Diajukan Guna Memenuhi Persyaratan untuk Memperoleh Gelar Sarjana Strata-S1 Pada Fakultas Teknik Jurusan Teknik Mesin
Universitas Muhammadiyah Yogyakarta
Disusun Oleh :
AHMAD ZAINAL ARIFIN 20120130022
PROGRAM STUDI S.1 TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH YOGYAKARTA
i
“
Selama hidup kita hanya punya dua pilihan maju dengan
berlari atau maju dengan merangkak karna waktu takkan
pernah berhenti atau terputar kembali
”.
(Ahmad Zainal Arifin)
“Allah tidak
membebani seseorang melainkan sesuai dengan
kesanggupannya.
”
(Terjemahan Surat Al-Baqarah, 286)
“Sesungg
uhnya Allah tidak mengubah keadaan sesuatu
kaum sehingga mereka mengubah keadaan yang ada pada
diri
mereka sendiri”
(Terjemahan Surat Ar-
Ra’d,
11)
“
Jangan selalu memilih jalan yang mudah, seperti air yang
selalu mengalir ke tempat rendah dan tiba tiba kita sudah
ii
Nama : Ahmad Zainal Arifin
NIM : 2012 013 0022
Menyatakan dengan sesungguhnya bahwa Tugas Akhir yang berjudul:
PENGARUH VARIASI KONSENTRASI LARUTAN ASAM SULFAT (H2SO4) PADA PROSES ANODIZING DENGAN BAHAN ALUMUNIUM SERI 1XXX adalah benar-benar hasil karya sendiri, kecuali jika disebutkan sumbernya dan
belum pernah diajukan pada instansi manapun, serta bukan karya jiplakan.
Saya bertanggung jawab atas keabsahan dan kebenaran isinya sesuai dengan
sikap ilmiah yang harus dijunjung tinggi.
Demikian pernyataan ini saya buat dengan sebenarnya, tanpa adanya
tekanan dan paksaan dari pihak manapun serta bersedia mendapat sanksi
akademik bila ternyata di kemudian hari pernyataan ini tidak benar.
Yogyakarta, 29 September 2016
iii
dikehendakiNya. Barang siapa yang mendapat hikmah itu sesungguhnya ia telah
mendapat kebajikan yang banyak. Dan tiadalah yang menerima peringatan
melainkan orang-orang yang bertawakal. (Q.S. Al-Baqarah: 269)
Skripsi ini saya persembahkan untuk:
Ibunda dan Ayahanda tercinta, Ibu. Poniyem dan Bapak. Jumbadi terimakasih atas kasih sayang dan dukungan yang kalian berikan selama ini.
Saudara Ayx latiefah S.Kep. Arif Hidayah dan Khusnul yang telah memberikan motivasi, nasehat serta dukungan.
Ir. Aris Widyo Nugroho, M.T., Ph.D. dan M Budi Nur Rahman ST.,M.Eng Selaku dosen pembimbing tugas akhir.
Bapak Sunardi S.T., M.Eng. Selaku dosen penguji tugas akhir.
Tri Wahyuni S.E. yang senantiasa memberi semangat dan motifasi dalam segala kondisi.
Seluruh teman-teman Teknik Mesin UMY terutama angkatan 2012 dan semua
angkatan, yang selalu memberi dukungan satu sama lain.
iv
sehingga tugas akhir dengan judul “Pengaruh Variasi Konsentrasi Larutan
Asam Sulfat (H2SO4) Pada Proses Anodizing Dengan Bahan Alumunium Seri 1XXX” dapat diselesaikan dengan baik. Tugas akhir ini dibuat sebagai salah satu
tugas yang harus ditempuh sebagai persyaratan untuk menyelesaikan studi
Strata-1 (S-Strata-1) di Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
Yogyakarta.
Penulis menyadari bahwa keberhasilan dalam menyusun Tugas Akhir ini
tidak terlepas dari bantuan dan dukungan dari berbagai pihak. Oleh karena itu,
penulis ingin menyampaikan rasa terima kasih dan apresiasi setinggi-tingginya
kepada:
1. Novi Caroko, S.T., M.Eng, selaku Ketua Pogram Studi Teknik Mesin
Fakultas Teknik Universitas Muhammadiyah Yogyakarta.
2. Ir. Aris Widyo Nugroho M.T., PhD. selaku dosen pembimbing I Tugas
Akhir yang telah memberikan pengarahan, motivasi, dan bimbingannya
selama proses pengerjaan Tugas Akhir.
3. M Budi Nur Rahman ST.,M.Eng selaku dosen pembimbing II Tugas Akhir
yang telah memberikan pengarahan, motivasi, dan bimbingannya selama
proses pengerjaan Tugas Akhir.
4. Sunardi S.T., M.Eng selaku dosen penguji Tugas Akhir.
5. Bapak H. Jumbadi S.Pd dan Ibu Poniyem, selaku orang tua yang telah
memberikan support berupa doa serta dukungannya selama masa kuliah
dan pengerjaan tugas akhir ini.
6. Saudara Ayx Latiefah S.Kep., Arif Hidayah, dan Husnul yang tidak pernah
lelah memberikan dukungannya.
7. Saudara Tri Wahyuni S.E. yang selalu memberikan dukungan hingga
v
9. Mas Hari Eka Udayana S.T, dan Mas Adib Khoirul Rohman S.T, yang
telah mau menyempatkan waktunya untuk memberikan bimbingan serta
banyak masukan terkait penelitian anodizing ini.
10.Rekan kontrakan Galuh Yudha, Khairul Anam dan Panji S.T yang tidak
pernah lelah menemani dan memotivasi penulis.
11.Teman kos kresno kembar Mas Reza S.IP, Mas Ikhsan, Rio S.T, Fatkhi,
Bagus, Rizky, Al, Hidayat Serta Golek yang tidak pernah lelah memberi
motivasi.
12.Fathima Adha S.Psi., Anita Rahayu S.Kep., Trias S.ST., dan Harist yang
selalu setia menemani selama di Bontang hingga Jogja.
13.Seluruh teman-teman Praktek Kerja Lapangan di PT. PKT periode II tahun
2016, terkhusus teman teman dari UPN Veteran Yogyakarta, UGM, dan
Poltekes Samarinda.
14.Kepada Hilman S.I.Kom. yang telah banyak memberikan pelajaran selama
di Jogja.
15.Teman-teman SMANDA 2012 yang selalu memberikan motivasi dan
semangat selama ini.
16.Rekan-rekan KKN Kelompok 21 tahun 2015 yang selalu menemani dan
memberikan masukan-masukan selama ini.
17.Seluruh rekan-rekan Teknik Mesin UMY yang tidak bisa di sebutkan satu
persatu yang telah memotivasi penulis untuk menyelesaikan tugas akhir
ini.
18.Seluruh dosen dan karyawan Jurusan Teknik Mesin yang telah
memberikan bekal ilmu dan bantuan-bantuan lainnya bagi penulis selama
penulis mengikuti kuliah di Program Studi Teknik Mesin UMY selama
kurang lebih dari 4 tahun.
19.Semua pihak yang telah membantu dalam penyelesaian tugas akhir ini
vi
memberi manfaat bagi bagi pembaca.
