ABSTRAK
PT Asiantex merupakan salah satu perusahaan yang bergerak dibidang industri tekstil khususnya pembuatan kain furing, dalam menjalankan usahanya PT Asiantex mengalami kendala dengan jumlah cacat yang mengalami peningkatan cukup banyak. Jenis cacat yang terjadi juga terus terulang tanpa diketahui penyebab cacatnya. Jenis cacat yang terjadi antara lain kain melipat, warna kain tidak rata dan kain sobek
Agar mampu meminimasi jumlah cacat dan jenis cacat yang terjadi saat ini, maka akar permasalahan yang menjadi penyebab timbulnya masalah harus segera diketahui dengan bantuan fault tree analysis. Sedangkan agar dapat mencegah sebanyak mungkin mode kegagalan yang terjadi, dapat menggunakan bantuan Failure Mode and Effect Analysis.
Untuk mengetahui kondisi perusahaan saat ini dilakukan penelitian awal mengenai perusahaan secara umum serta permasalahan yang sedang dihadapi oleh perusahaan, selanjutnya dilakukan tinjauan pustaka untuk mencermati tori-teori yang digunakan serta teori-teori yang mendukung dalam menganalisis kualitas produk yang dihasilkan oleh perusahaan. Penelitian dan pengumpulan data dilakukan dengan observasi langsung melalui wawancara dengan kepala bagian produksi dyeing, dari pengamatan yang dilakukan tercatat jenis cacat dan jumlah cacat selama 30 hari kerja..
Dari tiga jenis cacat yang terjadi, akan dipilih jenis cacat kain melipat untuk diatasi karena nilai sigma yang didapatkan berada dibawah rata-rata nilai sigma industri Indonesia sebesar four sigma. Perhitungan DPMO dan nilai sigma dari jenis cacat kain melipat sebesar 8193 dengan nilai sigma 3.90. yang berarti bahwa dalam satu unit produk tunggal terdapat rata-rata kesempatan untuk gagal dari karakteristik CTQ (Critical To Quality) adalah 8193 kegagalan per satu juta kesempatan.
Faktor yang paling mempengaruhi kejadian jenis cacat kain melipat sehingga kejadian tersebut terus terulang yaitu bahan pewarna dan bahan pendukung dari vendor sukar larut, pengadukan kurang lama, temprature suhu air tidak tepat, pengiriman mekanik dari vendor terlambat, bahan baku untuk pembuatan kain grey dari pemasok bahan terlambat, termostat gagal berfungsi tidak diketahui, komponen kabel pemeras putus ditengah jalan yang tidak diketahui, dan genset tidak siap saat listrik mati.
DAFTAR ISI
LEMBAR PENGESAHAN... ii
PERNYATAAN HASIL KARYA PRIBADI... iii
ABSTRAK... iv
KATA PENGANTAR DAN UCAPAN TERIMAKASIH... v
DAFTAR ISI... viii
DAFTAR TABEL... xiv
DAFTAR GAMBAR... xvii BAB 1 PENDAHULUAN
1.1. Latar Belakang Masalah... ... 1-1 1.2. IdentifikasiMasalah... 1-2 1.3. PembatasanMasalah... 1-3 1.4. Perumusan Masalah... 1-3 1.5. Tujuan Penelitian... 1-3 1.6. Sistematika Penulisan... 1-3 BAB 2 TINJAUAN PUSTAKA
2.1. Konsep Kualitas Secara Umum... 2-1 2.1.1. Definisi Kualitas... 2-1 2.1.2. Pentingnya Kualitas... 2-3 2.1.3. DimensiKualitas... 2-3 2.1.4. Faktor-Faktor Yang Mempengaruhi Kualitas... 2-4 2.1.5. Pengertian Pengendalian Kualitas... 2-6 2.1.6. Faktor-Faktor Yang Mempengaruhi Pengendalian
Kualitas... 2-6 2.1.7. Maksud dan Tujuan Pengendalian Kualitas...2-8 2.1.8. Ruang Lingkup PengendalianKualitas... 2-9 2.1.9. Proses Industri Dipandang Sebagai Suatu Peningkatan
