PROSES
PENGHILANGAN
TINTA
PADA
KERTAS
BEKAS
Maya Sarah
Departemen Teknik Kimia USU
Abstrak
Proses penghilangan tinta pada dasarnya merupakan proses pencucian kertas bekas di mana tinta, dianggap sebagai kotoran. Kinerja proses penghilangan tinta dari kertas bekas dipengaruhi oleh beberapa faktor antara lain adalah kadar air, kadar abu, kadar ∝-selulosa, kadar β-γ selulosa dan yield pulp. Kadar ∝-selulosa dan β-
γ-selulosa secara umum menunjukkan kecenderungan yang menurun dengan semakin meningkatnya konsentrasi deterjen dan waktu penyabunan. Sementara itu kadar air, yield dan kadar abu memberikan respons yang sangat berfluktuasi dengan adanya peningkatan konsentrasi deterjen dan waktu penyabunan. Ditinjau dari konsentrasi deterjen dan waktu penyabunan, maka kinerja penghilangan tinta lebih baik dilakukan pada konsentrasi deterjen 20% dan 50%. Bila ditinjau dari segi kandungan ∝-selulosa dan waktu penyabunan, maka penghilangan tinta baik dilakukan selama 10 menit karena mendapatkan kadar selulosa yang tinggi sebesar 32,6-41%.
Kata kunci: Penghilangan, Tinta, ∝-Selulosa, β- γ-Selulosa, Deterjen
A. PENDAHULUAN
Berdasarkan data statistik, kebutuhan kertas dan karton telah mencapai 280 juta ton pada tahun 1995. Hal ini berdampak terhadap meningkatnya jumlah sampah kertas bekas (kertas koran dan majalah) dan karton yang dibuang ke lingkungan. Salah satu upaya penanggulangan sampah tersebut adalah melalui upaya pendaur-ulangan sampah kertas bekas dan karton tersebut. Pada tahun 1995 sekitar 42% kertas karton telah dimanfaatkan kembali dan pada tahun 2010 diperkirakan akan mencapai 50%. Daur ulang kertas bekas dan karton bekas pada masa mendatang akan memiliki arti yang sangat penting. Dewasa ini industri kertas daur ulang masih merupakan kerajinan rumah tangga, memiliki harga jual yang sangat tinggi tetapi mutu produksinya masih tidak standar sehingga penggunaan kertas daur ulang pun masih terbatas. Salah satu permasalahan dalam proses daur ulang kertas bekas ini adalah masalah penghilangan tinta.
B. BAHAN DAN METODE Bahan :
Kertas koran atau majalah bekas Deterjen NaOH CH3COOH K2Cr2O7 H2SO4 KI Na2S2O3 Peralatan: Blender Blower Pengaduk Alat gelas Metode:
Tahapan pertama dalam proses penghilangan tinta adalah mencampurkan kertas bekas dengan air lalu dilakukan penggilingan sehingga membentuk bubur. Bubur tersebut kemudian dicampurkan dengan deterjen dan udara ditiupkan secara kontinu pada campuran tersebut. Partikel hidrophobik, seperti tinta akan melekat pada gelembung-gelembung udara dan naik ke atas permukaan. Bubur kertas bersih yang dihasilkan merupakan bahan yang diterima, tinta penyabunan yang meninggalkan bubur kertas merupakan bahan yang ditolak. Konsentrasi deterjen yang digunakan adalah 5%, 20%, 50% (% volume), sedangkan waktu penyabunan bervariasi antara 10 menit, 30 menit, 1 jam, 2 jam
C. HASIL DAN PEMBAHASAN
Kinerja proses penghilangan tinta dari kertas bekas dipengaruhi oleh beberapa faktor antara lain adalah kadar air, kadar abu, kadar ∝-selulosa, kadar β-γ selulosa dan yield pulp.
