sulfat 16%, 17%, 18%, 19%,dan 20% pada larutan anodizing ... 61
xv
DAFTAR GAMBAR
Gambar 2.1 Elektroda pada proses anodic oxidation... 8
Gambar 2.2 Diagram porbeix aluminium ... 12
Gambar 2.3 Tahapan proses anodizing ... 15
Gambar 2.4 Grafik waktu pencelupan anodizing terhadap berat lapisan oksida yang terbentuk dengan variasi konsentrasi elektrolit ... 20
Gambar 2.5 Struktur pori pada lapisan hasil anodizing (a), Penampang lapisan oksida (b) ... 21
Gambar 2.6 Skema lapisan pori hasil anodisasi ... 22
Gambar 2.7 Tegangan dan arus yang terjadi pada pembentukan lapisan oksida anodizing ... 23
Gambar 2.8 Pengujian Vickers ... 28
Gambar 3.1 Diagram Alir Penelitian ... 33
Gambar 3.2 DC Power Supply ... 34
Gambar 3.3 Kabel Penghubung ... 35
Gambar 3.4 Bak Plastik... 35
Gambar 3.5 Thermometer ... 36
Gambar 3.6 Gelas Ukur Plastik ... 36
Gambar 3.7 Stopwatch ... 37
Gambar 3.8 Timbangan Digital ... 37
Gambar 3.9 Alat Uji Foto Mikro... 38
Gambar 3.10 Alat Uji Kekerasan ... 39
Gambar 3.11 Klem Pean Lurus ... 39
xvi
Gambar 3.13 Dudukan Plat Aluminium ... 40
Gambar 3.14 Penjepit Buaya ... 40
Gambar 3.15 Sarung Tangan... 41
Gambar 3.16 Mistar Baja ... 41
Gambar 3.17Amplas ... 42
Gambar 3.18 Alat Tulis ... 42
Gambar 3.19 Kamera ... 42
Gambar 3.20 Gerenda Tangan ... 43
Gambar 3.21 Asam Sulfat (H2SO4) ... 44
Gambar 3.22 Phosporic Acid (H3PO4) ... 44
Gambar 3.23 Asam Cuka/Asam Asetat (CH3CO2H) ... 45
Gambar 3.24 Larutan Desmut ... 45
Gambar 3.25 Soda Api (NaOH) ... 46
Gambar 3.26 Diterjen Murni/Natrium Karbonat (Na2CO3) ... 46
Gambar 3.2 Spesimen ... 47
Gambar 3.28 Plat Aluminium Penghantar ... 47
Gambar 3.29 Proses Pengamplasan Spesimen ... 48
Gambar 3.30 Proses Cleaning Spesimen (a), Proses Rinsing (b) ... 49
Gambar 3.31 Proses Etching (a), Proses Rinsing (b) ... 50
Gambar 3.32 Proses Desmut (a), Proses Rinsing (b) ... 51
Gambar 3.33 Proses Anodic Oxidation (a) Proses Rinsing (b) ... 52
Gambar 3.34 Pengujian Vickers ... 55 Gambar 4.1 Spesimen aluminium setelah proses anodizing sebelum dilakukan pengujian (a) anodizing pada konsentrasi 16% H2SO4, (b) anodizing pada
xvii
anodizing pada konsentrasi 19% H2SO4, (e) anodizing pada konsentrasi 20% H2SO4 ... 58 Gambar 4.2 Grafik perbandingan antara nilai kekerasan (VHN) dengan konsentrasi asam sulfat pada larutan anodiz setelah proses anodizing ... 62 Gambar 4.3 Foto mikro kabel kalibrasi... 64 Gambar 4.4 Foto mikro variasi konsentrasi larutan asam sulfat 16%. Resin (a). Raw material (b) ... 64 Gambar 4.5 Foto mikro variasi konsentrasi larutan asam sulfat 17%. Resin (a). Raw material (b) ... 65 Gambar 4.6 Foto mikro variasi konsentrasi larutan asam sulfat 18%. Resin (a). Raw material (b) ... 65 Gambar 4.7 Foto mikro variasi konsentrasi larutan asam sulfat 19%. Resin (a). Raw material (b) ... 66 Gambar 4.8 Foto mikro variasi konsentrasi larutan asam sulfat 20%. Resin (a). Raw material (b) ... 67 Gambar 4.9 Grafik hubungan antara konsentrasi larutan asam sulfat dengan ketebalan lapisan oksida (μm) setelah proses anodizing ... 68
xviii
DAFTAR SIMBOL
Simbol Keterangan Satuan
n Jumlah zat mol i Arus listrik ampere F Faraday coulomb/mol t Waktu menit m Massa g/dm2
VHN Vickers hardness number kg/mm2 P Beban yang digunakan kgf d Panjang diagonal rata-rata µm J Rapat Arus A/mm2 A Luas Permukaan mm2
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah
Aluminium merupakan jenis logam yang banyak digunakan dalam kehidupan sehari-hari. Material ini dipergunakan dalam bidang yang luas bukan saja dalam alat-alat rumah tangga, tetapi juga dipakai dalam konstruksi pesawat terbang, mobil hingga peralatan sehari-hari. Hal ini sangat dimungkinkan mengingat karakteristik logam aluminium yang memiliki berat jenis cukup ringan (2,70 gr/cm3), mudah dibentuk dan tahan terhadap korosi (Hutasoit, 2008). Namun dari banyaknya penggunaan aluminium itu bukan berarti bahwa penggunaan aluminium terbebas dari kekurangan, sifat aluminium yang memiliki kekerasan permukaan yang rendah serta warna aluminium itu bukan berarti bahwa penggunaan aluminium ini terbebas dari kekurangan. Sifat aluminium yang memiliki kekerasan yang rendah serta warna aluminium yang cenderung kusam dan tidak menarik sehingga perlu adanya perlakuan khusus untuk mengurangi kekurangan aluminium ini. Salah satu perlakuan yang dilakukan pada aluminium adalah pelapisan surface treatment menggunakan metode anodizing. Anodizing adalah suatu perlakuan permukaan untuk melapisi permukaan logam agar terlindungi dari pengaruh destructive lingkungan yang menyebabkan korosi. Disamping itu, metode anodizing juga menghasilkan tampilan logam yang lebih menarik, bertekstur dan berwarna, serta tahan terhadap gesekan permukaan.
Pada permukaan aluminium yang di anodizing nantinya akan terbentuk lapisan oksida protektif. Lapisan oksida yang sudah terbentuk melalui proses
anodizing memiliki ketebalan yang lebih tinggi dari pembentukan lapisan oksida secara alami, dan juga memiliki kekerasan yang lebih tinggi. Selain itu peningkatan nilai estetika, juga dapat dilakukan dengan proses anodizing ini. Pembentukan lapisan oksida dapat dikontrol sedemikian rupa melalui larutan elektrolit, sehingga hasil dari lapisan oksida aluminium dapat diberi warna sesuai yang diinginkan.
Tingkat keberhasilan anodizing berupa lapisan oksida yang optimal dipengaruhi beberapa faktor yaitu arus, tegangan, jenis material yang digunakan, suhu selama proses, waktu pencelupan, jenis larutan elektrolit yang digunakan dan konsentrasi larutan elektrolit pada proses anodizing. Penelitian yang pernah dilakukan oleh Sipayung (2008), menunjukan bahwa semakin tinggi tingkat konsentrasi asam sulfat pada larutan anodiz maka akan menaikkan ketebalan lapisan oksida.
Dari hasil penelitian yang dilakukan tersebut, menunjukkan bahwa hasil dari pengaruh konsentrasi larutan elektrolit terhadap ketebalan lapisan oksida dan kekerasan rata-rata permukaan aluminium berbeda-beda. Hal itu diduga karena Komposisi paduan aluminium, konsentrasi larutan yang tidak seragam dan perbedaan komposisi larutan anodiz pada proses anodizing, yang kemungkinan besar berpengaruh terhadap perbedaan hasil penelitian tersebut. Namun dari semua penelitian yang sudah pernah dilakukan terdapat sebuah kesamaan, yakni jika konsentrasi asam sulfat yang digunakan terlalu tinggi atau terlalu rendah akan menghasilkan ketebalan lapisan oksida yang rendah pada aluminium. Lapisan oksida yang rendah ini disebabkan oleh dua hal, yakni jika konsentrasi asam sulfat terlalu rendah maka akan mengurangi kemampuan elektrolit dalam menghantarkan
listrik, sehngga kecepatan pertumbuhan lapisan oksida akan berkurang sedangkan jika penggunaan asam sulfat terlalu tinggi akan mempercepat terbentuknya lapisan oksida namun lapisan oksida yang sudah terbentuk akan segera dilarutkan kembali oleh asam sulfat sehingga lapisan oksida yang terbentuk lebih tipis dan kekerasan lapisan oksida yang terbentuk akan semakin berkurang namun pori yang terbentuk lebih padat daripada jika menggunakan asam sulfat dengan konsentrasi yang lebih rendah.
1.2 Rumusan Masalah
Dari permasalahan yang timbul pada latar belakang maka dapat dirumuskan permasalahan yang akan dibahas sebagai berikut:
1. Bagaimana pengaruh variasi konsentrasi asam sulfat pada proses anodizing terhadap kekerasan lapisan oksida pada permukaan aluminium?
2. Bagaimana pengaruh variasi konsentrasi asam sulfat pada proses anodizing terhadap struktur permukaan pada permukaan aluminium?