2.3. Alat Bantu Pengendalian Kualitas dan Seven Tools... 2-12 2.3.1. Lembar Periksa (Check Sheet)... 2-12 2.3.2. Diagram Pareto... 2-14 2.3.3. Peta Kendali... 2-15 2.3.3.1. Peta Kendali U... 2-16 2.4. Konsep Six Sigma... 2-18 2.4.1. Pengertian Six Sigma... 2-18 2.4.2. Keuntungan Six Sigma... 2-19
2.4.3. Strategi Manajemen dan Perbaikan Kualitas... 2-20 2.4.4. Menentukan Ukuran Defect dan Ukuran Sigma... 2-22 2.5. Analisis Pohon Kesalahan (Fault Tree Analysis)... 2-23 2.6. Failure Mode and Effect Analysis... 2-24 2.7. Menetapkan Suatu Rencana Tindakan (Action Plan) untuk
Melaksanakan Peningkatan Kualitas Six Sigma... 2-26 BAB 3 METODE LOGI PENELITIAN
3.1. Studi Pendahuluan... 3-1 3.2. Tinjauan Pustaka... 3-1 3.3. Identifikasi Masalah... 3-3 3.4. Pembatasan Masalah dan Asumsi... 3-4 3.5. Perumusan Masalah... 3-4 3.6. Tujuan Penelitian... 3-4 3.7. Pengumpulan Data... 3-5
3.10. Penutup... 3-6 BAB 4 PENGUMPULAN DATA
4.1. Data Umum Perusahaan... 4-1 4.1.1. Sejarah Singkat Perusahaan... 4-1 4.1.2. Tenaga Kerja dan Jam Kerja... 4-2 4.1.3. Struktur Organisasi dan Uraian Tugas... 4-2 4.2. Data Proses Produksi... 4-12
4.2.1. Jenis Produksi... 4-12 4.2.2. Jumlah Produksi... 4-13 4.2.3. Bahan Baku Utama dan Bahan Baku Pendukung... 4-13 4.2.4. Sarana Produksi... 4-13 4.2.5. Proses Produksi... 4-13 4.3. Data Jenis Cacat dan Jumlah Cacat... 4-19 4.4. Prosedur Pengendalian Kualitas Pada Perusahaan... 4-19 4.5. Jumlah Cacat Pada Proses Produksi... 4-21 BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1. Perhitungan DPMO dan Nilai Sigma... 5-1 5.1.1. Perhitungan Nilai Sigma Untuk Cacat Kain Melipat... 5-1 5.1.2. Perhitungan Nilai Sigma Cacat Warna Tidak Rata... 5-2 5.1.3. Perhitungan Nilai Sigma Untuk Cacat Kain Sobek... 5-1 5.2. Analisis Scorecard Untuk DPMO dan Nilai Sigma... 5-4 5.3. Fault Tree Analysis... 5-6 5.3.1. Fault Tree Analysis Untuk Jenis Cacat Kain Melipat... 5-6 5.4. Failure Mode anda Effect Analysis (FMEA)... 5-7
5.4.1. Fault Tree Analysis Untuk Jenis Cacat Kain Melipat... 5-8 5.5. Perhitungan Diagram Pareto Berdasarkan RPN... 5-12 5.5. Usulan Pengembangan Berdasarkan Diagram Pareto... 5-12 BAB 6 PENUTUP
DAFTAR TABEL
Tabel Judul Halaman
1.1. Jumlah Cacat Pada Proses Dyeing 1 – 2
2.1. Tabel Gap DPMO Dan Nilai Sigma Yang Diinginkan 2 – 21
4.1. Jumlah Cacat dan Jenis Cacat 4 – 21
5.1.. Tabel Gap DPMO dan Nilai Sigma yang Diinginkan 5 – 4 5.2. Failure Mode and Effect Analysis Proses Dyeing 5 – 10 5.3. Perhitungan Diagram Pareto Berdasarkan Hasil RPN 5 – 13 5.4. Usulan Pengembangan dari Penyebab Kegagalan Potensial 5 – 22 5.5. Usulan Pengembangan dari Penyebab Kegagalan
DAFTAR GAMBAR
Gambar Judul Halaman
3.1. Metodologi Penelitian 3 – 2
3.2. Metodologi Penelitian (Lanjutan) 3 – 3
4.1. Struktur Organisasi 4 – 3
4.2. Peta Proses Operasi Proses Dyeing 4 – 14
4.3. Persiapan Kain Grey 4 – 15
4.4. Proses Pencelupan 4 – 16
4.5. Proses Pencucian dan Pengeringan tahap 1 4 – 17
4.6. Proses Pengeringan tahap 2 4 – 17
4.7. Proses Pemeriksaan 4 – 18
4.8. Proses Folding 4 – 18
4.9. Proses Pembungkusan 4 – 18
5.1. Fault Tree Analysis Untuk Jenis Cacat Kain Melipat 5 – 7
Lampiran L1-1
LAMPIRAN 1
DIAGRAM PARETO
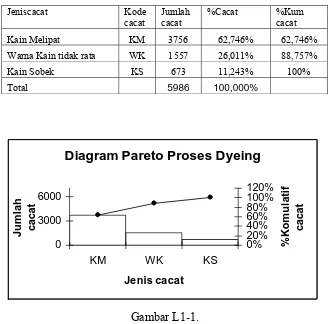
Diagram pareto di buat dengan tujuan untuk mengidentifikasi karakteristik
kualitas yang perlu mendapatkan prioritas penanganan dan pengendalian masalah
berdasarkan frekuensi terjadinya cacat yang paling besar.