Maya Sarah
Jurnal
KOMUniKASI PENELITIANVolume 17 (3) 2005
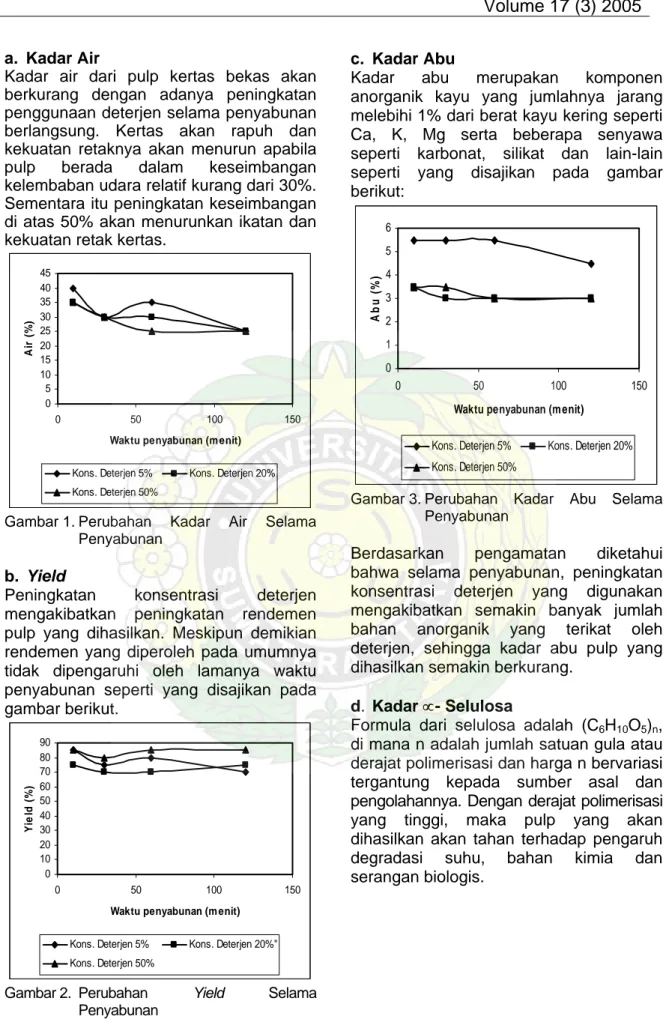
a. Kadar Air
Kadar air dari pulp kertas bekas akan berkurang dengan adanya peningkatan penggunaan deterjen selama penyabunan berlangsung. Kertas akan rapuh dan kekuatan retaknya akan menurun apabila pulp berada dalam keseimbangan kelembaban udara relatif kurang dari 30%. Sementara itu peningkatan keseimbangan di atas 50% akan menurunkan ikatan dan kekuatan retak kertas.
0 5 10 15 20 25 30 35 40 45 0 50 100 150
Waktu penyabunan (m enit)
Ai
r (
%
)
Kons. Deterjen 5% Kons. Deterjen 20% Kons. Deterjen 50%
Gambar 1. Perubahan Kadar Air Selama Penyabunan
b. Yield
Peningkatan konsentrasi deterjen mengakibatkan peningkatan rendemen pulp yang dihasilkan. Meskipun demikian rendemen yang diperoleh pada umumnya tidak dipengaruhi oleh lamanya waktu penyabunan seperti yang disajikan pada gambar berikut. 0 10 20 30 40 50 60 70 80 90 0 50 100 150
Waktu penyabunan (m enit)
Yi e ld ( % )
Kons. Deterjen 5% Kons. Deterjen 20%"
Kons. Deterjen 50%
Gambar 2. Perubahan Yield Selama Penyabunan
c. Kadar Abu
Kadar abu merupakan komponen anorganik kayu yang jumlahnya jarang melebihi 1% dari berat kayu kering seperti Ca, K, Mg serta beberapa senyawa seperti karbonat, silikat dan lain-lain seperti yang disajikan pada gambar berikut: 0 1 2 3 4 5 6 0 50 100 150
Waktu penyabunan (menit)
Abu
(
%
)
Kons. Deterjen 5% Kons. Deterjen 20% Kons. Deterjen 50%
Gambar 3. Perubahan Kadar Abu Selama Penyabunan
Berdasarkan pengamatan diketahui bahwa selama penyabunan, peningkatan konsentrasi deterjen yang digunakan mengakibatkan semakin banyak jumlah bahan anorganik yang terikat oleh deterjen, sehingga kadar abu pulp yang dihasilkan semakin berkurang.
