PENERAPAN
LEAN MANUFACTURING
MELALUI METODE GEMBA KAIZEN
DENGAN PENDEKATAN SIKLUS PDCA UNTUK PENINGKATAN
PRODUKTIVITAS DI PT. XYZ, BEKASI
E. Agung Prayogo Hadi Putra1), Zulfa Fitri Ikatrinasari1)
1)
Program Studi Magister Teknik Industri Universitas Mercu Buana E-mail: Agungprayogo34@yahoo.com, zulfafitri@gmail.com
Abstrak
Persaingan industri konektor dan terminal semakin meningkat, dimana pada tahun 2010 terdapat lebih dari 6000 perusahaan jenis ini di dunia. PT.XYZ, salah satu perusahaan multinasional industri konektor dan terminal diharapkan dapat memenangkan persaingan melalu peningkatan kualitas produk, penetapan harga jual yang sesuai dengan keinginan pelanggan dan peningkatan produkivitas.
Penerapan prinsip lean manufaktur pada PT.XYZ diharapkan dapat mengefektifkan lintasan produksi
atau peralatan produksi sehingga dapat meningkatkan produktivitas. Penelitian ini bertujuan untuk
mengetahui sejauh mana efektifitas penerapan lean manufacturing melalui Gemba Kaizen dengan
pendekatan PDCA pada proses line SDK dalam mengeliminasi pemborosan. Penelitian ini dilakukan
melalui: (a) Perubahan layout line produksi (b) Penurunan item check dan (c) Penambahan display
monitor. Berdasarkan penelitian yang dilakukan maka diperoleh hasil: (a) Perubahan lintasan produksi dapat mengurangi waktu transportasi material dan produk sebesar 70.96 jam dan mengurangi
jumlah produk di buffer stok 100% seleksi, dan menurunkan prosentase produk cacat 82.6%, (b) Item
pemeriksaan produk berkurang 51 item dan (c) Penambahan monitor hasil produksi maka terjadi peningkatan produktivitas dari 86.5% menjadi 91.7% persen pada fiskal 2010 (April 2010-Maret2011).
Kata kunci: lean manufaktur, Gemba Kaizen, PDCA, industri konektor.
Pendahuluan
Perusahaan kelas dunia telah menerapkan strategi peningkatan keunggulan operasional secara menyeluruh di perusahaannya, bahkan telah menjadikannya budaya kerja. Perusahaan otomotif terkemuka dari Jepang, Toyota, menjadikan Toyota Way, yang merupakan filosofi penerapan program Lean Manufacturing, sebagai salah satu strategi bersaing untuk mencapai keunggulan operasional tersebut (Liker, 2004). Perusahaan untuk dapat bertahan atau bahkan menjadi pemenang di industri ini, harus terus melakukan perbaikan kinerja dengan continous improvement (Kaizen) (Womack, 1996). Peningkatan berkesinambungan dengan pendekatan sistematis dalam pemecahan masalah dikenal dengan Plan-Do-Check-Action (PDCA) yang merupakan proses membuat perbaikan kecil, dan mencapai tujuan lean untuk menghilangkan semua pemborosan ( Waste ) yang menambah biaya produksi tanpa menambah nilai ( Non value Add ) (Kemp, 2006; Liker, 2004).