Tabel L1-1.
Jumlah Cacat Proses Dyeing
Jeniscacat Kode
Diagram Pareto Proses Dyeing
Lampiran L1-1
LAMPIRAN 2
Peta Kendali Untuk Proses Dyeing
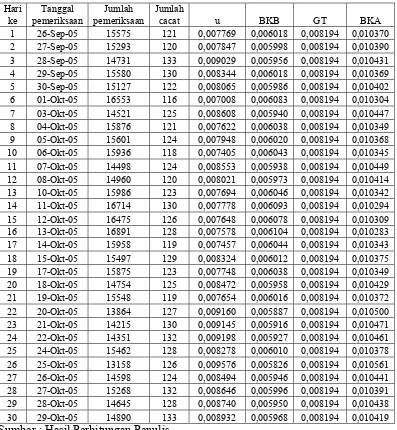
1. Pembuatan Peta Kendali u Untuk Jenis Cacat Kain Melipat
Untuk mengetahui apakah terdapat jumlah cacat yang keluar dari batas kendali
maka dapat dilakukan perhitungan batas kendali atas dan batas kendali bawah peta
u untuk jenis cacat kain melipat
Tabel L2-1.
Batas-Batas Kendali Peta u Untuk Jenis Cacat Kain Melipat
Lampiran L1-1
Contoh perhitungan peta kendali u
007769
Sumber : Hasil perhitungan penulis
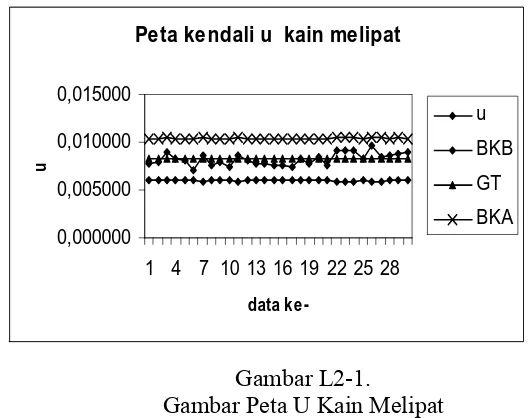
Peta kendali u kain melipat
0,000000
Gambar Peta U Kain Melipat
Lampiran L1-1
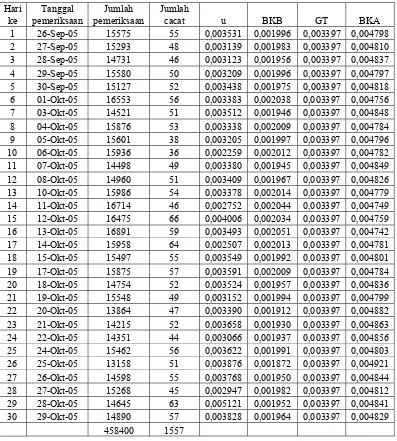
2. Peta Kendali u Untuk Jenis Cacat Warna Kain Tidak Rata
Untuk mengetahui apakah terdapat jumlah cacat yang keluar dari batas kendali
maka dapat dilakukan perhitungan batas kendali atas dan batas kendali bawah peta
u untuk jenis cacat warna kain tidak rata.