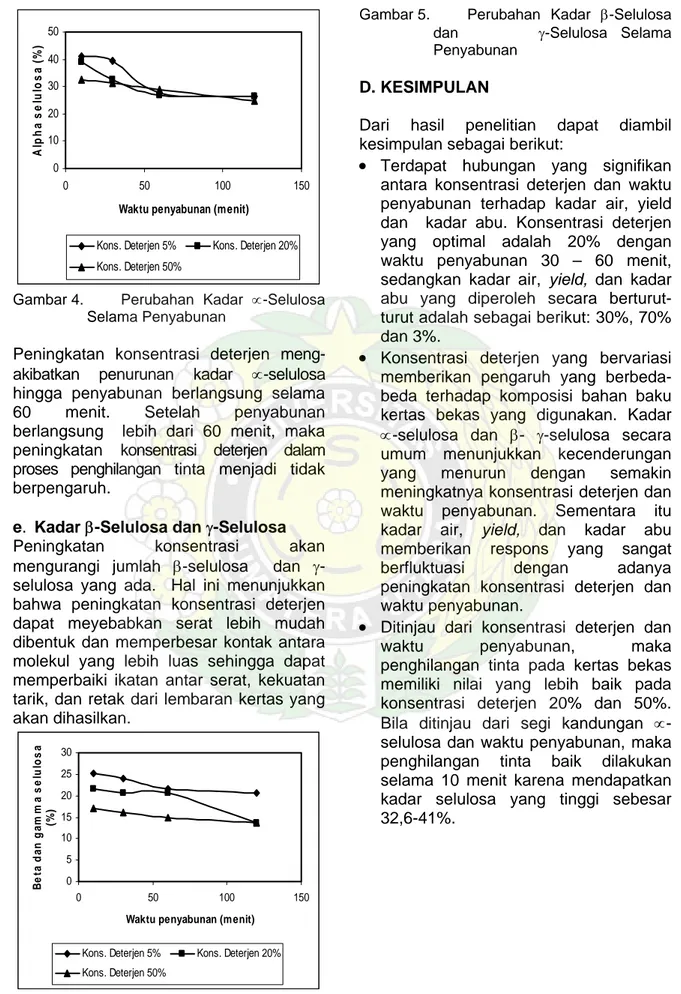
d. Kadar ∝- Selulosa
Formula dari selulosa adalah (C6H10O5)n,
di mana n adalah jumlah satuan gula atau derajat polimerisasi dan harga n bervariasi tergantung kepada sumber asal dan pengolahannya. Dengan derajat polimerisasi yang tinggi, maka pulp yang akan dihasilkan akan tahan terhadap pengaruh degradasi suhu, bahan kimia dan serangan biologis.
0 10 20 30 40 50 0 50 100 150
Waktu penyabunan (menit)
A lp h a s e lu lo s a ( % )
Kons. Deterjen 5% Kons. Deterjen 20% Kons. Deterjen 50%
Gambar 4. Perubahan Kadar ∝-Selulosa Selama Penyabunan
Peningkatan konsentrasi deterjen meng-akibatkan penurunan kadar ∝-selulosa hingga penyabunan berlangsung selama 60 menit. Setelah penyabunan berlangsung lebih dari 60 menit, maka peningkatan konsentrasi deterjen dalam proses penghilangan tinta menjadi tidak berpengaruh.