1.3 Tujuan Penelitian
1. Mengetahui ketebalan lapisan permukaan hasil proses anodizing aluminium dengan variasi konsentrasi asam sulfat.
2. Mengetahui kekerasan lapisan oksida hasil proses anodizing aluminium dengan variasi konsentrasi asam sulfat.
1.4 Batasan Masalah
Penelitian ini dibatasi oleh hal-hal berikut:
1. Suhu pada proses anodizing diatur berkisar 27-40 oC
2. Penelitian dibatasi pada pengujian struktur permukaan dan kekerasan permukaan lapisan aluminium oksida.
3. Variasi konsentrasi larutan pada proses anodizing adalah (16%), (17%), (18%), (19%),dan (20%) asam sulfat.
4. Lamanya proses anodizing untuk setiap konsentrasi adalah 15 menit. 5. Arus listrik yang digunakan sebesar 3 Ampere.
6. Jarak pelapisan specimen 30cm.
7. Luas spesimen panjang = 30mm , lebar = 50mm
1.5 Manfaat Penelitian
Manfaat dari penelitian aluminium anodizing ini adalah
1. Penelitian ini diharapakan dapat menemukan perlakuan anodizing yang tepat pada bahan aluminium sehingga dapat diterapkan dalam proses fabrikasi yang lebih baik dan sesuai dengan standar yang dibutuhkan.
2. Memberikan referensi tambahan bagi penelitian dan pengembangan untuk metode anodizing selanjutnya.
1.6 Metode Penelitian
30 mm
Metode Penelitian yang digunakan dalam penelitian ini adalah: 1. Studi Literatur
Studi literatur adalah suatu cara pengumpulan data yang diperoleh melalui buku-buku referensi sebagai acuan, sehingga dapat digunakan untuk menuju keperluan data yang berhubungan dengan masalah yang dihadapi.
2. Metode Observasi Lapangan
Metode ini dilakukan dengan mencari informasi langsung dilapangan tentang bagaimana alat, cara dan proses aluminium anodizing.
3. Metode Eksperimen
Metode eksperimen merupakan metode yang digunakan untuk mendapatkan data dengan melakukan percobaan-percobaan dan pengujian.
4. Metode Perakitan
Langkah ini meliputi perancangan-perencanaan komponen alat dan perakitan alat.
5. Metode Trial/ Penyimpulan
Metode ini merupakan pengecekan akhir dan uji coba dari hasil analisis kemudian diambil keputusan dari keseluruhan proses.
1.7 Sistematika Penulisan
Sistematika penulisan tugas akhir ini secara garis besar terdiri dari lima bab, yaitu:
BAB I : PENDAHULUAN
Dalam Bab ini menguraikan tentang pokok-pokok dalam penulisan tugas akhir yang meliputi: latar belakang, tujuan penelitian, batasan masalah, manfaat penelitian, metode penelitian dan sistematika penulisan.
BAB II : DASAR TEORI DAN TINJAUAN PUSTAKA
Dasar teori diawali dengan teori sebelumnya yang mengemukakan penjelasan tentang aluminium dan tahapan-tahapan pada proses anodizing yang menunjang penelitian ini, landasan teori tentang aluminium, serta penjelasan tentang anodizing aluminium.
BAB III : METODE PENELITIAN
Metode penelitian berisi tentang diagram alir penelitian, persiapan peralatan dan pembahasan masalah tentang proses aluminium anodizing.
BAB IV : HASIL PENELITIAN DAN PEMBAHASAN
Hasil penelitian dan pembahasan berisi tentang hasil penelitian dan analisis hasil penelitian dari proses anodizing pada aluminium.
BAB V : KESIMPULAN DAN SARAN
Kesimpulan dan saran berisi kesimpulan yang di dapat dari hasil penelitian dan masukan-masukan yang ingin disampaikan pada penelitian ini.
BAB II DASAR TEORI 2.1 Definisi Anodizing
Aluminum anodizing adalah proses pelapisan secara elektrokimia yang mengkonversi aluminum menjadi aluminum oksida (Al2O3) pada permukaan
material yang akan dilapisi. Proses elektrolisis merupakan peristiwa berlangsungnya reaksi kimia oleh arus listrik. Komponen yang terpenting dari proses elektrolisis adalah elektroda dan elektrolit. Pada proses elektrolisis, katoda merupakan kutub negatif (sebagai penghantar benda kerja) dan anoda merupakan kutub positif (benda kerja).
Proses elektrolisis yang merupakan peristiwa berlangsungnya reaksi kimia oleh arus listrik. Pada proses anodizing komponen yang terpenting dari proses elektrolisis ini adalah elektroda dan elektrolit. Pada proses elektrolisis, katoda merupakan kutub negatif (-) dan anoda merupakan kutub positif (+).
Karakteristik dalam lapisan anodizing menghasilkan suatu lapisan tipis oksida yang baik terhadap logam dasarnya. Lapisan tersebut memiliki sifat-sifat sebagai berikut:
1. Keras, mendekati kekerasan sapphire. 2. Transparan, dengan beberapa variasi warna.
3. Terintegrasi dengan baik pada logam dasarnya, dan tidak dapat mengelupas. 4. Meningkatkan ketahan korosi.
2.2 Klasifikasi anodizing
Adapun klasifikasi yang ada dalam proses anodizing adalah sebagai berikut: 1. Elektroda
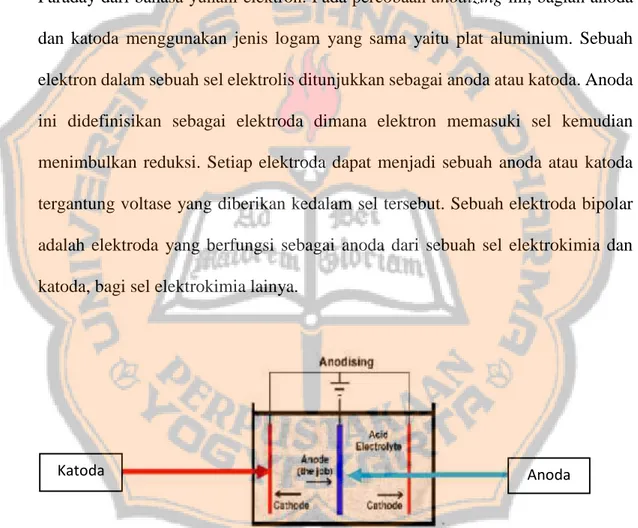
Elektroda adalah sebuah konduktor yang digunakan untuk bersentuhan dengan bagian non-logam dari sebuah rangkaian listrik, ditemukan oleh Michael Faraday dari bahasa yunani elektron. Pada percobaan anodizing ini, bagian anoda dan katoda menggunakan jenis logam yang sama yaitu plat aluminium. Sebuah elektron dalam sebuah sel elektrolis ditunjukkan sebagai anoda atau katoda. Anoda ini didefinisikan sebagai elektroda dimana elektron memasuki sel kemudian menimbulkan reduksi. Setiap elektroda dapat menjadi sebuah anoda atau katoda tergantung voltase yang diberikan kedalam sel tersebut. Sebuah elektroda bipolar adalah elektroda yang berfungsi sebagai anoda dari sebuah sel elektrokimia dan katoda, bagi sel elektrokimia lainya.
Gambar 2.1 Elektroda pada proses anodic oxidation. Sumber: Febriyanti (2011)
Anoda Katoda
2. Elektrolit
Elektrolit adalah suatu senyawa yang dapat menghantarkan arus listrik apabila dilarutkan kedalam larutan pelarut air. Elektrolit diklasifikasikan berdasarkan kandungan ion H+. Elektrolit yang dapat menghantarkan arus listrik dengan baik digolongkan kedalam elektrolit kuat, salah satunya adalah asam klorida (HCL), asam sulfat (H2SO4), dan asam nitrat, (HNO3). Selain elektrolit kuat ada
pula golongan elektrolit lemah seperti asam cuka encer (CH3COOH), aluminium
hidroksida, kalium karbonat (CaCO3).
3. Elektrolisasi aluminium
Elektrolisasi benda kerja yang berupa aluminium pada proses anodizing berlaku sebagai anoda dengan dihubungkan pada kutub positif satu daya. Logam aluminium akan berubah menjadi ion aluminium yang larut dalam larutan asam sesuai dengan rumus:
Al (s) → Al3+(aq) +3e-... (2.1)
Jumlah zat yang bereaksi pada elektroda sel elektrolis berbanding lurus dengan jumlah arus yang melalui sel tersebut, jika jumlah arus tertentu yang mengalir melalui beberapa elektrolisis. Maka akan dihasilkan jumlah ekuivalen masing-masing zat. Hukum Faraday ini dapat dinyatakan dalam bentuk persamaan berikut:
𝑛 = 𝑖.𝑡
Dengan n: jumlah zat (mol) i: arus listrik (ampere)
F: tetapan Faraday (1 Faraday = 96485 coulomb/mol) z: jumlah elektron yang ditransfer per ion
t: waktu (menit)
Mengingat, massa zat adalah perkalian massa atom (AR) dengan mol atom maka dari persamaan diatas bias dimodifikasi menjadi:
𝑛. 𝐴𝑅 = 𝑖.𝑡 𝐹.𝑧 . 𝐴𝑅………(2.3) 𝑚 =𝑖.𝑡.𝐴𝑅 𝐹.𝑧 ………..(2.4) 𝑚 𝑡 = 𝑖.𝐴𝑅 𝐹.𝑧……….(2.5) Untuk aluminium, 𝑚 𝑡 = 𝑖.26,98 96485.3………(2.6) 𝑚 𝑡 = 9,32 . 10 − 5 . 𝑖………(2.7) Dengan m: massa (g/dm2) t: waktu (menit) i: kuat arus (Ampere)
2.3 Aluminium
Dalam penggunaan logam dibidang industri, aluminium merupakan logam yang paling banyak digunakan setelah baja. Hal ini berarti dalam klasifikasi logam nonferrous, aluminium merupakan logam yang paling sering digunakan dalam industri. Aluminium logam yang sangat ringan, dengan berat jenis kurang lebih sepertiga berat jenis baja atau paduan tembaga, yaitu 2.70 gr/cm3.
