BAB II
LANDASAN TEORI
2.1 Proses Produksi2.1.1 Pengertian Proses Produksi
Menurut K. G. Swift dan J. D. Booker dalam bukunya yang berjudul
Manufacturing Process Selection, kegiatan utama yang bersangkutan dengan
manajemen produksi adalah proses produksi. Proses produksi adalah metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan sumber-sumber antara lain tenaga kerja, bahan-bahan, dana dan sumberdaya lain yang dibutuhkan.
Produksi merupakan suatu sistem dan di dalamnya terkandung tiga unsur, yaituinput, proses, dan output. Input dalam proses produksi terdiri atas bahan baku/ bahan mentah, energi yang digunakan dan informasi yang diperlukan. Proses merupakan kegiatan yang mengolah bahan, energi dan informasi perubahan sehingga menjadi barang jadi. Output merupakan barang jadi sebagai hasil yang dikehendaki
2.1.2 Jenis Proses Produksi
Proses produksi pada umumnya dapat dipisahkan menurut berbagai segi. Pemilihan sudut pandang yang akan digunakan untuk pemisahan proses produksi dalam perusahaan ini akan tergantung untuk apa pemisahan tersebut dilaksanakan serta penentuan tipe produksi didasarkan faktor seperti volume atau jumlah produk yang akan dihasilkan, kualitas produk yang
1. Jenis proses produksi ditinjau dari segi wujud proses produksi a. Proses produksi kimiawi
Proses produksi kimiawi merupakan suatu proses produksi yang menitikberatkan kepada adanya proses analisa atau sintesa serta senyawa kimia. Contoh perusahaan obat-obatan, perusahaan tambang minyak dan lain-lain.
b. Proses produksi perubahan bentuk
Proses perubahan bentuk adalah proses produksi dimana dalam pelaksanaannya menitikberatkan pada perubahan masukan (input) menjadi keluaran (output) sehingga didapatkan penambahan manfaat atau faedah dari barang tersebut. Contohnya perusahaan mebel, perusahaan garmen dan lain-lain.
c. Proses produksi assembling
Proses produksi assembling merupakan suatu proses produksi yang dalam pelaksanaan produksinya lebih mengutamakan pada proses penggabungan dari komponen-komponen produk dalam perusahaan yang bersangkutan atau membeli komponen produk yang dibeli dari perusahaan lain. Contohnya perusahaan yang memproduksi peralatan elektronika, perakitan mobil dan lain sebagainya.
d. Proses produksi transportasi
Proses produksi transportasi merupakan suatu proses produksi dengan jalan menciptakan jasa pemindahan tempat dari barang ataupun manusia. Dengan adanya pemindahan tempat tersebut maka barang atau manusia yang bersangkutan ini akan mempunyai kegunaan atau merasakan adanya
tambahan manfaat. Contohnya perusahaan kereta api, perusahaan angkutan dan lain-lain.
e. Proses produksi penciptaan jasa administrasi
Proses produksi penciptaan jasa administrasi adalah suatu proses produksi yang memberikan jasa administrasi kepada perusahaan-perusahaan yang lain atau lembaga-lembaga yang memerlukannya. Pemberian metode penyusunan, penyimpanan dan penyajian data serta informasi yang diperlukan oleh masing-masing perusahaan yang memerlukannya merupakan jasa yang diproduksi oleh perusahaan-perusahaan semacam ini. Contohnya lembaga konsultan manajemen dan akuntansi, biro konsultan manajemen, dan lain-lain.
2. Jenis proses produksi ditinjau dari segi arus proses produksi a. Proses produksi terus-menerus (continuous processes)
Proses produksi terus-menerus adalah proses produksi yang mempunyai pola atau urutan yang selalu sama dalam pelaksanaan proses produksi di dalam perusahaan.
b. Proses produksi terputus-putus (intermitten processes)
Proses produksi terputus-putus adalah suatu proses produksi dimana arus proses yang ada dalam perusahaan tidak selalu sama.
Fleksibilitas yang tinggi dalam menghadapi perubahan produk yang berhubungan dengan mesin bersifat umum yaitu system pemindahan menggunakan tenaga manusia, diperoleh penghematan uang dalam investasi mesin yang bersifat umum dan proses produksi tidak mudah terhenti, walaupun ada kerusakan di salah satu mesin.
c. Proses produksi campuran
Proses produksi ini merupakan penggabungan dari proses produksi terus-menerus dan terputus-putus. Penggabungan ini digunakan berdasarkan kenyataan bahwa setiap perusahaan berusaha untuk memanfaatkan kapasitas secara penuh.