e. Kadar β-Selulosa dan γ-Selulosa
Peningkatan konsentrasi akan mengurangi jumlah β-selulosa dan γ
-selulosa yang ada. Hal ini menunjukkan bahwa peningkatan konsentrasi deterjen dapat meyebabkan serat lebih mudah dibentuk dan memperbesar kontak antara molekul yang lebih luas sehingga dapat memperbaiki ikatan antar serat, kekuatan tarik, dan retak dari lembaran kertas yang akan dihasilkan. 0 5 10 15 20 25 30 0 50 100 150
Waktu penyabunan (menit)
B e ta da n g a m m a s e lu los a (% )
Kons. Deterjen 5% Kons. Deterjen 20%
Kons. Deterjen 50%
Gambar 5. Perubahan Kadar β-Selulosa dan γ-Selulosa Selama Penyabunan
D. KESIMPULAN
Dari hasil penelitian dapat diambil kesimpulan sebagai berikut:
•
Terdapat hubungan yang signifikan antara konsentrasi deterjen dan waktu penyabunan terhadap kadar air, yield dan kadar abu. Konsentrasi deterjen yang optimal adalah 20% dengan waktu penyabunan 30 – 60 menit, sedangkan kadar air, yield, dan kadar abu yang diperoleh secara berturut-turut adalah sebagai berikut: 30%, 70% dan 3%.•
Konsentrasi deterjen yang bervariasi memberikan pengaruh yang berbeda-beda terhadap komposisi bahan baku kertas bekas yang digunakan. Kadar∝-selulosa dan β- γ-selulosa secara umum menunjukkan kecenderungan yang menurun dengan semakin meningkatnya konsentrasi deterjen dan waktu penyabunan. Sementara itu kadar air, yield, dan kadar abu memberikan respons yang sangat berfluktuasi dengan adanya peningkatan konsentrasi deterjen dan waktu penyabunan.
•
Ditinjau dari konsentrasi deterjen dan waktu penyabunan, maka penghilangan tinta pada kertas bekas memiliki nilai yang lebih baik pada konsentrasi deterjen 20% dan 50%. Bila ditinjau dari segi kandungan ∝ -selulosa dan waktu penyabunan, maka penghilangan tinta baik dilakukan selama 10 menit karena mendapatkan kadar selulosa yang tinggi sebesar 32,6-41%.Maya Sarah
Jurnal
KOMUniKASI PENELITIANVolume 17 (3) 2005
E. DAFTAR PUSTAKA
Casey, J.P., 1981, ” Pulp and Paper Chemistry and Chemistry
Technology”, Third Edition, Vol 1, A
Willey-Interscience Publisher Inc., New York.
James, 1969, “Chemistry of Wood and
Paper”, McGraw Hill International
Book Co, New York.
Venditti, R., 2000, “The Science of
Papermaking and Paper Recycling”,
Departement of Wood and Paper Science, North Carolina University.
UPAYA
PEMANFAATAN
SERBUK
GERGAJI
KAYU
SENGON
DAN
LIMBAH
PLASTIK
POLYPROPHYLENE
SEBAGAI
LANGKAH
ALTERNATIF
UNTUK
MENGATASI
KEKURANGAN
KAYU
SEBAGAI
BAHAN
BANGUNAN
Apri Heri Iswanto
Staf Pengajar Departemen Kehutanan Fakultas Pertanian USU Medan
Abstrak
Kebutuhan kayu yang terus meningkat dan potensi hutan yang terus berkurang menuntut penggunaan kayu secara efisien dan bijaksana, antara lain dengan memanfaatkan limbah kayu menjadi produk yang bermanfaat. Dengan memanfaatkan perkembangan teknologi telah diciptakan produk-produk turunan dari kayu salah satunya adalah papan partikel. Pada umumnya kelemahan papan partikel sebagai bahan bangunan adalah stabilitas dimensinya yang rendah sehingga kebanyakan hanya dipakai sebagai interior. Untuk mengatasi hal tersebut telah dicoba penelitian dengan menggunakan perekat termoplastik seperti Polyprophylene (PP), Polyethylene (PE) dan Polystyrene (PS).