PT.XYZ yang merupakan Perusahaan Manufaktur Asing, dari Jepang. Berdiri di Indonesia Maret 2000 dan berlokasi di MM2100 Industrial Park, Cibitung, Jawa Barat. Perusahaan ini bergerak dalam dalam memproduksi konektor untuk peralatan eletronik. Pada awal produksi, layout proses produksinya mengikuti layout yang pernah diimplementasi di Jepang. Namun dalam penerapannya di manufaktur Indonesia muncul beberapa kendala yaitu waiting material, produksi berlebih dan pemborosan lainnya. Selain itu, permintaan dari pelanggan untuk produk konektor SDK semakin meningkat. Pemintaan konektor SDK (Secure Digital Card) sebelumnya dibawah 1.000 Kpcs per bulan menjadi di atas 2.000 Kpcs per bulan mulai pertengahan tahun 2009. Berdasarkan hal di atas, maka diperlukan penelitian di PT. XYZ untuk meningkatkan produktivitas di Line SDK dengan prinsip lean manufacturing. Penelitian ini bertujuan untuk mengetahui sejauh mana efektifitas penerapan lean manufacturing melalui Gemba Kaizen dengan pendekatan PDCA pada proses line SDK dalam mengeliminasi pemborosan
Studi Pustaka
(TPS), yang terkenal karena menitikberatkan pada peniadaan seven waste dengan tujuan peningkatan kepuasan konsumen secara keseluruhan (liker, 2004). Karakteristik dari lean meliputi struktur lantai produksi yang aktif melakukan pemecahan masalah dengan penerapan kaizen dan continuous improvement, serta pelaksanaan lean manufacturing melalui tingkat inventory yang rendah, manajemen kualitas yang mengutamakan tindakan preventive (pencegahan) dibandingkan tindakan corrective (perbaikan), penggunaan pekerja yang sedikit, ukuran lot yang kecil serta penerapan konsep Just-in-Time (JIT),one-piece flow, jidoka dan heijunka.
Untuk mendapatkan produk yang berkualitas, salah satu cara peningkatan dengan menggunakan program Kaizen. Kaizen berarti penyempurnaan. Menurut Imai (1997; 2001) kaizen berarti penyempurnaan berkesinambungan yang melibatkan semua orang, baik manajemen puncak, manajer maupun karyawan. Pokok strategi kaizen ialah menyadari bahwa manajemen harus berusaha untuk memuaskan pelanggan dan memenuhi kebutuhan pelanggan.
Kaizen pertama kali diperkenalkan oleh Taichi Ohno, mantan Vice President Toyota Motors Corporation. Di samping memperkenalkan kaizen, Ohno juga memperkenalkan suatu sistem produksi Just In Time pada perusahaan tersebut. Menurut Brunet dan New (2003), Kaizen adalah kata dalam bahasa Jepang yang berarti perbaikan, membawa konotasi dalam industri semua kegiatan dokumen dan sebagian dikontrak untuk mengambil tempat di tempat kerja Jepang untuk meningkatkan operasi dan lingkungan.
Tiang pertama dari Kaizen adalah Kaizen yang berorientasi pada manajemen. Ini adalah tiang yang penting, karena Kaizen yang berorientasi manajemen berkonsentrasi pada logistic dan isu –isu strategis yang paling penting dan menyediakan cukup waktu bagi pemeliharaan kemajuan dan moral (Imai, 2008).
Tiang yang kedua yaitu kaizen yang berorientasi kelompok. Sebagai pendekatan yang permanen, kaizen digambarkan dengan lingkaran PDCA yang lengkap dan permintaan bahwa anggota kelompok tidak hanya mengidentifikasi masalah tetapi juga mengidentifikasi penyebab, menganalisis mereka, mengimplementasikan dan menguji tindakan yang baru, dan membuat standard prosedur yang baru. Lingkaran PDCA dikatakan memliki lingkaran PDCA-nya sendiri pada tahap “Do”. Aktivitas lingkaran QC dan kelompok yang lain membatasi masalah –masalah yang muncul dari tempat kerja sendiri, tetapi moralnya diperbaiki melalui aktivitas Kaizen (Imai, 2008).
Metodologi Penelitian
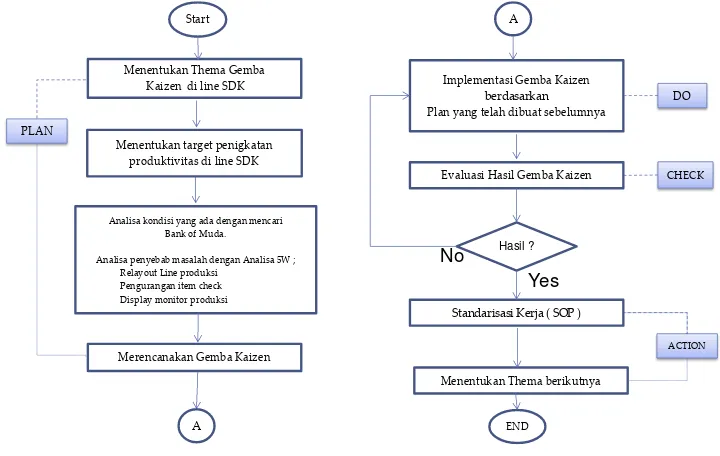
Tahapan penelitian digambarkan pada Gambar 1. di bawah ini.
