Laporan Kerja Praktek PT.
Laporan Kerja Praktek PT. Chandra Asri PetroChandra Asri Petrochemical Tbk.chemical Tbk. 110110
BAB VIII
BAB VIII
TUGAS KHUSUS
TUGAS KHUSUS
V
VIIIIII..11.. PPeennddaahhuulluuaann
VIII.1.1. Latar belakang VIII.1.1. Latar belakang
Pro
Proses ses prodproduksi uksi HDPHDPE E yang yang diladilakukakukan n di di PTPT. . ChaChandra Asri ndra Asri PetPetrochrochemiemical cal TbkTbk.. mel
melibatibatkan kan limlima a unit utamaunit utama, , yaityaituu polimerization, polimerization, separating separating and and drying, drying, diluent diluent recovery,recovery, inishing
inishing , dan unit pembuatan katalis., dan unit pembuatan katalis.
!iluent
!iluent recoveryrecovery uniunit t memeruprupakaakan n sasalalah h satsatu u uniunit t yayang ng pepentinting ng yayang ng ada ada di di PTPT.. Cha
Chandra Asri ndra Asri PetPetrochrochemiemical cal TbkTbk. . ninit t ini ini me!me!recoveryrecovery isobutaneisobutane agar dapat digunakanagar dapat digunakan kembali dalam proses pembuatan HDPE. Diharapkan bah"a konsentrasi maksimum
kembali dalam proses pembuatan HDPE. Diharapkan bah"a konsentrasi maksimumethyleneethylene
yang terikut pada sisi
yang terikut pada sisi side side streamstream sebesar # ppm!"t. dan sebesar # ppm!"t. dan konsentrakonsentrasi iso!butane yang terikutsi iso!butane yang terikut di
di botbottom protom producductt tidatidak k terlterlalu besar alu besar sehisehingga dapat ngga dapat memmeminiminimalkaalkann diluent diluent yang dapayang dapatt terbuang serta untuk
terbuang serta untuk saving cost saving cost ..
VIII.1.2. Tujuan tugas khusus VIII.1.2. Tujuan tugas khusus
Tu$uan dari tugas khusus ini adalah% Tu$uan dari tugas khusus ini adalah%
1.
1. &emahami &emahami prinsip prinsip unitunitdiluent recoverydiluent recovery.. '
' &eng&engetahetahui ui hubuhubungan ngan temtemperaperatur tur umpaumpan, n, temtemperaperaturturreboiler reboiler , dana, dana relu" ratiorelu" ratio
dengan komposisi
dengan komposisiisobutaneisobutane yang di! yang di!recoveryrecovery dari unit dari unit diluent recoverydiluent recovery..
VIII.1.3. uang l!ngku" VIII.1.3. uang l!ngku"
&enganalisa hubungan
&enganalisa hubunganrelu"relu" ratioratio dengan konsentrasi etilen dan dengan konsentrasi etilen danisobutaneisobutane pada pada side side stream
streamdandan toptop product serta komposisi product serta komposisiisobutaneisobutane yang terikut pada yang terikut padabottom product.bottom product.
V
VIIIIII..22.. TT!!nnjjaauuaan Pn Puussttaakkaa
Distil
Distilasi adalah asi adalah suatu prosuatu proses yang dses yang di dalamnyi dalamnya a suatu caisuatu cairan atau ran atau uap uap campuran campuran daridari dua atau lebih substa
dua atau lebih substansi nsi dipisahkan ke daladipisahkan ke dalam (raksi!(ram (raksi!(raksi komponennyksi komponennya a dengan kemudengan kemurnianrnian yang
yang diidiinginnginkan kan melmelalui alui pempemakaiakaian an ataatau u pelepelepasapasan n kalokalor. r. PemPemisahisahan an komkomponeponen n daridari ca
campmpururanan li#uid li#uid dengdengan an distdistilasilasi i tertergantgantung ung pada pada tittitik ik didididih h masmasing!ing!masmasing ing komkomponeponen.n. Dengan kata lain, distilasi ter$adi karena adanya beda )olatilitas masing!masing komponen Dengan kata lain, distilasi ter$adi karena adanya beda )olatilitas masing!masing komponen dala
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 111
masing mempunyai karakteristik titik didih, sehingga proses distilasi tergantung pada karakteristik tekanan uap campuran li*uid.