Yogyakarta, 29 September 2016
vii
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
MOTTO ... iii
DAFTAR NOTASI SINGKATAN ... xvii
BAB I PENDAHULUAN 1.1Latar Belakang ... 1
1.2Rumusan Masalah ... 3
1.3Tujuan Penelitian ... 3
1.4Batasan Masalah... 4
1.5Manfaat Penelitian ... 4
1.6Metodologi Penelitian ... 5
1.7Sistematika Penulisan ... 5
BAB II TINJAUAN PUSTAKA
2.2.4 Aluminium Murni (Seri 1XXX) ... 14
2.2.5 Proses Anodizinging ... 15
viii
3.1Diagram alir Penelitian Anodizing ... 26
3.2Perencanaan Percobaan ... 27
3.2.1 Alat dan Bahan Penelitian ... 27
3.2.1.1 Alat Penelitian ... 27
3.2.1.2 Bahan Penelitian ... 36
3.3Pelaksanaan Penelitian ... 42
3.3.1 Tahapan-Tahapan Proses Anodizing Aluminium ... 42
3.3.2 Pelaksanaan Pengujian ... 50
BAB IV Analisa dan Pembahasan 4.1 Hasil Pengujian Foto Struktur Mikro ... 53
4.2 Hasil Pengujian Foto Struktur Makro ... 58
4.3 Hasil Pengujian Kekerasan Vickers ... 64
BAB V Penutup 5.1 Kesimpulan ... 72
5.2 Saran ... 74
DAFTAR PUSTAKA
ix
DAFTAR GAMBAR
Gambar 2.1 Elektroda Pada Proses Anodic Oxidation ... 11
Gambar 2.2 Diagram Poerbeix Aluminium ... 13
Gambar 2.3 Tahapan Proses Anodizing ... 16
Gambar 2.4 Rangkaian Pada Proses Anodic Oxidations ... 18
Gambar 2.5 Grafik Waktu Pencelupan Anodizing Terhadap Ketebalan Lapisan Yang Terbentuk Dengan Variasi Konsentrasi Elektrolit ... 21
Gambar 2.6 Struktur Pori Lapisan Hasil Anodizing ... 22
Gambar 2.7 Skema Lapisan Pori Hasil Anodisasi ... 23
Gambar 2.8 Tegangan Dan Arus Selama Pembentukan Lapisan Oksida ... 24
Gambar 3.1 Diagram Alir Penelitian ... 26
Gambar 3.2 DC Power Supply ... 27
Gambar 3.3 Kabel Penghubung ... 28
Gambar 3.4 Bak Plastik ... 28
Gambar 3.5 Thermometer ... 29
Gambar 3.6 Gelas Ukur Plastik ... 29
Gambar 3.7 Stopwatch ... 30
Gambar 3.8 Timbangan Digital ... 30
Gambar 3.9 Alat Uji Foto Makro ... 31
Gambar 3.10 Alat Uji Foto Mikro ... 31
Gambar 3.11 Alat Uji Kekerasan ... 32
Gambar 3.12 Klem Pean Lurus ... 32
Gambar 3.13 Tang ... 33
Gambar 3.14 Dudukan Plat Aluminium ... 33
Gambar 3.15 Penjepit Buaya ... 33
x
Gambar 3.20 Alat Tulis ... 35
Gambar 3.21 Kamera ... 36
Gambar 3.22 Grinda Tangan ... 36
Gambar 3.23 Asam Sulfat (H2SO4) ... 37
Gambar 3.24 Phosporic Acid (H3PO4) ... 37
Gambar 3.25 Asam Cuka/Asam Asetat (CH3CO2H) ... 38
Gambar 3.26 Larutan Desmut ... 39
Gambar 3.27 Soda Api (Naoh) ... 39
Gambar 3.28 Ditergen Murni/Natrium Karbonat (Na2CO3) ... 40
Gambar 3.29 Pewarna Anodizing ... 40
Gambar 3.30 Air RO (Reverse Osmosis) ... 41
Gambar 3.31 Spesimen ... 41
Gambar 3.32 Plat Aluminium Penghantar ... 42
Gambar 3.33 Proses Pengamplasan Spesimen ... 43
Gambar 3.34 Proses Cleanig Dan Rinsing ... 44
Gambar 3.35 Proses Etching Dan Rinsing ... 45
Gambar 3.36 Proses Desmut Dan Rinsing ... 46
Gambar 3.37 Proses Anodizing Dan Rinsing ... 47
Gambar 3.38 Proses Dyeing ... 47
Gambar 3.39 Proses Sealing Dan Rinsing... 48
Gambar 3.40 Bagan Proses Anodizing ... 49
Gambar 3.41 Pengujian Mikro Vickers ... 52
Gambar 4.1 Spesimen Alumunium 1XXX Setelah Melalui Proses Anodizing .... 53
xi
Gambar 4.6 Foto Raw Material ... 59
Gambar 4.7 Foto Makro Variasi Konsentrasi Larutan Anodiz 30% ... 59
Gambar 4.8 Foto Makro Variasi Konsentrasi Larutan Anodiz 40% ... 61
Gambar 4.9 Foto Makro Variasi Konsentrasi Larutan Anodiz 50% ... 63
Gambar 4.10 Grafik Perbandinngan Antara Nilai Kekerasan (VHN) Dengan Konsentrasi Asam Sulfat Pada Larutan Anodiz Setelah Proses Anodizing ... 67
Gambar 4.11 Grafik Perbandinngan Antara Nilai Kekerasan (VHN) Dengan Konsentrasi Asam Sulfat Pada Larutan Anodiz Setelah Proses Dyeing ... 69
xii
DAFTAR TABEL
Tabel 2.1 Tabel komposisi Aluminium Seri 1XXX ... 15
Tabel 4.1 Tabel hasil uji kekersan raw material ... 65
Tabel 4.2 Hasil pengujian dan perhitungan kekerasan ketebalan lapisan oksida setelah proses anodizing dengan variasi konsentrasi asam sulfat 30%, 40% dam 50% pada larutan anodiz ... 66
xiii
DAFTAR LAMPIRAN
Lampiran 1 Tabel Pengamatan Selama Proses Anodiz
Lampiran 2 Contoh Perhitungan Nilai Kekerasan Rata-Rata
xiv
DAFTAR NOTASI SINGKATAN
n : Jumlah zat (mol)
I : Arus listrik (Ampere)
DC : Direct current
t : Waktu (detik)
F : Tetapan Faraday (96485 C/mol)
z : Jumlah zat Ion
CPR : corossion penetrate rate (satuan tingkat korosifitas)
VHN dan VH : Vickers Hardnes Number (satuan kekerasan)
P : Beban (Kgf/mm2)
Kgf : Kilogram force (satuan berat/tekanan)
d2 : Diameter rata-rata (mm)
µm : Mikron meter ( satuan ukur)
RGB : Red, Green dan Blue (satuan warna dasar %)
°C : Drajat celcius (satuan suhu)
m : mol (satuan Jumlah zat)
gf : Gram force (satuan berat)
s : Solid (jenis fasa molekul)
g : Gas (jenis fasa molekul)
aq : Aqua (jenis fasa molekul)
l : Liquid (jenis fasa molekul)
e : Elektron
wt % : Weight Percent
+ : Anoda
Vi
lingkungan yang menyebabkan korosi, keausan, dan meningkatkan daya tahan abrasi disamping itu metode anodizing juga menghasilkan tampilan logam yang lebih menarik, bertekstur, dan berwarna. Tujuan dari penelitian ini adalah untuk mengetahui bagaimana pengaruh Variasi konsentrasi asam sulfat pada larutan anodiz dalam proses anodizing terhadap ketebalan lapisan oksida, struktur permukaan lapisan oksida, dan kekerasan pada permukaan aluminium 1XXX.
Pada proses anodizing, menggunakan power supply dengan tegangan listrik 18 Volt. Plat yang digunakan aluminium seri 1XXX lalu diamplas secara bertahap hingga permukaan alumunium bersih dan tidak terdapat goresan goresan yang dapat mengganggu hasil anodizing, kemudian dilakukan proses cleaning, etching, desmut, anodizing, dyeing, sealing, dan rinsing pada setiap prosesnya. Pada proses anodiz dilakukan menggunakan variasi konsentrasi larutan asam sulfat 30%, 40 %, dan 50% serta waktu pencelupan 10 menit. Pengujian yang dilakukan meliputi pengujian foto mikro dan makro stereo, serta kekerasan (vickers).
Dari hasil pengujian menunjukan bahwa penambahan konsentrasi asam sulfat pada larutan anodiz selama proses anodizing berpengaruh terhadap ketebalan lapisan oksida, struktur permukaan, dan kekerasan permukaan alumunium 1XXX, dimana ketebalan tertinggi setelah melalui proses anodizing dan sealing sebesar 4 µm pada variasi larutan elektrolit dengan konsentrasi 40%, dan kekerasan lapisan oksida tertinggi terdapat pada tingkat konsentrasi yang sama dengan kekerasan rata-rata sebesar 59,82 + 3,942 VHN setelah proses anododiz dan dyeing.
1
Aluminium merupakan jenis logam yang banyak digunakan dalam kehidupan
sehari-hari. Material ini dipergunakan dalam bidang yang luas bukan saja dalam
alat-alat rumah tangga, tetapi juga dipakai dalam konstruksi pesawat terbang, mobil
hingga peralatan sehari-hari. Hal ini sangat dimungkinkan mengingat karakteristik
logam aluminium yang memiliki berat jenis cukup ringan (2,70 gr/cm3), mudah
dibentuk dan tahan terhadap korosi (Hutasoit, 2008). Namun dari banyaknya
penggunaan alumunium itu bukan berarti bahwa penggunaan alumunium ini
terbebas dari kekurangan, sifat alumunium yang memiliki kekerasan permukaan
yang rendah serta warna alumunium yang cendrung kusam dan tidak menarik
sehingga perlu adanya perlakuan khusus untuk mengurangi kekurangan aluminium
ini, salah satu perlakuan yang di lakukan pada alumunium adalah pelapisan surface
treatment menggunakan metode anodizing. Anodizing adalah suatu perlakuan
permukaan untuk melapisi permukaan logam agar terlindungi dari pengaruh
destruktif lingkungan yang menyebabkan korosi. Disamping itu, metode anodizing
juga menghasilkan tampilan logam yang lebih menarik, bertekstur dan berwarna,
serta tahan terhadap gesekan permukaan.
Pada permukaan aluminium yang dianodizing nantinya akan terbentuk lapisan
oksida protektif alumina (Al2O3). Lapisan oksida (Al2O3) yang sudah terbentuk
melalui proses anodizing memiliki ketebalan yang jauh lebih tinggi dari
pembentukan lapisan oksida secara alami, dan juga memiliki kekerasan yang lebih
tinggi. Selain itu peningkatan nilai estetika, juga dapat dilakukan dengan proses
anodizing ini. Pembentukan lapisan oksida dapat dikontrol sedemikian rupa melalui
larutan elektrolit, sehingga hasil dari lapisan oksida aluminium dapat diberi warna
sesuai dengan yang diinginkan.