Hasil dan Pembahasan
Implementasi dari Gemba Kaizen pada penelitian dilakukan tiga tema, yaitu: (1) Perubahan layout line produksi, (2) Pengurangan item check, dan (3) Penambahan display monitor. Adapun hasil implementasinya adalah sebagai berikut:
Gemba Kaizen 1:
Merubah layout line produksi untuk meminimalkan gerakan (motion), waktu tunggu (waiting). Perubahan layout secara keseluruhan ini bertujuan untuk :
1. Antar proses tidak merupakan suatu line yang kontinyu tetapi ada jarak yang cukup jauh antar proses tersebut. Jarak yang jauh memerlukan waktu transportasi yang lebih lama. 2. Transportasi barang dan material tidak effisien karena banyak buffer antara satu proses ke
proses lainnya.
3. Merancang suatu layout yang kontinyu antar proses sehingga buffer berkurang dan jarak antar proses berdekatan.
Gambar 2. Layout sebelum dan sesudah Gemba kaizen
Pada gambar 2 sebelum Gemba kaizen, terlihat bahwa proses produksi untuk SDK series kurang efektif dan efisien. Terjadi proses bolak – balik dalam proses produksi untuk SDK produk. Dalam prinsip lean manufacturing, proses SDK terdapat pemborosan waktu ( waste ). Kategori pemborosan pada waiting, motion, over production. Pada layout sesudah Gemba kaizen untuk kondisi layout setelah dilakukan perubahan, proses produksi lebih efektif dan efisien dari hasil evaluasi dilapangan terjadi penurunan buffer stock di area transit dari rata 5 hari menjadi rata-rata 2 hari stok. Penempatan area buffer stok di masing-masing proses dapat memudahkan operator dan pengontrol melakukan kontrol jumlah stok produk masing-masing.
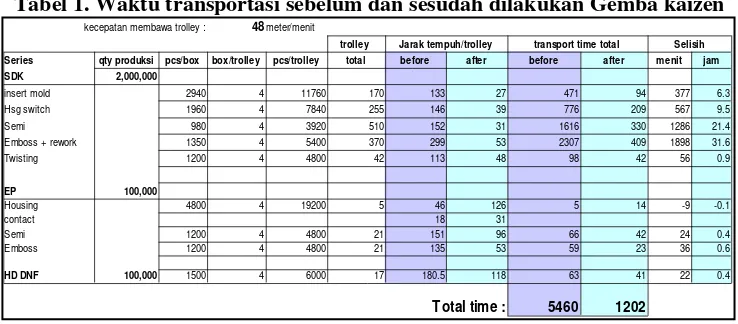
Tabel 1. Waktu transportasi sebelum dan sesudah dilakukan Gemba kaizen
kecepatan membawa trolley : 48meter/menit
trolley Jarak tempuh/trolley transport time total Selisih Series qty produksi pcs/box box/trolley pcs/trolley total before after before after menit jam
SDK 2,000,000
insert mold 2940 4 11760 170 133 27 471 94 377 6.3 Hsg switch 1960 4 7840 255 146 39 776 209 567 9.5 Semi 980 4 3920 510 152 31 1616 330 1286 21.4 Emboss + rework 1350 4 5400 370 299 53 2307 409 1898 31.6 Twisting 1200 4 4800 42 113 48 98 42 56 0.9
EP 100,000
Housing 4800 4 19200 5 46 126 5 14 -9 -0.1
contact 18 31
Semi 1200 4 4800 21 151 96 66 42 24 0.4
Emboss 1200 4 4800 21 135 53 59 23 36 0.6
HD DNF 100,000 1500 4 6000 17 180.5 118 63 41 22 0.4
Pengaturan layout yang tepat dan jelas dan penempatan area buffer di samping line produksi menyebabkan layout lebih efisien perubahan layout dapat mengurangi waktu transportasi material dan produk 70.96 jam (dari 5460 menit menjadi 1202menit), dimana acuan kuantiti sebelum dan sesudah dianggap sama.
