5 1.1 Manajemen Logistik
Menurut Bowersox (2000: 13), manajemen logistik dapat didefinisikan sebagai proses pengelolaan yang strategis terhadap pemindahan dan penyimpanan barang, suku cadang dan barang jadi dari supplier, di antara fasilitas-fasilitas perusahaan dan kepada para pelanggan.
Manajemen logistik merupakan bagian dari proses supply chain yang berfungsi untuk merencanakan, melaksanakan, dan mengendalikan keefisienan dan keefektifan aliran dan penyimpanan barang, pelayanan dan informasi terkait dari titik permulaan (point-of-origin) hingga titik kosumsi (point-of-cosumpsion) dalam tujuannya untuk memenuhi kebutuhan para pelanggan (Miranda dan Tunggal, 2002: 2).
Menurut Miranda dan Tunggal (2002: 2), manajemen logistik diartikan sebagai proses yang secara strategic mengatur pengadaan bahan (procurement), perpindahan dan penyimpanan bahan, komponen dan penyimpanan barang jadi dan informasi terkait melalui organisasi dan jaringan pemasarannya dengan cara tertentu sehingga keuntungan dapat dimaksimalkan baik untuk jangka waktu sekarang maupun waktu mendatang melalui pemenuhan pesanan dengan biaya yang efektif.
1.2 Manajemen Persediaan
Persediaan di dalam perusahaan biasanya melibatkan dana yang sangat besar. Persediaan berpengaruh lintas fungsi, baik di bidang operasi, pemasaran maupun keuangan. Manajemen persediaan adalah serangkaian keputusan atau kebijakan perusahaan untuk memastikan perusahaan mampu menyediakan persediaan dengan mutu, jumlah dan waktu tertentu (Harsanto, 2003: 63).
6 Secara filosofis, persediaan diperlukan untuk menghadapi dan mengantisipasi beberapa situasi. Pertama, berkenaan dengan ketidakpastian permintaan, kedua ketidakpastian dari sisi penawaran.
Ketidakpastian dari sisi permintaan adalah jumlah yang dikehendaki pelanggan bervariasi dan tidak diketahui secara pasti. Sedangkan ketidakpastian dari sisi penawaran adalah ketidakpastian dari sisi pemasok, terkadang terjadi keterlambatan, kualitas tak sesuai dengan harapan, pengiriman salah alamat dan sederet kejadian lapangan lainnya yang membuat tidak sesuai dengan yang diharapkan (Harsanto, 2003: 64).
1.2.1 Definisi Persediaan
Persediaan adalah sumber daya menganggur yang belum dapat digunakan karena menunggu proses lebih lanjut yang mempunyai suatu tujuan tertentu, alasan utamanya adalah karena sumber daya tertentu tidak bisa didatangkan ketika sumber daya tersebut dibutuhkan, sehingga untuk menjamin ketersediaan sumber daya tersebut perlu adanya persediaan yang siap digunakan ketika kebutuhan terjadi (Ginting, 2007: 121).
Menurut Rangkuti (2002: 1), persediaan adalah sebagai suatu aktiva yang meliputi barang-barang milik perusahaan dengan maksud untuk dijual dalam suatu periode usaha tertentu, atau persediaan barang-barang yang masih dalam pengerjaan atau proses produksi, ataupun persediaan bahan baku yang menunggu penggunaannya dalam suatu proses produksi.
Dari kedua penjelasan di atas dapat disimpulkan bahwa persediaan merupakan barang-barang yang akan dijadikan safety stock ketika perusahaan kemungkinan mengalami kekurangan barang untuk melindungi atau menjaga supaya tidak terjadi loss order. Sistem persediaan merupakan serangkaian kebijakan dan pengendalian yang mengontrol tingkat persediaan dan menentukan tingkat persediaan yang harus dijaga, kapan persediaan harus disediakan dan berapa besar pesanan yang harus dipesan.
7 Menurut Ginting (2007: 122), ada tiga alasan perlunya persediaan yaitu:
1. Transaction Motive
Menjamin kelancaran proses pemenuhan secara ekonomis permintaan barang sesuai dengan kebutuhan pemakai.
2. Precatuianary Motive
Meredam fluktuasi permintaan / pasokan yang tidak beraturan. 3. Speculation Motive
Alat spekulasi untuk mendapatkan keuntungan berlipat dikemudian hari. Persediaan dapat bersifat spekulator.
2.2.2 Fungsi Persediaan
Fungsi utama persediaan yaitu sebagai penyangga, penghubung antara proses produksi dan distribusi untuk memperoleh efisiensi. Fungsi lain persediaan yaitu sebagai stabilitator harga terhadap fluktuasi permintaan (Ginting, 2007: 124).