Tingkat keberhasilan proses anodizing berupa lapisan oksida yang optimal
dipengaruhi beberapa faktor yaitu arus, tegangan, jenis material yang digunakan,
konsentrasi larutan elektrolit pada proses anodiz. Pada penelitian yang pernah
dilakukan oleh Sipayung (2008), menunjukkan bahwa semakin tinggi tingkat
konsentrasi asam sulfat pada larutan anodiz maka akan menaikan ketebalan lapisan
oksida, ketebalan lapisan oksida tertinggi hingga 14,51 µm didapat pada
konsentrasi 0,36 M namun pada konsentrasi 0,48 M ketebalan yang dihasilkan
hanya 9,95 µm. Kemudian dengan meningkatnya konsentrasi larutan menghasilkan
permukaan dengan pori yang lebih padat ini ditandai dengan bertambah pekatnya
warna kelabu setelah proses anodiz.
Kemudian hasil penelitian yang telah dilakukan oleh Fitrahuddin, (2009)
menunjukkan bahwa pada proses anodizing dengan variasi konsentrasi asam sulfat
menghasilkan kekerasan optimum pada konsentrasi asam sulfat 15% dengan
kekerasan hingga 734,4 Hv. Hasil penelitian lain yang telah dilakukan oleh Rohman (2012), dengan variasi konsentrasi larutan asam sulfat 10, 15, 20 dan 25%,
didapatkan hasil sampel anodizing dengan lapisan oksida yang terlihat cenderung lebih tebal dan merata pada permukaan lapisan aluminium oksida seiring dengan
bertambahnya konsentrasi asam sulfat pada larutan elektrolit sehingga lapisan
yang terbentuk menjadikan warna merah pekat kecoklatan dan terlihat lebih
mengkilap dari pada hasil percobaan anodizing sebelumnya. Lalu pengaruh variasi
konsentrasi elektrolit asam sulfat yang digunakan dalam proses anodizing,
mempengaruhi kekerasan material dengan kekerasan tertinggi didapat pada konsentrasi
10% sebesar 100,2 (VHN) dan kekerasan terendah berada pada konsentrasi 25% dengan
95,5 (VHN). Dari penelitian tersebut dapat disimpulkan bahwa setiap penambahan konsentrasi elektrolit yang diberikan menyebabkan semakin tebal dan kerasnya
lapisan oksida yang terbentuk setelah proses anodizing. Dikarenakan semakin
tinggi konsentrasi asam sulfat, hambatan yang terjadi pada larutan elektrolit semakin
menurun. Hal ini mengakibatkan arus listrik yang mengalir lebih besar pada
tegangan yang sama, akibatnya reaksi yang terjadi semakin cepat, maka didapat tebal
lapisan yang semakin meningkat.
Dari hasil penelitian yang dilakukan tersebut, menunjukkan bahwa hasil dari
pengaruh konsentasi larutan elektrolit terhadap ketebalan lapisan oksida dan
komposisi paduan aluminium, konsentasi larutan yang tidak seragam dan
perbedaan komposisi larutan anodiz pada proses anodizing, yang kemungkinan
besar berpengaruh terhadap perbedaan hasil penelitian tersebut. Namun dari semua
penelitian yang sudah pernah dilakukan terdapat sebuah kesamaan, yakni jika
konsentrasi asam sulfat yang digunakan terlalu tinggi atau terlalu rendah akan
menghasilkan ketebalan lapisan oksida yang rendah pada aluminium. Lapisan
oksida yang rendah ini disebabkan oleh dua hal, yakni jika konsentrasi asam sulfat
terlalu rendah maka akan mengurangi kemampuan elektrolit dalam menghantarkan
listrik, sehingga kecepatan pertumbuhan lapisan oksida akan berkurang sedangkan
jika penggunaan asam sulfat terlalu tinggi akan mempercepat terbentuknya lapisan
oksida namun lapisan oksida yang sudah terbentuk akan segera dilarutkan kembali
oleh asam sulfat sehingga lapisan oksida yang terbentuk lebih tipis dan kekerasan
lapisan oksida yang terbentuk akan semakin berkurang namun pori yang terbentuk
lebih padat daripada jika menggunakan asam sulfat dengan konsentrasi yang lebih
rendah.
1.2. Rumusan Masalah
Dari permasalahan yang timbul pada latar belakang maka dapat dirumuskan
permasalahan yang akan dibahas sebagai berikut :
1. Bagaimana pengaruh dari variasi konsentasi asam sulfat dengan air reverse
osmosis (RO) pada proses anodizing terhadap tebal hasil lapisan oksida pada
aluminium seri 1xxx.
2. Bagaimana pengaruh dari variasi konsentasi asam sulfat dengan air reverse
osmosis (RO) pada proses anodizing terhadap struktur permukaan pada
permukaan aluminium seri 1xxx.
3. Bagaimana pengaruh dari variasi konsentasi asam sulfat dengan air reverse
osmosis (RO) pada proses anodizing terhadap kekerasan lapisan oksida pada
1.3. Tujuan Penelitian
1. Mengetahui tebal lapisan oksida hasil proses anodizing dengan pengaruh
variasi konsentasi asam sulfat dengan air reverse osmosis (RO) dengan bahan
aluminium seri 1xxx.
2. Mengetahui struktur permukaan hasil proses anodizing dengan pengaruh
variasi konsentasi asam sulfat dengan air reverse osmosis (RO) dengan bahan
aluminium seri 1xxx.
3. Mengetahui kekerasan lapisan oksida hasil proses anodizing dengan pengaruh
variasi konsentasi asam sulfat dengan air reverse osmosis (RO) dengan bahan
aluminium seri 1xxx.
1.4. Batasan Masalah.
Penelitian ini dibatasi oleh hal-hal berikut:
1. Proses anodizing terjadi pada tekanan udara ruangan yang konstan atau stabil.
2. Suhu yang terjadi pada proses anodiz berkisar 27-42.5 OC.
3. Campuran bahan kimia yang ada dianggap homogen dan merata pada setiap
campuran larutanya.
4. Penelitian ini hanya menganalisis pengaruh proses anodiz terhadap kekerasan
permukaan logam aluminium seri 1xxx pada proses anodizing.
5. Penelitian dibatasi pada pengujian struktur permukaan, ketebalan, dan kekerasan
permukaan lapisan aluminium oksida.
6. Variasi konsentrasi larutan anodiz pada proses anodizing yang digunakan adalah
(30%), (40%), dan (50%).
1.5. Manfaat Penelitian
Manfaat dari penelitian aluminium anodizing ini adalah
1. Penelitian ini diharapkan dapat menemukan perlakuan anodizing yang tepat
pada bahan aluminium seri 1XXX sehingga dapat diterapkan dalam proses
fabrikasi yang lebih baik dan sesuai dengan standar yang dibutuhkan.
2. Memberikan referensi tambahan bagi penelitian dan pengembangan untuk
1.6. Metodologi Penelitian
Metodelogi penelitian yang digunakan dalam penelitian ini adalah :
1. Studi Literatur
Studi literatur adalah suatu cara pengumpulan data yang diperoleh malalui
buku-buku referensi sebagai acuan, sehingga dapat digunakan untuk menuju
keperluan data yang berhubungan dengan masalah yang dihadapi.
2. Metode Observasi Lapangan
Metode ini dilakukan dengan mencari informasi langsung di lapangan tentang
bagaimana alat, cara dan proses alumunium anodizing.
3. Metode Eksperimen
Metode eksperimen merupaka metode yang digunakan untuk mendapatkan
data dengan melakukan percobaan-percobaan dan pengujian.
4. Metode Perakitan
Langkah ini meliputi perancangan, perencanaan komponen alat dan perakitan
alat.
5. Metode Trial/ Penyimpulan
Metode ini merupakan pengecekan akhir dan uji coba dari hasil analisis
kemudian diambil keputusan dari keseluruhan proses.
1.7. Sistematika Penulisan
Sistematika penulisan tugas akhir ini secara garis besar terdiri dari lima bab,
yaitu :
BAB I : PENDAHULUAN
Dalam Bab ini menguraikan tentang pokok-pokok dalam penulisan tugas
akhir yang meliputi: latar belakang, tujuan penelitian, batasan masalah,
manfaat penelitian, metode penelitian dan sistematika penulisan.
BAB II : DASAR TEORI
Dasar teori diawali dengan teori sebelumnya yang mengemukakan
penjelasan tentang aluminium dan tahapan-tahapan pada proses anodizing
yang menunjang penelitian ini, landasan teori tentang aluminium, serta
BAB III : METODE PENELITIAN
Metode penelitian berisi tentang diagram alir penelitian, persiapan peralatan
dan pembahasan masalah tentang proses aluminium anodizing.
BAB IV : HASIL PENELITIAN DAN PEMBAHASAN
Hasil penelitian dan pembahasan berisi tentang hasil penelitian dan analisis
hasil penelitian dari proses anodizing pada aluminium.
BAB V : KESIMPULAN DAN SARAN
7
Aluminium merupakan salah satu material logam yang banyak dimanfaatkan
dan dikembangkan pada berbagai macam aplikasi khususnya dalam dunia
perindustrian. Agar kualitas fisik maupun mekanis dari aluminium semakin baik
dalam segi ketahanan dan nilai dekoratif maka diperlukan sebuah treatment khusus
untuk meningkatkan kualitas dari aluminium, salah satu proses yang digunakan
yaitu dengan menggunakan metode anodizing. Metode anodizing adalah sebuah
proses surface treatment untuk meningkatkan ketebalan lapisan protektif alami
pada logam aluminium.
