A. 219
PENGARUH LAYER THICKNESS DAN ORIENTASI 3D PRINTING TERHADAP UJI TARIK MATERIAL ABS
A.Kholil1*, F.Aufi2, E.A.Syaefudin2
1Program Studi Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta 2Program Studi Pendidikan Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta
Kampus A, Jl. Ramawangun Muka, Jakarta, 13220 *E-mail: [email protected]
Abstrak
3D printing merupakan salah satu proses additive manufacturing, dengan prinsip menkonversi desain digital tiga dimensi dari CAD (computer aided design) dan kemudian dicetak dengan menambahkan material lapis demi lapis sampai membentuk sebuah produk tiga dimensi berbentuk padat. Penelitian ini bertujuan untuk mengetahui berapakah kekuatan tarik dari bahan yang digunakan pada printer 3D yaitu ABS (acrylonitrile butadiene styrene). Spesimen dicetak sesuai dengan standar ASTM D638 dengan variasi layer thickness 0.15 mm, 0.25 mm, dan 0.35 mm. Dan ketiga variasi spesimen tersebut dicetak menggunakan orientasi arah aksial dan lateral. Pengujian tarik dilakukan dengan menggunakan mesin uji Hounsfiled. Berdasarkan hasil penelitian dari 6 variasi pencetakan 3D printing, hasil yang paling optimal didapatkan oleh spesimen A0.25 dengan kekuatan tarik sebesar 21.56 MPa dan waktu pencetakan hanya selama 9.3 menit.
Kata Kunci: 3D printing; ABS; uji tarik; layer thickness; orientasi arah.
PENDAHULUAN
3D printing atau dikenal juga sebagai additive manufacturing adalah proses membuat objek 3D atau bentuk apapun dari model digital (Galeta, dkk., 2016). Dengan prinsipnya menggunakan additive manufacturing, 3D printing menkonversi desain digital tiga dimensi dari computer aided design (CAD) kemudian dikonversi ke dalam format .stl (stereolithography) agar dapat diterapkan pada software pencetak objek tiga dimensi dan kemudian dicetak menjadi sebuah produk tiga dimensi berbentuk padat.
Prosesnya adalah membuat objek tiga dimensi dengan memanfaatkan proses pelelehan filamen termoplastik yang diekstrusi dari sebuah nozzle yang digerakan oleh motor dan kemudian dicetak di atas platform yang bergerak naik dan turun. Objek dicetak dengan membentuk layer demi layer, setelah layer pertama terbentuk, platform bergerak turun ke
Prosiding Seminar Nasional NCIET Vol.1 (2020) A219-A226 1st National Conference of Industry, Engineering and Technology 2020,
A. 220
arah sumbu z dan kemudian nozzle bergerak lagi membentuk layer selanjutnya sampai layer terakhir sesuai dengan desain yang akan dicetak (Carneiro, dkk., 2015).
Ada beberapa referensi yang membahas tentang 3D printing. Penelitian yang bertujuan untuk meningkatkan sifat mekanis hasil 3D printing dengan menyesuaikan orientasi atau bahan pencetakan komposisi. Dwiyanti, dkk (2019) melakukan pengujian dengan menggunakan variasi orientasi arah dan layer thickness sebanyak 6 variasi dengan orientasi arah aksial memiliki nilai yang lebih tinggi ketimbang orientasi arah lateral. Budiono (2015) menunjukkan dalam penelitiannya menunjukkan hasil terbaik didapat oleh spesimen yang dibuat dengan ketebalan layer 0.3 mm. Divyathej, dkk (2016) tentang analisa sifat mekanis 3D printing yang membandingkan antara hasil dari 3D printing dengan injection moulding. Hasil yang didapatkan yaitu variasi ketebalan layer nilai sifat mekaniknya dapat menyerupai nilai yang dibuat dengan injection moulding. Cai, dkk (2016) mempelajari pengaruh orientasi pencetakan terhadap kekuatan tarik spesimen 3D printing. Hasil penelitian menunjukkan bahwa orientasi 0 derajat memiliki nilai sifat mekanik tertinggi, ditunjukkan juga dengan young’s modulus dan ultimate strenght terbesar. Penelitian ini dibatasi pada ketebalan satu lapis.
Penelitian ini bertujuan untuk mengetahui pengaruh penggunaan parameter pencetakan objek 3D printing terhadap uji tarik material ABS menggunakan arah pencetakan aksial dan lateral, serta penggunaan variasi layer thickness 0.15 mm, 0.25 mm, dan 0.35 mm.