Penelitian ini bertujuan untuk mengetahui sifat fisis papan partikel dari limbah serbuk gergaji kayu sengon dan plastik PP daur ulang dengan penambahan Dicumyl peroxide sebagai inisiator pada berbagai tingkat konsentrasi. Dari hasil penelitian ini diperoleh rata-rata hasil sifat fisis papan partikel (kerapatan, kadar air, daya serap air, serta pengembangan tebal) adalah 0,72 g/cm3; 0,82%; 8,34%; 0,69%; 125,62 kg/cm2; 153,52 kg/cm2; 3,47 kg/cm2; 67,6 kg
Kata kunci: Serbuk gergaji, Polyprophylene, Dicumyl peroxide, Maleic anhydride, Sifat fisis dan mekanis
A. PENDAHULUAN
Seiring dengan laju pertumbuhan penduduk yang semakin pesat, kebutuhan akan kayu sebagai bahan bangunan semakin
meningkat. Priyono (2001) mengemukakan bahwa kebutuhan kayu
untuk industri perkayuan di Indonesia diperkirakan sebesar 70 juta m3 per tahun dengan kenaikan rata-rata sebesar 14,2% per tahun sedangkan produksi kayu bulat diperkirakan hanya sebesar 25 juta m3 per tahun, dengan demikian terjadi defisit sebesar 45 juta m3. Kondisi hutan yang ada sekarang ini sulit untuk memenuhi peningkatan permintaan kebutuhan kayu tersebut. Data Forest Watch Indonesia
(2001), bahwa laju pengurangan hutan di Indonesia sekitar 2 juta hektar/tahun. Kebutuhan kayu yang terus meningkat dan potensi hutan yang terus berkurang menuntut penggunaan kayu secara efisien dan bijaksana, antara lain dengan memanfaatkan limbah kayu menjadi produk yang bermanfaat. Dengan memanfaatkan perkembangan teknologi telah diciptakan produk-produk turunan dari kayu seperti papan partikel, papan
Perkembangan teknologi, khususnya di bidang papan komposit, telah menghasilkan produk komposit yang merupakan gabungan antara serbuk kayu dengan plastik daur ulang. Teknologi ini berkembang pada awal 1990-an di Jepang dan Amerika Serikat. Dengan teknologi ini dimungkinkan pemanfaatan serbuk kayu dan plastik daur ulang secara maksimal, dengan demikian akan menekan jumlah limbah yang dihasilkan. Di Indonesia penelitian tentang produk ini sangat terbatas, padahal bahan baku limbah potensinya sangat besar.
Purwanto dkk, (1994) menyatakan bahwa limbah pada pada industri penggergajian, limbah kayu meliputi serbuk gergaji 10,6%, sebesar 25,9% dan potongan 14,3%, dengan total limbah sebesar 50,8% dari jumlah bahan baku yang digunakan.
Data BPS tahun 1999 menunjukkan bahwa volume perdagangan plastik impor Indonesia, terutama polipropilena (PP) pada tahun 1995 sebesar 136.122,7 ton
Apri Heri Iswanto
Jurnal
KOMUniKASI PENELITIANVolume 17 (3) 2005
sedangkan pada tahun 1999 sebesar 182.523,6 ton, sehingga dalam kurun waktu tersebut terjadi peningkatan sebesar 34,15%. Jumlah tersebut diperkirakan akan terus meningkat pada tahun-tahun selanjutnya. Sebagai konsekuensinya, peningkatan limbah plastik pun tidak terelakkan. Atas dasar inilah, maka penelitian mengenai upaya pemanfaatan serbuk gergaji kayu sengon dan limbah plastik polyprophylene sebagai langkah alternatif untuk mengatasi kekurangan kayu sebagai bahan bangunan ini dilakukan.
B. METODOLOGI PENELITIAN a. Bahan dan Alat
Bahan-bahan yang digunakan dalam penelitian ini adalah limbah serbuk gergaji kayu sengon (Paraserianthes falcataria) kering udara, Plastik PP daur ulang Bahan aditif MAH dan DCP. Adapun alat-alat yang digunakan dalam penelitian ini adalah mesin cold and hot press, mesin
trimmer, oven, timbangan elektrik, ayakan
20 mesh, kaliper, mikrometer, ember dan plat aluminium ukuran 44 x 44 cm2, bingkai dari plat besi ukuran 35 x 35x 1 cm3 dan kantong plastik.