Dalam kolom distilasi akan terdapat trans(er panas atau energi yang tentu akan menaikan tekanan uap, di mana tekanan uap berhubungan dengan titik didih. Li#uid akan mendidih pada saat tekanan uapnya sama dengan lingkungannya. +emudahanli#uid untuk mendidih tergantung pada $umlah komponen volatile yang ada pada li*uid. Li#uid dengan tekanan uap tinggi high volatility- akan menguap pada temperatur yang lebih rendah.
+omponen!komponen volatile diharapkan akan banyak berada pada uap yang meninggalkan stage dibandingkan dengan uap yang memasuki stage, sebaliknya diharapkan cairan yang meninggalkan stage akan memiliki komponen!komponenvolatile. ila proses ini dilakukan berulang!ulang diharapkan akan di dapatkan dera$at pemisahan yang tinggi.
/ecara umum, sistem distilasi terdiri dari stripping section dan enriching section. ntuk lebih $elasnya, skema tipe unit distilasi dengan sebuah arus umpan dan dua arus produk dapat dilihat pada gambar berikut ini%
%!iadopsi dari ( )nit *perations o Chemical &ngineering,+-,/0' Ga#bar VIII.1. K$l$# d!st!las!
/uatu tipe distilasi tersusun atas beberapa komponen utama%
• sebuahcolumn shell )ertikal dimana pemisahan komponen cairan dilakukan. • internal kolom seperti pelat dan atau packing
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 11'
• reboiler sebagai penyedia penguapan yang dibutuhkan bagi proses distilasi.
• sebuah kondensor untuk mendinginkan dan mengembunkan uap yang meninggalkan
bagian atas kolom.
• sebuah drumaccumulator untuk menahan uap terkondensasi dari bagian atas kolom
sehingga cairanrelu" dapat didaur ulang kembali ke kolom.
Campuran cairan yang akan diproses disebut umpan dan dimasukkan biasanya di tempat yang dekat dengan tengah!tengah kolom pada sebuah baki atau tray disebut tray umpan. Tray
umpan membagi kolom men$adi bagian atas pengayaan dan rekti(ikasi- dan bagian ba"ah stripping -. mpan mengalir ke ba"ah kolom dimana dikumpulkan pada bagian ba"ah dalam reboiler.
%!iadopsi dari ( )nit *perations o Chemical &ngineering,+-,/0' Ga#bar VIII.2. Stripping section
+alor dipasok ke reboiler untuk menghasilkan uap. /umber masukan kalor yang digunakan adalah steam. Dalam re(inasi, sumber pemanas dapat arus keluaran dari kolom lain. ap diangkat di dalam reboiler kembali dimasukkan ke unit pada bagian ba"ah kolom. Cairan yang dilepas dari reboiler dikenal dengan produk ba"ah bottom product -. ariabel!)ariabel yang mempengaruhi operasi kolom stripper adalah sebagai berikut%
1. Temperatur umpan masuk kolom
Temperatur umpan mempengaruhi $umlah komponen yang teruapkan pada lash zone, bila temperatur terlalu rendah, maka akan banyak (raksi ringan yang $atuh ke produk ba"ah dan sebaliknya bila terlalu tinggi (raksi berat akan terikut ke atas
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 112
Tekanan kolom akan berpengaruh terhadap temperatur penguapan cairan, bila tekanan kolom rendah maka temperatur yang dibutuhkan $uga rendah.
2. /i(at (isik umpan
/emakin banyak (raksi berat pada umpan, maka dibutuhkan energi yang lebih besar untuk memisahkannya.
3. 4e(luks
4e(luks ber(ungsi untuk menurunkan beban pendinginan pada kondensor, dengan pendinginan ini secara tidak langsung re(luks mempengaruhi perolehan produk. ila la$u re(luks terlalu tinggi dkha"atirkan (raksi ringan akan terikut pada (raksi di ba"ahnya dan begitu $uga sebaliknya.
%!iadopsi dari ( )nit *perations o Chemical &ngineering,+-,/0' Ga#bar VIII.3 Enriching Section
ap bergerak ke kolom bagian atas dan keluar pada bagian atas unit, didinginkan oleh kondensor. Cairan hasil kondensasi disimpan di dalam be$ana yang dikenal dengan accumulator. /ebagian cairan ini didaur ulang kembali ke bagian atas kolom dan disebut relu". Cairan kondensasi yang dilepas sistem disebut distilat atau produk atas. 5adi terdapat aliran internal uap dan cairan di dalam kolom seperti $uga aliran eksternal dari arus umpan dan produk, ke dalam dan ke luar kolom.
