Effect of cenosphere on mechanical
properties of bamboo–epoxy composites
Hemalata Jena, Mihir Kumar Pandit and Arun Kumar Pradhan
Abstract
Cenosphere is a ceramic-rich industrial waste produced during burning of coal in thermal power plants. This study deals with the effect of cenosphere as particulate filler on mechanical behaviour of natural fibre composites. The natural fibre composite consists of bamboo fibre as reinforcement and epoxy as matrix. The bamboo fibre is treated with alkali to improve its surface properties. The conventional hand lay-up technique is used to prepare different composite speci-mens. Twenty numbers of different composite specimens are prepared with varying number of laminae and filler content. The samples are analysed for their mechanical properties to establish the effect of varying filler content and the number of laminae. It is found that the mechanical properties are significantly influenced by addition of this waste-based ceramic filler.
Keywords
Cenosphere, bamboo fibre, alkali treatment, epoxy resin, mechanical properties
Introduction
Nowadays natural fibres have gained wide popularity as reinforcements in polymer composites for various applications. Due to its eco-friendly nature and good mechanical properties, it offers a promising alternative to glass, carbon, and other synthetic fibres used for the manufacture of composites.1 The potential of natural fibres such as abaca, sisal, pineapple, flax and coir as reinforcement in composites is now becoming a popular area of research.2–6 Among these available natural fibres, bamboo has many advantages, such as ample availability, fast growth rate, lightweight, low cost and low energy consumption in processing and bio-degradability.7It is becoming very popular as one of the most useful non-timber forest resources due to its high socio-economic benefits. It possess very good mechanical properties due to its longitudinally oriented fibres. Using bamboo fibre one can reduce the demand for wood fibre and environmental impacts associated with wood fibre harvesting. Hence, bamboo fibre appears to be one of the most promising candidates as natural fibres for polymer composites. It is reported that bamboo composite possesses specific strength superior to that of ordinary glass fibre reinforced
composites.8 But the presence of hydroxyl and other polar groups in the natural fibres leads to the weak interfacial bonding between fibres and matrix. The fibre surface properties can be improved substantially by different chemical treatments.9Alkaline treatment is one of the most used chemical treatments of natural fibres when used to reinforce in thermoplastics or thermosets. Mishra et al.10 while working with sisal fibre found that the mechanical properties of the com-posite improved by treating the fibre with alkali. The improvement was found to be highest for 5% NaOH concentration.11–13
Further, the physical and mechanical characteristics of composites can be modified by adding a suitable filler phase to the matrix during their fabrication. Addition of filler in composites not only improves its
School of Mechanical Sciences, Indian Institute of Technology, Bhubaneswar, India
Corresponding author:
Hemalata Jena, School of Mechanical Sciences, IIT Bhubaneswar, Samantapuri, Bhuabeneswar 751013, India.
Email: [email protected]
Journal of Reinforced Plastics and Composites
32(11) 794–801
!The Author(s) 2013 Reprints and permissions:
mechanical properties but also reduces its cost.14 Therefore, the use of inorganic fillers in the composites is gaining popularity. There are a number of literatures available on the use of ceramics as filler in composite materials.15–18 Cenosphere, which is one of the indus-trial wastes produced during burning of coal in thermal power plants,19could be a unique class of filler in poly-mer matrix composite due to its fine dispersion, homo-geneity, inertness and chemical stability. Though the literature is rich with the studies on the mechanical properties of the cenosphere filled polymer compos-ites,20–23no attempt has been reported till date to crit-ically analyse the mechanical characterisation of cenosphere filled bamboo–fibre composites.
It is proved that the mechanical properties of bamboo–epoxy composites under different loading con-ditions can be modified by changing the number of laminae and configuration of laminae in resin.8,24And also hybridisation of natural fibre with different fillers25 or synthetic fibres like carbon, aramid, glass, etc., can improve the stiffness, strength, as well as moisture resistance of the composites.26–28
The present study attempts to investigate a new class of natural fibre composite in which bamboo fibre is used as reinforcement, epoxy as matrix and cenosphere as particulate microsphere filler. The mechanical prop-erties of these bamboo fibre reinforced composites are evaluated. The effect of adding cenosphere to matrix phase aims at improving their mechanical properties. The effects of number of laminae and varying weight percent of cenosphere have also been studied for this purpose.
Fabrication procedure
In the present work, the composite consists of bamboo fibre as reinforcement and cenosphere as filler material in the epoxy matrix. The properties of these constitu-ents are given in Table 1.