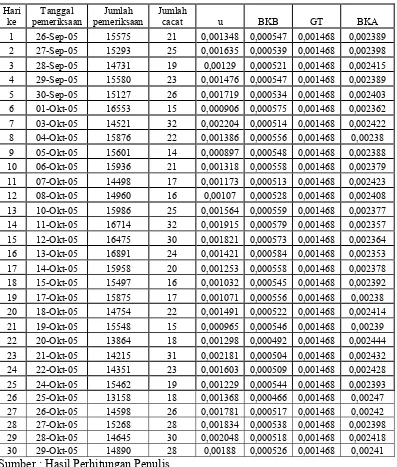
Tabel L2-2
Batas-Batas Kendali Peta u Untuk Jenis Cacat Warna kain tidak rata
Hari ke
Tanggal pemeriksaan
Jumlah pemeriksaan
Jumlah
cacat u BKB GT BKA 1 26-Sep-05 15575 55 0,003531 0,001996 0,003397 0,004798 2 27-Sep-05 15293 48 0,003139 0,001983 0,003397 0,004810 3 28-Sep-05 14731 46 0,003123 0,001956 0,003397 0,004837 4 29-Sep-05 15580 50 0,003209 0,001996 0,003397 0,004797 5 30-Sep-05 15127 52 0,003438 0,001975 0,003397 0,004818 6 01-Okt-05 16553 56 0,003383 0,002038 0,003397 0,004756 7 03-Okt-05 14521 51 0,003512 0,001946 0,003397 0,004848 8 04-Okt-05 15876 53 0,003338 0,002009 0,003397 0,004784 9 05-Okt-05 15601 38 0,003205 0,001997 0,003397 0,004796 10 06-Okt-05 15936 36 0,002259 0,002012 0,003397 0,004782 11 07-Okt-05 14498 49 0,003380 0,001945 0,003397 0,004849 12 08-Okt-05 14960 51 0,003409 0,001967 0,003397 0,004826 13 10-Okt-05 15986 54 0,003378 0,002014 0,003397 0,004779 14 11-Okt-05 16714 46 0,002752 0,002044 0,003397 0,004749 15 12-Okt-05 16475 66 0,004006 0,002034 0,003397 0,004759 16 13-Okt-05 16891 59 0,003493 0,002051 0,003397 0,004742 17 14-Okt-05 15958 64 0,002507 0,002013 0,003397 0,004781 18 15-Okt-05 15497 55 0,003549 0,001992 0,003397 0,004801 19 17-Okt-05 15875 57 0,003591 0,002009 0,003397 0,004784 20 18-Okt-05 14754 52 0,003524 0,001957 0,003397 0,004836 21 19-Okt-05 15548 49 0,003152 0,001994 0,003397 0,004799 22 20-Okt-05 13864 47 0,003390 0,001912 0,003397 0,004882 23 21-Okt-05 14215 52 0,003658 0,001930 0,003397 0,004863 24 22-Okt-05 14351 44 0,003066 0,001937 0,003397 0,004856 25 24-Okt-05 15462 56 0,003622 0,001991 0,003397 0,004803 26 25-Okt-05 13158 51 0,003876 0,001872 0,003397 0,004921 27 26-Okt-05 14598 55 0,003768 0,001950 0,003397 0,004844 28 27-Okt-05 15268 45 0,002947 0,001982 0,003397 0,004812 29 28-Okt-05 14645 63 0,005121 0,001952 0,003397 0,004841 30 29-Okt-05 14890 57 0,003828 0,001964 0,003397 0,004829
458400 1557
Lampiran L1-1
Peta kendali u warna kain tidak rata
0,001
Gambar Peta U Warna kain tidak rata
Contoh perhitungan peta kendali u
003531
Berdasarkan Tabel L2-2 dan Gambar L2-2 dapat diketahui bahwa : • Nilai rata-rata atau garis tengah peta kendali yaitu 0.0033966
• Titik-titik yang keluar dari Batas Kendali Atas (BKA) yaitu data ke-29 • Titik-titik yang keluar dari Batas Kendali Bawah (BKB) tidak ada
Lampiran L1-1
3. Pembuatan Peta Kendali U untuk Jenis Cacat Kain Sobek
Untuk mengetahui apakah terdapat jumlah cacat yang keluar dari batas kendali
maka dapat dilakukan perhitungan batas kendali atas dan batas kendali bawah peta
u untuk jenis cacat kain sobek.