3. Jenis proses produksi ditinjau dari segi keutamaan proses produksi Pada umumnya manajemen perusahaan akan mengadakan pemisahan jenis proses produksi dalam perusahaan atas dasar keutamaan proses produksi dalam perusahaan yang bersangkutan yaitu proses produksi utama dan proses produksi bukan utama.
2.2 Efisiensi Kerja
Efisiensi kerja merupakan suatu prinsip dasar untuk melakukan setiap kegiatan suatu organisasi dengan tujuan untuk dapat memperoleh hasil yang dikehendaki dengan usaha yang seminimal mungkin sesuai dengan standar yang ada. Usaha yang seminimal mungkin dikaitkan dalam hubungannya dengan pemakaian tenaga jasmani, pikiran, waktu, ruang, benda, dan uang. Dengan kata lain efisiensi kerja merupakan pelaksanaan cara-cara tertentu dengan tanpa mengurangi tujuannya dan merupakan cara yang termudah mengerjakannya, termurah biayanya, tersingkat waktunya, teringan bebannya, dan terpendek jaraknya.
Pengertian efisiensi menurut Sedarmayanti (2001:112) pada prinsipnya adalah perbandingan terbaik antara hasil yang diperoleh dengan kegiatan yang dilakukan. Bekerja dengan efisien adalah bekerja dengan gerakan, usaha, waktu dan kelelahan yang sedikit mungkin. Dengan menggunakan cara kerja yang
sederhana, penggunaan alat yang dapat membantu mempercepat penyelesaian tugas serta menghemat gerak dan tenaga, maka seseorang dapat dikatakan bekerja dengan efisien dan memperoleh hasil yang memuaskan. Tujuan utama pekerjaan kantor adalah untuk mencapai efektivitas dan efisiensi kerja Dalam pelaksanaan suatu pekerjaan sering dijumpai kendala-kendala yang dapat mempengaruhi kelancaran aktivitas kerja, yaitu dapat berupa sistem, prosedur atau cara kerja yang kurang efisien dalam melaksanakan pekerjaan. Oleh karena itu organisasi yang ingin mencapai tujuan dan hasil yang memuaskan harus mampu melalui penerapan tata kerja dengan tepat, sesuai standartisasi dan pengendalian kerja dengan tepat.
Efisiensi merupakan suatu usaha untuk memberantas pemborosan bahan dan tenaga kerja maupun gejala-gejala yang merugikan. Menurut Achmad (2007), efisensi artinya perbandingan terbaik antara usaha yang telah dikorbankan dengan hasil yang dicapai. Pengertian efisiensi pada prinsipnya merupakan perbandingan terbaik atau rasionalitas antara hasil yang diperoleh (output) dengan kegiatan yang dilakukan serta sumber-sumber dan waktu yang dipergunakan (input). Salah satu dimensi penting dalam sebuah lembaga adalah adanya tata kerja yang teratur, terencana, dan tersusun dengan rapi agar memudahkan dalam pengawasan dan monitoring terhadap hasil yang telah dicapai dan tercipta suatu efisiensi dalam melaksanakan pekerjaan yang bersangkutan. Dalam hal ini dapat dikatakan bahwa kesuksesan sebuah pekerjaan adalah sesuatu yang mencerminkan ”wajah” mekanisme kerja sebuah organisasi tertentu.
2.3 Proses CAM
Menurut Robert L.Norton dalam bukunya Cam Design and Manufacturing
Handbook, Computer Aided Manufacturing (CAM) merupakan proses
penyusunan langkah dan mengaplikasian perintah – perintah berupa NC Code dalam mesin CNC melalui komputer. Penggunaan NC code ini berdasarkan bahasa pemrograman yang di kenal oleh machine engineer dan mesin CNC, sehingga dalam menjalankan perintah – perintah dapat di minimalis terjadinya kesalahan. Dengan adanya program CAM ini, tingkat presisi dan proses fabrikasi dari model/bentuk geometri yang di bentuk melalui program CAD dapat tercapai.
Teknologi di dalam program CAM telah mengalami banyak perkembangan, yang dimulai dari sekitar tahun 1950-an. Awalnya berupa kode – kode perintah secara numeric yang di atur dari mesin menggunakan pita tape. Lalu pada tahun 1971, digunakan dalam industri automotif dan tool. Saat sekarang ini, aplikasi CAM tidak hanya dalam industri automotif, tetapi berkembang dalam pembentukan jig fixture. Dalam proses casting, mold, jig lebih dikenal dengan sebutan die. Die ataupun jig merupakan alat yang di gunakan sebagai template atau prototype untuk membentuk suatu produk secara massal, dan fixture merupakan alat yang di gunakan untuk menjepit benda kerja. Jika sebelumnya, kode – kode hanya dapat di simpan dalam pita tape, sekarang dapat di simpan dalam CD ataupun flashdisk. Penentuan dalam arah pemotongan ataupun pemakanan dalam CAM berdasarkan sumbu axis, yang mana sumbu axis ini dapat ke arah sumbu X, Y Z ataupun gabungan diantaranya.