Menurut Ginting (2007: 124), persediaan dapat dikategorikan berdasarkan fungsinya sebagai berikut:
a. Persediaan dalam lot size
Persediaan muncul karena ada persyaratan ekonomis untuk penyediaan (replishment) kembali. Penyediaan dalam lot yang besar atau dengan kecepatan sedikit lebih cepat dari permintaan akan lebih ekonomis. Faktor penentu persyaratan ekonomis antara lain biaya setup, biaya persiapan produksi atau pembelian dan biaya transport.
b. Persediaan cadangan
Pengendalian persediaan timbul berkenaan dengan ketidakpastian. Peramalan permintaan konsumen biasanya diprediksi peramalan. Waktu siklus produksi (lead time) mungkin lebih dari yang diprediksi. Jumlah produksi yang ditolak (reject) hanya bias diprediksi dalam proses. Persediaan cadangan mengamankan kegagalan mencapai permintaan konsumen atau memenuhi kebutuhan manufaktur tepat pada waktunya.
8 c. Persediaan antisipasi
Persediaan dapat timbul mengantisipasi terjadinya penurunan persediaan (supply) dan kenaikan permintaan (demand) atau kenaikan harga. Untuk menjaga kontinuitas pengiriman produk ke konsumen, suatu perusahaan dapat memelihara persediaan dalam rangka liburan tenaga kerja atau antisipasi terjadinya pemogokan tenaga kerja.
d. Persediaan pipeline
Sistem persediaan dapat diibaratkan sebagai sekumpulan tempat (stock point) dengan aliran di antara tempat persediaan tersebut. Pengendalian persediaan terdiri dari pengendalian aliran persediaan dan jumlah persediaan akan terakumulasi di tempat persediaan. Jika aliran melibatkan perubahan fisik produk, seperti perlakuan panas atau perakitan beberapa komponen, persediaan dalam aliran tersebut persediaan setengah jadi (work in process). Jika suatu produk tidak dapat berubah secara fisik tetapi dipindahkan dari suatu tempat penyimpanan ke tempat penyimpanan lain, persediaan disebut persediaan transportasi. Jumlah dari persediaan setengah jadi dan persediaan transportasi disebut persediaan pipeline. Persediaan pipeline merupakan total investasi perubahan dan harus dikendalikan.
e. Persediaan lebih
Yaitu persediaan yang tidak dapat digunakan karena kelebihan atau kerusakan fisik yang terjadi.
2.2.3 Biaya Persediaan
Terdapat empat jenis biaya persediaan meliputi harga barang, biaya pemesanan, biaya simpan dan biaya kehabisan persediaan. Seluruh biaya ini perlu dipertimbangkan dalam mengambil berbagai keputusan yang berkenaan dengan persediaan, berikut biaya-biaya persediaan menurut Harsanto (2003: 67) :
1. Harga barang (item cost). Harga barang adalah harga murni material yang akan dibeli oleh perusahaan. Untuk barang dengan kuantitas besar biasanya pemasok akan memberikan harga berbeda. Terdapat teknik quantity discount yang dapat digunakan untuk membantu pengambil keputusan menentukan kuantitas pemesanan yang tepat berdasarkan penawaran dari pemasok.
9 2. Biaya simpan (holding cost / carrying). Biaya simpan adalah biaya yang dikeluarkan untuk menyimpan persediaan meliputi biaya sewa atau beli fasilitas penyimpanan, biaya penanganan persediaan, pajak, biaya untuk mitigasi resiko kehilangan, resiko rusak dan berbagai jenis biaya yang berkaitan dengan penyimpanan. Bila perusahaan menghadapi biaya penyimpanan yang tinggi maka tingkat persediaan rendah.
3. Biaya pemesanan (ordering cost / setup cost). Biaya pemesanan adalah biaya yang diperlukan untuk melakukan pemesanan meliputi berbagai detail termasuk hal-hal administrasif.
4. Biaya kehabisan persediaan (stockout cost). Konsep dari biaya ini adalah biaya yang muncul ketika perusahaan dihadapkan pada situasi permintaan lebih besar dari pada penawaran. Biaya ini sangat sukar diukur bila hendak dikatakan tidak mungkin diukur secara presisi, oleh karenanya lebih bersifat pendekatan.
2.2.4 Identifikasi Material Menggunakan Analisis ABC
Menurut Ginting (2007: 156), klasifikasi ABC merupakan klasifikasi dari suatu kelompok material dalam susunan menurun berdasarkan biaya penggunaan material itu per periode waktu (harga per unit dikalikan volume penggunaan dari material itu selama periode tertentu). Pada dasarnya terdapat sejumlah faktor yang menentukan kepentingan suatu material, yaitu:
1. Nilai total uang dari material. 2. Biaya per unit dari material.
3. Kelangkaan atau kesulitan memperoleh material.
4. Ketersediaan sumber daya, tenaga kerja, dan fasilitas yang dibutuhkan untuk membuat material.
5. Panjang dan variasi waktu tunggu (lead time) dari material, sejak pemesanan material itu pertama kali sampai kedatangannya.
6. Ruang yang dibutuhkan untuk menyimpan material itu. 7. Resiko penyerobotan atau pecurian dari material itu.
8. Biaya kehabisan stock atau persediaan (stockout cost) dari material itu. 9. Kepekaan material terhadap perubahan desain.
