K
KUUAALLIITTAASS PPAAPPAANN KKOOMMPPOOSSIITT PPLLAASSTTIIKK DDAARRII SSEERRBBUUKK KKAAYYUU
C
CAAMMPPUURRAANN DDAANN PPLLAASSTTIIKK DDAAUURR UULLAANNGG
S
SKKRRIIPPSSII
O Olleehh::
F
FAAJJAARR CCIITTRRAA GGIINNTTIINNGG 0
06611220033002200// TTEEKKNNOOLLOOGGII HHAASSIILL HHUUTTAANN
D
DEEPPAARRTTEEMMEENN KKEEHHUUTTAANNAANN F
FAAKKUULLTTAASS PPEERRTTAANNIIAANN U
UNNIIVVEERRSSIITTAASS SSUUMMAATTEERRAA UUTTAARRAA 2
L
LEEMMBBAARR PPEENNGGEESSAAHHAANN
J
Juudduul l : Kualitas Papan Komposit Plastik Dari Serbuk Kayu Campuran Dan Plastik Daur Ulang
N
Naamma a : Fajar Citra Ginting N
NIIM M : 061203020 P
PrrooggrraammSSttuuddii : Teknologi Hasil Hutan
D
Diisseettuujjuuiioolleehh,,
K
KoommiissiiPPeemmbbiimmbbiinngg
Arif Nuryawan, S.Hut, M.Si. Irawati Azhar, S.Hut, M.Si. K
Keettuuaa AAnnggggoottaa
M
Meennggeettaahhuuii,,
Dr. Ir. Edy Batara Mulya Siregar, MS. K
A
AB
BS
ST
TR
RA
AC
CT
T
FAJAR CITRA GINTING: Quality of Wood Polymer Composite from Wood Flour Mix and Recycled Plastic. Supervised by ARIF NURYAWAN and IRAWATI AZHAR
Wood demand was increase while the forest as wood resources was decrease. Therefore, the utilization of wood must be efficient, for example by produce wood composite plastic made of recycle plastics (LDPE, PP, and PS) and sawdust (soaked and not soaked at water). Research conducted at University North Sumatra and the Bogor Institute of Agriculture August-September 2009. The purpose of this study is to evaluate quality of wood polymer composite from wood flour mix and recycled plastic from low-density polyethylene (LDPE), polypropylene (PP), andpolystyrene (PS).
Evaluation of physical and mechanical properties based on JIS A
5908-2003, and the results showed: 1). Density value range was 0.882-0.942 g/cm3
2). Moisture content value range was 0.42-1.47% 3). Water absorption value of 2 and 24 hours range were 0.48-5.18% and 1.11-5.92% 4). Thickness swelling value of 2 and 24 hours range were 1.25-7.67% and 2.05-10.2% 5). Modulus of
rupture value (MOR) range were 90.6-144.63 kg/cm2 6). Modulus of elasticity
value (MOE) range was 0.51-2.71 x 104 kg/cm27). Screw holding power value
range was 77.53-194.63 kg. In general physical and mechanical properties of wood polymer composite met the criteria of JIS A 5908-2003.
Key words: Wood plastic composite, wood flour, recycled plastic,
A
A
B
B
S
S
T
T
R
R
A
A
K
K
FAJAR CITRA GINTING: Kualitas Papan Plastik Komposit Dari Serbuk Kayu Campuran dan Plastik Daur Ulang. Dibimbing oleh ARIF NURYAWAN dan IRAWATI AZHAR
Kebutuhan kayu yang terus meningkat dan potensi hutan yang terus berkurang menuntut penggunaan kayu secara efisien dan bijaksana, yaitu dengan membuat papan plastik komposit dari variasi jenis plastik low-density polyethylene (LDPE), polypropylene (PP), dan polystyrene (PS) daur ulang dan limbah serbuk kayu yang direndam dan tidak direndam. Penelitian dilakukan di Universitas Sumatera Utara dan Institut Pertanian Bogor pada Agustus-September 2009. Tujuan dari penelitian ini adalah Mengevaluasi kualitas papan plastik komposit dari limbah serbuk kayu dan plastik daur ulang jenis Low-Density Polyethylene (LDPE), Polypropylene (PP), dan Polystyrene (PS).
Pengujian pada sifat fisis dan mekanis berdasarkan pada standar JIS A 5908-2003, dan hasilnya menunjukkan: 1). Nilai kerapatan berkisar antara 0,882-0,942 g/cm3 2). Nilai kadar air berkisar antara 0,42-1,47% 3). Nilai daya serap air 2 dan 24 jam berkisar antara 0,48-5,18% dan 1,11-5,92% 4). Nilai pengembangan tebal 2 dan 24 jam berkisar antara 1,25-7,67% dan 2,05-10,2% 5). Nilai keteguhan patah (MOR) berkisar antara 90,6-144,63 kg/cm2 6). Nilai keteguhan lentur (MOE) berkisar antara 0,51-2,71 x 104 kg/cm2 7). Nilai kuat pegang sekrup berkisar antara 77,53-194,63 kg. Secara umum sifat fisis dan mekanis papan komposit plastik sesuai dengan standar JIS A 5908-2003.
Kata kunci : Papan plastik komposit, serbuk kayu, plastik daur ulang, low-density polyethylene (LDPE), polypropylene (PP), dan polystyrene
R
R
I
I
W
W
A
A
Y
Y
A
A
T
T
H
H
I
I
D
D
U
U
P
P
Penulis dilahirkan di Lubuk Pakam-Sumatera Utara pada tanggal 13 Mei
1988 dari Ayah K. A. Ginting dan Ibu N. br. Barus. Penulis merupakan anak
pertama dari empat bersaudara.