Initial step of fabricating the composite is alkali treatment of bamboo mats to improve their mechanical properties. The bamboo mats are cleaned and dried before dipping into NaOH solution of 5% concentra-tion for 30 min at room temperature (20C).13 These mats are thoroughly washed in distilled water and then neutralised in 2% HCl solution. The neutralised mats are then dried in an oven at 60C for 24 h. The fabrication of the composite is done by conventional hand lay-up technique at room temperature. Low tem-perature cured epoxy resin (L12) and corresponding hardener (K6) are mixed in a ratio of 10:1 by weight. A number of composite specimens are prepared using different number of laminae and varying weight percent of cenosphere as filler. The composite specimens
Table 1. Raw materials and their physical characteristics.
Raw materials Grade Characteristics
Cenosphere CS 300 Particle density¼0.45–
0.80 g/mL, particle
density¼1.1 g/cc Refractive index at 25C
¼1.4940–1.5000
Bamboo fibre – Weave type,
dens-ity¼0.95 g/cc, width¼4.5 mm, thickness¼1.5 mm
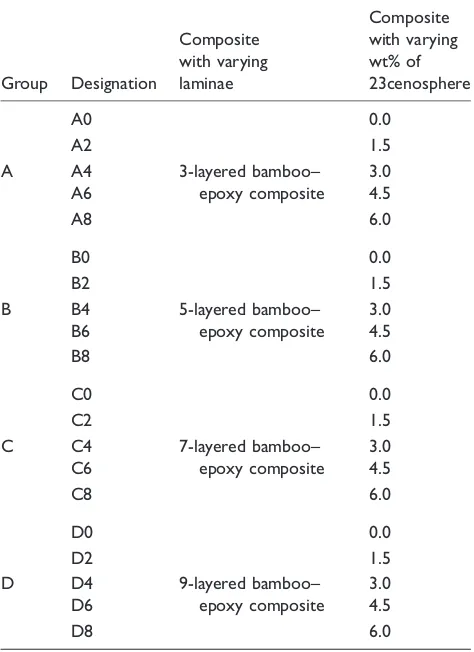
Table 2. Designation of composite specimens.
so made with varying number of layers and weight percent of cenosphere are designated as shown in Table 2.
Mechanical tests
In order to study the mechanical properties of the pre-pared composite specimens with different compositions, the following tests are conducted.
Scanning electron microscopy
The surfaces of the specimens are examined directly under scanning electron microscope (SEM) JEOL JSM-6480LV. The composite samples are mounted on carbon stubs. To enhance the conductivity of the sam-ples, a thin film of gold is vacuum-evaporated on them before the photomicrographs are taken.
Micro-hardness test
Micro-hardness measurement is done using a Zwick/ Roell micro-hardness tester as per ASTM E92. A dia-mond indenter, in the form of a right pyramid with a square base and an angle 136 between opposite faces, is used with load.
Tensile test
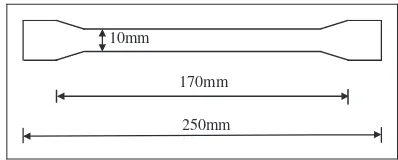
The tensile test is performed in the universal testing machine (UTM) Instron 3382 as per ASTM D3039-76. The geometry of the test specimen is shown in Figure 1. At a grip pressure of 4.2 MPa, the rate of loading 2 mm/min is used for testing. During the test a uni-axial load is applied through both the ends of the specimen. The results are analysed to calculate the ten-sile strength of the composite samples.
Flexural test and interlaminar shear strength test
The data recorded during the 3-point bend test is used to evaluate the flexural strength and interlaminar shear strength (ILSS). The test is conducted as per ASTM standard (D2344-84) using the same UTM with bend test fixtures. The cross head speed of 10 mm/min is maintained. Geometry configuration for flexural test specimen is shown in Figure 2.
Impact test
Impact test is performed on the pendulum impact test-ing machine as per ASTM D256. A ‘V’ notch is created at the centre of the specimen having notch depth of 2.54 mm and notch angle of 45, using Impactometer
250mm 170mm 10mm
Figure 1. Tensile test specimen.
Span L/t=10
Figure 2. Flexural test specimen.
2.54mm
64mm
Figure 3. Impact test specimen.
