1
p-ISSN 2085-8507
e-ISSN 2722-3280
TECHNOLOGIC
VOLUME 11 NOMOR 2 | DESEMBER 2020
POLITEKNIK MANUFAKTUR ASTRA
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
i
DEWAN REDAKSI
Technologic
Ketua Editor:
Dr. Setia Abikusna, S.T., M.T.
Dewan Editor:
Lin Prasetyani, S.T., M.T.
Rida Indah Fariani, S.Si., M.T.I
Yohanes Tri Joko Wibowo, S.T., M.T.
Mitra Bestari:
Abdi Suryadinata Telaga, Ph.D.
(Politeknik Manufaktur Astra)
Dr. Eng. Agung Premono, S.T., M.T. (Universitas Negeri Jakarta)
Harki Apri Yanto, Ph.D.
(Politeknik Manufaktur Astra)
Dr. Ir. Lukas, MAI, CISA, IPM
(Universitas Katolik Indonesia Atma Jaya)
Dr. Sirajuddin, S.T., M.T.
(Universitas Sultan Ageng Tirtayasa)
Dr. Eng. Syahril Ardi, S.T., M.T.
(Politeknik Manufaktur Astra)
Dr. Eng. Tresna Dewi, S.T., M.Eng
(Politeknik Negeri Sriwijaya)
Administrasi:
Asri Aisyah, A.md.
Kristina Hutajulu, A.md.
Kantor Editor:
Politeknik Manufaktur Astra
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
ii
EDITORIAL
Pembaca yang budiman,
Puji syukur kita dapat berjumpa kembali dengan Technologic Volume 11 No. 2, Edisi
Desember 2020.
Pembaca, Jurnal Technologic Edisi Desember 2020 kali ini berisi 12 manuskrip.
Atas nama Redaksi dan Editor, di tengah pandemi covid-19 yang masih belum usai, kami
do’akan
semoga dalam keadaan sehat selalu, dan kami haturkan terima kasih atas
kepercayaan para peneliti dan pembaca, serta selamat menikmati dan mengambil
manfaat dari terbitan Jurnal Technologic kali ini.
iii
DAFTAR ISI
ANALISA PENYEBAB TERJADINYA CACAT PECAH PADA
PARTINNER
TUBE
Ø30MM
MENGGUNAKAN METODE
DMAIC
DI PT. KAYABA INDONESIA
1
Nursim, Rifqi Arif Andriawan
MEMPERCEPAT PROSES DAN MENINGKATKAN
SAFETY
PEMASANGAN RODA DENGAN SST
LITTLE HELPER
DI BENGKEL AUTO 2000 XXX
8
Setia Abikusna, R. Achmad Haryadi
MENGURANGI WAKTU PENGERJAAN AUTOLUBE PC2000-8 DENGAN
GREASE CLOGGING
DETECTOR
DI PT. UT DAERAH BENGALON-SANGKULIRANG
13
Vuko A.T Manurung, Wenang Trirahardjo, Bulan Ichwan
MENINGKATKAN
ACHIEVEMENT RATE
PENCARIAN
PARTBOOK
DENGAN METODE 8
STEPS
DI
PART & SERVICE DIVISION
PT UNITED TRACTORS PANDU ENGINEERING
19
Nensi Yuselin, Rahmah Putri Widianti
PERENCANAAN PLTS PADA
ROOF TOP
GEDUNG FAKULTAS TEKNIK UNIVERSITAS
MUHAMMADIYAH JAKARTA DENGAN MENGGUNAKAN SIMULASI PROGRAM PV*SOL
26
Prian Gagani Chamdareno, Adimas Fajar Priyo Sasongko, Budiyanto
MENURUNKAN
MANUAL TIME
PADA
MANPOWER
5 UNTUK MENURUNKAN
CYCLE TIME
DI
LINE ASDL
08 DENGAN CARA MODIFIKASI MESIN
INSTALL SCREW HOUSING
MANUAL
MENJADI SEMI
AUTO
DI PT AISIN INDONESIA
32
Wahyudi, Muhammad Fariz Naufal
ANALISIS GAGAL
LEAK TEST
PADA PRODUK
CYLINDER HEAD TYPE-A
HASIL PROSES
LOW
PRESSURE DIE CASTING
DENGAN MATERIAL AC4B DI PT. X
39
Wahyudi, Slameto Wiryolukito