b. Metode Penelitian
1. Persiapan Bahan Baku (Partikel Kayu, PP, dan Aditif)
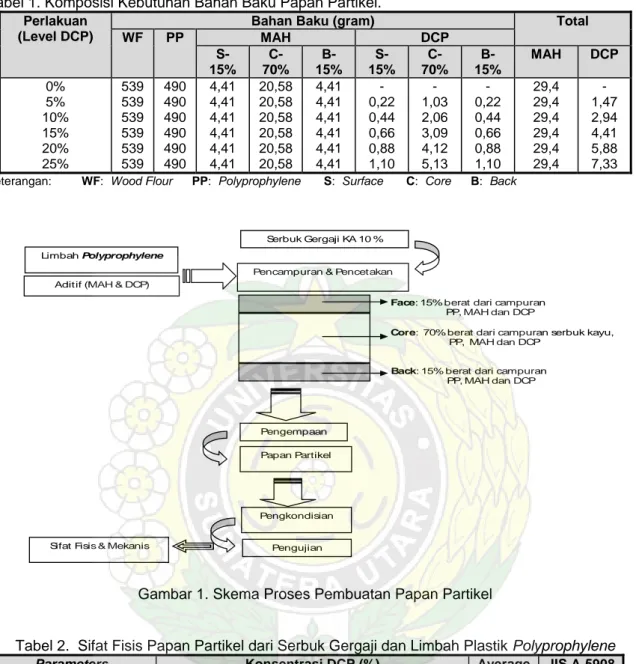
Partikel kayu berupa limbah serbuk gergaji kayu sengon disaring sehingga diperoleh partikel dengan ukuran 20 mesh, kemudian dikeringkan dalam oven pada suhu 103±2 0C hingga mencapai kadar air 10%. Komposisi kebutuhan bahan baku untuk pembuatan sebuah papan partikel disajikan pada Tabel 1.
2. Proses Pembuatan Papan Partikel
Secara skematis proses pembuatan papan partikel disajikan pada Gambar 1.
Tabel 1. Komposisi Kebutuhan Bahan Baku Papan Partikel.
Perlakuan (Level DCP)
Bahan Baku (gram) Total
WF PP MAH DCP S-15% C-70% B-15% S-15% C-70% B-15% MAH DCP 0% 5% 10% 15% 20% 25% 539 539 539 539 539 539 490 490 490 490 490 490 4,41 4,41 4,41 4,41 4,41 4,41 20,58 20,58 20,58 20,58 20,58 20,58 4,41 4,41 4,41 4,41 4,41 4,41 - 0,22 0,44 0,66 0,88 1,10 - 1,03 2,06 3,09 4,12 5,13 - 0,22 0,44 0,66 0,88 1,10 29,4 29,4 29,4 29,4 29,4 29,4 - 1,47 2,94 4,41 5,88 7,33
Keterangan: WF: Wood Flour PP: Polyprophylene S: Surface C: Core B: Back
Face: 15% berat dari campuran
PP, MAH dan DCP
Back: 15% berat dari campuran
PP, MAH dan DCP Serbuk Gergaji KA 10 % Pengkondisian Pengujian Papan Partikel Pengempaan
Pencampuran & Pencetakan
Sifat Fisis & Mekanis
Limbah Polyprophylene
Aditif (MAH & DCP)
Core: 70% berat dari campuran serbuk kayu,
PP, MAH dan DCP
Gambar 1. Skema Proses Pembuatan Papan Partikel
Tabel 2. Sifat Fisis Papan Partikel dari Serbuk Gergaji dan Limbah Plastik Polyprophylene
Parameters Konsentrasi DCP (%) Average JIS A-5908 (1994)
0 5 10 15 20 25
Kerapatan 0.72 0.68 0.74 0.72 0.74 0.74 0.72 0.4-0.9 Kadar Air (%) 1.10 1.05 0.94 0.82 0.97 1.03 0.98 5-13 Daya Serap Air 24 H (%) 17.74 13.32 10.93 8.34 8.93 11.41 11.78 - Pengembangan Tebal 24 H
(%)
1.77 1.43 1.04 0.69 1.19 1.42 1.26 Maks 12
Tabel 3. Sifat Mekanis Papan Partikel dari Serbuk Gergaji dan Limbah Plastik Polyprophylene
Parameters Konsentrasi DCP (%) Averag e JIS A-5908 (1994) 0 5 10 15 20 25 MOR (Kg/Cm2) 70.75 93.3 107.4 125.6 101.3 80 96.38 Min 82 MOE (Kg/Cm2) 8886 9563 12760 15352 12047 9171 11296.5 Min 20400 Internal Bond (Kg/Cm2) 1.07 1.54 1.87 3.47 2.42 1.45 1.97 Min 1,5 Kuat Pegang Sekrup 35 57.8 61.4 67.6 64.2 48.2 55.7 Min 31 (Kg)
Apri Heri Iswanto
Jurnal
KOMUniKASI PENELITIANVolume 17 (3) 2005
3. Pengujian Sifat Fisis dan Mekanis Papan Partikel
Berdasarkan Japanese Industrial
Standard. 1994, pengujian sifat fisis
papan partikel meliputi kerapatan, kadar air, daya serap air, pengembangan tebal,
Modulus of Rupture (MOR), Modulus of
Elasticity (MOE), internal bond dan kuat
pegang sekrup.