10 2.2.5 Pengelompokan Material ke Dalam Kelas ABC
Menurut Ginting (2007: 159), terdapat sejumlah prosedur untuk mengelompokan material-material inventori ke dalam kelas A, B dan C, antara lain:
1. Tentukan penggunan volume per periode waktu (biasanya per tahun) dari material-material yang ingin di klasifikasikan.
2. Gandakan (kalikan) volume penggunaan per periode waktu (per tahun) dari setiap material dengan biaya per unitnya gudang memperoleh nilai total penggunaan biaya per periode waktu (per tahun) untuk setiap material itu. 3. Jumlah nilai total penggunaan biaya dari semua material inventori itu untuk
memperoleh nilai total penggunaan biaya agregat (keseluruhan).
4. Bagi nilai total penggunaan biaya dari setiap biaya inventori itu dengan nilai total penggunaan biaya agregat, untuk menentukan persentase nilai total penggunaan biaya dari setiap material inventori itu.
5. Daftarkan material-material itu ke dalam rank persentase nilai total penggunaan biaya dengan urutan menurun dari terbesar sampai terkecil. 6. Klasifikasikan material-material inventori itu ke dalam kelas A, B dan C
dengan kriteria 20% dari jenis material diklasifikasikan ke dalam kelas A. 30% dari jenis material klasifikasikan ke dalam kelas B, dan 50% jenis material diklasifikasikan ke dalam kelas C.
2.2.6 Penggunaan Klasifikasi ABC
Menurut Ginting (2007: 157), penggunaan analisis ABC untuk menerapkan: 1. Frekuensi perhitungan inventori (cycle inventory), dimana material-material
kelas A harus diuji lebih sering dalam hal akurasi catatan inventori di bandingkan material-material kelas B atau C (termasuk ke dalam kategori fast moving).
2. Prioritas rekayasa (engineering), dimana material-material kelas A dan B memberikan petunjuk pada bagian rekayasa dalam peningkatan program reduksi biaya ketika mencari material-material tertentu yang perlu difokuskan.
11 3. Prioritas pembelian (perolehan), dimana aktivitas pembelian seharusnya difokuskan pada bahan-bahan baku bernilai tinggi (high usage). Fokus pada material-material kelas A untuk pemasokan (sourching) dan negoisasi.
4. Keamanan, meskipun nilai biaya per unit merupakan indikator yang lebih baik dibandingkan nilai penggunaan (usage value), namun analisis ABC boleh digunakan sebagai indikator dari material-material mana (kelas A dan B) yang seharusnya aman disimpan dalam ruangan terkunci untuk mencegah kehilangan, kerusakan, atau pencurian.
5. Sistem pengisian kembali (replenishment systems), dimana klasifikasi ABC akan membantu mengidentifikasi metode pengendalian yang digunakan. Akan lebih ekonomis apabila mengendalikan material-material kelas C dengan simple two-bin system of replenishment dan metode-metode yang lebih canggih untuk material-material kelas A dan B.
6. Keputusan investasi, karena material-material kelas A menggambarkan investasi yang lebih besar dalam inventori, maka perlu lebih berhati-hati dalam membuat keputusan tentang kuantitas pesanan dan stock pengaman material-material kelas A dibandingkan terhadap material-material kelas B dan C. Seharunya implementasi JIT pada bagian pembelian diterapkan pertama kali dalam pembelian material-material kelas A, kemudian material kelas B, dan pada akhirnya pada material-material kelas C.
2.2.7 Klasifikasi Persediaan Dipandang dari Aliran Arus Barang
Dalam gudang, baik gudang yang merupakan gudang raw material, gudang WIP, gudang finish good ataupun gudang spartpart pasti akan terdapat perbedaan arus aliran barang-barang yang ada di dalamnya. Dalam suatu gudang misalnya gudang finish good terdapat bermacam-macam jenis barang, dengan adanya beberapa jenis barang yang berbeda maka aliran setiap jenis barang tidak akan sama. Dalam klasifikasi ini persediaan akan dipandang berdasarkan aliran barang tersebut, apakah barang tersebut merupakan golongan fast moving, medium moving dan slow moving.
12
Barang fast moving
Barang yang disebut fast moving adalah barang dengan aliran yang sangat cepat, atau dengan kata lain barang fast moving akan berada di gudang dalam waktu yang sangat singkat.
Barang medium moving
Barang medium moving adalah barang-barang yang aliran barangnya sedang-sedang saja, tidak terlalu cepat ataupun tidak terlalu lambat. Biasanya barang ini akan berada di gudang dalam waktu yang relatif lebih lama jika dibandingkan dengan barang-barang fast moving.
Barang slow moving
Barang-barang slow moving merupakan barang dengan arus aliran barang yang sangat lambat, sehingga biasanya barang-barang yang slow moving akan tersedia di gudang dalam waktu yang cukup lama.
2.3 Perencanaan Distribusi
Menurut Nasution (2006: 463), kebijakan-kebijakan yang berkaitan dengan aliran produk dari pabrik sampai ke konsumen, yang akan melewati jaringan transportasi dan penyimpanan. Secara rinci bahasan yang harus dicakup dalam perencanaan kebutuhan distribusi meliputi:
1. Jumlah, lokasi, dan ukuran gudang.
2. Item-item yang harus disimpan dalam gudang. 3. Pabrik akan memasok masing-masing gudang.
4. Konsumen yang harus dilayani oleh masing-masing gudang. 5. Cara dan alat transportasi yang digunakan.
6. Rute transportasi.
7. Pemilihan sistem pengendalian persediaan untuk menjaga tingkat persediaan item yang ada pada tiap-tiap gudang, dan sebagainya.