Pendidikan formal yang ditempuh selama ini:
1. Pendidikan Dasar di SD INPRES 105324, lulus tahun 2000
2. Pendidikan Lanjutan di SLTPN 2 Tg. Morawa, lulus tahun 2003
3. Pendidikan Menengah di SMAN 1 Lubuk Pakam, lulus tahun 2006
4. Tahun 2006 lulus ujian Seleksi Penerimaan Mahasiswa Baru (SPMB)
diterima pada Program Studi Teknologi Hasil Hutan Departemen Kehutanan
Fakultas Pertanian Universitas Sumatera Utara.
Selama mengikuti perkuliahan, penulis pernah menjadi asisten Praktikum
Penggergajian Kayu. Penulis melaksanakan PPrraakkttiikk PPeennggeennaallaann PPeennggoollaahhaann
H
Huuttaann ((PP33HH)) di Hutan Tangkahan dan Hutan Mangrove Pulau Sembilan
Kabupaten Langkat. Penulis melaksanakan PPrraakkttiikk KKeerrjjaa LLaappaanngg((PPKKLL)) di HTI
PT. Finnantara Intiga Unit Sintang Kalimantan Barat.
Pada akhir kuliah, penulis melaksanakan penelitian dengan judul ”KKuuaalliittaass
P
PaappaannKKoommppoossiittPPllaassttiikkDDaarriiSSeerrbbuukk KKaayyuuCCaammppuurraannDDaannPPllaassttiikkDDaauurrUUllaanng”. g
Penelitian penulis dilaksanakan di bawah bimbingan Bapak Arif Nuryawan S.Hut,
K
K
A
A
T
T
A
A
P
P
E
E
N
N
G
G
A
A
N
N
T
T
A
A
R
R
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Kuasa atas segala
rahmat dan karunia-Nya kepada penulis sehingga hasil penelitian ini tepat
diselesaikan pada waktunya. Tema yang dipilih dalam penelitian ini adalah
mengenai biokomposit dengan judul “KKuuaalliittaass PPaappaann KKoommppoossiitt PPllaassttiikk DDaarrii
S
SeerrbbuukkKKaayyuuCCaammppuurraannDDaannPPllaassttiikkDDaauurrUUllaanngg”.
Terima kasih penulis sampaikan kepada komisi pembimbing saya
Bapak AArriiff NNuurryyaawwaann,, SS..HHuutt,, MM..SSi (i kkeettuua) dan Ibu a IIrraawwaattiiAAzzhhaarr,,SS..HHuutt,, MM..SSii
(aannggggootta) yang telah memberikan arahan dan bantuannya kepada penulis dalam a
menyelesaikan penulisan hasil penelitian ini. Di samping itu penghargaan penulis
sampaikan kepada semua pihak yang telah banyak membantu penulis dalam
pembuatan hasil penelitian ini.
Penulis menyadari masih banyak kekurangan dalam penulisan hasil
penelitian ini, untuk itu penulis juga menerima saran dan kritik yang membangun
dari pembaca.
D
D
A
A
F
F
T
T
A
A
R
R
I
I
S
S
I
I
H
Haallaammaann A
ABBSSTTRRAACCT.T... ii A
ABBSSTTRRAAKK ... iiii R
RIIWWAAYYAATT HHIIDDUUPP ... iiiiii K
KAATTAA PPEENNGGAANNTTAARR ... iivv D
DAAFFTTAARR IISSII ... vv D
DAAFFTTAARR TTAABBEELL ... vviiii D
DAAFFTTAARR GGAAMMBBAARR ... vviiiiii D
DAAFFTTAARR LLAAMMPPIIRRAANN ... iixx
P
PEENNDDAAHHUULLUUAANN L
LaattaarrBBeellaakkaanngg... 11 T
TuujjuuaannPPeenneelliittiiaann... 22 M
MaannffaaaattPPeenneelliittiiaann... 22 H
HiippootteessiissPPeenneelliittiiaann... 33
T
TIINNJJAAUUAANN PPUUSSTTAAKKAA P
PeemmaannffaaaattaannLLiimmbbaahhKKaayyuuddaannPPllaassttiikkSSeebbaaggaaiiPPaappaannPPllaassttiikkKKoommppoossiitt 44 L
LiimmbbaahhSSeerrbbuukkKKaayyuu... 55 S
SeerrbbuukkKKaayyuuSSeebbaaggaaiiFFiilllleerr... 55 L
LiimmbbaahhPPllaassttiikk... 77 S
SeejjaarraahhSSiinnggkkaattPPllaassttiikk... 88 P
PeennggeerrttiiaannddaannPPeennggggoolloonnggaannPPllaassttiikk... 88 B
BaahhaannBBaakkuuPPllaassttiikkTThheerrmmooppllaassttiikk... 1100 P
PeennggeelloollaaaannLLiimmbbaahhPPllaassttiikkDDeennggaannMMeettooddeeRReeccyyccllee((DDaauurrUUllaanngg))... 1122 P
PllaassttiikkDDaauurrUUllaannggSSeebbaaggaaiiMMaattrriikkss... 1133
M
MEETTOODDEE PPEENNEELLIITTIIAANN W
WaakkttuuddaannLLookkaassiiPPeenneelliittiiaann ... 1155 B
BaahhaannddaannAAllaattPPeenneelliittiiaann... 1155 R
RaannccaannggaannPPeenneelliittiiaann... 1166 P
PrroosseedduurrPPeenneelliittiiaann... 1177 P
Peerrssiiaappaannbbaahhaannbbaakkuu... 1177 P
Peerrssiiaappaannsseerrbbuukkkkaayyuusseebbaaggaaiiffiilllleerr... 1177 P
PeerrssiiaappaannppllaassttiikkLLDDPPEE,,PPPP,,ddaannPPSSddaauurruullaannggsseebbaaggaaiimmaattrriikkss.... 1199 K