6545 (Ceast, Italy) as shown in Figure 3. A 10 mm hemispherical head impacts a test specimen at a constant velocity of 1.06 m/s at impact energy of 15.26 J. The respective values of impact energy of dif-ferent specimens are recorded directly from the dial indicator.
Results and discussion
The morphology of the composite reinforced with untreated and treated fibre surfaces have been studied using an SEM. The surfaces of untreated fibre appear to be rough as shown in Figure 4. This may be due to the presence of lignin, wax, oil and other surface impu-rities which are removed with alkali treatment. The sur-faces of the treated fibre are shown in Figure 5. These clean surfaces are expected to provide direct bonding between the fibre and matrix.
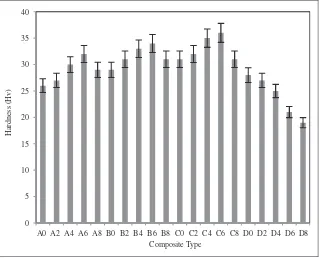
The hardness test results as shown in Figure 6 indi-cate that the hardness increases with the increase in weight percent of cenosphere for the composites of type A, B and C. The increase in hardness value may be due to the fact that the outer shell of the cenosphere made of ceramic particles enhances the hardness. However, hardness value for type D composite decreases after a certain number of layers for the same weight percent of cenosphere. The maximum hardness value is found in the C6 composite, which is 16% higher as compared to unfilled composite of type C0.
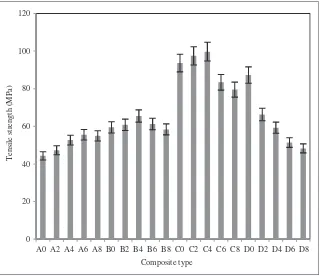
The values of tensile strength of different bamboo-epoxy composites are given in Figure 7. A marginal increase in strength is observed for A2, B2 and C2 as compared to A0, B0 and C0 composites, respectively. The results indicate that cenosphere can increase the tensile strength by 25.4%, 6.50% and 4.10% for
Figure 5. SEM image of treated fibre.
0 5 10 15 20 25 30 35 40
Hardness (Hv)
Composite Type
A0 A2 A4 A6 A8 B0 B2 B4 B6 B8 C0 C2 C4 C6 C8 D0 D2 D4 D6 D8
composites A, B and C, respectively. It is observed that the influence of filler addition is more in case of com-posite type A which is having a lower weight fraction of fibre i.e. 18%. Laminates B and C, which have more number of layers, are accompanied by less change in maximum tensile strength with the addition of filler, whereas in case of laminate D there is no improvement of strength. During the preparation of laminate D having 43% fibre weight fraction, it is observed that the quantity of resin is insufficient to impregnate the fibres. This, subsequently, influences the wettability of the fibre and fibre matrix adhesion which, in turn, increases the void content in the composite. As a result, the crack initiation and its propagation will be easier in these composites. Though the strength of the composites A, B and C are observed to increase with the addition of cenosphere filler due to better adhesion and wettability, there is a limitation to addition of filler. Too higher filler content leads to discontinuous phase of resin and this develops clusters of filler, which results in local phase inversion leading to failure. SEM micro-graphs are taken for surface failed sample as shown in Figure 8. From the figure a clear evidence of brittle failure is observed within the composites. Fractographs of these samples show fibre pull-out
from the matrix with fairly clean and recognisable fibres without matrix adherence.
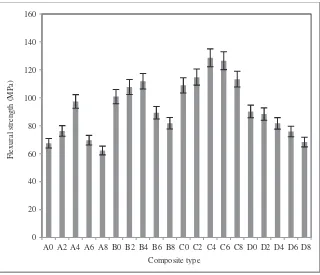
Figure 9 shows the results of flexural test of prepared composite samples. For same weight percent of ceno-sphere filler the flexural strength increases with increase in number of layers. If the number of layers is increased
0 20 40 60 80 100 120
T
ensile strength (MP
a)
Composite type
A0 A2 A4 A6 A8 B0 B2 B4 B6 B8 C0 C2 C4 C6 C8 D0 D2 D4 D6 D8
Figure 7. Tensile strength of the laminates.
more than seven there is a decrease in strength. It is also seen that the addition of cenosphere increases their flex-ural strength except for the case of laminate of type D. The improvement of strength in laminates A, B and C are observed when the cenosphere content is increased up to 3 wt%. Further increase in cenosphere deterior-ates the laminate strength. One of the broken samples is observed under SEM. Figure 10 shows the SEM image
of that fractured surface where failure initiated from the tensile region of the flexural specimen. Fibre bending and matrix failure are observed from the figure.