METODE PENELITIAN
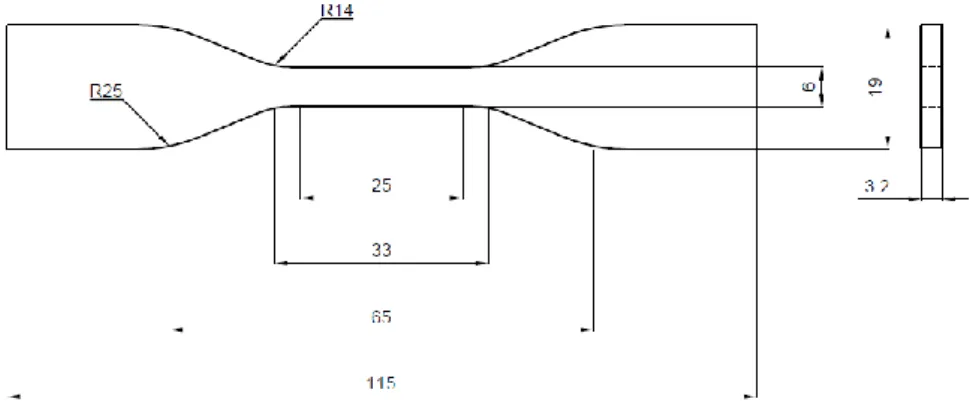
Dalam penelitian ini, spesimen dicetak menggunakan material ABS. ABS merupakan material yang sering digunakan dalam 3D printing, karena mudah didapatkan dan harganya relatif murah. ABS tersusun dari beberapa monomer pembentuk, proporsinya dapat bervariasi antara 15%-35% acrylonitrile, 5%-30% butadiene, dan 40%-60% styrene (Sagias, dkk., 2018). Bentuk dan ukuran dari spesimen dibuat berdasarkan standar ASTM D638 tipe 4, yang dapat dilihat pada Gambar 1.
A. 221
Gambar 1. Standar ASTM D638-02 Tipe 4
Tabel 1. Variasi Parameter Pencetakan Objek
No Spesimen Orientasi arah Layer thickness (mm)
1. A0.15 Aksial 0.15 2. A0.25 Aksial 0.25 3. A0.35 Aksial 0.35 4. L0.15 Lateral 0.15 5. L0.25 Lateral 0.25 6. L0.35 Lateral 0.35
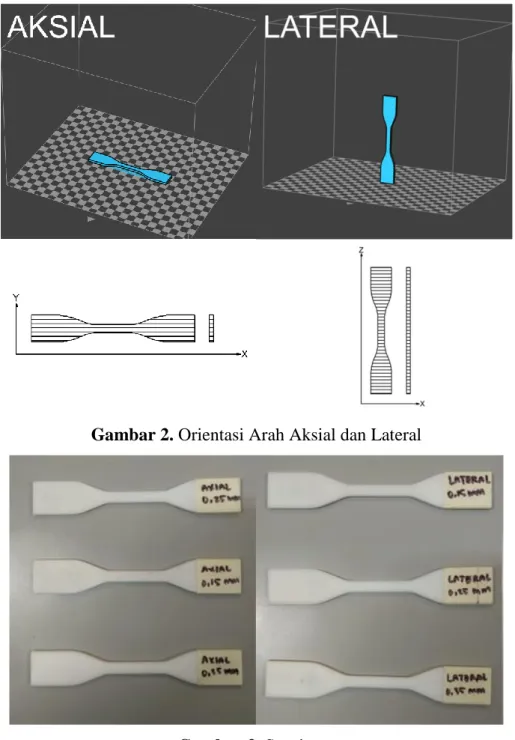
Orientasi arah dan layer thickness dalam pencetakan objek divariasikan. Setiap variasi yang ada terdapat 3 sampel. Variasi pencetakan spesimen dapat dilihat pada Tabel 1. Spesimen didesain dengan CAD software untuk pembuatan model tiga dimensinya lalu file dikonversi kedalam format .stl, agar dapat diterapkan pada software pencetak objek tiga dimensi UP Studio dan kemudian dicetak menjadi sebuah produk tiga dimensi. Printer akan melakukan pencetakan satu per satu dengan arah pencetakan sesuai dengan variasi parameter orientasi arah dan layer thickness. Orientasi arah dalam penelitian ini dapat dilihat pada Gambar 2. Dan hasil pencetakan dengan keenam variasi dapat dilihat pada Gambar 3.
A. 222
Gambar 2. Orientasi Arah Aksial dan Lateral
Gambar 3. Spesimen
Pengujian tarik bertujuan untuk mengetahui nilai tegangan, regangan, dan modulus elastisitas suatu material dengan menarik spesimen sampai putus. Pengujian tarik ini menggunakan mesin uji tarik Hounsfield. Jumlah spesimen yang diuji berjumlah total 18 sampel, terdapat 3 sampel dari tiap variasi yang diuji untuk mendapatkan nilai rata-rata.