Lapisan oksida adalah bagian dari logam aluminium yang dilapisi, namun
memiliki struktur berpori yang memberikan reaksi untuk proses pewarnaan, proses
anodizing dapat mengubah permukaan aluminium menjadi lebih dekoratif dan
tahan terhadap korosi. Aluminium adalah logam yang paling sesuai untuk proses
anodizing. Logam non ferous lainya yang dapat digunakan untuk anodizing adalah
magnesium dan titanium (Taufiq, 2011).
Anodizing atau oksida anoda secara luas digunakan untuk tujuan protektif
perlindungan dan dekorasi permukaan alumunium. Proses anodizing prinsipnya
hampir sama dengan proses pelapisan listrik (elektroplatting), tetapi bedanya logam
yang akan dilapisi ditempatkan sebagai anoda didalam larutan elektrolit. Perbedaan
lain larutan elektrolit yang digunakan bersifat asam dan arus yang digunakan searah
(DC) direct current. Proses utama, dalam anodizing aluminium memerlukan larutan
asam sulfat, asam kromat atau campuran asam sulfat dan asam oksalat (Santhiarsa,
2010).
Asam sulfat yang digunakan harus asam pekat, serta asam tersebut menjadi
oksidator. Beberapa manfaat dari oksidasi anoda aluminium adalah meningkatkan
ketahanan korosi, memperbaiki penampilan dan meningkatkan ketahanan abrasi.
dan mudah untuk didapatkan, dan hasil pelapisannya mempunyai sifat estetika dan
fungsional yang luas (Santhiarsa, 2009).
Pada penelitian yang pernah dilakukan oleh Sulistijono (2006), yang meneliti
tentang pengaruh densitas arus dan konsentrasi asam sulfat terhadap ketebalan dan
kualitas pewarnaan lapisan oksida pada anodizing aluminium 6063 dengan variasi
konsentrasi asam sulfat pada proses anodiz sebesar 5%, 10%, 15%, dan 20% serta
variasi arus 12-24 dengan range 4 A/ft2. Dari hasil penelitian didapat tebal lapisan
oksida aluminum anodizing dengan konsentrasi asam sulfat pada larutan anodis
pada konsentrasi 5% densitas arus yang paling optimum adalah 20 A/ft2 yaitu
sebesar 21.6 µm, pada konsentrasi 10% densitas arus yang paling optimum adalah
16 A/ft2 yaitu sebesar 22.6 µm, pada konsentrasi 15% densitas arus yang paling
optimum adalah 16 A/ft2 yaitu sebesar 13.8 µm, pada konsentrasi 20% densitas arus
yang paling optimum adalah 20 A/ft2 yaitu sebesar 15.4 µm.
Semakin besar konsentrasi anodizing maka pembentukan lapisan oksida pada
aluminium semakin berkurang, hal ini disebabkan karena meningkatya konsentrasi
larutan elektrolit sehingga akan meningkatkan konduktifitas atau daya hantar
larutan dan menurunkan tegangan yang dibutuhkan sehingga lapisan oksida yang
terlarut juga akan semakin besar sehingga lapisan oksida yang sudah terbentuk akan
luluh kembali kedalam larutan elektrolit. Sedangkan pada konsentrasi 5% elektrolit
yang ada masih belum cukup banyak untuk mengalirkan elektron pada katoda,
menyebabkan penurunan efisiensi arus pada katoda sehingga ketebalan lapisan
oksida lebih kecil dibandingkan penggunaan konsentrasi 10%.
Pada penelitian anodizing paduan aluminium dengan konsentrasi elektrolit 15,
20 dan 25% Vol. asam sulfat H2SO4 dengan penambahan 6% wt. asam oksalat pada
setiap konsentrasi asam sulfat yang dilakukan Sidharta. (2014), didapatkan hasil
anodizing yang terbaik pada larutan elektrolit dengan 15% vol. H2SO4 + 6% wt.
H2C2O4 dengan waktu proses selama 7 menit yang menghasilkan perubahan
kekerasan material dari 115 VHN menjadi 190 VHN serta ketebalan lapisan oksida
tertinggi 83,81 μm.
Sidharta, dkk. (2012), Meneliti tentang pengaruh konsentrasi elektrolit dan
aluminium ADC12, dengan menggunakan tegangan listrik sebesar 24 volt,
konsentrasi asam oksalat 6% vol, waktu pencelupan 3, 5, dan 7 menit, sedangkan
konsentrasi asam sulfat 15%, 20%, dan 25% terhadap paduan aluminium ADC12
dengan ukuran 20 x 20 x 4 mm. Dari hasil penelitian yang dilakukan didapatkan
kekerasan rata-rata pada konsentrasi elektrolit 15% pada waktu 3, 5, dan 7 berturut
turut adalah 117, 119 dan 189 (VHN) sedangkan pada konsentrasi elektrolit 20%
pada waktu 3, 5, dan 7 berturut turut adalah 168, 106 dan 153 (VHN) dan pada
konsentrasi elektrolit 25% pada waktu 3, 5, dan 7 berturut turut adalah 168, 179 dan
166 (VHN). Dengan semakin bertambahnya tingginya konsentrasi asam sulfat pada
larutan elektrolit ternyata tidak menghasilkan peningkatan kekerasan yang
signifikan, konsentrasi yang menghasilkan nilai kekerasan dan ketahanan aus yang
paling tinggi adalah pada 15% H2SO4 + 6% H2C2O4.
Dari beberapa penelitian di atas dapat disimpulkan bahwa pengaruh
konsentrasi asam sulfat pada proses anodizing terhadap ketebalan lapisan oksida
dan kekerasan pada permukaan aluminium murni memiliki suatu besaran yang
optimum, dimana penggunaan konsentrasi yang terlalu besar justru akan
meluluhkan lapisan oksida yang telah terbentuk sedangkan pada konsentrasi yang
terlalu rendah larutan elektrolit tidak cukup untuk menghantarkan elektron sehingga
lapisan oksida yang terbentuk tidak terlalu tebal. Selain beberapa faktor diatas
pengaruh rapat arus, tegangan, konsentrasi elektrolit, dan jenis material yang
digunakan juga mempengaruhi karakteristik permukaan material yang dianodizing
dan di dieying.
2.2.Dasar Teori
2.2.1. Definisi Anodizing
Aluminum anodizing adalah proses pelapisan secara elektrokimia yang
mengkonversi aluminum menjadi aluminum oksida (Al2O3) pada permukaan
material yang akan dilapisi. Proses elektrolisis merupakan peristiwa
berlangsungnya reaksi kimia oleh arus listrik. Komponen yang terpenting dari
merupakan kutub negatif (sebagai penghantar benda kerja) dan anoda merupakan
kutub positif ( benda kerja).
Dari definisi tersebut diketahui bahwa prinsip dasar proses anodizing adalah
elekrolisis. Proses elektrolisis yang merupakan peristiwa berlangsungnya reaksi
kimia oleh arus listrik. Pada proses anodizing komponen yang terpenting dari
proses elektrolisis ini adalah elektroda dan elektrolit. Pada proses elektrolisis,
katoda merupakan kutub negatif (-) dan anoda merupakan kutub positif (+).
Karakteristik dalam lapisan anodizing menghasilkan suatu lapisan tipis
oksida yang baik terhadap logam dasarnya. Lapisan tersebut memiliki sifat-sifat
sebagai berikut :
1. Keras, mendekati kekerasan sapphire.
2. Transparan, dengan beberapa variasi warna.
3. Terintegrasi dengan baik pada logam dasarnya, dan tidak dapat mengelupas.
Sifat-sifat diatas merupakan keunggulan dari lapisan oksida pada proses anodizing.
2.2.2. Klasifikasi anodizing
Adapun klasifikasi yang ada dalam proses anodizing adalah sebagai berikut:
1. Elektroda
Elektroda adalah sebuah konduktor yang digunakan untuk bersentuhan dengan
bagian non-logam dari sebuah rangkaian listrik, ditemukan oleh Michael Faraday
dari bahasa yunani elektron. Pada percobaan anodizing ini, bagian anoda dan katoda
menggunakan jenis logam yang sama yaitu plat aluminium. Sebuah elektron dalam
sebuah sel elektrolis ditunjukan sebagai anoda atau katoda. Anoda ini didefinisikan
sebagai elektroda dimana elektron memasuki sel kemudian menimbulkan reduksi.
Setiap elektroda dapat menjadi sebuah anoda atau katoda tergantung voltase yang
diberikan kedalam sel tersebut. Sebuah elektroda bipolar adalah elektroda yang
berfungsi sebagai anoda dari sebuah sel elektrokimia dan katoda, bagi sel
Gambar.2.1 Elektroda pada proses anodic oxidation.
Sumber : Febriyanti (2011). 2. Elektrolit
Elektrolit adalah suatu senyawa yang dapat menghantarkan arus listrik apabila
dilarutkan kedalam larutan pelarut air. Elektrolit diklasifikasikan berdasarkan
kandungan ion H+. Elektrolit yang dapat menghantarkan arus listrik dengan baik
digolongkan kedalam elektrolit kuat, salah satunya adalah asam klorida (HCL),
asam sulfat (H2SO4), dan asam nitrat, (HNO3). Selain elektrolit kuat ada pula
golongan elektrolit lemah seperti asam cuka encer (CH3COOH), aluminium
hidroksida, kalium karbonat (CaCO3).