Pembahasan yang ditekankan pada bab ini yaitu sistem untuk menentukan ukuran dan waktu pengiriman barang ke gudang dalam jaringan distribusi. Bahasan ini difokuskan pada Perencanaan Kebutuhan Distribusi (Distribution Resource Planning, di singkat DRP), yaitu suatu metode baru untuk merencanakan
13 pengiriman barang pada suatu periode perencanaan tertentu, menyelaraskan pengiriman keseluruh jaringan distribusi dengan MPS dengan menggunakan logika yang sama dengan MRP. Seperti halnya pada MRP, DRP juga telah diperluas cangkupannya pada DRP II yang mencakup analisis tentang area gudang, tenaga kerja dan alat transportasi.
2.4 Sistem Distribusi Banyak Eselon
Pada sistem ini terdapat satu atau lebih tempat penyimpanan antara pabrik sampai gudang. Menurut Nasution (2006: 464), ada beberapa alasan mengapa suatu perusahaan menerapkan sistem seperti ini, yaitu:
1. Pesanan customer akan lebih cepat bisa dipenuhi bila gudang diusahakan sedekat mungkin dengan lokasi customer.
2. Ongkos-ongkos transportasi akan lebih hemat karena jarak pengangkutan akan bisa dipersingkat.
3. Customer lebih yakin akan mendapatkan apa yang diinginkan pada toko atau gudang distribusi yang lebih dekat dibandingkan apabila dia harus pergi ke pusat distribusi yang jauh letaknya.
Gudang-gudang cabang biasanya menyimpan produk akhir maupun suku cadang. Gudang cabang ini sering dikenali dengan Pusat Distribusi (DC) dan gudang yang melayani sejumlah gudang regional disebut Regional Distribution Center (RDC).
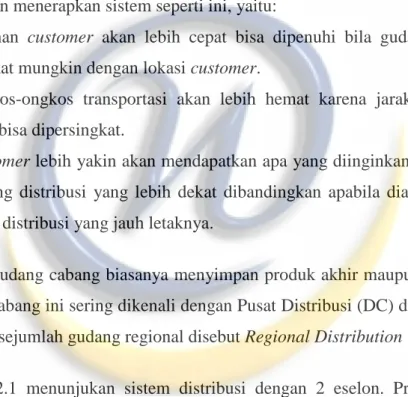
Gambar 2.1 menunjukan sistem distribusi dengan 2 eselon. Produk dibuat di pabrik, disimpan pada gudang pusat pemasok dan pusat-pusat distribusi dipasok dari gudang pusat ini. Pesanan customer akan masuk dan dipenuhi dari tiap-tiap pusat distribusi.
14 Gambar 2.1 Sistem Distribusi 2 Eselon
(Sumber: Nasution, 2006)
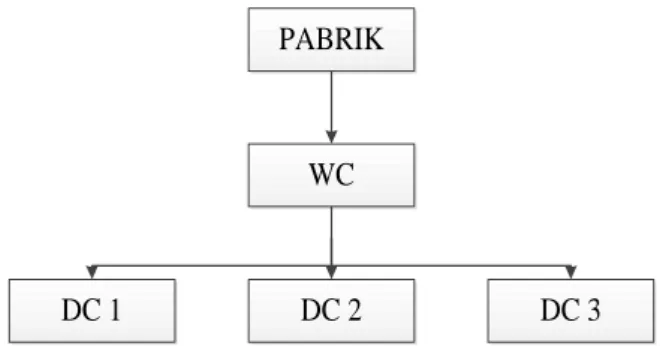
Sistem distribusi 3 eselon ditunjukan pada gambar 2.2. Pada sistem ini pihak pembuat (pabrik) memiliki toko-toko eceran (retail stores). Barang-barang yang dibuat di pabrik disimpan pada gudang pusat pemasok. Gudang pusat ini memasok pusat-pusat distribusi dan setiap pusat distribusi akan melayani toko-toko eceran.
Gambar 2.2 Sistem Distribusi 3 Eselon (Sumber: Nasution, 2006)
Banyak variasi yang bisa dibuat dalam rancangan sistem distribusi. Misalnya dengan menggunakan pusat distribusi metropolitan. Toko-toko pada sistem ini memamerkan produk-produk yang akan ditawarkan. Para konsumen akan datang secara langsung ke toko ini. Bila ada pesanan maka toko akan mengirimkan berita ke pusat distribusi dan barang yang dipesan akan langsung dikirimkan dari pusat distribusi.