PERANCANGAN HUKUM KENDALI TERBANG LINEAR PESAWAT LSA PADA MATRA
LONGITUDINAL
46
Prasetyo Ardi Probo Suseno , Ardian Rizaldi, Try Kusuma Wardana, Novita Atmasari, Yusuf Giri Wijaya, Fuad Surastyo Pranoto
PROTOTYPE ONLINE MONITORING
DAN AKUISISI DATA GARDU UNTUK MENGHILANGKAN
PROSES PATROLI GERBANG TOL
51
Eka Samsul Ma’arif, Maulana Firsyah Fatahillah
PERANCANGAN AWAL
FLIGHT TEST INSTRUMENTATION (FTI)
UNTUK PESAWAT TERBANG
TANPA AWAK DI PUSTEKBANG LAPAN
58
iv
MONITORING KWH
BERBASIS
SYMPTOM MANAGEMENT
DAN
IOT
UNTUK PENGHEMATAN
LISTRIK PABRIK X
64
Yani Koerniawan, Ivan Kharisman, Helena Ledyana Saurma Silalahi
PEMBUATAN APLIKASI PEMBELAJARAN PRAKTIKUM PLC SECARA DARING MENGGUNAKAN
PLC OMRON CP1E UNTUK MENGHADAPI PANDEMI COVID-19
71
8
MEMPERCEPAT PROSES DAN MENINGKATKAN SAFETY
PEMASANGAN RODA DENGAN SST LITTLE HELPER
DI BENGKEL AUTO 2000 XXX
Setia Abikusna
1, R. Achmad Haryadi
Program Studi Teknik Otomotif, Politeknik Manufaktur Astra Jl. Gaya Motor Raya No. 8, Sunter II, Jakarta 14330, Indonesia
Email : [email protected]
Abstrak--Proses perawatan kendaraan servis berkala ekternal (SBE) di bengkel Auto 2000 XXX yang
merupakan bengkel yang memiliki customer yang cukup banyak, seharusnya sudah dilakukan sesuai dengan
standard operation procedure (SOP), kecuali khususnya yang berkaitan dengan mengangkat beban berat
seperti roda. Masalah yang terjadi dalam proses pemasangan roda adalah karena banyaknya pelanggan bengkel pengguna roda besar, sehingga teknisi harus memasang roda dengan prosedur tambahan seperti menaikkan atau menurunkan lift, memantul-mantulkan roda dan lainnya. Hal ini menambah lamanya waktu dan juga berbahaya bagi teknisi karena beratnya roda yang melebihi standar (> 20 kg). Untuk mengatasi masalah tersebut dilakukan penelitian dengan membuat Special Service Tool (SST) untuk mempercepat proses pemasangannya. Fokus dari perbaikan adalah mempercepat proses pemasangan roda menggunakan SST
Little Helper. Efisiensi waktu meningkat sebesar 41%. Tingkat keamanan proses pemasangan roda meningkat
dari sebelumnya 24% menjadi 80%. Tingkat kemudahan juga meningkat dari sebelumnya 62% menjadi 66%.
Kata Kunci : Lead time, Safety, Pemasangan roda, SST
I. PENDAHULUAN
Industri otomotif Indonesia tak bisa dipandang sebelah mata. Perkembangannya di tanah air merupakan yang terbesar di Asia Tenggara bila dinilai berdasarkan data penjualan domestik tahunan [1]. Di mulai dari bertambahnya kendaraan roda empat di jalan-jalan besar yang berdampak terjadinya kemacetan. Sehingga semakin banyak pula kendaraan roda empat memerlukan perawatan secara terus menerus dan penggantian spare part guna menjaga kondisi mesin tetap maksimal.