3. Elektrolisasi aluminium
Elektrolisa benda kerja yang berupa aluminium pada proses anodizing berlaku
sebagai anoda dengan dihubungkan pada kutub positif satu daya. Logam aluminium
akan berubah menjadi ion aluminium yang larut dalam larutan asam sesuai dengan
rumus :
Al (s) → Al3+(aq) +3e-...(2.1)
Jumlah zat yang bereaksi pada elektroda sel elektrolis berbanding lurus dengan
jumlah arus yang melalui sel tersebut, jika jumlah arus tertentu yang mengalir
melalui beberapa elektrolisis. Maka akan dihasilkan jumlah ekuivalen
masing-masing zat. Hukum Faraday ini dapat dinyatakan dalam bentuk persamaan berikut:
= �∙��∙� ... (2.2) Anoda
Dimana : n : jumlah zat (mol)
i : arus listrik (ampere)
F: tetapan Faraday (1 Faraday = 96485 coulomb/mol)
z : jumlah elektron yang ditransfer per ion
t : waktu (menit)
Mengingat, massa zat adalah perkalian massa atom (AR) dengan mol atom maka
dari persamaan diatas bisa dimodifikasi menjadi :
∙ �� =�∙ ��∙� ∙ ��... ...(2.3)
= �∙�∙���∙� ...(2.4)
� � =
�∙��
�∙�...(2.5)
Untuk aluminium,
� � =
� ∙ ,
∙ ...(2.6)
�
� = , ∙ − ∙ �... ...2.7)
Dimana m : massa (g/dm2)
t : waktu (menit)
i : kuat arus (Ampere)
2.2.3.Aluminium
Dalam penggunaan logam dibidang industri, aluminium merupakan logam
yang paling banyak digunakan setelah baja. Hal ini berarti dalam klasifikasi logam
industri. Aluminium logam yang sangat ringan, dengan berat jenis kurang lebih
sepertiga berat jenis baja atau paduan tembaga, yaitu 2.70 gr/cm.
Berbagai sifat aluminium antara lain :
a. Memiliki ketahanan yang baik terhadap larutan kimia, cuaca/udara, dan berbagai
gas, sehingga membantu ketahanan terhadap korosi.
b. Memiliki ketahanan yang baik terhadap larutan kimia, cuaca/udara, dan berbagai
gas, sehingga membantu ketahanan terhadap korosi.
c. Memiliki sifat reflektivitas yang sangat baik.
d. Konduktivitas panas dan listrik tinggi.
e. Memiliki sifat eleastisitas yang tinggi, sehingga material ini sering digunakan
dalam aplikasi yang melibatkan kondisi pembebanan kejut.
f. Biaya fabrikasi rendah.
g. Mudah ditempa dan dibentuk.
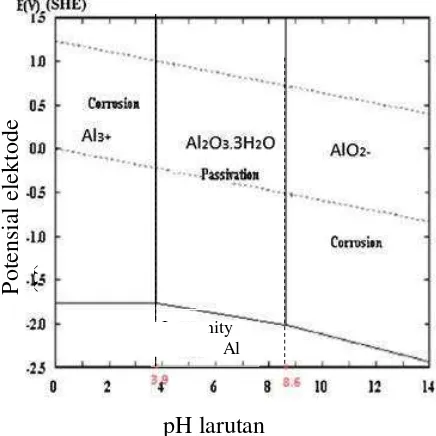
Aluminium sangat reaktif terhadap oksigen, dengan membentuk lapisan oksida
dipermukaannya. Proses oksidasi aluminium dapat dilihat pada Gambar 2.2
Gambar 2.2 Diagram porbeix aluminium Sumber : Bubbico (2015)
Hal ini terjadi secara alami karena pengaruh reaksi energi bebas yang cukup
tinggi untuk mengoksidasi permukaan aluminium. Lapisan oksida yang terbentuk
memiliki sifat yang lebih keras dari logam induk, dengan ketebalan antara 1-30 x
10-6 Inci sampai dengan 3 mikron. Selain dapat terbentuk secara alami, laipsan
oksida pada permukaan aluminium ini dapat juga dibentuk dengan proses
elektrokimia yaitu proses anodizing. Lapisan oksida yang dihasilkan melalui proses
ini memiliki ketebalan yang jauh lebih tinggi, lapisan oksida yang terbentuk dengan
proses anodizing akan memiliki nilai kekerasan yang lebih tinggi.
Salah satu produk aluminium yang banyak diproduksi dan digunakan dalam
proses anodizing belakangan ini adalah aluminium foil. Aluminium foil biasanya
adalah hampir murni aluminium, yaitu sekitar 92%-99.99% Al. Produk aluminium
foil dibuat dengan proses pengecoran yang dilanjutkan dengan rolling maupun
melalui proses continuous casting. Bila pada awalnya proses anodizing lebih
banyak diarahkan pada peningkatan nilai estetika dan nilai kekerasan dari material,
maka pada perkembangannya saat ini proses anodizing telah dikembangkan untuk
aplikasi pada bidang nanoteknologi. Penggunaan logam aluminium, terutama
aluminium foil yang memiliki komposisi hampir 100% Al, diupayakan untuk dapat
menjadi template material untuk diaplikasikan pada bidang nano teknologi, dan
pada akhirnya dapat dimanfaatkan pada industri pesawat terbang, semikonduktor,
dan mikro elektronik (Hutasoit, 2008).
2.2.4 Aluminium murni (seri 1XXX)
Alumunium murni didapat dalam keadaan cair melalui proses elektrolisa, yang
umumnya mencapai kemurnian 99,85% berat. Namun, bila dilakukan proses
elektrolisa lebih lanjut, maka akan didapatkan alumunium dengan kemurnian
99,99% yaitu dicapai bahan dengan angka sembilannya empat.
Ketahanan korosi berubah menurut kemurnian, pada umumnya untuk
kemurnian 99.0% atau diatasnya dapat dipergunakan di udara dalam jangka waktu
bertahun-tahun. Hantaran listrik Al, kira-kira 65% dari hantaran listrik tembaga,
tetapi massa jenisnya kurang lebih sepertiga dari tembaga sehingga memungkinkan
untuk memperluas penampangnya. Oleh karena itu, dapat dipergunakan untuk
kabel dan dalam berbagai bentuk. Misalnya sebagai lembaran tipis (foil). Dalam hal
memerlukan reflektifitas yang tinggi juga untuk kodensor elektrolitik dipergunakan
Al dengan angka Sembilan empat. (Udayana, 2012)
Tabel 2.1. komposisi aluminium seri 1XXX.
Designati
Sumber: The Aluminium Association. (2015).
2.2.5 Proses Anodizing
Anodizing atau oksida anodik merupakan proses elektrolisasi yang dilakukan
untuk menghasilkan lapsian oksida yang lebih tebal daripada lapisan oksida yang
terbentuk secara alami. Ketahanan terhadap korosi pada lingkungan akan diperoleh
jika proses anodisasi berhasil dilakukan dengan tepat. Secara umum, anodisasi
merupakan proses konversi coating pada permukaan logam aluminium dan
paduannya untuk menjadi lapisan porous aluminium oksida (Al2O3).
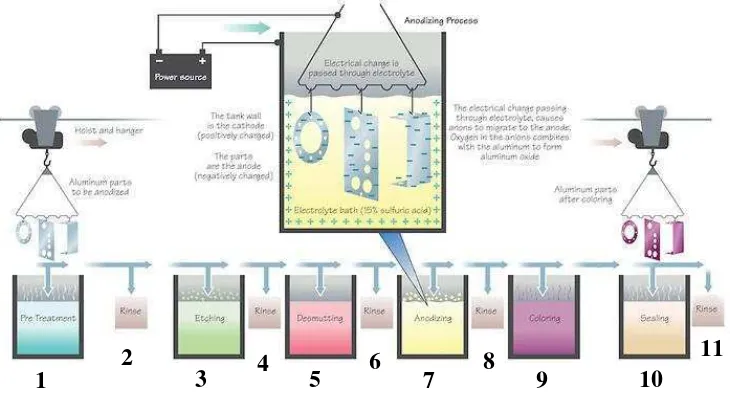
Gambar 2.3 Tahapan proses anodizing
Sumber : MitroArt.com (2016)
Keterangan gambar 2.3
1. Cleaning
Proses cleaning adalah proses pembersihan benda kerja aluminium dengan
menggunakan larutan detergen murni untuk menghilangkan kotoran-kotaran
yang menempel pada aluminium sebelum dilakukan proses etching. Detergen
murni natrium carbonat (Na2CO3) dengan konsentrasi larutan yang digunakan
5 gr/liter.
2. Rinsing cleaning
Proses rinsing cleaning adalah proses pembersihan benda kerja aluminium
setelah proses cleaning dengan menggunakan air RO dari bahan kimia yang
menempel pada permukaan aluminium sebelum dilakukan proses etching,
sehingga tidak mengganggu proses berikutnya.
3. Etching
Etching (etsa) adalah proses menghilangkan lapisan oksida pada permukaan
aluminium yang tidak dapat dihilangkan dengan proses sebelumnya baik itu
proses cleaning atau rinsing. Selain itu, proses ini untuk memperoleh
permukaan benda kerja yang lebih rata dan halus dengan menggunakan bahan
soda api (NaOH) konsentrasi 100 gr/liter. 2
3 4 5 6 7 8 9 10
1
4. Rinsing Etching
Proses rinsing Etching adalah proses pembersihan benda kerja aluminium
setelah proses Etching dengan menggunakan air RO dari bahan kimia yang
menempel pada permukaan aluminium sebelum dilakukan proses desmut,
sehingga tidak mengganggu proses berikutnya.