Tabel L2-4
Batas-batas Kendali Peta u Untuk Jenis Cacat Kain Sobek
Hari ke
Tanggal pemeriksaan
Jumlah pemeriksaan
Jumlah
Lampiran L1-1
Contoh perhitungan peta kendali u
001348
Peta kendali u Kain sobek
0,000400 Gambar Peta U Kain Sobek
Lampiran L1-1
LAMPIRAN 3
TABEL SEVERITY, OCCURENCE AND DETECTABILITY
Table 6.1 Difinition of Severity Scale = Likely Impact of Failure
Impact Rating Criteria A Failure Could
Bad 10 Injure a customer or employee
V 9 Be Illegal
V 8 Render the unit unfits for use
V 7 Cause extreme customer dissatisfaction
V 6 Result in partial malfunction
V 5 Cause a loss of performance likely to result in a complaint
V 4 Cause minor performance loss
V 3 Cause a minor nuisance ; can be overcome with no loss
V 2 Be unnooticed ; minor effect on performance
Good 1 Be unnooticed and not effect on performance
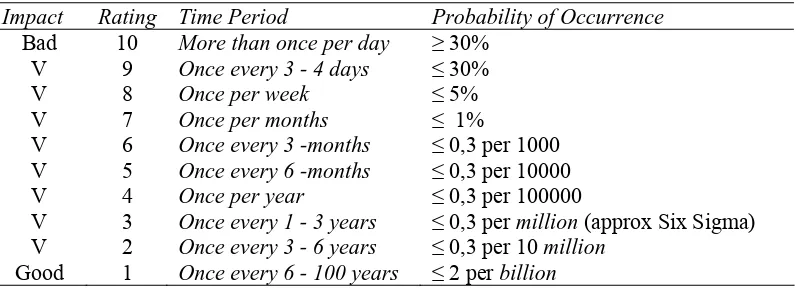
Table 6.2. Definition of “Occurrence” Scale = Frequency of failure
Impact Rating Time Period Probability of Occurrence
Bad 10 More than once per day ≥ 30%
V 9 Once every 3 - 4 days ≤ 30%
V 8 Once per week ≤ 5%
V 7 Once per months ≤ 1%
V 6 Once every 3 -months ≤ 0,3 per 1000
V 5 Once every 6 -months ≤ 0,3 per 10000
V 4 Once per year ≤ 0,3 per 100000
V 3 Once every 1 - 3 years ≤ 0,3 per million (approx Six Sigma)
V 2 Once every 3 - 6 years ≤ 0,3 per 10 million
Good 1 Once every 6 - 100 years ≤ 2 per billion
Table 6.3. Definition of “Detection” Scale = Ability to defect failure
Impact Rating Definition
Bad 10 Defect caused by failure is not detectable
V 9 Occasional units are checked for defects
V 8 Unit are systematematically sampled and isnpected
V 7 All units are manually inspected
V 6 Manual inspection with mistake proofing modifications
V 5 Proses is monitored with control charts and manually inspection
V 4 Control carts use with an immediate reaction to out of control condition
V 3 Control carts use above with 100% inspection surrounding out of
control condition
V 2 All units automaticlly inspected or control carts used to improve the process
Good 1 All units automaticlly inspected or control carts used to improve the
Lampiran L1-1
DATA PENULIS
Nama : Indra Surya Atmaja
Alamat di Bandung : Jl. Kebonjati 41, Luxor Permai Kav : 33. Bandung
Alamat Asal : Jl. Setiakawan VI NO.13 Jakarta-Pusat
No. Telp Bandung : 022-4202536
No. Telp Asal : 021-6327556
No. Handphone : 08156084015
Pendidikan : SD Negeri 01, Duripulo Jakarta-Pusat
SMP Negeri 60, Jakarta-Pusat
SMU Negeri 25, Jakarta-Pusat
Jurusan Teknik Industri Universitas Kristen Maranatha
Nilai Tugas Akhir : B+
1 – 1
BAB 1
PENDAHULUAN
1.1. Latar Belakang Masalah
PT Asiantex merupakan salah satu perusahaan yang bergerak dibidang industri tekstil khususnya pembuatan kain furing, dengan kapasitas produksinya sebanyak 500.000 yards per bulan. Dalam menjaga kualitas produksinya, perusahaan selalu melakukan pemeriksaan terhadap kain yang telah selesai di proses, agar hasil yang kurang baik dapat segera diketahui sehingga tidak akan sampai kepada konsumen. Kini perusahaan memproduksi kain grey yang diproses lebih lanjut menjadi kain furing berdasarkan pesanan. Untuk menghasilkan kain furing, perusahaan membagi bagian produksi menjadi dua departemen, yaitu departemen weaving dan departemen dyeing. Departemen weaving yaitu departemen pembuatan kain grey dari bahan baku benang sampai menjadi kain mentah atau kain grey, sedangkan departemen dyeing yaitu departemen yang memproses lebih lanjut kain grey menjadi kain furing. Dikarenakan keterbatasan ruang lingkup dari dalam perusahaan maka pada departemen weaving tidak dilakukan penelitian lebih lanjut. Penelitian hanya dapat dilakukan pada departemen dyeing, dengan mengamati pembuatan kain furing, pemeriksaan kain furing sampai pada tahap penyelesaian kain furing yang siap untuk dipasarkan.