Auto 2000 XXX yang merupakan perusahaan jaringan PT. Astra Internasional – Toyota Sales Operation bergerak sebagai main dealer yang menyediakan jasa penjualan, perawatan pemeriksaan, dan penyediaan spare parts genuine Toyota. Selain itu lokasi Auto 2000 XXX berada di area perumahan yang dekat dengan area industri sehingga volume unit entry
cukup optimal terutama untuk kendaraan besar dan berat.
Proses perawatan pemeriksaan kendaraan seharusnya sudah dilakukan sesuai dengan standard
operation procedure (SOP), tetapi pada beberapa
pekerjaan khususnya berkaitan dengan mengangkat beban berat seperti roda, belum ada SOP yang mengaturnya. Mengangkat beban berat lebih dari standar, tidak hanya akan mengakibatkan sakit
punggung saja, tetapi dapat berakibat pada Work
Related Muscular Skeletal Disorder (WMSD) atau
cacat otot dan tulang yang disebabkan oleh kerja yang terlalu berlebihan [2]. Proses angkat beban berat dalam pekerjaan merupakan penyebab terbanyak cedera dalam pekerjaan terlebih untuk mereka yang di bawah 18 tahun, hal ini menyebabkan berkurangnya waktu produktif dari seorang pekerja. Proses angkat yang menimbulkan bahaya apabila tidak dilakukan secara benar dan sesuai standar.
Menentukan posisi bekerja, baik posisi badan dan juga lengan, apakah dalam posisi di bawah lutut, sejajar pinggang, sejajar badan atau di atas bahu. Kemudian tentukan posisi lengan apakah terentang dekat, sedang ataupun terentang penuh. Ada 4 dasar dalam mengurangi proses mengangkat beban berat, yaitu:
• Kurangi bobot benda yang diangkat;
• Geser beban;
• Mengangkat beban bersama-sama; dan
• Menggunakan alat bantu atau special service
tools (SST).
SST yang tepat, akan mengurangi beban kerja secara signifikan, bahkan mempercepat pekerjaan tersebut, contohnya dalam suatu gudang, penggunaan alat berupa troli akan mempermudah proses
9
pengambilan barang, dan juga dengan penggunaan troli, pekerja dapat mengambil barang lebih banyak lagi, sehingga meningkatkan produktifitas pula [3].
Penulis melakukan pengamatan dan menemukan permasalahan ketika proses penggantian roda khususnya pada kendaraan besar dan berat seperti: Rush, Fortuner, Land Cruiser dan Hilux, yaitu lamanya proses penggantian roda dikarenakan teknisi kesulitan dalam proses pengerjaannya dan terkadang harus dibantu oleh teknisi lain. Lamanya penggantian roda tersebut pada akhirnya menyebabakan proses servis secara keseluruhan khususnya pada service berkala eksternal (SBE) menjadi lama. Berdasarkan masalah ini, diperlukan perbaikan untuk mempercepat proses pengerjaan tanpa mempengaruhi kualitas hasil kerja teknisi, sehingga produktivitas teknisi dan stall
bengkel menjadi lebih maksimal dan waktu yang terbuang menjadi hilang.