Proses di dalam CAM menggunakan proses permesinan. CAM lebih mengarah pada otomatis karena penentuan titik nol dan proses lainnya di dalam
mesin di lakukan secara otomatis. Jika di bandingkan cara konvensional, baik itu penentuan titik nol, pertukaran tool sampai perlu atau tidaknya pemberian air pendingin, di anggap kurang efisien. Ada beberapa kategori dalam proses CAM, salah satunya adalah berdasarkan arah gerak makan (feeding movement) dan gerak potong (cutting movement). Untuk proses ini, CAM dapat dibagi menjadi 7, antara lain :
1. Proses Bubut (Turning) 2. Proses Gurdi (Drilling) 3. Proses Freis (Milling)
4. Proses Gerinda Rata (Surface Grinding)
5. Proses Gerinda Silindrik (Cylindrical Grinding) 6. Proses Sekrap (Shaping, Planing),
7. Proses Gergaji atau Parut (Sawing, Broaching)
Berdasarkan software dan material yang tersedia, proses dalam CAM dapat di bagi menjadi 4 tahap, seperti :
a. Proses pengerjaan kasar (Roughing), di kenal juga dengan sebutan billet. Proses ini melakukan pembuangan bagian material yang berlebih, dan memotongnya dengan kasar untuk membentuk model akhir. Umumnya di dalam proses milling, hasilnya membentuk “teras”, karena kemapuannya dalam melakukan pemotongan secara horizontal. Beberapa metoda pemakanan dalam milling, antara lain zig – zag clearing, offset clearing,
plunge roughing, dan rest – roughing.
b. Proses Semi finishing, proses ini melakukan pemakanan (feeding
untuk proses finishing agar hasilnya dapat lebih akurat. Metode yang umum dalam proses ini antara lain raster passes, waterline passes,
constrant step – over passes, dan pencil milling.
c. Proses akhir (finishing), pada tahap ini, mata pahat akan bergerak dengan pelan sepanjang material untuk menghasilkan bentuk akhir sesuai yang di harapkan. Kecepatan pahat akan berkurang tetapi kecepatan spindel akan di tambah, untuk menghasilkan permukaan yang lebih akurat.
d. Proses pemakanan kontur (contour milling), proses ini membutuhkan beberapa langkah akhir yang berkaitan dengan jumlah increment, untuk mendapatkan bentuk permukaan yang baik dengan tingkat akurasi yang sangat bagus.
Salah satu cakupan ilmu dalam CAM adalah proses permesinan, yang mana dalam ilmu ini baik itu penentuan mata pahat sampai tipe – tipe geram dapat di ketahui. Untuk bahan mata pahat, dapat di kategorikan mulai dari yang paling lunak tetapi ulet, sampai yang paling keras tetapi getas, antara lain :
• Baja Karbon (High Carbon Steels), • HSS (High Speed Steel),
• Paduan Cor Nonferro (Cast Nonferrous Alloys, Cast Carbides), • Karbida (Cemented Carbides, Hardmetals),
• Keramik (Ceramics),
• CBN (Cubic Boron Nitrides), dan
2.4 Computer Numerical Control
CNC merupakan sistem otomatisasi mesin perkakas yang dioperasikan oleh sistem perintah yang diprogram secara abstrak dan disimpan di media penyimpanan. Kata NC sendiri merupakan singkatan dari Numerical Control, yang berarti Kontrrol Numerik. Mesin NC sendiri diciptakan pertama kali pada tahun 40-an dan 50-an, dilakukan dengan memodifikasi mesin perkakas biasa ditambahkan dengan motor yang akan menggerakkan pengontrol mengikuti titik-titik yang dimasukkan oleh sistem perekam kertas. Hasil perpaduan antara servo motor dan mekanis ini segera digantikan dengan sistem analog dan kemudian menggunakan computer digital. Sehingga tercipta mesin CNC yang telah merevolusi proses desain. Mesin CNC diciptakan untuk menjawab tantangan dunia manufaktur, di mana ketelitian produk dapat dijamin hingga 1/100 mm lebih, serta pengerjaan produk massal dengan hasil yang sama persis dan waktu permesinan yang tepat. Adapun NC/ CNC terdiri dari 3 bagian utama yaitu program, control unit/ processor, dan motor listrik servo yang menggerakkan kontrol pahat.