Berbagai sifat aluminium antara lain:
1. Memiliki ketahanan yang baik terhadap larutan kimia, cuaca/udara, dan berbagai gas, sehingga membantu ketahanan terhadap korosi.
2. Memiliki ketahanan yang baik terhadap larutan kimia, cuaca/udara, dan berbagai gas, sehingga membantu ketahanan terhadap korosi.
3. Memiliki sifat reflektivitas yang sangat baik. 4. Konduktivitas panas dan listrik tinggi.
5. Memiliki sifat eleastisitas yang tinggi, sehingga material ini sering digunakan dalam aplikasi yang melibatkan kondisi pembebanan kejut.
6. Biaya fabrikasi rendah. 7. Mudah ditempa dan dibentuk.
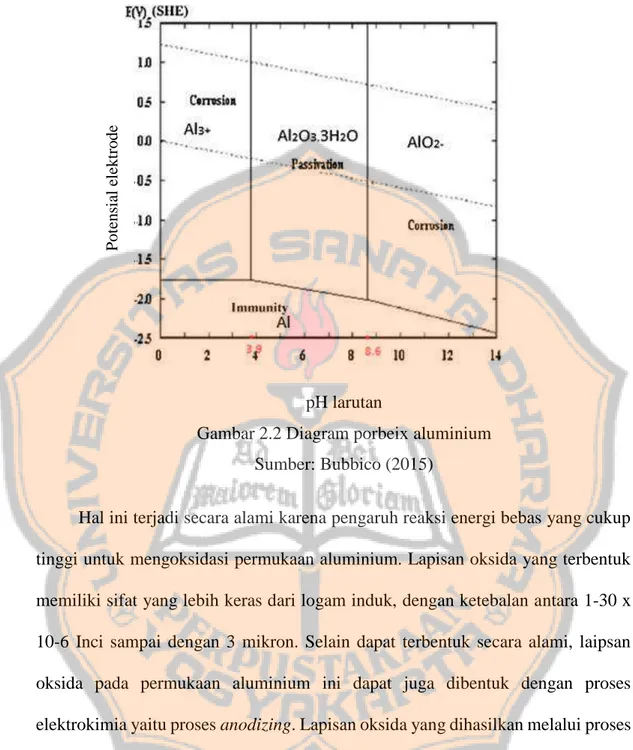
Aluminium sangat reaktif terhadap oksigen, dengan membentuk lapisan oksida dipermukaannya. Proses oksidasi aluminium dapat dilihat pada Gambar 2.2
pH larutan
Gambar 2.2 Diagram porbeix aluminium Sumber: Bubbico (2015)
Hal ini terjadi secara alami karena pengaruh reaksi energi bebas yang cukup tinggi untuk mengoksidasi permukaan aluminium. Lapisan oksida yang terbentuk memiliki sifat yang lebih keras dari logam induk, dengan ketebalan antara 1-30 x 10-6 Inci sampai dengan 3 mikron. Selain dapat terbentuk secara alami, laipsan oksida pada permukaan aluminium ini dapat juga dibentuk dengan proses elektrokimia yaitu proses anodizing. Lapisan oksida yang dihasilkan melalui proses ini memiliki ketebalan yang jauh lebih tinggi, lapisan oksida yang terbentuk dengan proses anodizing akan memiliki nilai kekerasan yang lebih tinggi.
Salah satu produk aluminium yang banyak diproduksi dan digunakan dalam proses anodizing belakangan ini adalah aluminium foil. Aluminium foil biasanya adalah hampir murni aluminium, yaitu sekitar 92-99.99% Al. Produk aluminium
Pot en si al e lek tr o de
foil dibuat dengan proses pengecoran yang dilanjutkan dengan rolling maupun melalui proses continuous casting. Bila pada awalnya proses anodizing lebih banyak diarahkan pada peningkatan nilai estetika dan nilai kekerasan dari material, maka pada perkembangannya saat ini proses anodizing telah dikembangkan untuk aplikasi pada bidang nanoteknologi. Penggunaan logam aluminium, terutama aluminium foil yang memiliki komposisi hampir 100% Al, diupayakan untuk dapat menjadi template material untuk diaplikasikan pada bidang nano teknologi, dan pada akhirnya dapat dimanfaatkan pada industri pesawat terbang, semikonduktor, dan mikro elektronik (Hutasoit, 2008).
2.4 Aluminium murni
Alumunium murni didapat dalam keadaan cair melalui proses elektrolisa, yang umumnya mencapai kemurnian 99,85% berat. Namun, bila dilakukan proses elektrolisa lebih lanjut, maka akan didapatkan alumunium dengan kemurnian 99,99% yaitu dicapai bahan dengan angka sembilannya empat.
Ketahanan korosi berubah menurut kemurnian, pada umumnya untuk kemurnian 99.0% atau diatasnya dapat dipergunakan di udara dalam jangka waktu bertahun-tahun. Hantaran listrik Al, kira-kira 65% dari hantaran listrik tembaga, tetapi massa jenisnya kurang lebih sepertiga dari tembaga sehingga memungkinkan untuk memperluas penampangnya. Oleh karena itu, dapat dipergunakan untuk kabel dan dalam berbagai bentuk. Misalnya sebagai lembaran tipis (foil). Dalam hal ini dapat dipergunakan Al dengan kemurnian 99,0%. Untuk reflector yang
memerlukan reflektifitas yang tinggi juga untuk kodensor elektrolitik dipergunakan Al dengan angka Sembilan empat. (Udayana, 2012)
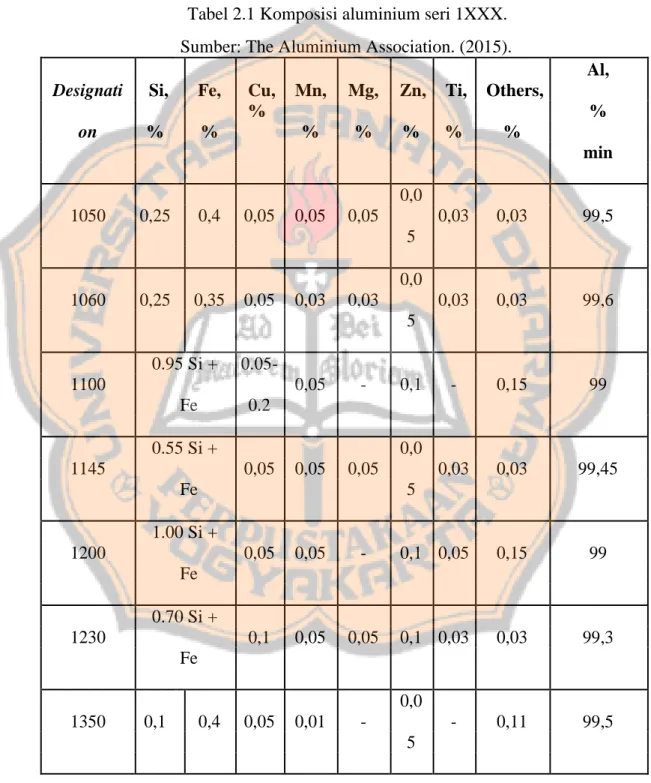
Tabel 2.1 Komposisi aluminium seri 1XXX. Sumber: The Aluminium Association. (2015).
Designati Si, Fe, Mn, Mg, Zn, Ti, Others,
Al, Cu, % % on % % % % % % % min 1050 0,25 0,4 0,05 0,05 0,05 0,0 0,03 0,03 99,5 5 1060 0,25 0,35 0,05 0,03 0,03 0,0 0,03 0,03 99,6 5 1100 0.95 Si + 0.05- 0,05 - 0,1 - 0,15 99 Fe 0.2 1145 0.55 Si + 0,05 0,05 0,05 0,0 0,03 0,03 99,45 Fe 5 1200 1.00 Si + 0,05 0,05 - 0,1 0,05 0,15 99 Fe 1230 0.70 Si + 0,1 0,05 0,05 0,1 0,03 0,03 99,3 Fe 1350 0,1 0,4 0,05 0,01 - 0,0 - 0,11 99,5 5
2.5 Proses Anodizing
Anodizing atau oksida anodik merupakan proses elektrolisasi yang dilakukan untuk menghasilkan lapsian oksida yang lebih tebal daripada lapisan oksida yang terbentuk secara alami. Ketahanan terhadap korosi pada lingkungan akan diperoleh jika proses anodisasi berhasil dilakukan dengan tepat. Secara umum, anodisasi merupakan proses konversi coating pada permukaan logam aluminium dan paduannya untuk menjadi lapisan porous aluminium oksida (Al2O3).
Gambar 2.3 Tahapan proses anodizing Sumber: MitroArt.com (2016) Keterangan gambar 2.3
1. Cleaning
Proses cleaning adalah proses pembersihan benda kerja aluminium dengan menggunakan larutan detergen murni untuk menghilangkan kotoran-kotaran yang menempel pada aluminium sebelum dilakukan proses etching. Detergen murni natrium carbonat (Na2CO3) dengan konsentrasi larutan yang digunakan
5 gr/liter. 2. Rinsingcleaning
Proses rinsing cleaning adalah proses pembersihan benda kerja aluminium setelah proses cleaning dengan menggunakan air RO dari bahan kimia yang menempel pada permukaan aluminium sebelum dilakukan proses etching, sehingga tidak mengganggu proses berikutnya.