II. METODOLOGI PENELITIAN
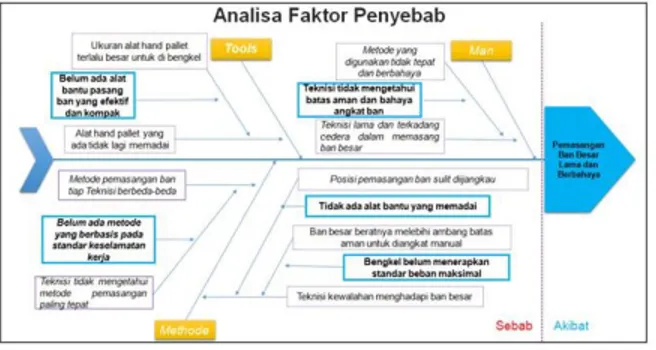
2.1 Analisa Faktor Penyebab
Berdasarkan hasil analisa, observasi dan diskusi dengan pihak bengkel, lamanya proses perbaikan SBE bisa dikarenakan oleh cukup banyaknya kendaraan berukuran besar yang masuk ke stall, sehingga cukup banyak teknisi kewalahan dengan roda yang berukuran besar, dengan bobot di atas 20 kg. maka dalam penelitian ini dibuat suatu perbaikan yang dapat mempercepat dan aman saat proses pemasangan roda. Adapun faktor penyebab dari masalah tersebut diuraikan pada gambar 1 diagram fishbone [4] berikut:
Gambar 1 Diagram Fishbone
Dari gambar 1 dapat dilihat beberapa faktor dominan penyebab lamanya proses penggantian roda pada SBE sesuai kategori Metode, Manusia, dan Alat. Uraian penjelasan masing-masing faktor adalah sebagai berikut:
Faktor Metode
Pemasangan roda kendaraan tidak ada metode spesifik yang digunakan, semua teknisi menggunakan
metode yang menurut mereka paling nyaman dan paling cepat, ini dikarenakan bengkel belum menerapkan metode yang sesuai dengan standar bobot yang telah ditentukan. Teknisi juga dalam memasang roda sering sekali kesulitan mencapainya, dikarenakan tidak adanya SST yang memadai.
Faktor Manusia
Dalam hal pemasangan roda khususnya roda berat, teknisi sering sekali lama dan terkadang cedera dalam memasang roda berat, ini dikarenakan teknisi tidak mengetahui batas aman dan standar maksimal beban yang boleh diangkat secara manual.
Faktor Alat
Beban yang berat seharusnya diproses dengan bantuan mesin, artinya roda-roda berat adalah wajib dipasang dengan menggunakan SST. Namun sayangnya alat yang ada saat ini adalah hand pallet
yang besar dan tidak memungkinkan untuk digunakan sebagai SST di area stall.
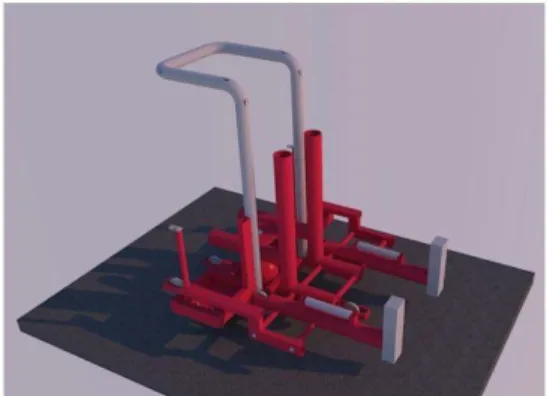
2.2. Ide Perbaikan
Dari penentuan akar penyebab pada diagram
fishbone di atas, ide perbaikan yang dilakukan adalah
pembuatan sebuah SST [5,6] untuk membantu proses pemasangan roda pada kendaraan khususnya kendaraan besar dan berat seperti Rush, Fortuner, Land Cruiser dan Hilux, sebagai berikut:
Gambar 2 Little Helper
Tetapi pada saat pengujian lapangan terjadi beberapa kendala, yaitu:
• Dongkrak tidak kokoh;
• Garpu tidak kuat menghela beban;
10
• Alat merusak pelekkendaraan.