5. Desmut
Proses desmut adalah suatu proses yang berfungsi sebagai pembersihan
bercak-bercak hitam yang diakibatkan oleh proses etching. Larutan yang dipakai
adalah Campuran dari asam phospat (H PO ) 75% ditambah asam sulfat
(H SO ) 15% dan asam nitrat (HNO )10%.
6. Rinsing Desmut
Proses rinsing Desmut adalah proses pembersihan benda kerja aluminium
setelah proses Desmut dengan menggunakan air RO dari bahan kimia yang
menempel pada permukaan aluminium sebelum dilakukan proses anodizing,
sehingga tidak mengganggu proses berikutnya.
7. Anodizing
Proses anodidic oxidation adalah proses pelapisan secara elektrokimia yang
merubah aluminium menjadi aluminium oksida dengan proses elektrolisis,
larutan yang digunakan asam sulfat dengan konsentrasi 400 ml/liter. Logam
atau benda kerja dipasang pada anoda (+) dan sebagai katoda (-) dapat
menggunakan lembaran Pb atau aluminium dan karbon. Rangkaian pada proses
18 Gambar 2.4 Rangkaian pada proses anodic oxidation
Logam aluminium atau benda kerja pada larutan elektrolit anodic oxidation sebagai
anoda sehingga logam inilah yang akan teroksidasi.
Persamaan reaksi yang terjadi pada anoda sebagai berikut :
Al(s) → Al3+ (aq) + 3e-.........(2.8)
Atom atom yang terdapat pada aluminium akan teroksidasi menjadi ion-ion
yang larut larutan asam sulfat (H2SO4). Hal ini membuat permukaan logam
aluminium menjadi berlubang membentuk pori-pori. (Groves, G.) Sedangkan
katoda terjadi reaksi sebagai berikut :
2H + (aq) + 2e-→ H2 (g)...(2.9)
8. Rinsing anodizing
Proses rinsing anodizing adalah proses pembersihan benda kerja aluminium
setelah proses anodizing dengan menggunakan air RO dari bahan kimia yang
menempel pada permukaan aluminium sebelum dilakukan proses coloring,
sehingga tidak mengganggu proses berikutnya.
9. Coloring/dieying
Proses pewarnaan berfungsi sebagai pemberian warna pada pori-pori lapisan
oksida yang terbentuk setelah anodic oxidation, sehingga dihasilkan tampilan
warna yang menarik pada lapisan oksida aluminium. Pewarna yang digunakan
adalah pewarna khusus anodizing dengan konsentrasi larutan 5 gr/liter.
10. Sealing
Proses sealing berfungsi menutup pori-pori lapisan oksida yang dihasilkan dari
proses anodic oxidation yang masih terbuka. Lapisan yang telah ditutup dengan
proses sealing untuk mencegah pewarna keluar dari pori-pori lapisan oksida
atau pudar, pada proses sealing larutan yang digunakan adalah asam asetat
dengan konsentrasi 5 gr/liter. Setelah dilakukan proses sealing, maka struktur
11. Rinsing sealing
Proses rinsing sealing adalah proses pembersihan benda kerja aluminium
setelah proses sealing dengan menggunakan air RO dari bahan kimia yang
menempel pada permukaan aluminium, sehingga tidak ada sisa bahan kimia
yang menempel pada permukaan aliminium.
Proses anodizing memiliki beberapa tujuan, antara lain :
1. Meningkatkan ketahanan korosi.
Dari proses anodisasi, lapisan oksida yang terbentuk pada permukaan logam
tahan terhadap korosi dan mampu menahan serangan atmosfer serta air garam.
Lapisan oksida melindungi logam yang ada dibawahnya dengan bertindak
sebagai penghalang (barrier) dari serangan lingkungan yang korosif.
2. Meningkatkan sifat asdhesif.
Lapisan ini hasil proses anodisasi yang menggunakan asam phosfor dan kromat
dapat meningkatkan kekuatan ikatan dan ketangguhan, biasanya digunakan
pada industri pesawat terbang.
3. Meningkatkan ketahanan aus (wear resistanct).
Proses hard anodizing dapat menghasilkan lapisan setebal 25-100 mikron.
Lapisan tersebut, dengan kekerasan inheren aluminium oksida yang
sedemikian cukup tebal dapat digunakan untuk aplikasi dibawah kondisi
ketahanan abrasi. Dimana lapisan oksida (Al2O3) ini memiliki nilai kekerasan
yang cukup tinggi (sebanding dengan sapphire) atau paling keras setelah intan.
4. Isolator listrik
Lapisan oksida memiliki resistivitas yang tinggi khususnya lapisan oksida yang
porinya tertutup.
5. Dapat menempel pada proses plating selanjutnya.
Pori dari lapisan anodik oksida mendukung proses elektroplatting, kebanyakan
asam yang digunakan apabila ingin melakukan pelapisan lanjutan adalah asam
6. Aplikasi dekorasi.
Pada permukaan logam, lapisan oksida yang terbentuk mimiliki tampilan yang
mengkilau, dimana pada aluminuim tampilan oksida yang alami sangat
diinginkan. Selain itu, lapisan oksida yang dihasilkan dapat diberi warna
dengan metode yang berbeda. Pewarnaan organik akan diserap pada lapisan
pori untuk menghasilkan warna tertentu dan pigmen mineral yang mengendap
di dalam pori akan menghasilkan warna yang stabil.
2.2.6 Konsentrasi Elektrolit pada Proses anodizing
Umumnya larutan elektrolit yang digunakan dalam proses anodizing adalah
asam sulfat dan asam kromat, namun beberapa jenis asam lain seperti asam oksalat,
asam phospat, dan sulphosalicylic acid juga dapat digunakan untuk proses
anodizing. Peningkatan konsentrasi dalam hubungannya dengan karakteristik
lapisan, mempengaruhi kehilangan logam (metal loss) yang terjadi pada proses
anodizing. Peningkatan konsentrasi yang lebih akan mengakibatkan terjadinya
pelarutan lapisan film, untuk itu konsentrasi perlu diatur dengan tepat agar
menghasilkan lapisan film yang optimal. Grafik konsentrasi elektrolit terhadap
ketebalan lapisan oksida dapat ditunjukan pada Gambar 2.5.
Gambar 2.5 Grafik waktu pencelupan anodizing terhadap berat lapisan oksida yang terbentuk dengan variasi konsentrasi elektrolit.
2.2.7 Pembentukan Lapisan Oksida
Lapisan hasil anodizing memiliki struktur yang berbeda dari lapisan oksida
yang terbentuk secara alami, dimana lapisannya memiliki struktur pilar hexagonal
berpori yang memiliki karakteristik yang unik sehingga meningkatkan sifat
mekanis permukaan aluminium. Secara umum lapisan oksida hasil dari proses
Anodizing memiliki karakteristik sebagai berikut:
1. Keras, Aluminium (Al2O3) memiliki kekerasan sebanding dengan sapphire
2. Insulatif dan tahan terhadap beban
3. Transparan
4. Tidak ada serpihan
Lapisan oksida yang terbentuk dari proses ini akan meningkatkan katahanan
abrasif, kemampuan insolator electric logam, serta kemampuan untuk menyerap
zat pewarna untuk menghasilkan variasi tampilan warna pada permukaan hasil
anodisasi. Aluminium serta paduan-paduannya mempunyai sifat tahan terhadap
korosi karena adanya lapisan oksida protektif. Tebal dari lapisan oksida sekitar
0,005-0,01 μm, atau 0,1-0,4x10-6 inch atau 0,25-1x10-2 mikron. Struktur lapisan
aluminium oksida ditunjukkan pada Gambar 2.6.
Gambar 2.6 a) Struktur pori pada lapisan hasil anodizing, b) penampang lapisan oksida.
Sumber : Juhl (2005)
Cell wall
Unit Cell
Pore
Porus Layer
Barrier Layer
Terbentuknya lapisan oksida pada permukaan logam yang dianodisasi
bergantung pada jenis elektrolit yang digunakan, lapisan dasar oksida (barrier type
oxide film) dan lapisan pori oksida (porous oxide film) dapat terbentuk selama
proses anodisasi. Lapisan oksida yang dihasilkan mempunyai struktur yang porous
atau berpori dengan bentuk strukturnya heksagonal, dengan pori yang terdapat di
tengah. Seperti ditunjukkan pada Gambar 2.7.
Gambar 2.7 Skema lapisan pori hasil anodisasi Sumber : Sipayung. (2008)
Lapisan dasar merupakan lapisan yang tipis dan padat, yang berfungsi sebagai
lapisan antara lapisan pori dan logam dasar (base metal). Lapisan tersebut memiliki
sifat yang melindungi dari korosi lebih lanjut dan tahan terhadap arus listrik.
Struktur berpori yang timbul pada lapisan oksida merupakan hasil dari
kesetimbangan antara reaksi pembentukan dari pelarutan lapisan oksida. Pada
awalnya lapisan pori yang terbentuk selinder memanjang namun karena kemudian
bersinggungan dengan oksida-oksida lainnya yang berada disisi-sisinya, maka
lapisan oksida tersebut bertransformasi menjadi bentuk saluran heksagonal yang
memanjang.