Koommppoossiissiikkeebbuuttuuhhaannbbaahhaannbbaakkuuppaappaannppllaassttiikk... 1199 P
Prroosseessppeemmbbuuaattaannppaappaannppllaassttiikk... 1199 P
Prroosseessppeennccaammppuurraann... 1199 P
Peennggeemmppaaaann... 2200 P
P
Peemmoottoonnggaannccoonnttoohhuujjii... 2211 P
Peenngguujjiiaannssiiffaattffiissiiss... 2222 K
Keerraappaattaann... 2222 K
Kaaddaarraaiirr((KKAA))... 2222 D
Daayyaasseerraappaaiirr... 2233 P
Peennggeemmbbaannggaanntteebbaall... 2233 P
Peenngguujjiiaannssiiffaattmmeekkaanniiss... 2233 K
Keetteegguuhhaannlleennttuurr((mmoodduulluussooffeellaassttiicciittyy))... 2233 K
Keetteegguuhhaannppaattaahh((mmoodduulluussooffrruuppttuurree))... 2244 K
Kuuaattppeeggaannggsseekkrruupp((ssccrreewwhhoollddiinnggppoowweerr))... 2255 P
Prroosseessppeenngguujjiiaannkkuuaalliittaass... 2266
H
HAASSIILL DDAANN PPEEMMBBAAHHAASSAANN P
PeenngguujjiiaannSSiiffaattFFiissiiss... 2288 K
Keerraappaattaann... 2288 K
Kaaddaarraaiirr((KKAA))... 3311 D
Daayyaasseerraappaaiirr... 3333 P
Peennggeemmbbaannggaanntteebbaall... 3355 P
PeenngguujjiiaannSSiiffaattMMeekkaanniiss... 3388 K
Keetteegguuhhaannlleennttuurr((mmoodduulluussooffeellaassttiicciittyy))... 3388 K
Keetteegguuhhaannppaattaahh((mmoodduulluussooffrruuppttuurree))... 3399 K
Kuuaattppeeggaannggsseekkrruupp((ssccrreewwhhoollddiinnggppoowweerr))... 4411 P
PeenneennttuuaannPPeerriinnggkkaattKKuuaalliittaass... 4422
K
KEESSIIMMPPUULLAANN DDAANN SSAARRAANN K
Keessiimmppuullaann... 4433 S
Saarraann... 4433
D
D
D
A
A
F
F
T
T
A
A
R
R
T
T
A
A
B
B
E
E
L
L
H
Haallaammaann 1
1.. TTeemmppeerraattuurrlleelleehhpprroosseesstteerrmmooppllaassttiikk... 1122 2
2.. KKoommppoossiissiikkeebbuuttuuhhaannbbaahhaannbbaakkuuppaappaannppllaassttiikk... 1199 3
3.. SSiiffaattffiissiissddaannmmeekkaanniissppaappaannkkoommppoossiittddeennggaannssttaannddaarrJJIISSAA 5
D
D
A
A
F
F
T
T
A
A
R
R
G
G
A
A
M
M
B
B
A
A
R
R
H
Haallaammaann 1
1.. SSeerrbbuukkkkaayyuuggeerrggaajjiiaann... 55 2
2.. PPllaassttiikkddaauurruullaannggjjeenniiss::((aa))LLDDPPEE;;((bb))PPPP;;ddaann((cc))PPSS... 1111 3
3.. DDiiaaggrraammaalluurrpprroosseessppeerrssiiaappaannsseerrbbuukkkkaayyuu... 1188 4
4.. PPoollaappeemmoottoonnggaannccoonnttoohhuujjii... 2211 5
5.. PPeenngguukkuurraannddiimmeennssiippaappaannppllaassttiikk... 2222 6
6.. CCaarraappeemmbbeebbaannaannppeenngguujjiiaannMMOOEEddaannMMOORR... 2255 7
7.. PPoossiissiisseekkrruuppppaaddaappeenngguujjiiaannkkuuaattppeeggaannggsseekkrruupp... 2255 8
8.. DDiiaaggrraammaalluurrpprroosseessppeemmbbuuaattaannppaappaannppllaassttiikk... 2277 9
9.. aa)) PPaappaann ppllaassttiikk kkoommppoossiitt PPSS,, ((bb)) ppaappaann ppllaassttiikk kkoommppoossiitt LLDDPPEE,, (
(cc)) ppaappaannppllaassttiikkkkoommppoossiittPPPP... 2288 1
100.. GGrraaffiikknniillaaiikkeerraappaattaannkkoommppoossiittppllaassttiikk... 2299 1
111.. GGrraaffiikknniillaaiikkaaddaarraaiirrkkoommppoossiittppllaassttiikk... 3311 1
122.. GGrraaffiikknniillaaiiddaayyaasseerraappaaiirrkkoommppoossiittppllaassttiikkddeennggaannppeerreennddaammaann22jjaamm.... 3333 1
133.. GGrraaffiikknniillaaiiddaayyaasseerraappaaiirrkkoommppoossiittppllaassttiikkddeennggaannppeerreennddaammaann2244jjaamm 3344 1
144.. GGrraaffiikknniillaaiippeennggeemmbbaannggaanntteebbaallkkoommppoossiittppllaassttiikkddeennggaannppeerreennddaammaann 2
2jjaamm... 3366 1
155.. GGrraaffiikknniillaaiippeennggeemmbbaannggaanntteebbaallkkoommppoossiittppllaassttiikkddeennggaannppeerreennddaammaann 2
244jjaamm... 3366 1
166.. GGrraaffiikkmmoodduulluussooffrruuppttuurree((MMOORR))kkoommppoossiittppllaassttiikk... 3388 1
177.. GGrraaffiikknniillaaiimmoodduulluussooffeellaassttiicciittyy((MMOOEE))ppaappaannppllaassttiikkkkoommppoossiitt... 4400 1
D
D
A
A
F
F
T
T
A
A
R
R
L
L
A
A
M
M
P
P
I