Berdasarkan Tabel 3, secara keseluruhan dapat dilihat bahwa nilai sifat mekanis yang dihasilkan telah memenuhi standar
JIS A 5908 (1994) kecuali untuk MOE. Hal ini diduga karena kecilnya ukuran
slenderness ratio dari partikel (serbuk
gergaji) serta tekanan dan lamanya waktu kempa yang kurang optimal. Maloney (1993) menyatakan bahwa nilai MOE dipengaruhi oleh kandungan dan jenis bahan perekat yang digunakan, daya ikat perekat, dan panjang serat. Gillsepie (1984) dalam Gunara (1993) menyatakan bahwa perbedaan kadar resin perekat memberikan pengaruh yang sangat nyata terhadap sifat-sifat mekanik bahan yang direkat. Semakin tinggi kadar resin suatu perekat, semakin tinggi nilai MOE dan MOR dari bahan yang direkat setelah dilakukan pengujian keteguhan rekat. Maloney (1993) menyatakan bahwa nilai MOR dipengaruhi oleh kandungan dan jenis bahan perekat yang digunakan, daya ikat perekat dan panjang serat. Koch
(1958) dalam Sidabutar (2000)
menambahkan bahwa faktor yang mempengaruhi nilai MOR panil adalah BJ kayu, geometri partikel, orientasi partikel, kadar perekat, kadar air dan prosedur kempa.
C. HASIL DAN PEMBAHASAN a. Sifat Fisis
Berdasarkan Tabel 2, secara keseluruhan dapat dilihat bahwa nilai sifat fisis yang dihasilkan telah memenuhi standar JIS A 5908 (1994). Penambahan konsentrasi
Dicumyl Peroxyde (DCP) dapat
menurunkan nilai sifat fisis yang dihasilkan sampai pada level konsentrasi 15%, penambahan konsentrasi di atas 15% justru mengakibatkan peningkatan kembali nilai sifat fisis. Konsentrasi optimal DCP yang menghasilkan nilai sifat fisis paling baik dari papan partikel yang dihasilkan pada penelitian ini adalah 15%.
Han (1990) mengemukakan bahwa reaksi kimia yang terjadi pada moulded product
dari limbah serbuk gergaji dan PP daur ulang dengan kehadiran aditif meliputi esterifikasi dan maleolasi. Kehadiran DCP membantu terjadinya reaksi maleolasi antara Maleic Anhydride (MAH) dengan plastik polyprophylene, sedangkan MAH sendiri mampu membentuk reaksi dengan gugus OH (esterifikasi). Adanya dua reaksi ini menyebabkan ikatan yang kuat antara partikel serbuk kayu dengan plastik
polyprophylene sehingga air atau uap air
tidak mudah masuk ke dalam papan partikel. Masih adanya air yang terserap diduga karena tegangan sisa setelah pengempaan belum sepenuhnya hilang selama pengkondisian, sehingga menimbulkan celah sebagai jalan keluar masuknya air.