Cleaning
3. Etching
Etching (etsa) adalah proses menghilangkan lapisan oksida pada permukaan aluminium yang tidak dapat dihilangkan dengan proses sebelumnya baik itu proses cleaning atau rinsing. Selain itu, proses ini untuk memperoleh permukaan benda kerja yang lebih rata dan halus dengan menggunakan bahan soda api (NaOH) konsentrasi 100 gr/liter.
4. Rinsing Etching
Proses rinsing Etching adalah proses pembersihan benda kerja aluminium setelah proses Etching dengan menggunakan air RO dari bahan kimia yang menempel pada permukaan aluminium sebelum dilakukan proses desmut, sehingga tidak mengganggu proses berikutnya.
5. Desmut
Proses desmut adalah suatu proses yang berfungsi sebagai pembersihan bercak-bercak hitam yang diakibatkan oleh proses etching. Larutan yang dipakai adalah Campuran dari asam phospat (H₃PO₄) 75% ditambah asam sulfat (H₂SO₄) 15% dan asam nitrat (HNO₃)10%.
6. Rinsing Desmut
Proses rinsing Desmut adalah proses pembersihan benda kerja aluminium setelah proses Desmut dengan menggunakan air RO dari bahan kimia yang menempel pada permukaan aluminium sebelum dilakukan proses anodizing, sehingga tidak mengganggu proses berikutnya.
7. Anodizing
Proses anodidic oxidation adalah proses pelapisan secara elektrokimia yang merubah aluminium menjadi aluminium oksida dengan proses elektrolisis, larutan yang digunakan asam sulfat dengan konsentrasi 16-20% . Logam atau benda kerja dipasang pada anoda (+) dan sebagai katoda (-) dapat menggunakan lembaran Pb atau aluminium dan karbon.
Logam aluminium atau benda kerja pada larutan elektrolit anodic oxidation sebagai anoda sehingga logam inilah yang akan teroksidasi.
Persamaan reaksi yang terjadi pada anoda sebagai berikut:
Al(s) → Al3+ (aq) + 3e-………...(2.8)
Atom atom yang terdapat pada aluminium akan teroksidasi menjadi ion-ion yang larut larutan asam sulfat (H2SO4). Hal ini membuat permukaan logam
aluminium menjadi berlubang membentuk pori-pori. (Groves, G.) Sedangkan katoda terjadi reaksi sebagai berikut:
2H + (aq) + 2e- → H2 (g)………... (2.9) 8. Rinsing Anodizing
Proses rinsing anodizing adalah proses pembersihan benda kerja aluminium setelah proses anodizing dengan menggunakan air RO dari bahan kimia yang
menempel pada permukaan aluminium sebelum dilakukan proses coloring, sehingga tidak mengganggu proses berikutnya.
Proses anodizing memiliki beberapa tujuan, antara lain: 1. Meningkatkan ketahanan korosi.
Dari proses anodisasi, lapisan oksida yang terbentuk pada permukaan logam tahan terhadap korosi dan mampu menahan serangan atmosfer serta air garam. Lapisan oksida melindungi logam yang ada dibawahnya dengan bertindak sebagai penghalang (barrier) dari serangan lingkungan yang korosif.
2. Meningkatkan sifat asdhesif.
Lapisan ini hasil proses anodisasi yang menggunakan asam phosfor dan kromat dapat meningkatkan kekuatan ikatan dan ketangguhan, biasanya digunakan pada industri pesawat terbang.
3. Meningkatkan ketahanan aus (wear resistanct).
Proses hard anodizing dapat menghasilkan lapisan setebal 25-100 mikron. Lapisan tersebut, dengan kekerasan inheren aluminium oksida yang sedemikian cukup tebal dapat digunakan untuk aplikasi dibawah kondisi ketahanan abrasi. Dimana lapisan oksida (Al2O3) ini memiliki nilai kekerasan
yang cukup tinggi (sebanding dengan sapphire) atau paling keras setelah intan.
4. Isolator listrik
Lapisan oksida memiliki resistivitas yang tinggi khususnya lapisan oksida yang porinya tertutup.
5. Dapat menempel pada proses plating selanjutnya.
Pori dari lapisan anodik oksida mendukung proses elektroplatting, kebanyakan asam yang digunakan apabila ingin melakukan pelapisan lanjutan adalah asam phosfor.
6. Aplikasi dekorasi.
Pada permukaan logam, lapisan oksida yang terbentuk mimiliki tampilan yang mengkilau, dimana pada aluminuim tampilan oksida yang alami sangat diinginkan. Selain itu, lapisan oksida yang dihasilkan dapat diberi warna dengan metode yang berbeda. Pewarnaan organik akan diserap pada lapisan pori untuk menghasilkan warna tertentu dan pigmen mineral yang mengendap di dalam pori akan menghasilkan warna yang stabil.
2.6 Konsentrasi Elektrolit pada Proses anodizing
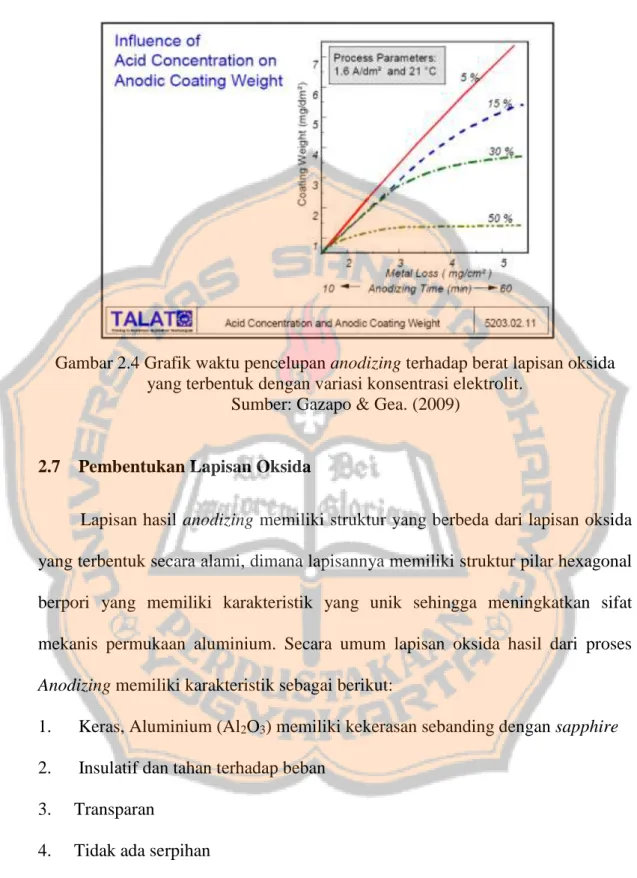
Umumnya larutan elektrolit yang digunakan dalam proses anodizing adalah asam sulfat dan asam kromat, namun beberapa jenis asam lain seperti asam oksalat, asam phospat, dan sulphosalicylic acid juga dapat digunakan untuk proses anodizing. Peningkatan konsentrasi dalam hubungannya dengan karakteristik lapisan, mempengaruhi kehilangan logam (metal loss) yang terjadi pada proses anodizing. Peningkatan konsentrasi yang lebih akan mengakibatkan terjadinya pelarutan lapisan film, untuk itu konsentrasi perlu diatur dengan tepat agar menghasilkan lapisan film yang optimal. Grafik konsentrasi elektrolit terhadap ketebalan lapisan oksida dapat ditunjukan pada Gambar 2.4.
Gambar 2.4 Grafik waktu pencelupan anodizing terhadap berat lapisan oksida yang terbentuk dengan variasi konsentrasi elektrolit.
Sumber: Gazapo & Gea. (2009)
2.7 Pembentukan Lapisan Oksida
Lapisan hasil anodizing memiliki struktur yang berbeda dari lapisan oksida yang terbentuk secara alami, dimana lapisannya memiliki struktur pilar hexagonal berpori yang memiliki karakteristik yang unik sehingga meningkatkan sifat mekanis permukaan aluminium. Secara umum lapisan oksida hasil dari proses Anodizing memiliki karakteristik sebagai berikut:
1. Keras, Aluminium (Al2O3) memiliki kekerasan sebanding dengan sapphire
2. Insulatif dan tahan terhadap beban 3. Transparan
4. Tidak ada serpihan
Lapisan oksida yang terbentuk dari proses ini akan meningkatkan katahanan abrasif, kemampuan insolator electric logam, serta kemampuan untuk menyerap
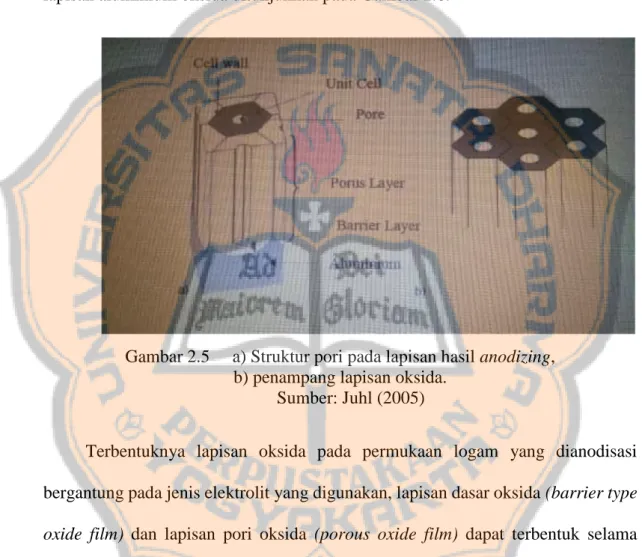
zat pewarna untuk menghasilkan variasi tampilan warna pada permukaan hasil anodisasi. Aluminium serta paduan-paduannya mempunyai sifat tahan terhadap korosi karena adanya lapisan oksida protektif. Tebal dari lapisan oksida sekitar 0,005-0,01 μm, atau 0,1-0,4x10-6inch atau 0,25-1x10-2 mikron. Struktur lapisan aluminium oksida ditunjukkan pada Gambar 2.6.