I
R
R
A
A
N
N
H
Haallaammaann 1
1.. KKeebbuuttuuhhaannbbaahhaannbbaakkuuppaappaannkkoommppoossiittppllaassttiikk... 4488 2
2.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannkkeerraappaattaann... 4488 3
3.. AAnnaalliissiissssiiddiikkrraaggaammkkeerraappaattaann... 4488 4
4.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannkkaaddaarraaiirr... 4499 5
5.. AAnnaalliissiissssiiddiikkrraaggaammkkaaddaarraaiirr... 4499 6
6.. HHaassiilluujjiidduunnccaannkkaaddaarraaiirr... 4499 7
7.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannddaayyaasseerraappaaiirrsseellaammaa22jjaamm... 5500 8
8.. AAnnaalliissiissssiiddiikkrraaggaammddaayyaasseerraappaaiirrsseellaammaa22jjaamm... 5500 9
9.. HHaassiilluujjiidduunnccaannddaayyaasseerraappaaiirrsseellaammaa22jjaamm... 5500 1
100.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannddaayyaasseerraappaaiirrsseellaammaa2244jjaamm... 5511 1
111.. AAnnaalliissiissssiiddiikkrraaggaammddaayyaasseerraappaaiirrsseellaammaa2244jjaamm... 5511 1
122.. HHaassiilluujjiidduunnccaannddaayyaasseerraappaaiirrsseellaammaa2244jjaamm... 5511 1
133.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannppeennggeemmbbaannggaanntteebbaall22jjaamm... 5522 1
144.. AAnnaalliissiissssiiddiikkrraaggaammppeennggeemmbbaannggaanntteebbaallsseellaammaa22jjaamm... 5522 1
155.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannppeennggeemmbbaannggaanntteebbaall2244jjaamm... 5533 1
166.. AAnnaalliissiissssiiddiikkrraaggaammppeennggeemmbbaannggaanntteebbaallsseellaammaa2244jjaamm... 5533 1
177.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannMMOOEE... 5544 1
188.. AAnnaalliissiissssiiddiikkrraaggaammMMOOEE... 5544 1
199.. HHaassiilluujjiidduunnccaannMMOOEE... 5544 2
200.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannMMOORR... 5555 2
211.. AAnnaalliissiissssiiddiikkrraaggaammMMOORR... 5555 2
222.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannkkeetteegguuhhaannrreekkaattiinntteerrnnaall((IIBB))... 5566 2
233.. AAnnaalliissiissssiiddiikkrraaggaammkkeetteegguuhhaannrreekkaattiinntteerrnnaall((IIBB))... 5566 2
244.. DDaattaahhaassiillppeenngguukkuurraannddaannppeerrhhiittuunnggaannkkuuaattppeeggaannggsseekkrruupp... 5566 2
255.. AAnnaalliissiissssiiddiikkrraaggaammkkuuaattppeeggaannggsseekkrruupp... 5577 2
266.. HHaassiilluujjiidduunnccaannkkuuaattppeeggaannggsseekkrruupp... 5577 2
A
AB
BS
ST
TR
RA
AC
CT
T
FAJAR CITRA GINTING: Quality of Wood Polymer Composite from Wood Flour Mix and Recycled Plastic. Supervised by ARIF NURYAWAN and IRAWATI AZHAR
Wood demand was increase while the forest as wood resources was decrease. Therefore, the utilization of wood must be efficient, for example by produce wood composite plastic made of recycle plastics (LDPE, PP, and PS) and sawdust (soaked and not soaked at water). Research conducted at University North Sumatra and the Bogor Institute of Agriculture August-September 2009. The purpose of this study is to evaluate quality of wood polymer composite from wood flour mix and recycled plastic from low-density polyethylene (LDPE), polypropylene (PP), andpolystyrene (PS).
Evaluation of physical and mechanical properties based on JIS A
5908-2003, and the results showed: 1). Density value range was 0.882-0.942 g/cm3
2). Moisture content value range was 0.42-1.47% 3). Water absorption value of 2 and 24 hours range were 0.48-5.18% and 1.11-5.92% 4). Thickness swelling value of 2 and 24 hours range were 1.25-7.67% and 2.05-10.2% 5). Modulus of
rupture value (MOR) range were 90.6-144.63 kg/cm2 6). Modulus of elasticity
value (MOE) range was 0.51-2.71 x 104 kg/cm27). Screw holding power value
range was 77.53-194.63 kg. In general physical and mechanical properties of wood polymer composite met the criteria of JIS A 5908-2003.