Gemba Kaizen 2:
Peningkatan cycle time produksi dengan analisa pengurangan double item check pemeriksaan produk. Pengurangan double item check secara keseluruhan ini bertujuan untuk :
1. Melakukan identifikasi seluruh item pemeriksaan pada proses seleksi produk dan mendata poin pemeriksaan yang dilakukan berulang pada proses seleksi produk.
2. Melakukan pengurangan point pemeriksaan yang dilakukan berulang dengan melakukan perbaikan tanpa mengurangi standard kualitas melalui re-layout proses yang teridentifikasi dapat meningkatkan kecepatan seleksi.
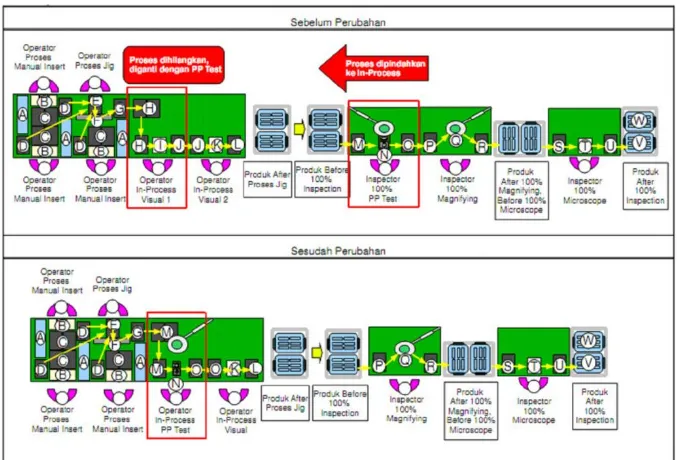
Pengurangan item check pada proses seleksi produk dan merubah posisi layout pada proses push test. Untuk proses Visual 1 dihilangkan setelah review pengurangan item check. Dalam melakukan perubahan layout harus mempertimbangkan aspek ergonomi dengan demikian maka tujuan untuk peningkatan produktivitas dapat cepat tercapai. Untuk lebih detail layout sebelum dan sesudah dilakukan pengurangan item pemeriksaan dapat dilihat pada gambar 3.
Gambar 3. layout sebelum dan sesudah dilakukan pengurangan item pemeriksaan
Jumlah Total Item Check sebelum dan sesudah perubahan berkurang dari 389 item menjadi 338 item. Dengan mengurangi item check yang berulang sebanyak 51 item dan melakukan re-layout proses sesuai gambar 3 diatas maka kecepatan proses seleksi meningkat. Dari hasil memeriksaan cycle time dengan melakukan pengambilan waktu untuk masing – masing proses untuk menghitung prosentase kenaikan kecepatan produksi didapat hasil sebagai berikut :
Perubahan layout line SDK Semi In-Process dan 100% Inspection, yaitu Pemindahan PP Test mengganti In-Process Visual 1. Perubahan secara detil adalah sebagai berikut :
1. Proses PP Test posisinya pindah ke In-Process Visual 1, In-Process Visual 1 sendiri dihilangkan karena item check-nya dipindahkan ke proses PP Test / next process.
2. Jumlah Total Item Check sebelum dan sesudah perubahan berkurang dari 389 item menjadi 338 item (selisih 51 item).
Gemba Kaizen 3:
Penambahan display monitor untuk menampilkan jumlah produksi secara real time di line SDK. Gemba kaizen ini bertujuan untuk :
1. Dengan adanya display monitor, operator lebih stabil dan teratur saat melakukan pekerjaan dimana setiap saat dapat melihat hasil produksi di line tersebut.
2. Hasil produksi diharapkan cenderung lebih stabil dan hampir merata
3. Dengan penambahan display monitor maka operator dapat mengetahui secara aktual dalam pencapaian target produksi.
4. Penambahan display monitor pada area produksi secara tidak langsung dapat menjaga kuantiti produksi stabil karena operator dapat secara langsung mengetahui pencapaian progress kuantiti produksi secara real time.
Manfaat yang diperoleh secara langsung ditinjau dari segi kualitas yaitu :
1. Semua operator dapat mengetahui dan mengatur irama bekerja dengan stabil dan dari data Gemba Kaizen 3, dimana hasil ability cenderung stabil dengan deviasi yang kecil dibanding sebelumnya. (Gambar 5, Grafik tahapan pelaksanaan Gemba Kaizen).