Gambar 2.5 a) Struktur pori pada lapisan hasil anodizing, b) penampang lapisan oksida.
Sumber: Juhl (2005)
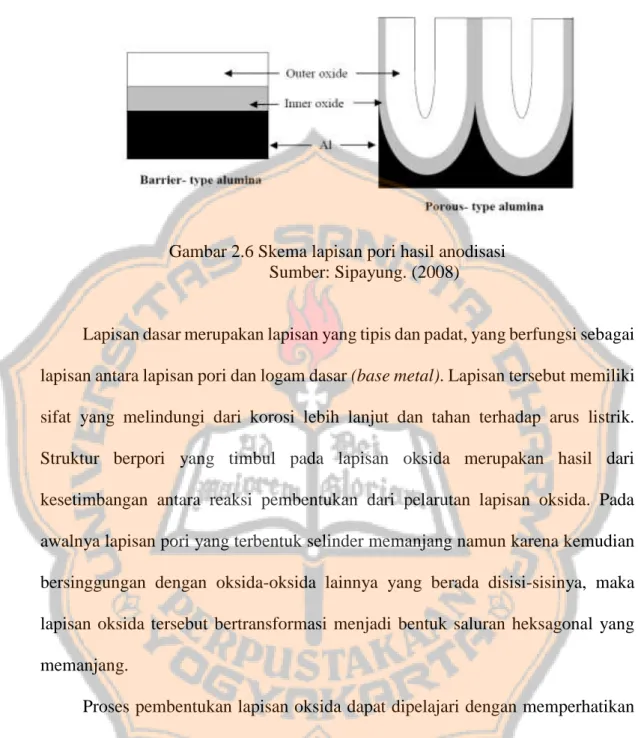
Terbentuknya lapisan oksida pada permukaan logam yang dianodisasi bergantung pada jenis elektrolit yang digunakan, lapisan dasar oksida (barrier type oxide film) dan lapisan pori oksida (porous oxide film) dapat terbentuk selama proses anodisasi. Lapisan oksida yang dihasilkan mempunyai struktur yang porous atau berpori dengan bentuk strukturnya heksagonal, dengan pori yang terdapat di tengah. Seperti ditunjukkan pada Gambar 2.7.
Gambar 2.6 Skema lapisan pori hasil anodisasi Sumber: Sipayung. (2008)
Lapisan dasar merupakan lapisan yang tipis dan padat, yang berfungsi sebagai lapisan antara lapisan pori dan logam dasar (base metal). Lapisan tersebut memiliki sifat yang melindungi dari korosi lebih lanjut dan tahan terhadap arus listrik. Struktur berpori yang timbul pada lapisan oksida merupakan hasil dari kesetimbangan antara reaksi pembentukan dari pelarutan lapisan oksida. Pada awalnya lapisan pori yang terbentuk selinder memanjang namun karena kemudian bersinggungan dengan oksida-oksida lainnya yang berada disisi-sisinya, maka lapisan oksida tersebut bertransformasi menjadi bentuk saluran heksagonal yang memanjang.
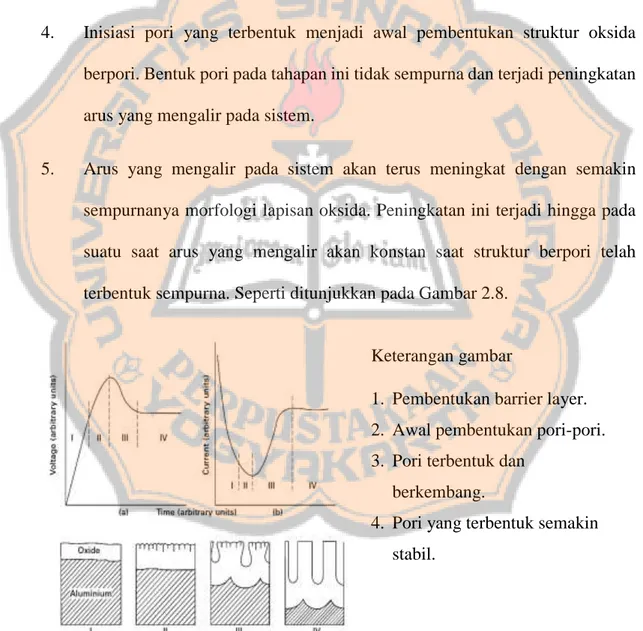
Proses pembentukan lapisan oksida dapat dipelajari dengan memperhatikan dan mengamati perubahan arus pada tegangan anodisasi yang tetap atau perubahan tegangan pada arus tetap. Proses pembentukan lapisan oksida dapat dibagi dalam 4 tahapan, antara lain:
1. Penambahan barrier layer yang ditandai dengan penurunan arus yang mengalir. Barrier layer ini merupakan lapisan oksida aluminium yang
2. menebal akibat adanya reaksi oksidasi pada permukaan logam. Akibat adanya penebalan maka hambatan yang ditimbulkan menjadi lebih besar. Hal itulah yang menimbulkan penurunan arus selama pembentukan barrier layer. 3. Setelah barrier layer menebal, mulai muncul benih-benih pori dekat batas
antara oksida dan larutan. Pada tahapan ini terjadi penurunan arus pada sistem dan akan mencapai titik minimum saat tahapan ini berhenti.
4. Inisiasi pori yang terbentuk menjadi awal pembentukan struktur oksida berpori. Bentuk pori pada tahapan ini tidak sempurna dan terjadi peningkatan arus yang mengalir pada sistem.
5. Arus yang mengalir pada sistem akan terus meningkat dengan semakin sempurnanya morfologi lapisan oksida. Peningkatan ini terjadi hingga pada suatu saat arus yang mengalir akan konstan saat struktur berpori telah terbentuk sempurna. Seperti ditunjukkan pada Gambar 2.8.
Gambar 2.7 Tegangan dan arus yang terjadi pada pembentukan lapisan oksida anodizing
Sumber: Yerokhin (2010).
Keterangan gambar
1. Pembentukan barrier layer. 2. Awal pembentukan pori-pori. 3. Pori terbentuk dan
berkembang.
4. Pori yang terbentuk semakin stabil.
2.8 Sifat Penerapan Anodizing
Anodizing dilaksanakan dengan berbagai alasan serta tujuan tertentu, dimana untuk menyesuaikan dengan kebutuhan yang diinginkan. Adapun dengan pemakaian anodizing mempunyai maksud untuk memperbaiki sifat ataupun penerapan, yaitu diantaranya:
1. Meningkatkan ketahanan korosi. 2. Meningkatkan adhesi cat.
3. Memperbaiki penampilan dekoratif.
4. Menghasilkan isolasi listrik/non konduktor. 5. Meningkatkan ketahanan abrasi.
Dengan anodizing lapisan pelindung dipertebal sehingga dapat digunakan di luar rumah misalnya untuk pemakaian di laut, mobil, keperluan arsitektur, jendela, gerbang 25emp, dan sebagainya. Aluminium yang di anodizing juga mempermudah dan memperkuat pengecatan, termasuk untuk penggunaan-penggunaan kritis dalam kedirgantaraan, misalnya baling-baling 25emperatur, torpedo dan sebagainya.
Aluminium di-anodizing dalam elektrolit sulfat menghasilkan lapisan konduktif yang memperkuat rekatan plating berikutnya. Bila pemilihan alloy, 25emper serta prosedur anodizingnya tepat, produk aluminium dapat beraneka penampilan permukaan, cerah atau buram, berarah atau tidak teksturnya, kombinasi warnanya. Perhiasan alat olahraga, komponen bangunan, keperluan dapur dan rumah tangga sampai papan nama dapat memanfaatkannya.
Untuk pengisolasi listrik, anodizing aluminium dapat menahan tegangan 40volt tiap mikron serta tahan suhu tinggi tanpa hangus, maka baik untuk trafo dan
keperluan alat-alat listrik lainnya. Industri otomotif dan konstruksi merupakan pengguna terbesar teknologi anodizing, juga di Indonesia ini. (Priyanto, 2012).
2.9 Rapat Arus
Rapat arus adalah besarnya arus listrik tiap-tiap mm2 luas permukaan. Kerapatan arus berpengaruh pada kenaikan temperatur. Adapun rumus perhitungan rapat arusyaitu sebagai berikut:
𝐽= 𝐼
𝐴………(2.10)
Dengan:
𝐽 : Rapat arus (A/mm2)
𝐼 : Kuat arus (Ampere) 𝐴 : Luas permukaan (mm2)
2.10 Pengujian Struktur Mikro
Pengujian struktur mikro ini bertujuan untuk melihat struktur mikro ketebalan lapisan oksida aluminium setelah proses anodizing. Setelah spesimen aluminium potong menjadi 2 bagian, kemudian diambil 1 bagian pada setiap spesimen untuk dimounting. Fungsi dari mounting adalah untuk memudahkan melakukan pengamatan foto struktur mikro pada saat pengujian berlangsung. Selanjutnya spesimen diamati menggunakan mikroskop maka akan terlihat struktur mikro ketebalan lapisan oksida yang ada pada daerah permukaan aluminium bagian samping setelah proses anodizing tersebut.