Key words: Wood plastic composite, wood flour, recycled plastic,
A
A
B
B
S
S
T
T
R
R
A
A
K
K
FAJAR CITRA GINTING: Kualitas Papan Plastik Komposit Dari Serbuk Kayu Campuran dan Plastik Daur Ulang. Dibimbing oleh ARIF NURYAWAN dan IRAWATI AZHAR
Kebutuhan kayu yang terus meningkat dan potensi hutan yang terus berkurang menuntut penggunaan kayu secara efisien dan bijaksana, yaitu dengan membuat papan plastik komposit dari variasi jenis plastik low-density polyethylene (LDPE), polypropylene (PP), dan polystyrene (PS) daur ulang dan limbah serbuk kayu yang direndam dan tidak direndam. Penelitian dilakukan di Universitas Sumatera Utara dan Institut Pertanian Bogor pada Agustus-September 2009. Tujuan dari penelitian ini adalah Mengevaluasi kualitas papan plastik komposit dari limbah serbuk kayu dan plastik daur ulang jenis Low-Density Polyethylene (LDPE), Polypropylene (PP), dan Polystyrene (PS).
Pengujian pada sifat fisis dan mekanis berdasarkan pada standar JIS A 5908-2003, dan hasilnya menunjukkan: 1). Nilai kerapatan berkisar antara 0,882-0,942 g/cm3 2). Nilai kadar air berkisar antara 0,42-1,47% 3). Nilai daya serap air 2 dan 24 jam berkisar antara 0,48-5,18% dan 1,11-5,92% 4). Nilai pengembangan tebal 2 dan 24 jam berkisar antara 1,25-7,67% dan 2,05-10,2% 5). Nilai keteguhan patah (MOR) berkisar antara 90,6-144,63 kg/cm2 6). Nilai keteguhan lentur (MOE) berkisar antara 0,51-2,71 x 104 kg/cm2 7). Nilai kuat pegang sekrup berkisar antara 77,53-194,63 kg. Secara umum sifat fisis dan mekanis papan komposit plastik sesuai dengan standar JIS A 5908-2003.
Kata kunci : Papan plastik komposit, serbuk kayu, plastik daur ulang, low-density polyethylene (LDPE), polypropylene (PP), dan polystyrene
P
P
E
E
N
N
D
D
A
A
H
H
U
U
L
L
U
U
A
A
N
N
L
Laattaarr BBeellaakkaanngg
Indonesia ialah salah satu negara terpadat penduduknya di dunia dengan
pertambahan sekitar 2,5% per tahun. Meningkatnya jumlah penduduk
menyebab-kan kebutuhan amenyebab-kan kayu bangunan (konstruksi) maupun untuk perabot rumah
tangga terus meningkat, bahkan diperkirakan lebih cepat dari pertambahan
penduduk itu sendiri. Pemanfaatan limbah kayu dan plastik sebagai bahan baku
papan komposit sampai saat ini belum mendapat perhatian serius di Indonesia.
Selain itu, limbah plastik menimbulkan persoalan tersendiri bagi lingkungan
karena bahan ini sangat sulit terdekomposisi. Jika kedua potensi limbah ini
digabungkan menjadi bahan baku pembuatan papan komposit, maka diharapkan
akan tercipta suatu produk papan komposit baru yang memiliki ketahanan
terhadap mikroorganisme perusak yang lebih tinggi dan memiliki stabilitas
dimensi yang lebih baik daripada produk panel kayu yang ada selama ini
(Massijaya et.al., 2008).
Pada umumnya kelemahan papan partikel sebagai bahan bangunan adalah
stabilitas dimensinya yang rendah sehingga kebanyakan dipakai sebagai interior.
Dalam rangka mengatasi kelemahan tersebut dilakukan beberapa pengembangan
penelitian dengan menggunakan matrix termoplastik seperti Polyprophylene (PP),
Polyethylene (PE) dan Polysthyrene (PS) yang merupakan resin termoplastik yang
biasa digunakan dalam kehidupan sehari-hari baik sebagai pembungkus maupun
Salah satu metode yang diusulkan dalam memanfaatkan limbah pengolahan
serbuk kayu adalah membuat komposit kayu plastik dengan menggunakan plastik
Low-Density Polyethylene (LDPE), Polypropylene (PP), dan Polystyrene (PS)
daur ulang sebagai matriks dan serbuk gergaji campuran yang direndam dan tidak
direndam sebagai filler (pengisi). Perlakuan rendaman terhadap serbuk bertujuan
untuk menghilangkan zat-zat pati/ekstraktif yang terkandung dalam serbuk kayu
dan menghilangkan debu-debu yang terdapat pada serbuk sehingga dapat
diketahui bagaimana pengaruh terhadap kualitas antara setiap papan yang
dihasilkan. Sifat-sifat komposit kayu plastik tersebut sangat dipengaruhi oleh jenis
plastik daur ulang yang digunakan, sehingga perlu diteliti pengaruh jenis plastik
daur ulang khususnya plastik daur ulang dalam komposit kayu plastik terhadap
sifat fisis dan mekanisnya.
Atas dasar pemikiran-pemikiran tersebut, maka peneliti merasa perlu
untuk melakukan penelitian dengan judul “Kualitas Papan Komposit Plastik Dari
Serbuk Kayu Campuran Dan Plastik Daur Ulang”.
T
Tuujjuuaann PPeenneelliittiiaann
Mengevaluasi kualitas papan plastik komposit dari limbah serbuk kayu
dan plastik daur ulang jenis Low-Density Polyethylene (LDPE), Polypropylene
(PP), dan Polystyrene (PS).
M
Maannffaaaatt PPeenneelliittiiaann
Manfaat dari penelitian ini adalah:
1. Hasil penelitian diharapkan menjadi suatu langkah dalam pemanfaatan serbuk
2. Memberikan nilai tambah dan nilai ekonomis yang tinggi terhadap
pemanfaatan limbah serbuk kayu kayu dan plastik daur ulang sebagai papan
plastik komposit.