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 113
VIII.3. S!#ulas! Tugas Khusus VIII.3.1. %ata S!#ulas!
Ga#bar VIII.& Flowsheet diluent recovery system
ntuk melakukan 6ptimasi 4asio Distilat HDPE Diluent 1ecovery Column C!#7'3 dengan C!#7'1 untuk mendapatkan (raksi ethylene minimum pada 2ide Product C!#7'3 dilakukan dengan menggunakan sot3are simulator A/PE8 H9/9/ 2.', dengan simulasi sistem alat sebagai berikut%
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 11#
Ga#bar VIII.' S!#ulas! H(S(S 3.2
Data komposisi bahan dalam setiap aliran yang diperoleh dari PDP adalah sebagai berikut% :rade % '0'0 H;! /
Tabel VIII.1 %ata k$#"$s!s! )raks! berat bahan dala# s!ste# k$l$# d!st!las!
+omponen & < "t
;eed apor /ide cut ottom
H' ',017 0,0102 0,0323 2,#3=.10!1> ',3120.10!1> 8' '?,012 0.0=>> 0,3101 1,='=0.10!1# ?,00'3.10!17 ðane 17,032 0.0312 0,1>2' #,0>7#.10!11 3,071>.10!17 Ethylene '?,0#3 #,?>70 '3,771? #,=#>=.10!3 >,#3#=.10!? Ethane 20,0> 1,1#71 3,?31? 2,2#03.10!2 1,1=1'.10!7 @so!utane #?,1'3 ?7,2'?2 77,>?72 =2,02# 10,2?72 1!utene #7,10? 0,03'# 0,0'=> 0,03> >,20>2.10!2 n!utane #?,1'3 3,?23 ',?=7= #,37?= 1,3'?3 1!Heene ?3,172 0,771' 0,0>7= 0,#211 20,'0>' n!Heane ?7,1>? 0,7#=> 0,07?= 0,#==2 23,7#>3 Toluene =',13' ',7#3#.10!2 1,1='7.10!3 ',0111.10!2 0,'017 n!6ctane 113,'22 0,'>3= #,#1'>.10!3 0,'0'' '',0'3' Bater 1?,01# 1,1>03.10!2 3,='1>.10!3 1,1?=2.10!= 7,2?3'.10!13 Ethylenediamin e 70,0== ?,707#.10 !# #,07>1.10!3 #,2'#'.10!# 7,072#.10!13 T@A 1=?,2'? 0,013 3,20>>.10!3 0,010# 1,0?17
8amun untuk memudahkan proses perhitungan dengan H9/9/, komponen T@A tidak dimasukkan dalam perhitungan. /edangkan kondisi operasi yang digunakan pada kolom tersebut adalah sebagai berikut%
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 117
Tekanan % 1#,0= kg cm': asumsi konstan pada semua
aliran-/uhu eed % #=,1#'0= C
pada $am a"al produksi tanggal 10 April '011
Ga#bar VIII.* %ata +ang d!,input dala# al!ran feed
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 11>
VIII.3.2. et$de +ang %!gunakan
ntuk menyelesaikan sistem distilasi dalam H9/9/ 2.' ini, diperlukan ' macam dera$at kebebasan. /alah satunya adalah (raksi komponenethylene pada stage ke!1#, dengan batasan kandungan ethylene yang terikut bersamaisobutane dalam side product maksimal # ppm. /edangkan untuk basis perhitungan kedua, dapat digunakan beberapa hal yaitu
temperatur umpan, temperaturreboiler , dan relu" ratio.
PT. Chandra Asri Petrochemical Tbk. memiliki cara tersendiri untuk menentukan relu" ratio produk side stream yaitu dengan cara berikut%
R=Laju feed masuk
Laju side product x 1.2
erdasarkan persamaan tersebut, dapat disimpulkan bah"a nilai relu" ratio dapat dikendalikan dengan mengatur la$u side product padaisobutane recovery column.
Dari hasil simulasi akan didapatkan nilai (raksi massaethylene dan isobutane pada masing masing aliran produk vapor , side stream, dan bottom-.