1. Benda uji dipotong menjadi dua bagian dengan menggunakan gergaji secara hati-hati dimaksudkan agar tidak terjadi perubahan struktur karena panas yang timbul saat peroses pemotongan.
2. Benda uji yang sudah dipotong kemudian dimounting dalam kotak akrilik yang dibuat menggunakan resin dan katalis.
3. Pengamplasan permukaan benda uji yang dipotong dengan menggunakan amplas nomor 120 sampai 1500, dilakukan secara berurutan dari yang kasar sampai yang paling halus. Dalam pengamplasan digunakan air untuk membasahi amplas yang diputar pada mesin amplas duduk, penggunaan air dimaksudkan agar dalam proses pengamplasan tidak timbul panas pada permukaan yang diamplas yang bisa menimbulkan perubahan struktur mikro. 4. Polishing dilakukan setelah mendapatkan permukaan yang halus, polishing
menggunakan autosol secukupnya. Usahakan jangan terkena tangan karena akan mengotori permukaan yang sudah dipolish.
5. Proses pengetsaan spesimen dilakukan setelah melakukan proses polishing. a) Bahan etsa yang dipakai yaitu nital dan alkohol.
b) Membuat bahan etsa yaitu nital
Menyiapkan larutan HNO3 65% dari prosentase keseluruhan nital
yang akan digunakan.
Menyiapkan alkohol sebagai campuran larutan HNO3 65% sebanyak
97%.
c) Proses pengetsaan specimen
Membersihkan spesimen atau dilap dengan tisu setelah spesimen dipoles celupkan kedalam larutan nital selama 10 detik.
Mencuci spesimen dengan aquades.
Membersihkan spesimen dengan mengusap spesimen dengan kapas yang telah dibahasi dengan alkohol.
Mengeringkan spesimen.
Melihat struktur mikro spesimen pada mikroskop metalografi. 6. Foto mikro dilakukan setelah proses etsa dengan 200 kali pembesaran.
2.11 Pengujian Kekerasan Mikro Vickers
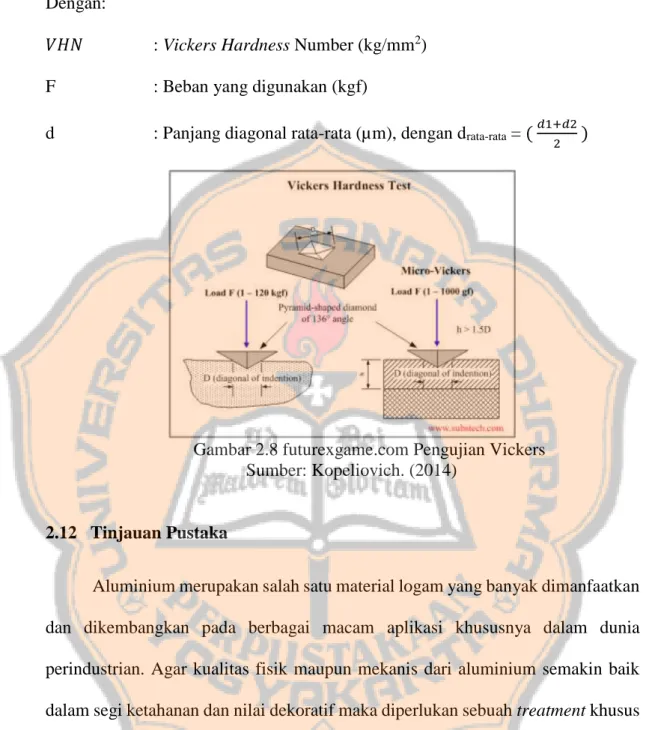
Pengujian kekerasan mikro vickers ini bertujuan untuk mengukur seberapa besar kekerasan permukaan aluminium setelah proses anodizing. Prosedur dan pembacaan hasil pada pengujian kekerasan mikro vickers adalah sebagai berikut:
Piramida intan yang memiliki sudut bidang berhadapan (136o), ditekankan kepermukaan bagian yang akan diukur dengan pembebanan sebesar 100 gf, kemudian diambil panjang diagonal-diagonalnya dan dari perbandingan antara beban dengan luas tapak penekan. Maka akan didapat hasil kekerasan mikro vickers pada bagian permukaan aluminium setelah proses anodizing maupun proses dieying tersebut. Adapun rumus perhitungan dari kekerasan mikro Vickers yaitu sebagai berikut:
𝑉𝐻𝑁 = 1.854 .𝐹
Dengan:
𝑉𝐻𝑁 : Vickers Hardness Number (kg/mm2) F : Beban yang digunakan (kgf)
d : Panjang diagonal rata-rata (µm), dengan drata-rata = ( 𝑑1+𝑑2
2 )
Gambar 2.8 futurexgame.com Pengujian Vickers Sumber: Kopeliovich. (2014)
2.12 Tinjauan Pustaka
Aluminium merupakan salah satu material logam yang banyak dimanfaatkan dan dikembangkan pada berbagai macam aplikasi khususnya dalam dunia perindustrian. Agar kualitas fisik maupun mekanis dari aluminium semakin baik dalam segi ketahanan dan nilai dekoratif maka diperlukan sebuah treatment khusus untuk meningkatkan kualitas dari aluminium, salah satu proses yang digunakan yaitu dengan menggunakan metode anodizing. Metode anodizing adalah sebuah proses surface treatment untuk meningkatkan ketebalan lapisan protektif alami pada logam aluminium.
Lapisan oksida adalah bagian dari logam aluminium yang dilapisi, namun memiliki struktur berpori yang memberikan reaksi untuk proses pewarnaan, proses anodizing dapat mengubah permukaan aluminium menjadi lebih dekoratif dan tahan terhadap korosi. Aluminium adalah logam yang paling sesuai untuk proses anodizing. Logam non ferous lainya yang dapat digunakan untuk anodizing adalah magnesium dan titanium (Taufiq, 2011).
Anodizing atau oksida anoda secara luas digunakan untuk tujuan protektif perlindungan dan dekorasi permukaan alumunium. Proses anodizing prinsipnya hampir sama dengan proses pelapisan listrik (elektroplatting), tetapi bedanya logam yang akan dilapisi ditempatkan sebagai anoda didalam larutan elektrolit. Perbedaan lain larutan elektrolit yang digunakan bersifat asam dan arus yang digunakan searah (DC) direct current. Proses utama, dalam anodizing aluminium memerlukan larutan asam sulfat, asam kromat atau campuran asam sulfat dan asam oksalat (Santhiarsa, 2010).
Asam sulfat yang digunakan harus asam pekat, serta asam tersebut menjadi oksidator. Beberapa manfaat dari oksidasi anoda aluminium adalah meningkatkan ketahanan korosi, memperbaiki penampilan dan meningkatkan ketahanan abrasi. Biasanya oksidasi anodik menggunakan asam sulfat (H2SO4), karena selain murah
dan mudah untuk didapatkan, dan hasil pelapisannya mempunyai sifat estetika dan fungsional yang luas (Santhiarsa, 2009).
Pada penelitian yang pernah dilakukan oleh Sulistijono (2006), yang meneliti tentang pengaruh densitas arus dan konsentrasi asam sulfat terhadap ketebalan dan kualitas pewarnaan lapisan oksida pada anodizing aluminium 6063 dengan variasi
konsentrasi asam sulfat pada proses anodiz sebesar 5%, 10%, 15%, dan 20% serta variasi arus 12-24 dengan range 4 A/ft2. Dari hasil penelitian didapat tebal lapisan oksida aluminum anodizing dengan konsentrasi asam sulfat pada larutan anodis pada konsentrasi 5% densitas arus yang paling optimum adalah 20 A/ft2 yaitu sebesar 21.6 μm, pada konsentrasi 10% densitas arus yang paling optimum adalah 16 A/ft2 yaitu sebesar 22.6 μm, pada konsentrasi 15% densitas arus yang paling optimum adalah 16 A/ft2 yaitu sebesar 13.8 μm, pada konsentrasi 20% densitas arus yang paling optimum adalah 20 A/ft2 yaitu sebesar 15.4 μm.
Semakin besar konsentrasi anodizing maka pembentukan lapisan oksida pada aluminium semakin berkurang, hal ini disebabkan karena meningkatya konsentrasi larutan elektrolit sehingga akan meningkatkan konduktifitas atau daya hantar larutan dan menurunkan tegangan yang dibutuhkan sehingga lapisan oksida yang terlarut juga akan semakin besar sehingga lapisan oksida yang sudah terbentuk akan luluh kembali kedalam larutan elektrolit. Sedangkan pada konsentrasi 5% elektrolit yang ada masih belum cukup banyak untuk mengalirkan elektron pada katoda, menyebabkan penurunan efisiensi arus pada katoda sehingga ketebalan lapisan oksida lebih kecil dibandingkan penggunaan konsentrasi 10%.
Pada penelitian anodizing paduan aluminium dengan konsentrasi elektrolit 15, 20 dan 25% Vol. asam sulfat H2SO4 dengan penambahan 6% wt. asam oksalat
pada setiap konsentrasi asam sulfat yang dilakukan Sidharta. (2014), didapatkan hasil anodizing yang terbaik pada larutan elektrolit dengan 15% vol. H2SO4 + 6%
kekerasan material dari 115 VHN menjadi 190 VHN serta ketebalan lapisan oksida tertinggi 83,81 μm.