b. Sifat Mekanis
Penambahan konsentrasi DCP menyebabkan kenaikan nilai sifat mekanis yang dihasilkan sampai pada level konsentrasi 15%, penambahan konsentrasi di atas 15% justru mengakibatkan penurunan kembali nilai sifat mekanis. Hal ini diduga karena peningkatan konsentrasi DCP akan meningkatkan formasi polyprophylene
makroradikal, kemudian penambahan konsentrasi DCP lebih lanjut akan menurunkan berat molekul dari
polyprophylene sehingga menyebabkan
kekuatan komposit menurun. Di samping itu peningkatan konsentrasi DCP akan menurunkan melt viscosity dari komposit. Peningkatan konsentrasi DCP akan meningkatkan formasi radikal pada rantai
polyprophylene yang kemudian menghasilkan
Han (1990) mengemukakan bahwa Maleic
Anhydride (MAH) memodifikasi matriks
polimer dengan grafting pada gugus hidroksil dari kayu melalui esterifikasi sehingga terbukti memperbaiki adhesi antara matriks dan kayu. DCP menyebabkan terjadinya reaksi maleolasi antara MAH dengan plastik polyprophylene sehingga adhesi antara polyprophylene dengan serbuk kayu terjadi dengan baik yang menyebabkan tercapainya kompatibilitas papan partikel yang dihasilkan. Konsentrasi optimal DCP yang menghasilkan nilai sifat mekanis paling baik dari papan partikel yang dihasilkan pada penelitian ini adalah 15%.
D. KESIMPULAN DAN SARAN a. Kesimpulan
Secara keseluruhan nilai sifat fisis dan mekanis yang dihasilkan telah memenuhi standar JIS A 5908 (1994), kecuali nilai MOE pada sifat mekanis yang masih berada di bawah standar.
Penggunaan konsentrasi DCP memberikan pengaruh nyata terhadap sifat fisis (kadar air, daya serap air dan pengembangan tebal, MOR, MOE,
internal bond, dan kuat pegang sekrup)
yang dihasilkan, kecuali pada kerapatan. Konsentrasi optimal DCP yang menghasilkan nilai sifat fisis dan mekanis paling baik dari papan partikel yang dihasilkan pada penelitian ini adalah 15%. Penelitian ini telah menghasilkan suatu produk papan partikel berbahan limbah yang telah memenuhi persyaratan sebagai bahan konstruksi bangunan baik interior maupun eksterior, sehingga untuk kedepannya produk ini diharapkan mampu
memberikan solusi terhadap permasalahan semakin berkurangnya kayu sebagai bahan bangunan.
b. Saran
Untuk memperbaiki nilai Modulus of
Elasticity (MOE) yang belum memenuhi
standar, maka perlu dilakukan penelitian
mengenai beberapa faktor yang berpengaruh, seperti besarnya tekanan dan lamanya waktu kempa dalam proses pembuatan papan partikel serta ukuran
slendernes rasio dari partikel.
E. DAFTAR PUSTAKA
(BPS) Badan Pusat Statistik, 1999,
Statistik Perdagangan Luar Negeri
Indonesia: Impor, Jakarta.
FWI., 2001, Potret Keadaan Hutan
Indonesia, Bogor
.
Gunara, N., 1993, Pengaruh Berat Labur Beberapa Perekat Termoplastik terhadap Keteguhan Rekat Kayu
Perupuk (Lophopetalum spp.),
Skripsi fakultas Kehutanan IPB, Tidak Dipublikasikan.
Han, Gyu-Seong, 1990, Preparation and Physical Properties of Moldable
Wood-plastic Composites, Doctoral
dissertation Graduate School of Agriculture, Kyoto University, Not Published.
Japanese Standard Association, 1994,
Japanese Industrial Standard
Particle Board JSA 5908, Japanese
Standard Association, Jepang. Maloney TM., 1993, Modern Particleboard
and Dry-Process Fiberboard
Manufacturing, San Fransisco: Miller
Freeman, Inc.
Priyono SKS., 2001, Komitmen Berbagai Pihak dalam Menanggulangi Illegal
Logging, Konggres Kehutanan
Indonesia III, Jakarta.
Purwanto D, Samet, Mahfuz, dan Sakiman, 1994, Pemanfaatan Limbah Industri Kayu lapis untuk Papan Partikel Buatan secara
Laminasi, DIP Proyek Penelitian dan
Pengembangan Industri, Badan Penelitian dan Pengembangan Industri. Departemen Perindustrian, Banjar Baru.
Sidabutar, P., 2000, Pengaruh Macam dan Kadar Katalis Terhadap Sifat Papan Semen Partikel Acacia
mangium Willd, Skripsi Fakultas
Kehutanan IPB, Tidak Dipublikasikan.