Ga#bar VIII./ %ata s"es!)!kas! k$l$# d!st!las! tr!al k$nsentras! ethylene"adaside cut
VIII.3.3. Has!l S!#ulas! dan Perh!tungan
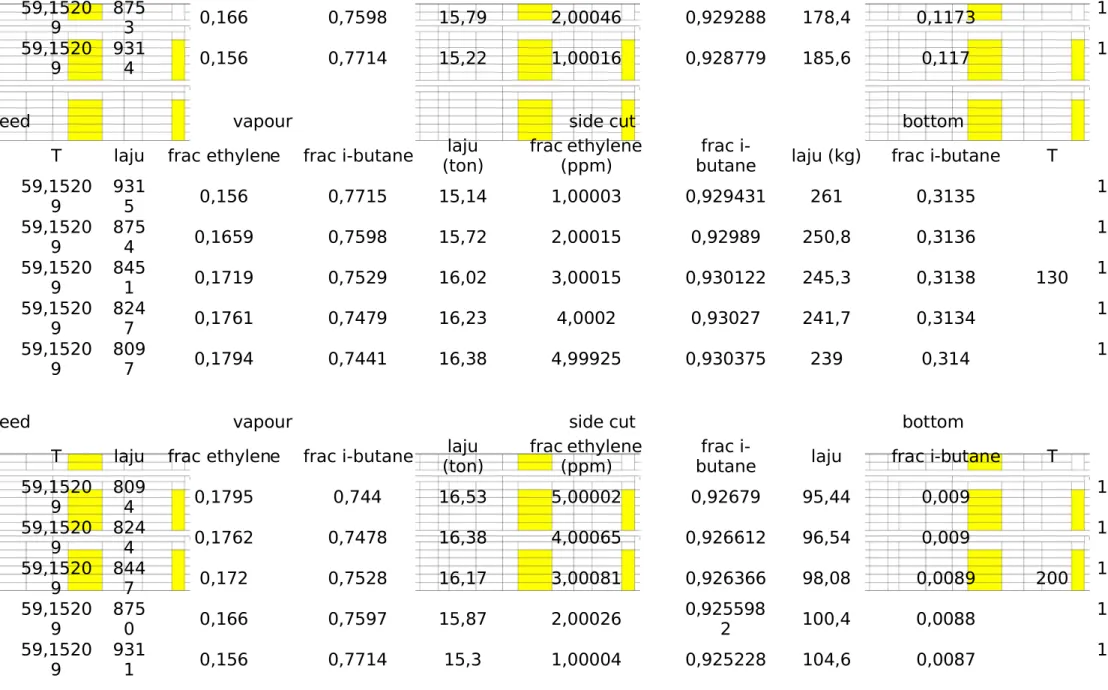
Tabel VIII.2. Has!l s!#ulas! dengan bas!s beda te#"eratur reboiler"ada )raks! ethylene side product 1,' ""#
feed vapour sidecut bottom
T laju frac ethylene frac i-butane laju (ton)
frac ethylene (ppm)
frac
i-butane laju (kg) frac i-butane T !",#!2$ " %$" & $,#"4 $,44# #&,4! !,$$$'' $,"2"%2 #$ $,##' #&!, # #, !",#!2$ " %24
& $,#&2 $,4" #&,' 4,$$$22 $,"2"# ##," $,##'
#, !",#!2$ " %44 " $,##" $,!2% #&,# ',$$$#4 $,"2"!4! #4,! $,##' #,
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 11= !",#!2$ " %! ' $,#&& $,!"% #!," 2,$$$4& $,"2"2%% #%,4 $,##' #, !",#!2$ " "'#
4 $,#!& $,#4 #!,22 #,$$$#& $,"2%" #%!,& $,##
#,
feed vapour sidecut bottom
T laju frac ethylene frac i-butane laju (ton)
frac ethylene (ppm)
frac
i-butane laju (kg) frac i-butane T !",#!2$ " "'# ! $,#!& $,#! #!,#4 #,$$$$' $,"2"4'# 2&# $,'#'! #'$ #, !",#!2$ " %! 4 $,#&!" $,!"% #!,2 2,$$$#! $,"2"%" 2!$,% $,'#'& #, !",#!2$ " %4! # $,##" $,!2" #&,$2 ',$$$#! $,"'$#22 24!,' $,'#'% #, !",#!2$ " %24 $,#&# $,4" #&,2' 4,$$$2 $,"'$2 24#, $,'#'4 #, !",#!2$ " %$" $,#"4 $,44# #&,'% 4,"""2! $,"'$'! 2'" $,'#4 #,
feed vapour sidecut bottom
T laju frac ethylene frac i-butane laju (ton)
frac ethylene (ppm)
frac
i-butane laju frac i-butane T !",#!2$ " %$" 4 $,#"! $,44 #&,!' !,$$$$2 $,"2&" "!,44 $,$$" 2$$ #, !",#!2$ " %24
4 $,#&2 $,4% #&,'% 4,$$$&! $,"2& "&,!4 $,$$"
#, !",#!2$ " %44 $,#2 $,!2% #&,# ',$$$%# $,"2&'&& "%,$% $,$$%" #, !",#!2$ " %! $ $,#&& $,!" #!,% 2,$$$2& $,"2!!"% 2 #$$,4 $,$$%% #, !",#!2$ " "'# # $,#!& $,#4 #!,' #,$$$$4 $,"2!22% #$4,& $,$$% #,
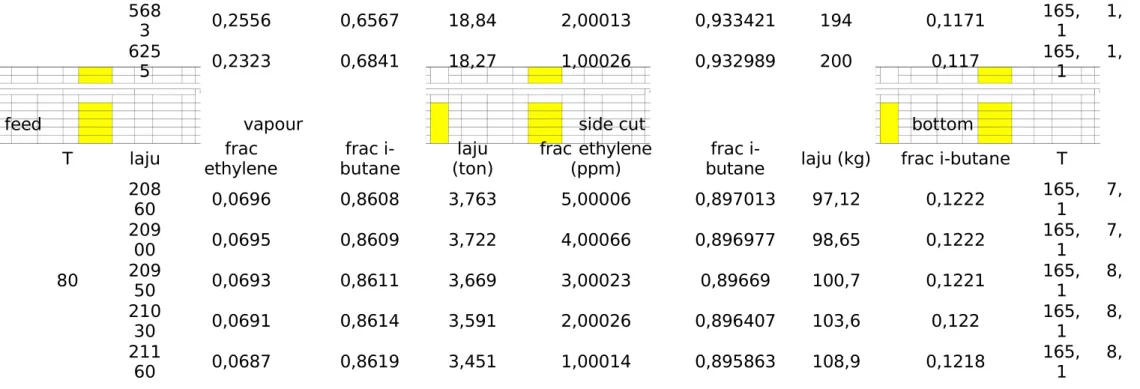
Tabel VIII.3. Has!l s!#ulas! dengan bas!s beda te#"eratur feed"ada )raks! ethylene side product 1,' ""#
feed vapour sidecut bottom
T laju frac ethylene frac i-butane laju (ton) frac ethylene (ppm) frac