3. Membantu mengatasi persoalan pengolahan limbah kayu dan plastik bekas
yang dapat merusak lingkungan.
H
Hiippootteessiiss
Pengaruh jenis plastik daur ulang, serbuk kayu, serta interaksi keduanya
T
T
I
I
N
N
J
J
A
A
U
U
A
A
N
N
P
P
U
U
S
S
T
T
A
A
K
K
A
A
P
Peemmaannfafaaattaann LLiimmbbaahh KKaayyuu ddaann PPllaassttiikk SSeebbaaggaaii PPaappaann PPllaassttiikk KKoommppoossiitt Komposit kayu merupakan istilah untuk menggambarkan setiap produk
yang terbuat dari lembaran atau potongan–potongan kecil kayu yang direkat
bersama-sama (Maloney,1996). Mengacu pada pengertian ini, komposit serbuk
kayu plastik adalah komposit yang terbuat dari plastik sebagai matriks dan serbuk
kayu sebagai pengisi (filler), yang mempunyai sifat gabungan keduanya.
Penambahan filler ke dalam matriks bertujuan mengurangi kerapatan,
meningkatkan kekakuan, dan mengurangi biaya per unit volume. Dari segi kayu,
dengan adanya matrik polimer di dalamnya maka kekuatan dan sifat fisiknya juga
akan meningkat (Febrianto, 1999).
Pembuatan komposit dengan menggunakan matriks dari plastik yang telah
didaur ulang, selain dapat meningkatkan efisiensi pemanfaatan kayu, juga dapat
mengurangi pembebanan lingkungan terhadap limbah plastik disamping
menghasilkan produk inovatif sebagai bahan bangunan pengganti kayu.
Keunggulan produk ini antara lain : biaya produksi lebih murah, bahan bakunya
melimpah, fleksibel dalam proses pembuatannya, kerapatannya rendah, lebih
bersifat biodegradable (dibanding plastik), memiliki sifat-sifat yang lebih baik
dibandingkan bahan baku asalnya, dapat diaplikasikan untuk berbagai keperluan,
serta bersifat dapat didaur ulang (recycleable). Beberapa contoh penggunaan
produk ini antara lain sebagai komponen interior kendaraan (mobil, kereta api,
pesawat terbang), perabot rumah tangga, maupun komponen bangunan (jendela,
L
Liimmbbaahh SSeerrbbuukk KKaayyuu
Adanya limbah serbuk kayu yang menimbulkan masalah penanganannya
yang selama ini dibiarkan membusuk, ditumpuk dan dibakar yang kesemuanya
berdampak negatif terhadap lingkungan sehingga penanggulangannya perlu
dipikirkan. Salah satu jalan yang dapat ditempuh adalah memanfaatkannya
menjadi produk yang bernilai tambah dengan teknologi aplikatif dan kerakyatan
sehingga hasilnya mudah disosialisasikan kepada masyarakat (Rusiman, 2008).
G
Gaammbbaarr11..SSeerrbbuukkkkaayyuuggeerrggaajjiiaann
S
Seerrbbuukk KKayayuu SSeebbaaggaaii FFiilllleerr
Filler ditambahkan ke dalam matriks dengan tujuan meningkatkan
sifat-sifat mekanis plastik melalui penyebaran tekanan yang efektif di antara serat dan
matriks. Selain itu penambahan filler akan mengurangi biaya di samping
memperbaiki beberapa sifat produknya (Han, 1990).
Serbuk kayu memiliki kelebihan sebagai filler bila dibandingkan dengan
filler mineral seperti mika, kalsium karbonat, dan talk yaitu temperatur proses
terdegradasi secara alami, berat jenisnya jauh lebih rendah, sehingga biaya per
volume lebih murah, gaya geseknya rendah sehingga tidak merusak peralatan
pada proses pembuatan, serta berasal dari sumber yang dapat diperbaharui
(Strak danBerger, 1997).
Beberapa faktor yang perlu diperhatikan dalam pemanfaatan serbuk kayu
sebagai filler dalam pembuatan komposit kayu plastik adalah jenis kayu, ukuran
serbuk serta nisbah antara serbuk kayu dan plastik. Hal lain yang perlu
diperhatikan adalah sifat dasar dari serbuk kayu itu sendiri. Kayu merupakan
bahan yang sebagian besar terdiri atas selulosa (40-50%), hemiselulosa (20-30%),
lignin (20-30%), dan sejumlah kecil bahan-bahan anorganik dan ekstraktif.
Karenanya kayu bersifat hidrofilik, kaku, serta dapat terdegradasi secara biologis.
Sifat-sifat tersebut menyebabkan kayu kurang sesuai bila digabungkan dengan
plastik, karena itu dalam pembuatan komposit kayu-plastik diperlukan bantuan
coupling agent (Setyawati, 2003).
Menurut Yusuf (2000) dalam Lubis (2009), suhu kempa optimum sangat
penting mengingat proses pengempaan panas dalam produksi papan komposit
merupakan salah satu kunci kualitas papan komposit yang dihasilkan.
Pengempaan papan komposit pada suhu di atas suhu optimum akan menyebabkan
papan komposit yang dihasilkan over matured sehingga bersifat getas dan
menyebabkan ikatan antar partikel menjadi tidak normal, demikian sebaliknya.
Pengempaan pada suhu di bawah suhu optimum menyebabkan perekat tidak
matang serta kemungkinan partikel plastik yang digunakan belum meleleh.
baik antara partikel plastik dan partikel kayu. Pada umumnya semakin besar
tekanan kempa semakin padat lembaran papan yang dihasilkan.