Dalam menjalankan usaha industri tekstilnya, PT Asiantex mengalami beberapa kendala dengan jumlah cacat yang terjadi selama ini. Jumlah cacat yang didapatkan pada bagian pemeriksaan mengalami peningkatan yang cukup banyak, namun pihak perusahaan tidak mencari tahu penyebab timbulnya cacat yang terjadi selama ini. sehingga jenis cacat yang terjadi terus terulang pada proses produksi selanjutnya. Jenis-jenis cacat yang sering terjadi pada departemen dyeing antara lain kain melipat, warna kain tidak rata dan kain sobek. Dari jenis cacat dan jumlah cacat yang ada tentunya banyak memberikan kerugian pada pihak perusahaan, karena jika terjadi cacat pada kain furing maka kain furing tidak dapat lagi dipasarkan kepada konsumen, dan pada akhirnya kain furing akan dijadikan
1 – 2
kain BS atau kain furing masih dapat di jual kepada konsumen, namun dengan harga murah. Kesalahan yang terjadi ini tentunya menjadi kendala bagi perusahaan dalam menjalankan produksinya dan menjaga kualitas produk yang dihasilkannya. Dengan adanya kendala ini, kecurigaan terhadap proses produksi tentunya sangat beralasan, karena dalam proses produksi banyak faktor yang akan berpengaruh terhadap timbulnya variasi.
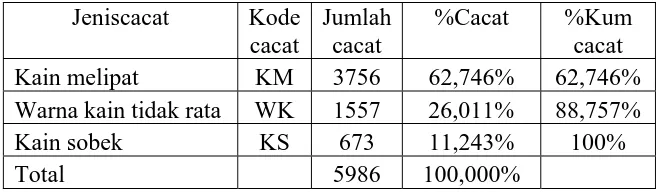
Berdasarkan jumlah cacat yang didapatkan pada departemen dyeing, dapat dilihat pada diagram pareto dibawah ini yang menjadi penanganan cacat adalah sebagai berikut :
Tabel 1.1.
Jumlah Cacat Pada Proses Dyeing Jeniscacat Kode
cacat
Jumlah cacat
%Cacat %Kum cacat
Kain melipat KM 3756 62,746% 62,746%
Warna kain tidak rata WK 1557 26,011% 88,757%
Kain sobek KS 673 11,243% 100%
Total 5986 100,000%
Data yang diambil berdasarkan pencatatan operator departemen dyeing yang dilakukan pada tanggal 26 September – 29 Oktober 2005. Contoh perhitungan dapat dilihat pada lampiran 1.(Tabel L1-1)
1.2. Identifikasi Masalah
Adapun Permasalahan yang terjadi pada perusahaan saat ini yang menyebabkan perusahaan mengalami kendala dalam menjalankan produksinya dan menjaga kualitas produk yang dihasilkannya adalah :
• Penyebab yang menimbulkan variasi dalam proses tidak ditangani oleh pihak perusahaan, proses variasi dapat dilihat pada peta kendali lampiran 2. (Tabel L2-2).
• Tidak diambil tindakan prosedur untuk menangani cacat yang terus terulang
• Tidak ada bagian pengawasan yang dapat menanggulangi jika terjadi jumlah cacat yang meningkat
1 – 3
• Persaingan dagang dengan industri tekstil lain mengakibatkan penghematan disegala sumber daya (manusia, mesin, dan bahan baku)
Dengan jumlah cacat yang meningkat dan tidak diketahui penyebab cacat yang terjadi selama ini, menyebabkan cacat yang terjadi dapat terus terulang kembali dan jumlah cacat yang terjadi dapat terus bertambah. Dampak yang dirasakan oleh perusahaan dari kendala-kendala ini adalah pemborosan terhadap sumber daya (manusia, mesin, metoda, dan bahan baku)
1.3. Pembatasan Masalah dan Asumsi
Dalam penyusunan laporan ini, karena keterbatasan waktu dan supaya masalah tidak menyimpang, maka penulis membataskan masalah dalam skripsi ini yaitu :
1. Upaya mencari tahu penyebab dan mengatasi cacat pada departemen dyeing 2. Penelitian departemen weaving tidak dapat dilakukan karena batasan ruang
lingkup yang diberikan perusahaan hanya pada departemen dyeing
3. Proses perbaikan menggunakan metode DMAIC namun dilakukan sampai pada tahap Define, Measure dan Analysis. Untuk tahap Improve dan Control dilakukan penelitian lebih lanjut.