2. Dengan irama yang stabil maka kecenderungan produk yang dihasilkan lebih baik, dari data defect rate ada kecenderungan turun.
3. Ada penurunan jumlah 46 kasus defect pada Fiscal 2009 (April 2009 ~ Maret 2010) menjadi 8 kasus pada Fiscal 2010 (April 2010 ~ Maret 2011). Atau average turun dari 3.8 kasus / bulan menjadi 0.7 kasus / bulan. Ada penurunan defect sebesar 82.6%.
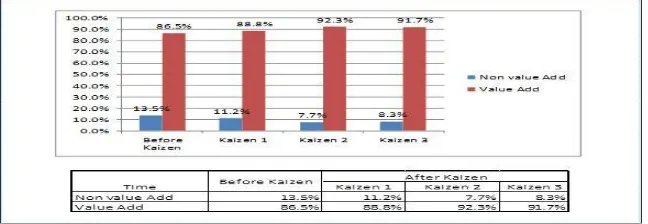
Gambar 5. Grafik tahapan pelaksanaan Gemba Kaizen
Berdasarkan data produksi, ability line SDK series untuk Fiscal 2009 sampai Fiscal 2011 atau (data selama 2 tahun berjalan) ditunjukkan data pada Gambar 5 di atas, terlihat ada peningkatan produktivitas di line SDK series.
Berdasarkan gambar 6, setelah dilakukan pelaksanaan penerapan Gemba kaizen menunjukan bahwa ada peningkatan ability line SDK sebesar +5.2 % dari 86.5 % menjadi 91.7 % yang merupakan waktu produktif atau waktu yang menghasilkan nilai tambah (Value Add). Waktu pemborosan (Non Value Add) turun -5.2 % dari 13.5% menjadi 8.3%.
Kesimpulan
Kesimpulan penelitian ini adalah sebagai berikut:
1. Perubahan layout dapat mengurangi waktu transportasi material dan produk 70.96 jam. Layout yang baru mengurangi buffer di 100% inspection semi sehingga meningkatan kecepatan proses inspeksi. Penurunan Stock buffer dari rata-rata 5 hari menjadi 2 hari.
2. Re-layout proses visual check dan proses Push Push test dan review point check dapat mengurangi item check sebanyak 51 item check.
3. Dengan Penambahan display monitor maka operator dapat mengetahui secara aktual dan realtime pencapaian target produksi sehngga dapat menstabilkan dan meningkatkan man power ability dari 86.5 % menjadi 91.7% (Nov 2011). Dan ada pengurangan waktu pemborosan (Non Value Add) turun -5.2 % dari 13.5% menjadi 8.3%.
4. Implementasi ketiga tahap Gemba Kaizen (Agustus 2009 sd. November 2011) menghasilkan: (a) Peningkatan kualitas terutama defect case human error di line SDK dari 3.8 case (FY 2009) menjadi 0.7 case (FY 2010), atau terdapat penurunan case sebesar 82.6%, (b) Produktivitas meningkat dari 86.5 % menjadi 91.7% (Nov 2011) atau naik 5.2%, dan (c) Peningkatan ketepatan pengiriman waktu pengiriman ke pelanggan sebesar 100 %.
Daftar Pustaka
Brunet, A.P., & New, S. (2003), Kaizen in Japan :an emprirical Study, International of Journal of Operations & Production Management, Vol. 23 No. 12, pp. 1426-1446.
Imai, M. (2008), The Kaizen Power, Diva Press, Jakarta.
Imai, M. (2001), Kaizen Kunci Sukses jepang dalam Persaingan, PPM, Jakarta.
Imai, M. (1997), Gemba Kaizen : a Commonsense, Low-Cost Approach to Management, McGraw-Hill, New York.
Kemp, PMP., S. (2006), Quality Management Demystified, McGraw-Hill, New York.
Liker, J.K. (1997), Becoming lean: Inside Stories of U.S. Manufacturers, Productivities press, Portland.
Liker, J.K. (2004). The Toyota Way, 14 Management Principles from The World’s Greatest Manufacturer. McGraw-Hill Co.