HASIL DAN PEMBAHASAN
Hasil dari pengujian tarik dari keenam spesimen didapatkan nilai tegangan tarik, regangan tarik, dan modulus elastisitas yang dapat dilihat pada Gambar 4, 5, dan 6. Pada
A. 223
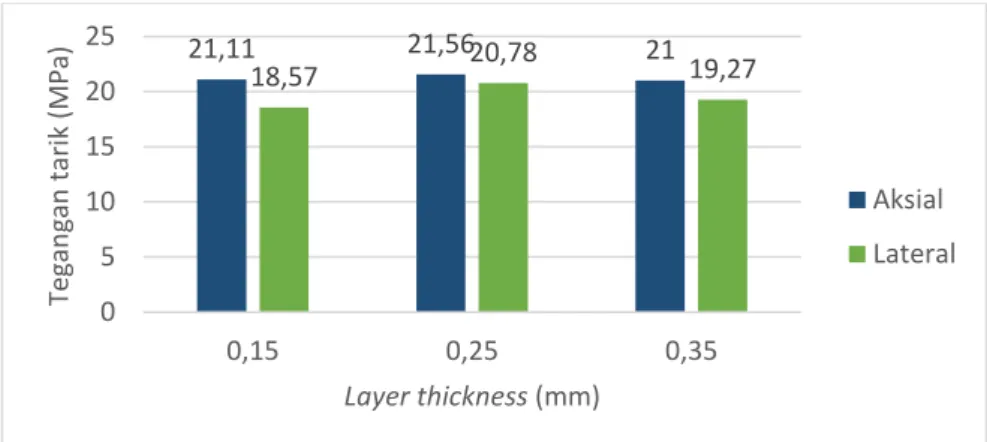
Gambar 4, dari pengujian tersebut didapat nilai tegangan tarik rata-rata terbesar yaitu terdapat pada spesimen aksial A0.25 dengan nilai sebesar 21.56 MPa dan pada spesimen lateral nilai terbessar terdapat pada spesimen L0.25 dengan nilai sebesar 20.78 MPa.
Gambar 4. Grafik Tegangan Tarik
Gambar 5. Grafik Regangan Tarik
Gambar 6. Grafik Modulus Elastisitas
21,11 21,56 21 18,57 20,78 19,27 0 5 10 15 20 25 0,15 0,25 0,35 Te gan gan ta rik (MPa) Layer thickness (mm) Aksial Lateral 11,4 11,0 11,7 8,6 11,5 9,8 0,0 5,0 10,0 15,0 0,15 0,25 0,35 Re gan gan t ar ik (% ) Layer thickness (mm) Aksial Lateral 186,88215,46 196,20185,51 179,65197,53 0,00 50,00 100,00 150,00 200,00 250,00 0,15 0,25 0,35 Mo d u lu s elas tis ita s (MPa) Layer thickness (mm) Aksial Lateral
A. 224
Gambar 5 menunjukkan nilai regangan tarik rata-rata tertinggi dari spesimen orientasi aksial terdapat pada A0.35 dengan nilai 11.7% dan pada spesimen lateral nilai terbessar terdapat pada spesimen L0.25 dengan nilai sebesar 11.5%.
Pada Gambar 6, didapatkan nilai modulus elastisitas rata-rata tertinggi dari orientasi aksial terdapat pada spesimen A0.25 dengan nilai sebesar 196.20 MPa dan pada orientasi lateral nilai rata-rata modulus elastisitas tertinggi terdapat pada spesimen L0.15 dengan nilai sebesar 215.46 MPa.
Tabel 2. Karakteristik Filamen ABS Satuan Nilai
Tensile strenght (MPa) 27
Elongation (%) 3.5-50
Flexural modulus (MPa) 2100-7600
Density (g/cm3) 1.0-1.4
Melting point (oC) 220-260
Temperature range of usefulness (oC) -20-80 Sumber: 3dhubs.com
Seluruh nilai rata-rata dari tiap-tiap variasi belum ada yang mendekati nilai 27 MPa seperti pada Tabel 2. Hal ini dikarenakan parameter dalam pencetakan spesimen pada penelitian ini menggunakan infill 15%, membuat bagian dalam spesimen tidak terisi penuh seperti yang terlihat pada Gambar 7 dan menyebabkan berkurangnya kekuatan dari spesimen uji tarik ini.