PABRIK
WC
DC 2 DC 3
DC 1
WC=Warehouse Center (gudang pusat) DC=Distribution Center (pisat distribusi)
PABRIK
WC
DC 2 DC 3
DC 1
WC=Warehouse Center (gudang pusat) DC=Distribution Center (pisat distribusi)
R=Retailer (toko eceran)
R2
15 Pada sistem yang lain mungkin juga perusahaan mengirimkan produk-produk yang belum dikemas ke pusat distribusi. Kemasan ini akan dibeli secara desentralisasi oleh masing-masing pusat distribusi dari pemasok lokal. Beberapa pengerjaan akhir kadang-kadang juga dilakukan pada pusat distribusi.
Perencanaan sistem distribusi dipengaruhi oleh beberapa faktor, antara lain ukuran dan nilai produk, tingkat keusangan dan kerusakan fisik dari produk, jarak transportasi, tarif transportasi, frekuensi pengiriman yang dibutuhkan, dan sebagainya.
Penggunaan alat-alat transportasi juga dipengaruhi oleh beberapa faktor. Pertimbangan tingkat pelayanan, ongkos transportasi, dan ongkos-ongkos operasional juga termasuk dalam kriteria keputusan pemilihan alat-alat transportasi yang akan digunakan.
2.5 Sistem Pull and Push
Ada dua perbedaan penting bila kita berbicara tentang penimbunan persediaan, yaitu sistem pull dan sistem push. Menurut Nasution (2006: 466), kedua sistem ini dapat didefinisikan sebagai berikut:
a. Sistem pull adalah suatu sistem dimana operasi (produksi, pengadaan, pemindahan material, distribusi, produk, dan sebagainya) terjadi sebagai respons atas tanda atau isyarat yang diberikan oleh pemakai pada eselon yang lebih rendah dari sistem (distribusi). Tujuan sistem ini adalah untuk membeli, menerima, memindahkan, membuat dengan tepat apa yang dibutuhkan, kapan dibutuhkan, dan agar tidak terjadi penyimpanan atas item yang tidak dibutuhkan.
b. Sistem push adalah suatu sistem dimana operasi-operasi di atas terjadi sebagai respons atas jadwal yang telah dibuat sebelumnya tanpa harus mempertimbangkan status nyata dari operasi tersebut. Tujuan sistem ini adalah untuk menjaga konsistensi jadwal yang telah dibuat.
Walaupun sistem pull lebih tua namun sampai saat ini masih tetap diaplikasikan secara luas. Pusat distribusi meramalkan permintaan pada kawasan geografis yang
16 dilayani, menentukan kapan dan berapa banyak harus memesan, dan meminta pengiriman dari gudang pusat pemasok sebagai layaknya pemasok lepas. Pesanan dikeluarkan tanpa mempertimbangkan persediaan atau kebutuhan pusat ditribusi yang lain. Gudang pusat tidak akan menerima informasi baik tentang tingkat persediaan maupun permintaan pada pusat distribusi. Gudang pusat akan memperlakukan permintaan-permintaan dari pusat distribusi seperti layaknya permintaan customer. Dari data-data permintaan inilah nantinya gudang pusat akan menentukan rencana pengiriman maupun persediaan pengaman.
Sistem pull ini bisa dioperasikan secara manual dan tidak membutuhkan banyak telekomunikasi karena pertukaran informasi dari gudang pusat ke pusat distribusi memang tidak banyak. Namun pada sistem ini akan terjadi amplifikasi permintaan customer pada pusat distribusi sebelum sampai pada gudang pusat. Lebih dari itu, pusat-pusat distribusi biasanya memesan untuk kebutuhan beberapa minggu sehingga cukup ekonomis dipandang dari biaya transportasi. Hal ini mengakibatkan pada saat-saat tertentu tidak ada permintaan dari pusat distribusi ke gudang pusat dan pada saat-saat yang lain mungkin permintaan dari beberapa pusat distribusi akan datang sekaligus sehingga gudang pusat harus menyiapkan persediaan pengamanan yang cukup besar dan tetap akan menghadapi kemungkinan kekurangan stock.
Pada sistem push, keputusan-keputusan pengiriman ditentukan pada eselon yang lebih tinggi. Informasi yang berkaitan dengan permintaan dan tingkat persediaan pada eselon yang lebih rendah harus seringkali dikirim ke eselon yang lebih tinggi. Ini berarti bahwa keputusan pengiriman eselon yang lebih rendah dibuat pada eselon yang lebih rendah. Lebih dari itu, pada sistem push ini harus dilakukan peramalan pada eselon yang lebih tinggi sehingga kuantitas dan waktu pengiriman bisa direncanakan pada suatu periode perencanaan tertentu.
Sistem push layak digunakan bila transmisi dan pemrosesan data dalam volume yang besar bisa dilakukan dengan relatif mudah. Perusahaan-perusahaan yang memiliki ratusan pusat distribusi harus mengendalikan sistem distribusinya dengan telekomunikasi dan sistem komputer.
17 Salah satu keunggulan sistem push adalah pengurangan persediaan pada gudang pusat karena MPS dan pengiriman bisa diselaraskan. Jumlah yang direncanakan dikirim akan segera dikirim begitu proses produksinya selesai. Sistem push hanya akan memberikan keunggulan apabila perusahaan bisa membuat produk berdasarkan ramalan permintaan yang akurat. Perusahaan yang tidak bisa membuat ramalan permintaan dengan akurat dan rasional tidak akan bisa berharap banyak untuk memperoleh kelebihan dari sistem push dibandingkan sistem pull.