Sidharta, dkk. (2012), Meneliti tentang pengaruh konsentrasi elektrolit dan waktu anodasi terhadap ketahanan aus dan kekerasan pada lapisan oksida paduanaluminium ADC12, dengan menggunakan tegangan listrik sebesar 24 volt, konsentrasi asam oksalat 6% vol, waktu pencelupan 3, 5, dan 7 menit, sedangkan konsentrasi asam sulfat 15%, 20%, dan 25% terhadap paduan aluminium ADC12 dengan ukuran 20 x 20 x 4 mm. Dari hasil penelitian yang dilakukan didapatkan kekerasan rata-rata pada konsentrasi elektrolit 15% pada waktu 3, 5, dan 7 berturut turut adalah 117, 119 dan 189 (VHN) sedangkan pada konsentrasi elektrolit 20% pada waktu 3, 5, dan 7 berturut turut adalah 168, 106 dan 153 (VHN) dan pada konsentrasi elektrolit 25% pada waktu 3, 5, dan 7 berturut turut adalah 168, 179 dan 166 (VHN). Dengan semakin bertambahnya tingginya konsentrasi asam sulfat pada larutan elektrolit ternyata tidak menghasilkan peningkatan kekerasan yang signifikan, konsentrasi yang menghasilkan nilai kekerasan dan ketahanan aus yang paling tinggi adalah pada 15% H2SO4 + 6% H2C2O4.
Dari beberapa penelitian di atas dapat disimpulkan bahwa pengaruh konsentrasi asam sulfat pada proses anodizing terhadap ketebalan lapisan oksida dan kekerasan pada permukaan aluminium murni memiliki suatu besaran yang optimum, dimana penggunaan konsentrasi yang terlalu besar justru akan meluluhkan lapisan oksida yang telah terbentuk sedangkan pada konsentrasi yang terlalu rendah larutan elektrolit tidak cukup untuk menghantarkan elektron sehingga lapisan oksida yang terbentuk tidak terlalu tebal. Selain beberapa faktor diatas
pengaruh rapat arus, tegangan, konsentrasi elektrolit, dan jenis material yang digunakan juga mempengaruhi karakteristik permukaan material yang di anodizing dan di dieying.
BAB III
METODE PENELITIAN 3.1 Diagram Alir Penelitian Anodizing
Untuk memperjelas tahapan-tahapan penelitian anodizing yang akan dilakukan dibuat diagram alir proses anodizing, yang ditunjukkan pada gambar 3.1
Gambar 3.1 Diagram Alir Penelitian Proses Anodizing Aluminium:
a. Arus 3 Ampere
b. Variasi Konsentrasi larutan Anodiz (16%),(17%),(18%),(19%),(20%) H2SO4
c. Suhu ruangan 27-400C, Waktu Anodizing 15 menit
Pengujian
Pengujian Foto Mikro Struktur Ketebalan Lapisan
oksida
Pengujian Kekerasan Mikro Vickers Pembahasan Hasil Pengujian
Mulai
Identifikasi Masalah
Persiapan alat dan Bahan
Kesimpulan dan Saran
3.2 Alat dan Bahan Penelitian 3.2.1 Alat Penelitian
Adapun peralatan yang digunakan pada penelitian ini, yaitu:
1. Trafo Slide Regulator
Trafo Slide Regulator adalah alat yang digunakan untuk menghasilkan arus dan tegangan searah. Besarnya arus DC yang dialirkan dapat diukur dengan menggunakan Amperemeter sedangkan untuk mengukur besarnya tegangan DC digunakan Voltmeter. Pada penelitian ini menggunakan Slide Regulator yang arus dan tegangannya dapat diatur secara manual. Besarnya arus dan tegangan DC yang dialirkan sesuaikan dengan kondisi operasi yang dibutuhkan agar proses anodizing dapat berlangsung dengan baik. Jenis Trafo Slide Regulator dapat dilihat pada Gambar 3.2.
Gambar 3.2 DC Power Supply 2. Kabel Penghubung
Kabel penghubung ini berfungsi untuk menghubungkan arus pada proses anodizing, kabel penghubung arus terdiri dari 2 bagian, yaitu kabel penghubung
arus positif sebagai anoda dan kabel penghubung arus negatif sebagai katoda. Kabel penghubung arus proses anodizing dapat ditunjukkan pada Gambar 3.3.
Gambar 3.3 Kabel Penghubung 3. Bak Plastik
Bak plastik yang digunakan adalah berfungsi sebagai tempat larutan bahan kimia yang digunakan dalam proses cleaning, etching, desmut dan anodizing. dan sebagai tempat pencucian atau pembilasan spesimen aluminium setelah tahapan masing-masing proses (Rinsing). Bak plastik yangberukuran besar dengan volume 6550 ml berjulmah 6 buah dan yang kecil dengan volume 1900 ml berjumlah 5 buah. Dapat ditunjukkan pada Gambar 3.4.
4. Thermometer
Alat ini digunakan untuk mengukur suhu ruangan bak plastik larutan elektrolit pada proses desmut dan anodizing selama berlangsungnya proses. Pada termometer ini mempunyai ukuran -10°C – 110°C. Yang ditunjukan pada Gambar 3.5.
Gambar 3.5 Thermometer 5. Gelas Ukur Plastik
Digunakan untuk mengukur konsentrasi dan takaran campuran larutan elektrolit pada proses cleaning, etching, desmut dan anodizing. Gelas ukur yang digunakan dalam penelitian ini yaitu berkapasitas 1000 ml, dan dapat ditunjukan pada Gambar 3.6.
6. Stopwatch
Stopwatch berfungsi untuk mengukur lamanya waktu proses pengamplasan, cleaning, etching, desmut dan anodizing. Adapun stopwatch yang digunakan dapat ditunjukan pada Gambar 3.7.
Gambar 3.7 Stopwatch 7. Timbangan Digital
Timbangan digital digunakan untuk menimbang berat bahan kimia soda api (NaOH) dan bahan pewarna yang akan digunakan dalam proses anodizing. Timbangan digital yang digunakan yaitu merk SCOUT PRO, model SP 602, berkapasitas berat 0,001-400 gram, dapat ditunjukkan pada Gambar 3.8.
8. Alat Uji Foto Mikro
Alat uji foto mikro berfungsi untuk mengetahui struktur mikro ketebalan lapisan oksida pada aluminium setelah proses anodizing. Jenis alat uji ini adalah merk OLYMPUS, model PME3 311U/313UN/323UN. Pengujian dilakukan dilaboratorium Bahan Teknik Program Diploma Teknik Mesin Sekolah Vokasi, Universitas Gadjah Mada, yang ditunjukan pada Gambar 3.9.
Gambar 3.9 Alat Uji Foto Mikro 9. Alat Uji Kekerasan Mikro Vickers
Alat uji kekerasan mikro vickers berfungsi untuk mengetahui kekerasan mikro setelah proses anodizing dan dieying. Jenis alat uji ini adalah merk SHIMADZU CORPORATION, model HMV-M Ref MT 1006000. Pengujian dilakukan dilaboratorium Bahan Teknik Program Diploma Teknik Mesin Sekolah Vokasi, Universitas Gadjah Mada Adapun alat tersebut dapat ditunjukan pada Gambar 3.10.
Gambar 3.10 Alat Uji Kekerasan 10. Alat Bantu Lainnya
a. Klem Pean Lurus
Klem pean lurus digunakan untuk mempermudah meletakkan dan mengambil spesimen pada setiap proses dengan menjepit spesimen yang berada pada larutan anodizing. Alat ini berbahan dasar stainless stell, memiliki penjepit dengan panjang 5cm dan panjang keseluruhan 18cm. Yang ditunjukan pada Gambar 3.11.
Gambar 3.11 Klem Pean Lurus b. Tang
Digunakan untuk memotong dan menjepit plat alumunium serta alat bantu lainya, yang dapat dilihat pada Gambar 3.12.
Gambar 3.12 Tang c. Dudukan Plat Aluminium
Dudukan plat aluminium berfungsi untuk meletakan kabel penghubung anoda pada proses anodizing agar posisi spesimen tetap konstan dan tidak berubah-ubah. Yang ditunjukan pada Gambar 3.13.
Gambar 3.13 Dudukan Plat Aluminium d. Penjepit Buaya
Penjepit buaya digunakan untuk menjepit kabel penghubung anoda pada proses anodizing agar posisi kabel penghubung tetap konstan dan tidak berubah-ubah. Penjepit buaya dapat ditunjukan pada Gambar 3.14.
Gambar 3.14 Penjepit Buaya e. Sarung tangan
Sarung tangan digunakan untuk melindungi tangan dari larutan bahan kimia pada setiap proses. Dan dapat ditunjukan pada Gambar 3.15.
Gambar 3.15 Sarung Tangan f. Mistar Baja
Mistar baja digunakan untuk mengukur lembaran plat aluminium sebelum dipotong menjadi spesimen. Mistar baja yang digunakan dapat ditunjukan pada Gambar 3.16.
Gambar 3.16 Mistar Baja g. Amplas
Amplas digunakan untuk meratakan dan menghaluskan permukaan benda kerja sebelum dianodizing. Amplas yang digunakan adalah merk SIKERS seri P1000, P2000, dan merk SLG seri C5000. Ditunjukan pada Gambar 3.17.
Gambar 3.17 Amplas h. Alat tulis
Alat tulis digunakan untuk mencatat data yang diperoleh selama proses anodizing berlangsung. Yang ditunjukan pada Gambar 3.18.