The ILSS results as shown in Figure 11 follow the similar trend as that of flexural strength. The maximum ILSS is recorded for the composite of type C4. It is observed that the ILSS value of C4 is increased by 90.6% as compared to composite of type A0.
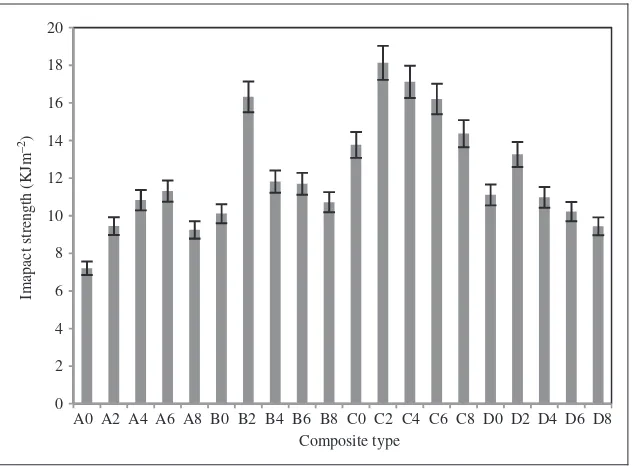
The results of the impact tests for different com-posites are shown in Figure 12. The figure indicates that with number of laminae remaining same, the addition of cenosphere improves the impact strength of the composite. This may be due to the reason that cenosphere particles are rigid and have much higher fracture strength as compared to epoxy resin. Additionally, the increase in cenosphere con-tent increases the strength up to certain limit after which the impact strength is decreased on further addition. For 3-layered laminate, the impact strength increases with the increase content of cenosphere and maximum energy is recorded in A6 composite, which is 56.82% more as compared to A0. For 5 -, 7 - and 9-layered laminates, the maximum impact strength is recorded for B2, C2 and D2 com-posites, which increase by 61.49%, 31.7% and 19.35% as compared to B0, C0 and D0, respectively. 0
20 40 60 80 100 120 140 160
A0 A2 A4 A6 A8 B0 B2 B4 B6 B8 C0 C2 C4 C6 C8 D0 D2 D4 D6 D8
Fle
xural strength (MP
a)
Composite type
Figure 9. Flexural strength of the laminates.
For higher weight percent of cenosphere the impact strength is reduced. This may be due to the inclu-sion of more voids and disperinclu-sion problem in larger cenosphere content composite. Among all compos-itions, type C2 composite has maximum impact strength of 18.132 kJ/m2.
Conclusion
In the presented work, the mechanical properties of bamboo–fibre reinforced composites are studied with varying weight percent of cenosphere and number of layers. Inclusion of fibre and filler in matrix improves 0
2 4 6 8 10 12
Interlaminar shear strength (MP
a)
Composite type
A0 A2 A4 A6 A8 B0 B2 B4 B6 B8 C0 C2 C4 C6 C8 D0 D2 D4 D6 D8
Figure 11. Interlaminar shear strength of the laminates.
0 2 4 6 8 10 12 14 16 18 20
A0 A2 A4 A6 A8 B0 B2 B4 B6 B8 C0 C2 C4 C6 C8 D0 D2 D4 D6 D8
Imapact strength (KJm
–2)
Composite type
the load-carrying capacity (tensile strength), the ability to withstand bending (flexural strength) and shearing of lamina (ILSS) of the composites. Hardness and impact values also have been found to have improved invari-ably for all the composite types considered on addition of particulate filler. The addition of cenosphere improves the mechanical properties of the composites, but it depends upon the amount of cenosphere and fibre content in the composite. The composite strength can be effectively tailored by varying weight fraction of filler and number of layers.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
References
1. Li Q and Matuana LM. Surface of cellulosic materials modified with functionalised polyethylene coupling agents.J Appl Polym Sci2003; 88: 278–286.
2. Shibata M, Takachiyo K, Ozawa K, et al. Biodegradable polyester composites reinforced with short abaca fibre. J Appl Polym Sci2002; 85: 129–138.
3. Bisanda ETN. The effect of alkali treatment on the adhe-sion characteristics of sisal fibres. Appl Compos Mater 2000; 7: 331–339.
4. Luo S and Netravali AN. Interfacial and mechanical properties of environment-friendly ‘Green’ composites
made from pineapple fibres and poly
(Hydyoxybutyrate-co-valerate) resin. J Mater Sci Eng 1999; 34: 3709–3719.