Sehingga dilakukan revisi pada alat, agar alat dapat berfungsi dengan baik. Revisinya adalah sebagai berikut:
• Roll stainless steel, berfungsi untuk pemutar roda kendaraan pada saat dilakukan pemasangan roda;
• 4 rangka tambahan sebagai rel roda dan mendistribusikan bobot roda saat diangkat;
• Penambahan tinggi penyangga roda;
• Penambahan 4 roda sebagai penyangga beban tambahan;
• Penambahan ujung garpu angkat, dengan karet agar tidak merusak roda; dan
• Penambahan karet di penyangga roda agar roda tidak rusak dan roda tidak merusak alat.
Gambar 3 Desain Little Herlper
III. HASIL DAN DISKUSI
3.1 Flow Process
Evaluasi hasil sesuai dengan waktu perbaikan pada penelitian ini mencakup flow process sebelum dan sesudah perbaikan, lead time penggantian roda, serta untuk mengetahui dampak lain dari penelitian ini maka dilakukan evaluasi dari segi Quality, Delivery,
dan Safety (QDS).
Gambar 4 Flow Process Sebelum Perbaikan
Pemasangan roda bagi teknisi yang belum berpengalaman sering dilakukan tidak sekali proses selesai, tetapi harus dilakukan berulang kali, terlebih apabila kendaraan telah menggunakan roda
aftermarket (tidak standar), dengan ukuran pelek yang
cukup besar diatas 18 inci, bahkan sampai ukuran 22 atau 24 inci. Bahkan pada beberapa kasus ditemukan bahwa untuk memasang roda seperti ini sudah tidak mungkin dilakukan oleh seorang teknisi saja, selain berat terkadang teknisi sulit menyesuaikan posisi lubang baut agar pas dengan baut roda.
Setelah dilakukan perbaikan dengan menggunakan alat, flow process pemasangan roda berubah menjadi sebagai berikut:
Gambar 5 Flow Process Setelah Perbaikan Dengan membandingkan proses setelah perbaikan dengan proses sebelum perbaikan seperti pada gambar 4 dan 5 di atas, kita dapat melihat bahwa dengan adanya alat bantu “Little Helper”, maka proses pemasangan roda menjadi lebih mudah. Meskipun tahapan pemasangannya relatif tidak berbeda jauh tetapi dari sisi kemudahan mengalami perubahan. Hal ini berdampak pada lamanya lead time process
pemasangan yang berakibat pada lead time process
secara keseluruhan.
3.2 Lead Time Process
Untuk melihat seberapa besar kontribusi SST ini terhadap efisiensi waktu secara keseluruhan, dalam penelitian ini dilakukan pengamatan langsung yang lebih spesifik seberapa cepat para teknisi memasang roda setelah dilakukan perbaikan. Adapun hasil dari pengamatan seperti pada gambar 6 di bawah ini di mana rata-rata waktu pemasangan roda adalah 10.67 menit.
11
Gambar 6 Lead Time Setelah Perbaikan dari 3 Teknisi
3.3 Evaluasi Quality, Delivery, dan Safety Quality
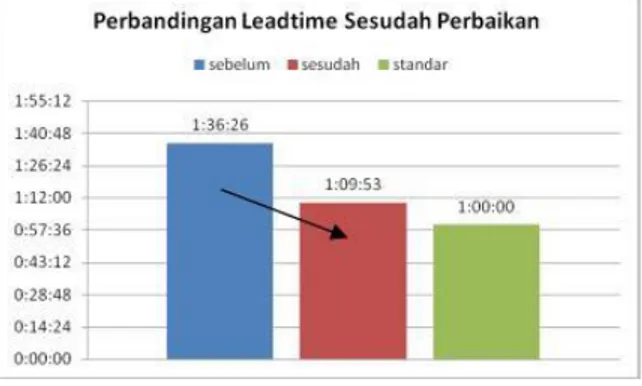
Dari hasil pengamatan setelah perbaikan, terjadi percepatan proses pemasangan roda kendaraan, seperti yang telah ditunjukkan pada data sebelumnya, adapun penurunan dari lead time ini adalah 73% dari selisih waktu sebelumnya apabila dibandingkan dengan standar (target), adapun grafiknya seperti pada gambar 7 berikut:
Gambar 7 Perbandingan Lead Time Setelah Perbaikan
Penurunan waktu pemasangan roda mengakibatkan penurunan lead time service secara keseluruhan, tentu banyak faktor yang mempengaruhi, untuk itu penulis melakukan pengamatan kembali terhadap efisiensi waktu dari pemasangan roda. Dari hasil penghitungan terjadi pemangkasan waktu sebesar 7.3 menit dari sebelumnya 18 menit menjadi 10.7 menit per kendaraan, artinya dengan menggunakan “Little Helper” menghasilkan efisiensi
waktu sebesar 41%. Dengan percepatan proses ini sebenarnya tidak hanya berpengaruh pada segi safety
saja bagi teknisi dengan hasil kerja yang lebih baik, tetapi ada potensi keuntungan secara finansial pula, dimana jumlah unit kendaraan bisa melakukan servis bisa ditambah.