i-butane laju (kg) frac i-butane T
!",#!2$ " %$" & $,#"4 $,44# #&,4! !,$$$'' $,"2"%2 #$ $,##' #&!, # #, %24
& $,#&2 $,4" #&,' 4,$$$22 $,"2"# ##," $,##'
#&!, # #, %44 " $,##" $,!2% #&,# ',$$$#4 $,"2"!4! #4,! $,##' #&!, # #, %! ' $,#&& $,!"% #!," 2,$$$4& $,"2"2%% #%,4 $,##' #&!, # #, "'#
4 $,#!& $,#4 #!,22 #,$$$#& $,"2%" #%!,& $,##
#&!, #
#,
feed vapour sidecut bottom
T laju frac ethylene frac i-butane laju (ton) frac ethylene (ppm) frac
i-butane laju (kg) frac i-butane T 4$ !$% ' $,2%!% $,&2#! #",4! !,$$$$2 $,"''%'2 #%,& $,##' #&!, # #, !2# # $,2%% $,&2" #",'2 4,$$#%" $,"''4" #%" $,##' #&!, # #, !'" $,2&"' $,&4$ #",#4 ',$$$$# $,"''&2& #"$," $,##2 #&!, #,
Laporan Kerja Praktek PT. Chandra Asri Petrochemical Tbk. 1'0 !&% ' $,2!!& $,&!& #%,%4 2,$$$#' $,"''42# #"4 $,### #&!, # #, &2! ! $,2'2' $,&%4# #%,2 #,$$$2& $,"'2"%" 2$$ $,## #&!, # #,
feed vapour sidecut bottom
T laju frac ethylene frac i-butane laju (ton) frac ethylene (ppm) frac
i-butane laju (kg) frac i-butane T
%$
2$%
&$ $,$&"& $,%&$% ',&' !,$$$$& $,%"$#' ",#2 $,#222
#&!, #
,
2$"
$$ $,$&"! $,%&$" ',22 4,$$$&& $,%"&" "%,&! $,#222
#&!, #
,
2$"
!$ $,$&"' $,%&## ',&&" ',$$$2' $,%"&&" #$$, $,#22#
#&!, #
%,
2#$
'$ $,$&"# $,% ',!"# 2,$$$2& $,%"&4$ #$',& $,#22
#&!, #
%,
2##
&$ $,$&% $,%&#" ',4!# #,$$$#4 $,%"!%&' #$%," $,#2#%
#&!, #
%,
Tabel VIII.&. Has!l s!#ulas! dengan bas!s beda reflux ratio "ada )raks! ethylene side product' ""#
feed vapour sidecut bottom
T laju frac ethylene frac i-butane laju (ton)
frac ethylene (ppm)
frac
i-butane laju (kg) frac i-butane T !",#!2
$"
%$"
! $,#"4 $,44# #&,4% ! $,"2"'$& #44,& $,$'4'
#%, # !",#!2
$"
%#$
' $,#"' $,44' #& !,$$$'% $,"'2'#" &#&,& $,&4$"
#$#, ' !",#!2 $" %## ! $,#" $,44 #!,22 !,$$#! $,"'4#2 #'%! $,%2& "4,4 #,
VIII.3.&. Pe#bahasan