2.5 Kabel RS 232 2.5.1 Definisi
RS232 adalah standard komunikasi serial yang digunakan untuk koneksi periperal ke periperal. Biasa juga disebut dengan jalur I/O ( input / output ). Contoh yang paling sering kita temui adalah koneksi antara komputer dengan modem, atau komputer dengan mouse bahkan bisa juga antara komputer dengan komputer, semua biasanya dihubungkan lewat jalur port serial RS232.
Standar ini menggunakan beberapa piranti dalam implementasinya. Paling umum yang dipakai adalah plug / konektor DB9 atau DB25. Untuk RS232 dengan konektor DB9, biasanya dipakai untuk mouse, modem, kasir register dan lain sebagainya, sedang yang konektor DB25, biasanya dipakai untuk joystik game.
Standar RS232 ditetapkan oleh Electronic Industry Association and
Telecomunication Industry Association pada tahun 1962. Nama lengkapnya
adalah EIA/TIA-232 Interface Between Data Terminal Equipment and Data
Circuit-Terminating Equipment Employing Serial Binary Data Interchange.
2.5.2 Fungsi
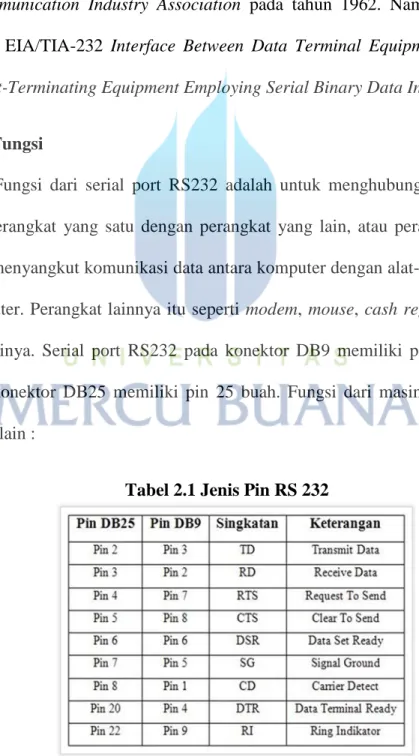
Fungsi dari serial port RS232 adalah untuk menghubungkan / koneksi dari perangkat yang satu dengan perangkat yang lain, atau peralatan standart yang menyangkut komunikasi data antara komputer dengan alat-alat pelengkap komputer. Perangkat lainnya itu seperti modem, mouse, cash register dan lain sebagainya. Serial port RS232 pada konektor DB9 memiliki pin 9 buah dan pada konektor DB25 memiliki pin 25 buah. Fungsi dari masing-masing piin antara lain :
Penjelasan dari gambar tersebut adalah sebagai berikut. Tabel 2.2 Gambaran Fungsi Tiap Pin RS 232
2.5.3 Prinsip Kerja
Ada dua hal pokok yang diatur pada standar RS232, antara lain adalah : -Bentuk sinyal
-Level tegangan yang dipakai
RS232 dibuat pada tahun 1962, jauh sebelum IC TTL populer, oleh karena itu level tegangan yang ditentukan untuk RS232 tidak ada hubungannya dengan level tegangan TTL, bahkan dapat dikatakan jauh berbeda. Berikut perbedaan antara level tegangan RS232 dan TTL :
Gambar 2.1 Perbandingan Level Tegangan RS232 dan TTL
2.6 Program DNC Max
Program DNC Max merupakan software yang digunakan sebagai media transfer dari komputer ke mesin CNC. DNC-Max 7 adalah versi terbaru dari terbesar perangkat lunak komunikasi CNC di pasaran. DNC-Max menyediakan fungsi end-to-end yang dirancang untuk membuat setiap aspek komunikasi CNC lebih handal dan efisien. DNC-Max sesuai bagi pelanggan yang menginginkan kinerja, fleksibilitas dan keandalan.
DNC-Max Web Client memungkinkan pengguna mengelola
pengiriman NC Data dari browser. Web client menampilkan daftar mesin yang digunakan bersamaan dengan status setiap mesin. Hal ini memudahkan pengguna dalam memantau proses berjalannya mesin ketika mesin berjalan.
DNC-Max dirancang untuk menjadi solusi DNC lengkap untuk semua peralatan CNC. Selain standar controller Fanuc / Haas mengontrol DNC-Max cukup komprehensif untuk Heidenhain, Mazak, Fagor, dll
DNC-Max bekerja dengan off-the-rack, standar industri RS-232
hardware komunikasi serial, termasuk Ethernet dan Wireless perangkat
serial server, hardware berbasis kartu tradisional, dan perangkat keras warisan yang ada.
Pada gambar tersebut terdapat Moxa yang berfungsi sebagai perantara dari mesin ke server. Moxa merupakan penghubung antara kabel LAN yang terhubung dari komputer menuju ke kabel RS 232 yang terhubung ke mesin..