Gambar 7. Infill 15%
Berbeda dengan penelitian yang dilakukan oleh Dwiyanti, dkk (2019) nilai rata-rata tegangan tarik tertingginya mencapai 30.60 MPa pada orientasi aksial. Namun memiliki
A. 225
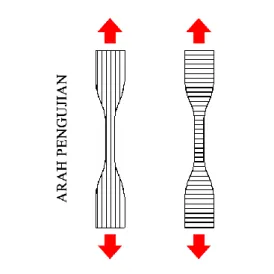
kesamaan dengan Rankouhi, dkk (2016) yaitu nilai tegangan tarik yang dihasilkan spesimen orientasi aksial nilainya lebih besar dibandingkan dengan spesimen orientasi lateral, hal ini disebabkan karena dalam proses pengujian tarik orientasi aksial lebih diuntungkan karna
layernya tersusun ke arah sumbu x, berbanding terbalik dengan arah lateral yang susunan layernya menumpuk ke arah sumbu z searah dengan arah pengujian tarik seperti pada
Gambar 8.
Gambar 8. Arah Pengujian Terhadap Susunan Layer
Dapat disimpulkan berdasarkan seluruh data yang didapat mulai dari nilai tegangan tarik, nilai regangan tarik, hingga nilai modulus elastisitas, bahwa orientasi arah objek sangat berpengaruh terhadap hasil pengujian. Hasil penelitian pada orientasi aksial dengan layer
thickness ketiganya menghasilkan nilai yang cukup mendekati standar karakteristik filamen
ABS. Lain hal pada orientasi lateral yang sangat tidak diuntungkan pada pengujian ini, pada hasil pengujiannya mempunyai nilai yang kurang memuaskan karena arah susunan layernya yang searah dengan sumbu z sama dengan arah pengujian tarik dan menyebabkan pada beberapa spesimen terdapat nilai yang kurang bagus, lebih rendah daripada nilai yang lainnya seperti contohnya pada salah satu sampel variasi L0.15 hasil pembuatan dan pengujiannya kurang memuaskan dan membuat nilai-nilai yang lainnya menjadi lebih rendah daripada sampel lainnya.
KESIMPULAN
Spesimen dengan parameter orientasi arah aksial memiliki nilai kekuatan tarik, regangan tarik, dan juga modulus elastisitas dari objek hasil cetak 3D printing yang lebih besar daripada spesimen dengan orientasi arah lateral. Penambahan ketebalan layer thickness dalam pengujian ini tidak terlalu terlihat jelas perbedaan dari nilai kekuatan tarik, regangan
A. 226
tarik, dan modulus elastisitas tiap variasinya, karena ada beberapa spesimen yang hasil pengujiannya kurang bagus dan nilainya lebih rendah daripada spesimen yang lain sehingga mempengaruhi nilai rata-rata tiap variasi. Dari seluruh variasi yang telah diuji, didapatkan spesimen A0.25 memiliki nilai kekuatan tarik rata-rata tertinggi.
DAFTAR PUSTAKA
Budiono, H.S. (2015). Pengujian Kuat Tarik Terhadap Produk Hasil 3D Printing Dengan Variasi Ketebalan Layer 0.2 mm dan 0.3 mm yang Menggunakan Bahan ABS (Acrylonitrile Butadiene Styrene). [skripsi]. Surakarta: Fakultas Teknik, Universitas Muhammadiyah Surakarta.
Cai, L., Byrd, P., Zhang, H., Schlarman, K., Zhang, Y., & Golub, M. (2016). effect of printing orientation on strength of 3D printed ABS plastics.
Carneiro, O.S., Silva, A.F., & Gomes, R. (2015). Fused deposition modeling with polypropylene. Materials and Design Journal, 83:768-776.
Divyathej, M. V., Varun, M., & Rajeev, P. (2016). Analysis of mechanical behavior of 3D printed. International Journal of Scientific & Engineering Research, 7:116-124.
Dwiyati, S.T., Kholil, A., Riyadi, R., & Putra, S.E. 2019. Influence of layer thickness and 3D printing direction on tensile properties of ABS material. Journal of Physics:
Conference Series, 1402(6):066014.
Galeta, T., Raos, P., Stojši, J., & Pakši, I. (2016). Influence of structure on mechanical properties of 3D printed objects. Procedia Engineering 149, 100-104. https://doi.org/10.1016/j.proeng.2016.06.644
Giang, K. PLA vs. ABS: What’s the Difference?. https://www.3dhubs.com/knowledge-base/pla-vs-abs-whats-difference. Diakses 17 September 2020.
Rankouhi, B., Javadpour, S., Delfanian, F., & Letcher, T. (2016). Failure analysis and mechanical characterization of 3D printed abs with respect to layer thickness and orientation. Journal of Failure Analysis and Prevention, https://doi.org/10.1007/s11668-016-0113-2.
Sagias, V. D., Giannakopoulos, K. I., & Stergiou, C. (2018). Mechanical properties of 3D printed polymer specimens. Procedia Structural Integrty 10, 85–90.