Delivery
Dengan adanya “Little Helper” menghasilkan
prosedur baru dalam proses pemasangan roda sehingga prosesnya sesuai dengan target waktu yang ditentukan, sehingga penyerahan kendaraan customer
bisa lebih cepat.
Safety
Gambar 8 Peningkatan Safety
Selain dari segi quality dan delivery pada penjelasan sebelumnya, dalam proses ini pun tingkat
safety semakin meningkat seperti ditunjukkan pada
gambar 8 di atas, pekerjaan dengan mengangkat beban berat yang melebihi dari standar dapat dihindari, sehingga resiko cacat otot atau tulang tidak akan terjadi.
IV. KESIMPULAN
Berdasarkan uraian analisa, hasil kuesioner, evaluasi, dan perbaikan maka hasil penelitian ini dapat disimpulkan bahwa dengan adanya SST “Little
Helper” yang digunakan untuk membantu proses
pemasangan roda kendaraan khususnya roda kendaraan besar, dihasilkan kesimpulan yaitu lead
time process pemasangan roda mengalami penurunan
sebanyak 11 menit atau terjadi peningkatan efisiensi waktu sebesar 41%. Tingkat safety proses pemasangan roda kendaraan meningkat dari sebelumnya 24% menjadi 80% atau bertambah 56%. Akhirnya pemasangan roda ini pun prosesnya semakin mudah sehingga bisa dilakukan hanya oleh seorang teknisi saja tanpa perlu bantuan dari teknisi lainnya.
V. DAFTAR PUSTAKA
[1] Berita Gaikindo. (2020). Sekilas Catatan
Perjalanan Industri Otomotif Indonesia. Diakses
12
[2] Berita Safety and Health Topics, Ergonomics.
Diakses 9 September 2020, dari www.osha.gov.id
Retrieved 28 March 2019.
[3] Permana, Tatang (2014), Konsep Bengkel
Otomotif, file.upi.edu.teknik mesin. BENGKEL
OTOMOTIF.
[4] Kato, Isao. (2011). Toyota Kaizen Methods. Yogyakarta: Gradien Mediatama.
[5] Setia Abikusna, Rafli Ramdhani. (2020).
Mempercepat Lead Time Proses Penggantian V-Belt Mesin NR Toyota dengan SST di Bengkel
Auto 2000 XXX. Jurnal Technologic Polman
Astra. Volume 11 No. 1.
[6] Setia Abikusna, Soppi. (2014). Mengurangi Waktu Penggantian Schock Absorber Belakang Toyota Avanza 1.3 dengan Alat AVZ 011 di Auto
2000 Cabang Saharjo. Jurnal Technologic
Polman Astra. Volume 5 No. 1.
[7] Technical Service Division. (2012). Buku
Warranty dan Service Berkala. Jakarta: PT.