1.4. Perumusan Masalah
Setelah diketahui identifikasi masalah tersebut maka kegiatan selanjutnya merumuskan masalah. Adapun rumusan masalah yang akan digunakan yaitu : 1. Bagaimana tingkat cacat untuk tiap jenis cacat yang terjadi di PT Asiantex? 2. Apa saja yang menjadi faktor-faktor penyebab terjadinya cacat pada kain ? 3. Bagaimana usulan yang sebaiknya diberikan agar kesalahan yang menjadi
prioritas tidak akan terulang kembali pada proses produksi selanjutnya?
1.5. Tujuan Penelitian
Penyusunan laporan ini dilaksanakan dengan tujuan :
1. Mengetahui tingkat cacat untuk tiap jenis cacat yang terjadi saat ini 2. Mengetahui faktor-faktor yang mempengaruhi penyebab terjadinya cacat
1 – 4
3. Memberikan usulan dengan mengantisipasi terulangnya kesalahan yang sama dalam proses produksi untuk meminimasi jumlah cacat.
1.6. Metodologi Penelitian
Suatu penelitian haruslah dilakukan berdasarkan pada metodologi penelitian yang digunakan pada penelitian tersebut, agar penelitian yang dilakukan tidak mengalami penyimpangan dan sesuai dengan yang dilakukannya. Adapun metodologi penulisan skripsi ini adalah sebagai berikut :
¾ Bab 1 Pendahuluan.
Menguraikan latar belakang masalah yang berisikan gambaran perusahaan dan permasalahan yang terjadi dalam perusahaan, identifikasi masalah yang berisikan permasalahan yang sedang dihadapi oleh perusahaan dan faktor-faktor yang mempengaruhinya, perumusan masalah yang berisikan permasalahan perusahaan yang diuraikan dalam bentuk pertanyaan-pertanyaan, pembatasan Masalah, Asumsi berisikan batasan-batasan yang digunakan dalam penelitian agar tidak memakan waktu, dan biaya, metodologi penelitian berisikan penjelasan masing-masing bab dalam laporan tersebut
¾ Bab 2 Tinjauan Pustaka
Menguraikan teori-teori yang digunakan dalam membantu penulisan mengenai masalah yang terjadi guna untuk mendukung sebagai dasar pemikiran dalam membantu untuk memecahkan masalah yang terjadi.
¾ Bab 3 Metodologi Penelitian.
Menguraikan prosedur pelaksanaan dari mulai pendahuluan hingga kesimpulan dan saran, ditampilkan dalam bentuk flowchart disertai dengan keterangan
1 – 5
¾ Bab 4 Pengumpulan Data.
Menguraikan tentang data umum perusahaan baik struktur organisasi, deskripsi produk, jumlah cacat dan jenis-jenis cacat yang terjadi yang pada nantinya digunakan untuk penelitian dan pengolahan data.
¾ Bab 5 Pengolahan Data dan Analisis.
Menguraikan analisis yang dilakukan setelah melakukan pengamatan, pengumpulan data dan pengolahan data, meliputi jenis cacat yang terjadi, prioritas cacat yang mempengaruhi proses produksi kain, serta usulan yang diberikan untuk mengatasi kesalahan dan meminimasi jumlah cacat.
¾ Bab 6 Penutup
Menguaraikan kesimpulan dan saran yang diperoleh setelah melakukan pengamatan, pengumpulan dan pengolahan data serta menjawab pertanyaan yang dirumuskan sehingga permasalahan yang terjadi mendapatkan solusi yang terbaik.
6 – 1
BAB 6
PENUTUP
6.1. Kesimpulan
Setelah dilakukan pengumpulan data, dan melakukan pengolahan data serta menganalisis dari sumber data yang diberikan sehubungan dengan penelitian yang dilakukan pada PT Asiantex, maka kesimpulan sebagai berikut :
1. Dari perhitungan DPMO dan nilai sigma aktual didapatkan nilai sigma masing-masing jenis cacat, untuk kain melipat 3.90, warna kain tidak rata 4.21 dan kain sobek 4.47. Berdasarkan rata-rata nilai sigma industri berada pada tingkat four sigma, maka untuk jenis cacat warna kain tidak rata dan kain sobek tidak menjadi suatu masalah bagi perusahaan, karena nilai sigma untuk jenis cacat warna kain tidak rata dan kain sobek berada pada tingkat four sigma, sedangkan untuk jenis cacat kain melipat perlu mendapatkan
perhatian karena nilai sigmanya berada dibawah rata-rata nilai sigma industri Indonesia.