Gambar 3.18 Alat Tulis i. Kamera
Kamera berfungsi sebagai dokumentasi untuk pengambilan gambar pada saat proses berlangsung. Dan dapat ditunjukan pada Gambar 3.19.
j. Gerenda Tangan
Gerinda tangan digunakan untuk memotong lembaran plat aluminium menjadi spesimen yang sebelumnya sudah ditandai dengan mistar baja dan memolish permukaan specimen. Dan dapat ditunjukkan pada Gambar 3.20.
Gambar 3.20 Gerinda Tangan
3.2.2 Bahan Penelitian
Adapun bahan yang digunakan pada penelitian ini yaitu menggunakan bahan kimia, diantaranya yaitu:
1. Asam Sulfat (H2SO4)
Fungsi dari cairan asam sulfat (H2SO4) ini adalah sebagai larutan elektrolit
pada proses anodizing yang mengubah permukaan aluminium menjadi aluminium oksida. Asam sulfat yang digunakan adalah asam sulfat teknis dengan konsentrasi kemurniannya sekitar 25 %. Larutan asam sulfat (H2SO4) yang digunakan dalam
proses anodic oxidation adalah bahan kimia supliyer dari MULTI KIMIA, dapat ditunjukkan pada Gambar 3.21.
Gambar 3.21Asam Sulfat (H2SO4)
2. Phosporic Acid (H3PO4)
Phosporic acid digunakan sebagai larutan elektrolit pada campuran larutan desmut dan phosphoric acid yang digunakan pada proses desmut ini adalah phosphoric acid teknis, produk dari PT. BRATACO. Gambar Phosporic Acid dapat ditunjukan pada Gambar 3.22.
Gambar 3.22 Phosporic Acid (H3PO4)
3. Asam Cuka/ Asam Asetat (CH3CO2H)
Larutan bahan ini sebagai larutan desmut dan sealing, pada proses sealing ini dilakukan setelah proses pewarnaan anodic oxidation selesai. Proses sealing merupakan tahap paling akhir dalam anodizing, yang bertujuan untuk meningkatkan ketahanan korosi lapisan oksida yang terbentuk pada permukaan aluminium dan menahan pewarna agar tetap berada dalam pori-pori. Larutan asam
cuka yang digunakan dengan konsentrasi (50 gr/liter) air RO (Reverse Osmosis). Dan bahan ini adalah produk dari PT. BRATACO, seperti yang ditunjukan pada Gambar 3.23.
Gambar 3.23 Asam Cuka/Asam Asetat (CH3CO2H)
4. Larutan Desmut
Larutan ini berfungsi sebagai larutan pengkilap (Bright deep). Komposisi pada larutan desmutt adalah campuran dari larutan phosphoric acid (H₃PO₄) 75% ditambah asam sulfat (H₂SO₄) 15% dan ditambah asam cuka (CH3CO2H) 10%.
Seperti yang ditunjukkan pada Gambar 3.24.
5. Soda Api (NaOH)
Fungsi dari soda api (NaOH) ini digunakan sebagai larutan etching, bahan ini berbentuk padat dengan konsentrasi (100 gr/liter) air RO (Reverse Osmosis). Bahan ini adalah produk dari PT. BRATACO, seperti yang ditunjukan pada Gambar 3.25.
Gambar 3.25 Soda Api (NaOH) 6. Deterjen Murni/Natrium Karbonat (Na2CO3)
Detergen murni atau nama lainnya adalah natrium karbonat (Na2CO3) yang
berbentuk serbuk putih, dengan konsentrasi (10 gr/liter) air RO (Reverse Osmosis). Detergen murni digunakan sebagai cairan cleaning, sebagai penghilang minyak dan kotoran yang menempel pada permukaan aluminium, serta meningkatkan daya bersih. Bahan ini adalah produk dari PT. BRATACO. Dapat ditunjukkan pada Gambar 3.26.
7. Spesimen
Spesimen yang dipakai pada penelitian ini adalah logam plat aluminium dengan dimensi panjang 50 mm, lebar 30 mm, tebal 3 mm. Adapun spesimen logam plat aluminium dapat ditunjukan pada Gambar 3.27.
Gambar 3.27 Spesimen 8. Plat Aluminium Penghantar
Plat aluminium penghantar ini dipakai sebagai katoda (-) pada proses anodic oxidation. Dimensi dari plat aluminium penghantar yaitu panjang 130 mm, lebar 130 mm, tebal 2,8 mm. Seperti yang ditunjukan pada Gambar 3.28.
3.3 Pelaksanaan Penelitian
3.3.1 Tahapan-tahapan proses anodizing aluminium
Tahapan-tahapan yang dilakukan pada proses anodizing aluminium diantaranya adalah:
1. Proses Pengamplasan
Proses pengamplasan ini bertujuan untuk menhilangkan kotoran-kotoran yang menempel pada permukaan logam aluminium. Proses pengamplasan ini yaitu menggunakan amplas logam seri P1000, P2000, dan C5000. Proses ini dilakukan secara manual, dengan mengurutkan pengamplasan dari seriP1000, P2000, sampai C5000. Setelah proses pengamplasan selesai kemudian spesimen dirinsing dalam bak air. Seperti yang ditunjukan pada Gambar 3.29.
Gambar 3.29 Proses Pengamplasan Spesimen 2. Proses Cleaning
Pada proses cleaning adalah proses pencucian spesimen dengan menggunakan natrium karbonat (Na2CO3) yaitu sebuah bahan utama dalam
pembuatan detergen yang berfungsi untuk meningkatkan daya bersih pada proses pencucian, konsentrasi yang digunakan pada proses ini (10 gr/liter) air , dengan menggunakan suhu larutan cleaning ± 30°C. Fungsi dari proses ini untuk
membersihkan spesimen dari kotoran sisa proses pengamplasan dan polishing, selain itu juga membersihkan dari lemak dari pori-pori tangan telanjang dan debu yang menempel pada permukaan spesimen. Proses ini sangat penting sekali dalam proses anodizing, dikarenakan pencucian yang tidak bersih akan mengakibatkan hasil anodizing yang tidak optimum. Setelah proses cleaning selesai kemudian spesimen dirinsing dalam bak air. Hal ini dapat ditunjukkan pada Gambar 3.30.
Gambar 3.30 (a). Proses Cleaning Spesimen, (b). Proses Rinsing 3. Proses Etching
Proses etching (etsa) adalah proses menghilangkan lapisan oksida pada permukaan aluminium yang tidak dapat dihilangkan dengan proses sebelumnya baik itu proses cleaning dan rinsing. Selain itu, proses ini untuk memperoleh permukaan benda kerja yang lebih rata dan halus. Pada proses etching menggunakan media soda api (NaOH) dengan konsentrasi (100 gr/liter) air, dengan menggunakan suhu etching ± 30-35°C, kemudian spesimen yang sudah melewati tahap proses cleaning dan rinsing dicelupkan kedalam larutan ecthing selama ± 1
menit. Setelah proses etching selesai spesimen dirinsing dalam bak air. Proses ini dapat ditunjukkan pada Gambar 3.31.
Gambar 3.31 (a). Proses Etching, (b). Proses Rinsing 4. Proses Desmut
Setelah proses cleaning dan etching, langkah selanjutnya proses desmut. Proses Desmut adalah suatu proses untuk menghilangkan smut pada aluminium. Istilah smut sendiri adalah lapisan tipis yang berwarna abu-abu yang berasal dari bahan-bahan paduan pembentuk logam aluminium yang tidak dapat larut dalam larutan etching. Selain itu juga berfungsi untuk pengkilapan (Bright deep) pada permukaan logam aluminium. Pada proses ini spesimen dicelupkan kedalam larutan desmut dengan komposisi phosporic acid (H3PO4) 75% dan asam sulfat (H2SO4)
15% serta asam cuka (CH3CO2H) 10%, dengan menggunakan suhu larutan dessmut
yaitu ± 30-45°C, selama 2 menit. Setelah dilakukan proses desmut kemudian spesimen dirinsing dalam bak air. Proses ini ditunjukkan pada Gambar 3.32.
Gambar 3.32 (a). Proses Desmut, (b). Proses Rinsing 5. Proses Anodic Oxidation
Selanjutnya pada proses ini spesimen dicelupkan kedalam bak plastik yang berisi larutan asam sulfat (H2SO4) yang sudah dicampur dengan air, dengan variasi
konsentrasi larutan sebesar 100 ml asam sulfat (H2SO4) dan 900 ml air, 110 ml asam
sulfat (H2SO4) dan 890 ml air, 120 ml asam sulfat (H2SO4) dan 880 ml air, 130 ml
asam sulfat (H2SO4) dan 870 ml air, 140 ml asam sulfat (H2SO4) dan 860 ml, 150
ml asam sulfat (H2SO4) dan 850 ml air, dan menggunakan suhu larutan anodic
oxidation ± 27-42°C. Pada proses anodic oxidation benda kerja sebagai anoda (+) dan aluminium penghantar sebagi katoda (-). Sebelum mencelupkan spesimen larutan, terlebih dahulu mengatur besar tegangan yang digunakan. Arus yang dipakai pada proses ini yaitu sebesar 3 A, Selanjutnya arus listrik pada power supply diatur setelah spesimen dicelupkan kedalam larutan dengan arus 3 Ampere. Waktu proses pencelupan selama 15 menit. Setelah proses anodic oxidation selesai selanjutnya dirinsing dalam bak air. Proses anodic oxidation dapat ditunjukan pada Gambar 3.33.