4sobutane recovery column C!#7'3- merupakan kolom bertipe packed dengan '' plate teoritis dan reboiler . Hasil yang diharapkan dari penggunaan kolom distilasi ini adalah recovery isobutane pada side product yang optimal, dengan (raksi ethylene yang terikut seminimal mungkin. /elain itu, diharapkanethylene pada bleed gas top product - sebanyak mungkin, dengan (raksiisobutane pada topdan bottom product seminimal mungkin.
ntuk mencapai kondisi tersebut, PT. Chandra Asri Petrochemical Tbk. menggunakan set value relu" ratio 1,7, sedangkan pada pelaksanaannyarelu" ratio berkisar antara 1,#=! 1,7. +eadaan ini, pada saat sekarang sudah ideal untuk acuan prosesdiluent recovery iso! butane yang dilakukan di $igh !ensity Polyethylene Plant.
/alah satu (aktor yang mempengaruhi proses distilasi adalah temperatur reboiler . erdasarkan hasil simulasi optimasi, didapatkan gra(ik hubungan konsentrasi isobutane dalam side productsebagai berikut%
$ $# $2 $' $4 #&!,# #'$ 2$$ frasksi ethylene (ppm) fraksi isobutane heavy key
Ga#bar VIII.0 Perband!ngan )raks! isobutanedala#bottom product"ada bebera"a k$nd!s! te#"eraturreboiler
:ambar @@@.= menun$ukkan bah"a temperaturreboiler berbanding terbalik dengan (raksi isobutane. Peningkatan temperatur reboiler menyebabkan komponen (raksi berat, terutama isobutane, teruapkan kembali ke dalam kolom distilasi sehingga la$ubottom product dan (raksiisobutane dalam (raksi berat semakin berkurang.
$"2 $"2 $"' $"' $"' $"' #&!,# #'$ 2$$ frasksi ethylene (ppm) fraksi isobutane side cut
Ga#bar VIII.1 Perband!ngan )raks! isobutanedala# side cut "ada bebera"a k$nd!s!
te#"eratur reboiler
:ra(ik ini menun$ukkan bah"a kenaikan temperatur menyebabkan (raksiisobutane dalam side cut menurun, "alaupun dalam $umlah massa sebenarnya isobutane yang di! recovery bertambah banyak karena ada sebagian aliran komponen yang diumpankan kembali dalam kolom distilasi.
#&!,# ) #'$ 2$$ frasksiethylene(ppm) fraksiethylenelightkey
Perubahan temperatur reboiler tidak terlalu berpengaruh terhadap komposisi padatop product , baikethylenemaupun isobutane.