2.6 Sistem Order Point
Pada sistem pull, masing-masing pusat distribusi akan mengevaluasi ketersediaan setiap item secara periodik. Apabila persediaan item-item tertentu berada pada atau kurang dari order point yang ditentukan maka pusat distribusi yang bersangkutan yang akan memesan item tersebut untuk dikirim dari gudang pusat. Penetapan order point harus mempertahankan permintaan selama lead time maupun persediaan pengaman. Besarnya pesanan mungkin juga harus mengikuti suatu aturan EOQ yang didasarkan pada kriteria ongkos-ongkos penyimpanan dan transportasi (Nasution, 2006: 464).
Contoh 1:
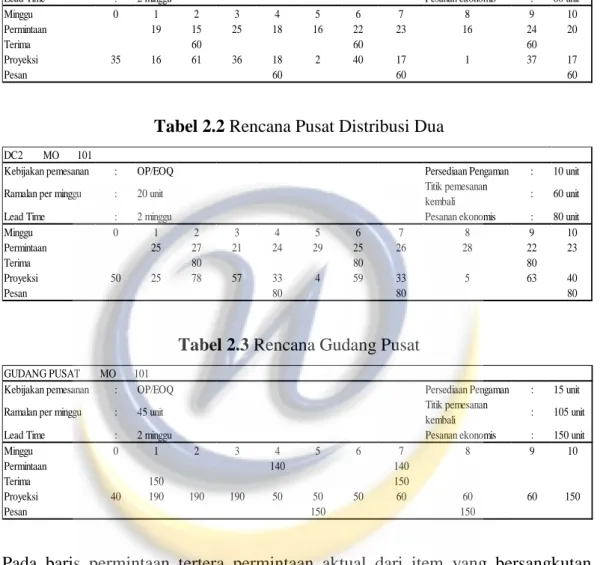
Sebuah gudang pusat melayani 2 pusat distribusi, sebut saja DC1 dan DC2. DC1 mempunyai ramalan permintaan sebesar 20 unit item MO101 setiap minggu. Persediaan pengamanan ditetapkan 5 unit. Lead time item ini 2 minggu sehingga order pointnya adalah 2 x 20 + 5 = 45 unit. Berdasarkan data-data ongkos maka perhitungan EOQ menetapkan bahwa jumlah pesanan yang ekonomis adalah 60. DC2 meramalkan permintaan per minggu sebesar 25 unit, persediaan pengaman 10 unit, dan lead time 2 minggu. Dengan demikian maka order point item MO101 pada DC2 ini adalah 2 x 25 + 10 = 60 unit. Jumlah rata-rata permintaan tiap minggu adalah jumlah dari ramalan permintaan per minggu pada kedua pusat distribusi, yaitu 20 + 25 = 45 unit. Lead time adalah 2 minggu dan persediaan pengaman adalah 15 sehingga order pointnya adalah 2 x 25 + 15 = 105 unit. Pesanan yang paling ekonomis pada gudang pusat adalah 150 unit. Gambaran perencanaan dalam 10 minggu ke depan dapat dilihat pada Tabel 2.1, Tabel 2.2 dan Tabel 2.3 sebagai berikut:
18 Tabel 2.1 Rencana Pusat Distribusi Satu
Tabel 2.2 Rencana Pusat Distribusi Dua
Tabel 2.3 Rencana Gudang Pusat
Pada baris permintaan tertera permintaan aktual dari item yang bersangkutan. Tampak bahwa permintaan aktual tidak sama persis dengan yang diramalkan. Baris terima menyatakan jumlah yang diterima di pusat distribusi pada minggu yang bersangkutan. Pada DC1, misalnya, diterima 60 unit pada minggu ke-2, yang berarti bahwa pesanannya dilakukan sebelum seminggu pertama. Proyeksi stock dihitung tiap hari minggu, yang sebelumnya telah berada pada atau di bawah order point. Pada akhir minggu ke-3, proyeksi stock adalah 36 unit, berarti berada di bawah order point yang besarnya 45 unit. Akibatnya, pada awal minggu ke-4 dikeluarkan pesanan baru sebesar 60 unit (ukuran EOQ). Karena lead timenya 2 minggu maka pesanan ini baru akan diterima pada minggu ke-6. Demikian seterusnya.