Proses pembentukan lapisan oksida dapat dipelajari dengan memperhatikan
dan mengamati perubahan arus pada tegangan anodisasi yang tetap atau perubahan
tegangan pada arus tetap. Proses pembentukan lapisan oksida dapat dibagi dalam 4
tahapan, antara lain:
1. Penambahan barrier layer yang ditandai dengan penurunan arus yang
akibat adanya reaksi oksidasi pada permukaan logam. Akibat adanya
penebalan maka hambatan yang ditimbulkan menjadi lebih besar. Hal itulah
yang menimbulkan penurunan arus selama pembentukan barrier layer.
2. Setelah barrier layer menebal, mulai muncul benih-benih pori dekat batas
antara oksida dan larutan. Pada tahapan ini terjadi penurunan arus pada sistem
dan akan mencapai titik minimum saat tahapan ini berhenti.
3. Inisiasi pori yang terbentuk menjadi awal pembentukan struktur oksida berpori.
Bentuk pori pada tahapan ini tidak sempurna dan terjadi peningkatan arus yang
mengalir pada sistem.
4. Arus yang mengalir pada sistem akan terus meningkat dengan semakin
sempurnanya morfologi lapisan oksida. Peningkatan ini terjadi hingga pada
suatu saat arus yang mengalir akan konstan saat struktur berpori telah terbentuk
sempurna. Seperti ditunjukkan pada Gambar 2.8.
Gambar 2.8 Tegangan dan arus yang terjadi pada pembentukan lapisan oksida
anodizing
Sumber : Yerokhin (2010).
Keterangan gambar
1. Pembentukan barrier layer
2. Awal pembentukan pori-pori.
3. Pori terbentuk dan
berkembang.
4. Pori yang terbentuk semakin
2.2.8 Sifat Penerapan Anodizing
Anodizing dilaksanakan dengan berbagai alasan serta tujuan tertentu, dimana
untuk menyesuaikan dengan kebutuhan yang diinginkan. Adapun dengan
pemakaian anodizing mempunyai maksud untuk memperbaiki sifat ataupun
penerapan, yaitu diantaranya:
1. Meningkatkan ketahanan korosi.
2. Meningkatkan adhesi cat.
4. Memperbaiki penampilan dekoratif.
5. Menghasilkan isolasi listrik/non konduktor.
6. Meningkatkan ketahanan abrasi.
Dengan anodizing lapisan pelindung dipertebal sehingga dapat digunakan di
luar rumah misalnya untuk pemakaian di laut, mobil, keperluan arsitektur, jendela,
gerbang toko, dan sebagainya. Aluminium yang di anodizing juga mempermudah
dan memperkuat pengecatan, termasuk untuk penggunaan-penggunaan kritis dalam
kedirgantaraan, misalnya baling-baling helikopter, torpedo dan sebagainya.
Aluminium di-anodizing dalam elektrolit sulfat menghasilkan lapisan
konduktif yang memperkuat rekatan plating berikutnya. Bila pemilihan alloy,
sistem serta prosedur anodizingnya tepat, produk aluminium dapat beraneka
penampilan permukaan, cerah atau buram, berarah atau tidak teksturnya, kombinasi
warnanya. Perhiasan alat olahraga, komponen bangunan, keperluan dapur dan
rumah tangga sampai papan nama dapat memanfaatkannya.
Untuk pengisolasi listrik, anodizing aluminium dapat menahan tegangan 40
volt tiap mikron serta tahan suhu tinggi tanpa hangus, maka baik untuk trafo dan
keperluan alat-alat listrik lainnya. Industri otomotif dan konstruksi merupakan
26
Untuk memperjelas tahapan-tahapan penelitian anodizing yang akan
dilakukan dibuat diagram alir proses anodizing, yang ditunjukkan pada gambar 3.1
`0
Gambar 3.1 Diagram Alir Penelitian
Mulai
Proses Anodizing Aluminium: Kuat Arus 3 A, Tegangan 18 volt
Variasi Kosentrasi Larutan anodiz 30% H2SO4 + 70% Air RO, 40% H2SO4
+ 60% Air RO, 50% H2SO4 + 50% Air RO suhu ruangan ± 25-45°C
Waktu Anodizing Aluminium 10 menit
3.2. Perencanaan Percobaan
Jumlah sampel untuk uji ketebalan lapisan oksida, struktur makro
permukaan dan kekerasan mikro vickers permukaan adalah 9 buah spesimen.
Dimana 9 buah spesiman tersebut masing-masing spesimen dipotong menjadi 2
bagian. Jumlah sampel bahan untuk pengujian tersebut adalah dengan mengambil
masing–masing dua spesimen dari proses anodizing dengan variasi konsentrasi
larutan anodiz.
3.2.1. Alat dan Bahan Penelitian 3.2.1.1. Alat Penelitian
Adapun peralatan yang digunakan pada penelitian ini, yaitu:
1. Power Supply
Power supply DC adalah alat yang digunakan untuk menghasilkan arus dan
tegangan searah. Besarnya arus DC yang dialirkan dapat diukur dengan
menggunakan Amperemeter sedangkan untuk mengukur besarnya tegangan DC
digunakan Voltmeter. Pada penelitian ini menggunakan power supply yang arus dan
tegangannya dapat diatur secara manual. Besarnya arus dan tegangan DC yang
dialirkan sesuaikan dengan kondisi operasi yang dibutuhkan agar proses anodizing
dapat berlangsung dengan baik. Jenis power supply DC yang digunakan adalah
merk ZHIAOXIN, seri RXN-305D dengan kapasitas 0-5 Ampere dan 0-32 Volt.
Dapatditunjukan pada Gambar 3.2.
2. Kabel Penghubung
Kabel penghubung ini berfungsi untuk menghubungkan arus pada proses
anodizing, kabel penghubung arus terdiri dari 2 bagian, yaitu kabel penghubung
arus positif sebagai anoda dan kabel penghubung arus negatif sebagai katoda. Kabel
penghubung arus proses anodizing dapatditunjukkan pada Gambar 3.3.
Gambar 3.3 Kabel Penghubung
3. Bak Plastik
Bak plastikyang digunakan adalah berfungsi sebagai tempat larutan bahan
kimia yang digunakan dalam proses cleaning, etching, desmut, anodizing, dieying,
sealing dan sebagai tempat pencucian atau pembilasan spesimen aluminium setelah
tahapan masing-masing proses (Rinsing). Bak plastik yang berukuran besar dengan
volume 6550 ml berjulmah 6 buah dan yang kecil dengan volume 1900 ml
berjumlah 5 buah. Dapat ditunjukkan pada Gambar 3.4.
4. Thermometer
Alat ini digunakan untuk mengukur suhu ruangan bak plastik larutan
elektrolit pada proses desmut, anodizing, dieying dan sealing selama
berlangsungnya proses. Pada termometer ini mempunyai ukuran -10°C – 110°C.
Yang ditunjukan pada Gambar 3.5.
Gambar 3.5 Thermometer
5. Gelas Ukur Plastik
Digunakan untuk mengukur konsentrasi dan takaran campuran larutan
elektrolit pada proses cleaning, etching, desmut, anodizing, dieying dan sealing.
Gelas ukur yang digunakan dalam penelitian ini yaitu berkapasitas 1000 ml, dan
dapat ditunjukan pada Gambar 3.6.
Gambar 3.6 Gelas Ukur Plastik
6. Stopwatch
Stopwatch berfungsi untuk mengukur lamanya waktu proses pengamplasan,
cleaning, etching, desmut, anodizing, dieying dan sealing. Adapun stopwatch yang
Gambar 3.7Stopwatch
7. Timbangan Digital
Timbangan digital digunakan untuk menimbang berat bahan kimia soda api
(NaOH) dan bahan pewarna yang akan digunakan dalam proses anodizing.
Timbangan digital yang digunakan yaitu merk SCOUT PRO, model SP 602,
berkapasitas berat 0,001-400 gram, dan penimbangan dilakukan dilaboratorium
Fakultas Pertanian, Universitas Muhammadiyah Yogyakarta. Dapat tunjukan pada
Gambar 3.8.
Gambar 3.8 Timbangan Digital
8. Alat Uji Foto Makro
Alat uji foto mikro berfungsi untuk mengetahui struktur makro pada
aluminium 1XXX setelah proses anodizing dan dieying. Jenis alat uji yang
digunakan adalah mikroskop dengan Zoom Stereo, model SZ 4045 TR, SZ 6045 TR,
SZ 1145 TR dengan kekuatan rasio pembesaran 0.67x - 4x, 1x – 6.3x, dan 1.8x –
Mesin Sekolah Vokasi, Universitas Gadjah Mada, yang ditunjukan pada Gambar
3.9.
Gambar 3.9 Alat Uji Foto Makro
9. Alat Uji Foto Mikro
Alat uji foto mikro berfungsi untuk mengetahui struktur mikro ketebalan
lapisan oksida pada aluminium 1XXX setelah proses anodizing dan dieying. Jenis
alat uji ini adalah merk OLYMPUS, model PME3 311U/313UN/323UN. Pengujian
dilakukan dilaboratorium Bahan Teknik Program Diploma Teknik Mesin Sekolah
Vokasi, Universitas Gadjah Mada, yang ditunjukan pada Gambar 3.10.