#&!,#) #'$ 2$$ frasksiethylene (ppm) fraksiisobutanelight key
Ga#bar VIII.11 Perband!ngan )raks! ethylenedanisobutanedala#top product "ada
+ondisi operasi yang berbeda tentunya akan menyebabkan perbedaan $umlah komponen yang masuk dalam aliran side product pada aliran eed yang sama. Hal ini $uga menyebabkan perubahan terhadap relu" ratio. Hubungan relu" ratio dengan kondisi temperatur reboilerdigambarkan pada gra(ik berikut%
$ $! # #! 2 2! ' '! 4 4! ! # #! #% #%! #" #"! 2 #&!,# #'$ 2$$ frasksi ethylene (ppm) reux ratio
Ga#bar VIII.12 Perband!ngan reflux ratio"ada bebera"a k$nd!s! te#"eratur reboiler :ambar @@@.1' menun$ukkan bah"a temperaturreboiler berbanding terbalik dengan relu" ratio. +enaikan temperatur reboilerakan meningkatkan $umlah komponen (raksi berat yang diumpankan kembali dalam kolom distilasi sehingga aliran side product bertambah.
;aktor lain yang mempengaruhi proses distilasi adalah temperatur umpan yang masuk dalam kolom. Perubahan temperatur umpan akan mempengaruhi komposisi komponen pada masing!masing aliran. erdasarkan hasil simulasi optimasi, didapatkan gra(ik hubungan konsentrasi isobutane dalam side productsebagai berikut%
!"#! 4$ %$
frasksi ethylene (ppm) fraksi isobutane side cut
Ga#bar VIII.13 Perband!ngan )raks! isobutanedala# side cut "ada bebera"a k$nd!s! te#"eratur feed
:ambar @@@.12 menun$ukkan bah"a $umlah isobutane yang di!recovery pada side product berbanding lurus dengan (raksiethylene yang terikut dalam side product. /emakin besar $umlah isobutane yang di!recovery, maka $umlah (raksi ethylene yang terikut dalam
aliran side product $uga bertambah besar.
/elain itu, gambar di atas menun$ukkan bah"a $umlah (raksi isobutane yang ter! recovery berbanding terbalik dengan temperatur umpan. /emakin tinggi temperatur masuk umpan dalam kolom distilasi, maka sebagian besar komponen akan menu$u top product ,terutamaethylene, dan mengurangi aliran side product . Penurunan aliran side product akan mengakibatkan penurunan $umlahrecovery isobutane dariisobutane recovery column.
$ # 2 ' 4 ! $ $$! $# $#! $2 $2! $' $'! !"#! 4$ %$ frasksi ethylene (ppm) fraksi ethylene light key
Ga#bar VIII.1& Perband!ngan )raks! ethylenedala# top product"ada bebera"a k$nd!s! te#"eratur feed
Pada gra(ik di atas, terlihat bah"a (raksiethylene dalam top productakan meningkat seiring penurunan suhu. 8amun pada kenyataannya, massa ethylene yang teruapkan bertambah banyak meskipun hanya sedikit, karena aliran campuran yang masuk dalamtop productsemakin banyak.
Peningkatan temperatur umpan $uga menyebabkan (raksi isobutane yang terikut dalam top product semakin banyak, seperti yang terlihat pada gra(ik berikut ini%
$ # 2 ' 4 ! !"#! 4$ %$ frasksi ethylene (ppm) fraksi isobutane light key
Ga#bar VIII.1' Perband!ngan )raks! isobutanedala#top product "ada bebera"a k$nd!s! te#"eratur feed
Hal ini tentunya tidak diinginkan karena akan menurunkan perormance dari kolom distilasi C!#7'3 dalam me!recovery isobutane.
$# $2 !"#! 4$ %$ frasksi ethylene (ppm) fraksi isobutane heavy key
Ga#bar VIII.1* Perband!ngan )raks! isobutanedala#bottom product "ada bebera"a k$nd!s! te#"eratur feed
:ra(ik ini menun$ukkan bah"a kenaikan temperatur umpan menyebabkan (raksi isobutane yang terikut dalam bottom product $uga bertambah. 8amun la$u bottom product semakin menurun seiring peningkatan temperatur, sehingga massa isobutane yang ter! recovery semakin berkurang.