2. Faktor yang paling mempengaruhi kejadian jenis cacat kain melipat sehingga kejadian tersebut terus terulang yaitu bahan pewarna dan bahan pendukung dari vendor sukar larut, pengadukan kurang lama, temprature suhu air tidak tepat, pengiriman mekanik dari vendor terlambat, bahan baku untuk pembuatan kain grey dari pemasok bahan terlambat, termostat gagal berfungsi tidak diketahui, komponen kabel pemeras putus ditengah jalan yang tidak diketahui, genset tidak siap saat listrik mati
3. Usulan yang dapat dilakukan untuk mengatasi cacat yang berulang pada jenis cacat kain melipat antara lain :
• Operator diwajibkan selalu memeriksa produk cacat sesering mungkin dan meminta maintence untuk mengganti termostat yang rusak.
• Sebelum proses pencelupan dilakukan lakukan inspeksi terhadap larutan.
• Penelitian lebih lagi tentang komposisi zat warna dan zat pengikat.
6 – 2
• Lakukan pengecekan kabel-kabel pada saat bak pencucian dibersihkan dan mesin tidak sedang beroperasi
• Mengajukan permohonan agar digunakan jalur khusus dari PLN
• Seleksi kembali pemasok yang sering melakukan keterlambatan kedatangan dan hilangkan dari daftar pemasok
6.2. Saran
6.2.1. Ringkasan Berdasarkan Usulan
Adapun ringkasan yang diberikan untuk perusahaan agar melakukan usaha perbaikan terhadap produknya yaitu :
1. Prosedur pencucian bak saat ganti warna harus diperhatikan, pihak perusahaan menjalin hubungan kerjasama dengan PLN, komponen kabel-kabel diperiksa sebelum mesin dijalankan, dan bagian PPIC membantu mengawasi dalam kedatangan bahan
2. Menerapkan proses kendali agar perusahaan mengetahui seberapa besar proses berada pada batas toleransi.
3. Perusahaan langsung mengambil tindakan prosedur perbaikan untuk mengatasi cacat yang terus terulang
4. Tentukan bagian pengawasan yang berfungsi untuk menanggulangi jika terjadi jumlah cacat yang meningkat
6.2.2. Usulan Penelitian Lebih Lanjut
Adapun saran yang diberikan untuk penelitian lebih lanjut terhadap perbaikan produknya yaitu
1. Pembatasan masalah harus lebih diteliti lagi, jangan dibataskan hanya pada satu departemen, tetapi dilakukan mulai dari bahan baku diproses sampai produk jadi selesai.
2. Kelayakan hasil penelitian harus diteliti meliputi perhitungan biaya, dan ketersediaan sumber daya (manusia, mesin, bahan baku, metode dan lingkungan)
DAFTAR PUSTAKA
1. “Failure Mode and Effects Analysis (FMEA)” www.qualityone.com /
services / fmea.cfm#top.;”
2. Besterfield, EH.;”Quality Control”, Fourth Edition, Prentice Hall, Inc., United States of America, 1994.
3. Feigenbaum and Vallin, Armand : “Total Quality Control”, Third Edition, Mac Graw Hill Book, Inc, New York, 1986
4. Howard S. Gitlow, Ph.D.and David M. Levine, Ph.D “ Six Sigma for Green
Belts and Champions” Prentice Hall, Person Education, Inc, 2005
5. Grant, Eugene L., Richard S. Leavenworth.; “Statistical Quality Control”, Fifth Edition, Mac Graw Hill Book, Inc, New York, 1981.
6. Ishikawa, Kaoru, “ Teknik Penuntun Pengendali Mutu”, terjemahan Ir. Nawolo Widodo. PT Mediyatama Sarana Perkasa, Jakarta, 1993
7. Juran, J.M. and Frank M. Gryna, “Quality Planning and Analysis” Third Edition, Mac Graw Hill Book, Inc, New York, 1993
8. Miranda, dan Widjaja Tunggal, Amin. “Six Sigma gambaran umum,
penerapan proses dan metode-metode yang digunakan untuk perbaikan”,
Harvarindo, Jakarta, 2003.
9. Nasution, M.N.; “Manajemen Mutu Terpadu”, Ghalia Indonesia, Jakarta, 2001.
10. Pande, Peter S., Robert P. Neuman dan Ronald R. Cavanagh.; “The Six Sigma Way”, Andi, Yogyakarta, 2002.
11. Pzydek, Thomas T.;”The Six Sigma Handbook Panduan Lengkap untuk Ggreenbelt, Blackbelts & Managers Pada semua Tingkat”, Salemba Empat,