10. Alat Uji Kekerasan Mikro Vickers
Alat uji kekerasan mikro vickers berfungsi untuk mengetahui kekerasan
mikro setelah proses anodizing dan dieying. Jenis alat uji ini adalah merk
SHIMADZU CORPORATION, model HMV-M Ref MT 1006000. Pengujian
dilakukan dilaboratorium Bahan Teknik Program Diploma Teknik Mesin Sekolah
Vokasi, Universitas Gadjah Mada Adapun alat tersebut dapat ditunjukan pada
Gambar 3.11.
Gambar 3.11 Alat Uji Kekerasan
11. Alat Bantu Lainnya
a. Klem Pean Lurus
Klem pean lurus digunakan untuk mempermudah meletakkan dan
mengambil spesimen pada setiap proses dengan menjepit spesimen yang
berada pada larutan anodizing. Alat ini berbahan dasar stainless stell,
memiliki penjepit dengan panjang 5cm dan panjang keseluruhan 18cm.
Yang ditunjukan pada Gambar 3.12.
b. Tang
Digunakan untuk memotong dan menjepit plat alumunium serta alat bantu
lainya, yang dapat dilihat pada Gambar 3.13.
Gambar 3.13 Tang
c. Dudukan Plat Aluminium
Dudukan plat aluminium berfungsi untuk meletakan kabel
penghubung anoda pada proses anodizing agar posisi spesimen tetap
konstan dan tidak berubah-ubah. Yang ditunjukan pada Gambar 3.14.
Gambar 3.14 Dudukan Plat Aluminium d. Penjepit Buaya
Penjepit buaya digunakan untuk menjepit kabel penghubung anoda
pada proses anodizing agar posisi kabel penghubung tetap konstan dan
tidak berubah-ubah. Penjepit buaya dapat ditunjukan pada Gambar 3.15.
e. Sarung Tangan
Sarung tangan digunakan untuk melindungi tangan dari larutan
bahan kimia pada setiap proses. Dan dapat ditunjukan pada Gambar 3.16.
Gambar 3.16 Sarung Tangan
f. Respirator
Respirator digunakan untuk melindungi pernapasan dari gas-gas
yang ditimbulkan oleh bahan-bahan kimia pada setiap proses berlangsung.
Jenis respirator yang digunakan adalah half mask respirator dengan double
filter. Masing-masing slot filter menggunakan filter seri RC 206 yang
berfungsi sebagai penyaring gas dan debu selama proses anodizing Gambar
respirator dan filter ditunjukan pada Gambar 3.17.
Gambar 3.17Respirator dan filter
g. Mistar Baja
Mistar baja digunakan untuk mengukur lembaran plat aluminium
sebelum dipotong menjadi spesimen. Mistar baja yang digunakan dapat
Gambar 3.18 Mistar Baja
h. Amplas
Amplas digunakan untuk meratakan dan menghaluskan permukaan
benda kerja sebelum dianodizing. Amplas yang digunakan adalah merk
SIKERS seri P1000, P2000, dan merk SLG seri C5000. Ditunjukan pada
Gambar 3.19.
Gambar 3.19 Amplas i. Alat Tulis
Alat tulis digunakan untuk mencatat data yang diperoleh selama
proses anodizing berlangsung. Yang ditunjukan pada Gambar 3.20.
Gambar 3.20 Alat Tulis
j. Kamera
Kamera berfungsi sebagai dokumentasi untuk pengambilan gambar pada
Gambar 3.21 Kamera
k. Gerinda Tangan
Gerinda tangan digunakan untuk memotong lembaran plat
aluminium menjadi spesimen yang sebelumnya sudah ditandai dengan
mistar baja dan memolish permukaan spesimen. Gerinda tangan yang
digunakan adalah gerinda merk MODERN seri M-2350B dengan kecepatan
putar 12000 rpm. Ditunjukan pada Gambar 3.22.
Gambar 3.22 Gerinda Tangan
3.2.1.2. Bahan Penelitian
Adapun bahan yang digunakan pada penelitian ini yaitu menggunakan
bahan kimia, diantaranya yaitu:
1. Asam Sulfat (H2SO4)
Fungsi dari cairan asam sulfat (H2SO4) ini adalah sebagai larutan elektrolit
pada proses anodizing yang mengubah permukaan aluminium menjadi aluminium
oksida. Asam sulfat yang digunakan adalah asam sulfat teknis dengan konsentrasi
proses anodic oxidation adalah bahan kimia supliyer dari MULTI KIMIA, dapat
ditunjukkan padaGambar 3.23.
Gambar 3.23 Asam Sulfat (H2SO4)
2. Phosporic Acid (H3PO4)
Phosporic acid digunakan sebagai larutan elektrolit pada campuran larutan
desmut dan phosphoric acid yang digunakan pada proses desmut ini adalah
phosphoric acid teknis, produk dari PT. BRATACO. Gambar Phosporic Acid dapat
ditunjukan pada Gambar 3.24.
3. Asam Cuka/Asam Asetat (CH3CO2H)
Larutan bahan ini sebagai larutan desmut dan sealing, pada proses sealing
ini dilakukan setelah proses pewarnaan anodic oxidation selesai. Proses sealing
merupakan tahap paling akhir dalam anodizing, yang bertujuan untuk
meningkatkan ketahanan korosi lapisan oksida yang terbentuk pada permukaan
aluminium dan menahan pewarna agar tetap berada dalam pori-pori. Larutan asam
cuka yang digunakan dengan konsentrasi (50 gr/liter) air RO (Reverse Osmosis).
Dan bahan ini adalah produk dari PT. BRATACO, seperti yang ditunjukan pada
Gambar 3.25.
Gambar 3.25 Asam Cuka/Asam Asetat (CH3CO2H
4. Larutan Desmut
Larutan ini berfungsi sebagai larutan pengkilap (Bright deep). Komposisi
pada larutan desmutt adalah campuran dari larutan phosphoric acid (H PO ) 75%
ditambah asam sulfat (H SO ) 15% dan ditambah asam cuka (CH3CO2H) 10%.
Gambar 3.26 Larutan Desmut
5. Soda Api (NaOH)
Fungsi dari soda api (NaOH)ini digunakan sebagai larutan etching, bahan
ini berbentuk padat dengan konsentrasi (100 gr/liter) air RO (Reverse Osmosis).
Bahan ini adalah produk dari PT. BRATACO, seperti yang ditunjukan pada
Gambar 3.27.
Gambar 3.27 Soda Api (NaOH)
6. Deterjen Murni/Natrium Karbonat (Na2CO3)
Detergen murni atau nama lainnya adalah natrium karbonat (Na2CO3) yang
berbentuk serbuk putih, dengan konsentrasi (10 gr/liter) air RO (Reverse Osmosis).
Detergen murni digunakan sebagai cairan cleaning, sebagai penghilang minyak dan
bersih. Bahan ini adalah produk dari PT. BRATACO. Dapat ditunjukkan pada
Gambar 3.28.
Gambar 3.28 Deterjen Murni/Natrium Karbonat (Na2CO3)
7. Pewarna Anodizing
Pewarna anodizing digunakan pada proses dieying, larutan ini berfungsi
sebagai proses pewarnaan pada pori-pori lapisan oksida yang terbentuk setelah
proses anodizing dengan konsentrasi yang digunakan (20 gr/liter) air RO (Reverse
Osmosis). Pewarna anodizing ini adalah produk dari U.D AMIR MAHMUD.
http//:www.amirmahmudblogspot.com, dapat ditunjukan pada Gambar 3.29.
Gambar 3.29 Pewarna Anodizing
8. Air RO (Reverse Osmosis)
Air RO (Reverse Osmosis) berfungsi untuk menurunkan kadar kadungan
elektrolit dari asam sulfat pada proses anodizing. Selain berfungsi sebagai
berfungsi sebagai campuran larutan seperti pada larutan cleaning, etching, sealing
dan dieying, yang ditunjukkan pada Gambar 3.30.
Gambar 3.30 Air RO (Reverse Osmosis)
9. Spesimen
Spesimen yang dipakai pada penelitian ini adalah logam plat aluminium seri
1XXX dengan dimensi panjang 50 mm, lebar 30 mm, tebal 2,8 mm. Adapun
spesimen logam plat aluminium dapat ditunjukan pada Gambar 3.31.
10. Plat Aluminium Penghantar
Plat aluminium penghantar ini dipakai sebagai katoda (-) pada proses anodic
oxidation. Dimensi dari plat aluminium penghantar yaitu panjang 130 mm, lebar
130 mm, tebal 2,8 mm. Seperti yang ditunjukan pada Gambar 3.32.
Gambar 3.32 Plat Aluminium Penghantar
3.3. Pelaksanaan Penelitian
3.3.1. Tahapan-tahapan proses anodizing aluminium.
Tahapan-tahapan yang dilakukan pada proses anodizing aluminium
diantaranya adalah:
1. Proses Pengamplasan
Proses pengamplasan ini bertujuan untuk menhilangkan kotoran-kotoran
yang menempel pada permukaan logam aluminium. Proses pengamplasanini yaitu
menggunakan amplas logam seri P1000, P2000, dan C5000. Proses ini dilakukan
secara manual, dengan mengurutkan pengamplasan dari seri P1000, P2000, sampai
C5000. Setelah proses pengamplasan selesai kemudian spesimen dirinsing dalam