Kebijakan pemesanan : OP/EOQ Persediaan Pengaman : 5 unit
Ramalan per minggu : 20 unit Titik pemesanan
kembali : 45 unit
Lead Time : 2 minggu Pesanan ekonomis : 60 unit
Minggu 0 1 2 3 4 5 6 7 8 9 10 Permintaan 19 15 25 18 16 22 23 16 24 20 Terima 60 60 60 Proyeksi 35 16 61 36 18 2 40 17 1 37 17 Pesan 60 60 60 DC1 MO 101
Kebijakan pemesanan : OP/EOQ Persediaan Pengaman : 10 unit
Ramalan per minggu : 20 unit Titik pemesanan
kembali : 60 unit
Lead Time : 2 minggu Pesanan ekonomis : 80 unit
Minggu 0 1 2 3 4 5 6 7 8 9 10 Permintaan 25 27 21 24 29 25 26 28 22 23 Terima 80 80 80 Proyeksi 50 25 78 57 33 4 59 33 5 63 40 Pesan 80 80 80 DC2 MO 101
Kebijakan pemesanan : OP/EOQ Persediaan Pengaman : 15 unit
Ramalan per minggu : 45 unit Titik pemesanan
kembali : 105 unit
Lead Time : 2 minggu Pesanan ekonomis : 150 unit
Minggu 0 1 2 3 4 5 6 7 8 9 10 Permintaan 140 140 Terima 150 150 Proyeksi 40 190 190 190 50 50 50 60 60 60 150 Pesan 150 150 GUDANG PUSAT MO 101
19 Permintaan pada gudang pusat adalah jumlah permintaan yang ada pada tiap-tiap pusat distribusi. Pada minggu ke-4 ada permintaan sebesar 140 yang terdiri dari permintaan pada DC1 sebesar 60 unit dan DC2 sebesar 80 unit. Tampak di sini bahwa pada minggu-minggu tertentu tidak ada pesanan dari salah satu pusat distribusi pun dan pada minggu-minggu yang lain (minggu 4 dan 7) kedua pusat distribusi mengeluarkan pesanan secara bersamaan. Ini akan berakibat pada tingginya tingkat cadangan stock dalam waktu yang relatif lama (periode 1, 2, 3 sebanyak 190 unit) dan kemungkinan pada minggu-minggu yang lain kekurangan stock.
2.7 Sistem Base Stock
Sistem ini menggabungkan ciri yang terdapat pada sistem pull maupun push. Keunggulan yang mendasar dari sistem base stock dibandingkan dengan sistem order point adalah bahwa suplai pada gudang pusat didasarkan pada permintaan customer pada pusat-pusat distribusi. Variasi permintaan selalu lebih kecil dari pada yang terjadi pada order point karena terhindar dari proses amplifikasi pada pusat distribusi.
Menurut Nasution (2006: 470), aturan dasar dari sistem base stock dapat diurutkan sebagai berikut:
1. Informasi tentang permintaan maupun persediaan dikirim dari jaringan distribusi pada eselon yang lebih rendah ke eselon yang lebih tinggi dengan frekuensi tinggi.
2. Base stock dihitung tersendiri untuk masing-masing item pada tiap eselon distribusi. Perhitungan ini didasarkan pada persediaan yang harus disimpan pada eselon tersebut dan eselon yang dibawahnya.
3. Secara periodik masing-masing eselon mengeluarkan pesanan yang besarnya adalah nilai base stock dikurangi jumlah dari posisi persediaan yang dimiliki pada semua eselon yang berada dibawahnya.
20 Contoh 2:
Misalnya dalam permasalahan pada contoh 1 di atas akan diselesaikan dengan sistem base stock. Base stock pada DC1 maupun DC2 dihitung dari ekspetasi permintaan selama satu siklus pemesanan dan satu lead time ditambah persediaan pengaman. Siklus pemesanan dapat dihitung dari ekspetasi jumlah minggu yang bisa dipenuhi dari item sejumlah pesanan ekonomis (EOQ). Perhitungan selengkapnya adalah sebagai berikut:
DC1
1. Siklus (minggu) jumlah pesanan / ramalan permintaan = 60 / 20 = 3 2. Lead Time : 2 minggu
3. Jumlah 1 dan 2 : 5 minggu
4. Base Stock : 5 x 20 + 5 = 105 unit (5 adalah setelah pengaman)
DC2
1. Siklus (minggu) : 80 / 25 = 3,2 (dibulatkan menjadi 3) 2. Lead Time : 2 minggu
3. Jumlah 1 dan 2 : 5 minggu
4. Base Stock : 5 x 25 + 10 = 135
Gudang Pusat
1. Siklus (minggu) : 150 / 45 = 3,4 (dibulatkan menjadi 3) 2. Lead Time : 2 minggu
3. Jumlah 1 dan 2 : 5 minggu