L
Liimmbbaahh PPllaassttiikk
Plastik juga merupakan bahan anorganik buatan yang tersusun dari
bahan-bahan kimia yang cukup berbahaya bagi lingkungan. Limbah plastik ini sangatlah
sulit untuk diuraikan secara alami. Untuk menguraikan sampah plastik itu sendiri
membutuhkan kurang lebih 80 tahun agar dapat terdegradasi secara sempurna.
Oleh karena itu penggunaan bahan plastik dapat dikatakan tidak bersahabat
ataupun konservatif bagi lingkungan apabila digunakan tanpa menggunakan
batasan tertentu. Sedangkan di dalam kehidupan sehari-hari, khususnya kita yang
berada di Indonesia, penggunaan bahan plastik bisa kita temukan di hampir
seluruh aktivitas hidup kita. Padahal apabila kita sadar, kita mampu berbuat lebih
untuk hal ini yaitu dengan menggunakan kembali (reuse) kantung plastik yang
disimpan di rumah. Dengan demikian secara tidak langsung kita telah mengurangi
limbah plastik yang dapat terbuang percuma setelah digunakan (reduce). Atau
bahkan lebih bagus lagi jika kita dapat mendaur ulang plastik menjadi sesuatu
yang lebih berguna (recycle). Bayangkan saja jika kita berbelanja makanan di
warung tiga kali sehari berarti dalam satu bulan satu orang dapat menggunakan 90
kantung plastik yang seringkali dibuang begitu saja. Jika setengah penduduk
Indonesia melakukan hal itu maka akan terkumpul 90×125 juta=11250 juta
kantung plastik yang mencemari lingkungan. Berbeda jika kondisi berjalan
sebaliknya yaitu dengan penghematan kita dapat menekan hingga nyaris 90% dari
total sampah yang terbuang percuma. Namun fenomena yang terjadi adalah
kemana-mana. Untuk informasi saja bahwa di supermarket negara China, setiap
pengunjung diwajibkan membawa kantung plastik sendiri dan apabila tidak
membawa maka akan dikenakan biaya tambahan atas plastik yang dikeluarkan
pihak supermarket (Rahayu, 2009).
S
Seejjaarraahh SSiinnggkkaatt PPllaassttiikk
Plastik merupakan salah satu produk polimer. Industri plastik mulai
berkembang pada tahun 1968. Seorang Amerika yang bernama John Wesley Hyatt
menemukan cellulose nitrate yang terbentuk dari reaksi asam nitrat pada temperatur
dan tekanan tertentu. Percobaan ini menghasilkan zat yang dapat dicetak untuk
dibentuk. Ia menyebutnya dengan celluloid. Selanjutnya, seorang warganegara
Jerman, Adolph Spitteler, menemukan plastik dengan mencampur susu asam dengan
formaldehyde sehingga dihasilkan casein plastic. Pada tahun 1909, seorang Amerika
yang bernama Dr. Leo Baekeland mencoba untuk memproduksi resin sintetik dengan
mencampur phenol dengan formaldehyde pada kondisi tertentu sehingga dihasilkan
resin sintetik untuk pertama kalinya. Plastik baru ini dikenal dengan nama Bakelite.
Industri plastik baru berkembang dengan pesat sejak ditemukannya Bakelite
(Putra, 2010).
P
Peennggeerrttiiaann ddaann PPeennggggoolloonnggaann PPllaassttiikk
Istilah plastik mencakup semua bahan yang mampu dibentuk. Dalam
pengertian modern yang lebih luas, plastik mencakup semua bahan sintetik
organik yang berubah menjadi plastis setelah dipanaskan dan mampu dibentuk di
kayu dan logam di bidang industri bangunan dan digunakan juga sebagai pelapis
dan serat untuk tekstil (Amstead, 1993).
Nama plastik mewakili ribuan bahan yang berbeda sifat fisis, mekanis, dan
kimia. Secara garis besar plastik dapat digolongkan menjadi dua golongan besar,
yakni plastik yang bersifat thermoplastic dan yang bersifat thermoset.
Thermoplastic dapat dibentuk kembali dengan mudah dan diproses menjadi
bentuk lain, sedangkan jenis thermoset bila telah mengeras tidak dapat dilunakkan
kembali. Plastik yang paling umum digunakan dalam kehidupan sehari-hari
adalah dalam bentuk thermoplastic (Setyawati, 2003).
Menurut Amstead (1993), pada waktu pemberian bentuknya plastik
thermoset memerlukan panas dengan atau tanpa tekanan dan menghasilkan
produk yang tetap keras. Mula-mula panas yang diberikan melunakkan bahan
plastiknya, akan tetapi panas tambahan atau bahan kimia khusus akan
menimbulkan perubahan kimiawi yang disebut polimerisasi dan sesudah itu
plastik tidak dapat dilunakkan lagi. Polimerisasi adalah suatu proses kimia yang
menghasilkan susunan baru dengan berat molekul yang lebih besar dari bahan
semula. Sedangkan bahan termoplastik tidak mengalami perubahan dalam
susunan kimia sewaktu dicetak dan tidak akan menjadi keras meskipun ditekan
dan dipanaskan. Jenis plastik ini tetap lunak pada suhu yang tinggi dan baru
mengeras ketika didinginkan. Selain itu termoplastik dapat dicairkan kembali
berulang-ulang dengan pemanasan kembali.
Sedangkan Hartomo et.al. (1992) mengatakan bahwa plastik termoset
(mengembang), namun plastik termoplastik melarut pada pelarut tertentu, yang
amorf larut, yang kristal larut pada suhu tunggi.