Temperatur umpan $uga dapat mempengaruhi nilairelu"ratio. Hubungan relu" ratio dengan kondisi temperaturreboilerdigambarkan pada gra(ik berikut%
$ $! # #! 2 2! ' '! 4 4! ! !"#! 4$ %$ frasksi ethylene (ppm) Reux ratio
Ga#bar VIII.1- Perband!ngan reflux ratio"ada bebera"a k$nd!s! te#"eratur feed Peningkatan temperatur umpan akan menyebabkanrelu" ratio $uga meningkat.
;aktor lain yang dapat mempengaruhi hasil distilasi adalah relu" ratio.
Refux
ratio
adalah perbandingan jumlah umpan yang masuk ke dalam kolom
distilasi -!&24 dengan keluaran produk tengah yang akan diambil dan
dimasukkan ke dalam
diluent recovery tank
, yang sebagian besar adalah
iso-butane *ntuk melihat hubungan antara
refux ratio
dengan fraksi
isobutane
dalam
side product
, maka digunakan data saat fraksi
ethylene
! ppm yang ditunjukkan pada ketiga gra+k berikut ini
# #' #! #% #% #%' #%! #%% #" #"' #"! Reux ratio
fraksi isobutane side cut
Ga#bar VIII.1/ Hubungan antara reflux ratio dengan )raks! isobutane"ada side cut saat )raks! ethylene ' ""#
# #' #! #% #% #%' #%! #%% #" #"' #"! $4 $4 $4 $4 $4 $4 $4 $4 $4 Reux ratio fraksi isobutane light key
Ga#bar VIII.10 Hubungan antara reflux ratio dengan )raks! isobutane"ada top product saat )raks! ethylene ' ""# # #' #! #% #% #%' #%! #%% #" #"' #"! Reux ratio
fraksi isobutane heavy key
Ga#bar VIII.2 Hubungan antara reflux ratio dengan )raks!isobutane"adabottom product saat )raks! ethylene ' ""#
Dalam ketiga gra(ik, terlihat bah"a $umlah (raksi isobutane dalam top, side, dan bottom product berbanding lurus dengan relu" ratio, terutama dalam side product . 6leh karena itu, diperlukan pemilihan nilairelu" ratio yang sesuai untuk mendapatkanrecovery isobutane yang optimal dalam side product .
# #' #! #% #% #%' #%! #%% #" #"' #"! $#% $#% $#% $#% $#% $#% $#% $#% $#% Reux ratio fraksi ethylene light key
Ga#bar VIII.21 Hubungan antara reflux ratio dengan )raks! ethylene"ada top product saat )raks! ethylene ' ""#
:ra(ik di atas menun$ukkan bah"a (raksi ethylene dalam top product berbanding terbalik dengan relu" ratio. Penggunaan nilai relu" ratio yang terlau besar akan menyebabkan (raksiethylenedalam bleed gas menurun dan (raksiethylene yang masuk aliran side product bertambah meskipun hanya sedikit. Hal ini tentunya tidak diinginkan karena
adanya (raksiethylenelebih dari # ppm akan meracuni campurandiluent tersebut.
Dari hasil analisa data dengan mempertimbangkan rate produk samping yang digunakan untuk recovery iso!butane dengan (raksi ethylene kurang dari # ppm F # ppm-dengan la$u eed '3.>' tonh didapatkan hasil terbaik adalah pada saat rate side productantara 1#!17,# tonh, dengan (raksiethylenemaksimum # ppm dan (raksi ethyleneminimum 1 ppm. Pada kondisi ini, didapatkan (raksiisobutane dalam side productadalah sekitar 0,='.
VIII.&. Kes!#"ulan
erdasarkan hasil pengamatan terhadapa gra(ik dan hasil perhitungan, maka dapat disimpulkan beberapa hal berikut%
1. ;raksi isobutane side product berbanding lurus dengan (raksi ethylene yang terikut dalam side product
'. Perubahan temperaturreboiler berbanding terbalik dengan (raksiisobutane pada side danbottom product
2. Perubahan temperatur berbanding lurus dengan (raksiethylene dan isobutane dalam top product , namun berbanding terbalik dengan (raksiisobutane side product
3. 8ilai relu" ratio berbanding lurus dengan (raksi isobutane dalam semua aliran produk dan berbanding terbalik dengan (raksiethylene dalam top product
#. erdasarkan hasil simulasi, diperoleh recovery isobutane optimal pada la$u side product 1#!17,# ton $am