4. Base Stock : 480 unit terdiri dari
Base Stock untuk gudang itu sendiri : 5 x 45 + 15 = 240 unit
Base Stock untuk DC1 : 105 unit
Base Stock untuk DC2 : 135 unit
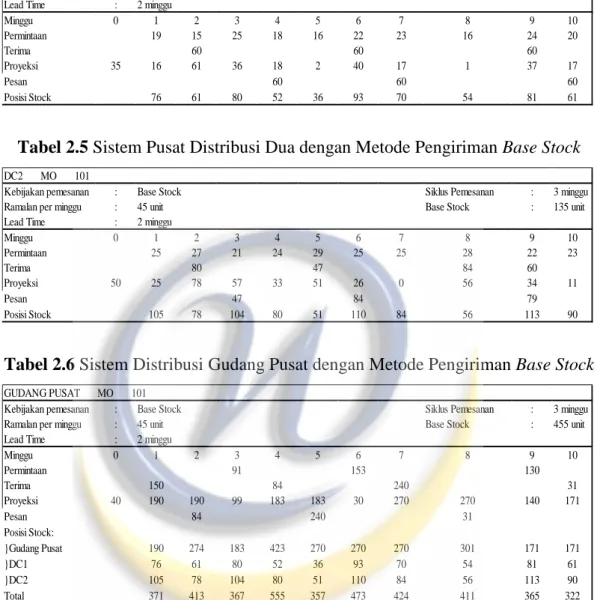
Dengan menggunakan sistem base stock ini maka didapatkan hasil seperti ditunjukan pada Tabel 2.4, Tabel 2.5 dan Tabel 2.6 sebagai berikut:
21 Tabel 2.4 Sistem Pusat Distribusi Satu dengan Metode Pengiriman Base Stock
Tabel 2.5 Sistem Pusat Distribusi Dua dengan Metode Pengiriman Base Stock
Tabel 2.6 Sistem Distribusi Gudang Pusat dengan Metode Pengiriman Base Stock
Posisi stock ditunjukkan pada baris terakhir dari DC1 dan DC2 adalah jumlah dari item yang ada di gudang (baris proyeksi stock) ditambah dengan item yang sedang dalam pesanan (on order). Pada DC1, misalnya, proyeksi stock adalah 76. Karena lead timenya adalah dua minggu dan siklus pemesanan adalah 3 minggu maka pesanan berikutnya dijadwalkan diterima pada minggu ke-5 (3 minggu setelah minggu ke-2) sehingga pesanan harus segera dikeluarkan pada minggu ke-3 (2 minggu sebelum minggu ke-5). Jumlah pesanan yang dikeluarkan pada minggu ke-3 ini adalah 44, yaitu besarnya base stock dikurangi dengan stock pada akhir minggu ke-2, atau 105 – 61 = 44. Pada contoh ini pemesanan diasumsikan
Kebijakan pemesanan : Base Stock Siklus Pemesanan : 3 minggu
Ramalan per minggu : 20 unit Base Stock : 105 unit
Lead Time : 2 minggu
Minggu 0 1 2 3 4 5 6 7 8 9 10 Permintaan 19 15 25 18 16 22 23 16 24 20 Terima 60 60 60 Proyeksi 35 16 61 36 18 2 40 17 1 37 17 Pesan 60 60 60 Posisi Stock 76 61 80 52 36 93 70 54 81 61 DC1 MO 101
Kebijakan pemesanan : Base Stock Siklus Pemesanan : 3 minggu
Ramalan per minggu : 45 unit Base Stock : 135 unit
Lead Time : 2 minggu
Minggu 0 1 2 3 4 5 6 7 8 9 10 Permintaan 25 27 21 24 29 25 25 28 22 23 Terima 80 47 84 60 Proyeksi 50 25 78 57 33 51 26 0 56 34 11 Pesan 47 84 79 Posisi Stock 105 78 104 80 51 110 84 56 113 90 DC2 MO 101
Kebijakan pemesanan : Base Stock Siklus Pemesanan : 3 minggu
Ramalan per minggu : 45 unit Base Stock : 455 unit
Lead Time : 2 minggu
Minggu 0 1 2 3 4 5 6 7 8 9 10 Permintaan 91 153 130 Terima 150 84 240 31 Proyeksi 40 190 190 99 183 183 30 270 270 140 171 Pesan 84 240 31 Posisi Stock: }Gudang Pusat 190 274 183 423 270 270 270 301 171 171 }DC1 76 61 80 52 36 93 70 54 81 61 }DC2 105 78 104 80 51 110 84 56 113 90 Total 371 413 367 555 357 473 424 411 365 322 GUDANG PUSAT MO 101
22 didasarkan pada sistem lot for lot. Pada kenyataannya mungkin harus dilakukan proses lot sizing untuk menyesuaikan ukuran pesanan dengan ukuran palet, kontainer, dan sebagainya. Perhitungan pada DC2 mengikuti aturan yang sama dengan DC1.
Pada gudang pusat, posisi stock pada DC1, DC2, dan pada gudang pusat sendiri dijumlahkan untuk menentukan jumlah yang harus dipesan tiap tiga minggu. Pada minggu pertama, misalnya, posisi persediaan pada DC1 adalah 76, DC2 adalah 105 dan pada gudang pusat sendiri adalah 190 sehingga total dari ketiganya adalah 371.
Pesanan sejumlah 84 pada minggu ke-2 didapat dari angka base stock dikurangi total posisi persediaan pada akhir minggu pertama, 455 – 371 = 84 unit. Demikian seterusnya pemesanan dilakukan tiap tiga minggu dan pesanan ini diterima tiap dua minggu setelah dilakukannya pemesanan, karena lead timenya adalah dua minggu.
Angka-angka pada baris permintaan adalah jumlah dari permintaan-permintaan yang datangnya dari DC1 maupun DC2. Pada minggu ke-3, misalnya, DC1 memesan sejumlah 44 dan DC2 sejumlah 47 sehingga permintaan pada gudang pusat untuk minggu ke-3 adalah 44 + 47 = 91 unit.