5. Stamboulis A, Baillie CA, Garkhail SK, et al. Environmental durability of flax fibres and their compos-ites based on polypropylene matrix.Appl Compos Mater 2000; 7: 273–294.
6. Rout J, Misra M, Tripathy SS, et al. The influence of fibre treatment on the performance of coir-polyester com-posites.Compos Sci Technol2001; 61: 1303–1310. 7. Mohanty AK, Misra M and Drzal TL. Natural fibres,
biopolymers, and bio composites. Boca Raton: CRC Press, 2005, pp.181–183.
8. Shin FG, Xian XJ, Zheng WP, et al. Analyses of the mechanical properties and microstructure of bamboo-epoxy composites.J Mater Sci1989; 24: 3483–3490. 9. Xue L, Lope GT and Panigrahi S. Chemical treatments
of natural fibre for use in natural fibre-reinforced com-posites: a review.J Polym Environ2007; 15: 25–33. 10. Mishra M, Misra SS, Tripathy SK, et al. The influence of
chemical surface modification on performance of sisal-polyester biocomposites. Polym Compos 2002; 23: 164–170.
11. Jacob M, Thomas S and Varughese KT. Mechanical properties of sisal/oil fibre reinforced natural rubber composites.Compos Sci Technol2004; 64: 955–965. 12. Ray D, Sarkar BK, Rana AK, et al. Effect of alkali
trea-ted jute fibres on composite properties. Bull Mater Sci 2001; 24: 129–135.
13. Kushwaha P and Kumar R. Enhanced mechanical strength of BFRP composite using modified bamboos. J Reinf Plast Compos2009; 28: 2851–2859.
14. Rothon RN. Mineral fillers in thermoplastics: filler manufacture and characterization. Adv Polym Sci1999; 139: 67–107.
15. Suresha B, Chandramohan G, Siddaramaiah, et al. Influence of cenosphere filler additions on the three-body abrasive wear behaviour of glass fibre-reinforced epoxy composites.Polym Compos2008; 29: 239–344. 16. Velmurugan R, Jeyaprakash P and Balaganesan G.
Damping study of hybrid nano composites by low velo-city impact. In: International conference on aerospace science and technology, Bangalore, 26–28 June 2008, US: INCAST.
17. Gadakree KP. Particulate-fibre-reinforced glass matrix hybrid composites.J Mater Sci Eng1992; 27: 3827–3834. 18. Srivastava VK, Shembekar PS and Prakash R. Fracture behaviour of fly-ash filled FRP composites. Compos Struct1988; 10: 271–279.
19. Lindon KA. Sear, properties and use of coal fly ash, a valuable industrial by-product. London: Thomas Telford Publishing, 2001.
20. Das A and Satapathy BK. Structural, thermal, mechan-ical and dynamic mechanmechan-ical properties of cenosphere filled polypropylene composites. Mater Des 2011; 32: 1477–1484.
21. Vrastsanos LA and Farris R. A predictive model for the mechanical behaviour of particulate composites.Part I: Model derivation,Polym Eng Sci 1993; 33: 1458–1465. 22. Wong KWY and Truss RW. Effect of fly ash content and
coupling agent on the mechanical properties of fly ash filled polypropylene. Compos Sci Technol 1994; 52: 361–368.
23. Deepthi MV, Sharma M, Sailaja RRN, et al. Mechanical and thermal characteristics of high density polyethylene– fly ash cenospheres composites. Mater Des 2010; 31: 2051–2060.
24. Verma CS and Chariar VM. Development of layered laminate bamboo composite and their mechanical prop-erties.Composites: Part B2012; 43: 1063–1069.
25. Biswas S, Satapathy A and Patnaik A. Effect of ceramic fillers on mechanical properties of bamboo fibre rein-forced epoxy composites: a comparative study. Adv Mater Res2010; 123-125: 1031–1034.
26. Samal SK, Mohanty S and Nayak SK. Mechanical, mor-phological, polypropylene-bamboo/glass fibre hybrid composites: fabrication and analysis of thermal, and dynamic mechanical behaviour. J Reinf Plast Compos 2009; 28: 2729–2747.
27. Panthapulakkal S and Sain M. Studies on the water absorption behaviour of short hemp-glass fibre hybrid polypropylene composites. J Compos Mater 2007; 41: 1871–1883.