Secara garis besar, plastik dapat dikelompokkan menjadi dua golongan,
yaitu: plastik thermoplast dan plastik thermoset. Plastik thermoplast adalah plastik
yang dapat dicetak berulang-ulang dengan adanya panas. Yang termasuk plastik
thermoplast antara lain : PE, PP, PS, ABS, SAN, nylon, PET, BPT, Polyacetal
(POM), PC dll. Sedangkan palstik thermoset adalah plastik yang apabila telah
mengalami kondisi tertentu tidak dapat dicetak kembali karena bangun
polimernya berbentuk jaringan tiga dimensi. Yang termasuk plastic thermoset
adalah: PU (Poly Urethene), UF (Urea Formaldehyde), MF (Melamine
Formaldehyde), polyester, epoksi dll (Mujiarto, 2005).
B
Baahhaann BBaakkuu PPllaassttiikk TThheerrmmooppllaassttiikk
Untuk mengetahui penggunaan plastik secara tepat, maka perlu diketahui
bahan baku yang digunakan :
a. Polyethylene (PE) adalah polimer yang termasuk golongan polyolefins yang
dibuat dengan polimerisasi gas etilena (CH2=CH2), etilena dapat dibuat
dengan memberi gas hidrogen pada hasil fraksi minyak bumi, gas alam atau
asetilen. PE mempunyai berat molekul rata-rata 50.000 – 300.000 dan tahan
terhadap air, bahan kimia, tetapi pada suhu diatas 600C dapat bereaksi
dengan beberapa hidrokarbon organik dan tidak dipengaruhi oleh asam dan
basa kuat kecuali asam nitrat pada suhu tinggi. PE pada umumnya
diklasifikasikan atas tiga golongan, yaitu low density polyethylene (LDPE)
dengan kerapatan 0,910 g/cm3 paling banyak digunakan sebagai kantung dan
kerapatan 0,941 g/cm3 – 0,956 g/cm3 bersifat lebih kaku serta lebih tahan
terhadap suhu tinggi mencapai 1200C dan medium density polyethylene
(MDPE) dengan kerapatan 0,926 g/cm3- 0,940 g/cm3
b.. Polypropylene (PP), bahan ini bersifat lebih kaku, memiliki kekuatan tarik
dan kejernihan yang lebih baik daripada polyethylene dan juga permeabilitas
uap air rendah. Titik leleh polypropylene cukup tinggi yaitu 1670C dan
sukar untuk direkatkan dengan panas dibandingkan dengan polyethylene.
Bahan ini banyak digunakan untuk karung plastik.
c. Polystyrene (PS), bahan ini dibuat dari minyak bumi dengan jalan
polimerisasi styren. PS banyak digunakan sebagai pembungkus karena
jernih dan mengkilap dengan titik leleh yang tidak tinggi yaitu 560C
sehingga tidak dapat digunakan untuk produk yang memerlukan pemanasan
tinggi, disamping itu PS sukar direkatkan dengan panas. PS banyak
digunakan untuk pengemasan buah-buahan, sayuran, daging, susu, yoghurt
dan lain sebagainya (Birley et al, 1988 dalam Yusuf, 2000).
G
Gaammbbaarr22..PPllaassttiikkddaauurruullaannggjjeenniiss::((aa))LLDDPPEE;;((bb))PPPP;;ddaann((cc))PPSS
T
Taabbeell11..TTeemmppeerraattuurrlleelleehhpprroosseesstteerrmmooppllaassttiikk P
PrroocceessssiinnggTTeemmppeerraattuurreeRRaattee M
Maatteerriiaall ooC C ooF F
ABS 180 - 240 356 – 464
Acetal 185 –225 365 – 437
Acrylic 180 – 250 356 – 482
Nylon 260 – 290 500 – 554
Poly Carbonat 280 – 310 536 - 590
LDPE 160 – 240 320 – 464
HDPE 200 – 280 392 – 536
PP 200 – 300 392 – 572
PS 180 – 260 356 – 500
PVC 160 - 180 320 – 365
Sumber: Mujiarto (2005).
P
Peennggeelloollaaaann LLiimmbbaahh PPllaaststiikk DDeennggaann MMeettooddee RReeccyycclle e ((DDaauurr UUllaanngg))
Pemanfaatan limbah plastik merupakan upaya menekan pembuangan
plastik seminimal mungkin dan dalam batas tertentu menghemat sumber daya dan
mengurangi ketergantungan bahan baku impor. Pemanfaatan limbah plastik dapat
dilakukan dengan pemakaian kembali (reuse) maupun daur ulang (recycle). Di
Indonesia, pemanfaatan limbah plastik dalam skala rumah tangga umumnya
adalah dengan pemakaian kembali dengan keperluan yang berbeda, misalnya
tempat cat yang terbuat dari plastik digunakan untuk pot atau ember
(Syahfitrie, 2001 dalam Macklin, 2009).
Pemanfaatan limbah plastik dengan cara daur ulang umumnya dilakukan
oleh industri. Secara umum terdapat empat persyaratan agar suatu limbah plastik
dapat diproses oleh suatu industri, antara lain limbah harus dalam bentuk tertentu
sesuai kebutuhan (biji, pellet, serbuk, pecahan), limbah harus homogen, tidak
terkontaminasi, serta diupayakan tidak teroksidasi. Untuk mengatasi masalah
tersebut, sebelum digunakan limbah plastik diproses melalui tahapan sederhana,
yaitu pemisahan, pemotongan, pencucian, dan penghilangan zat-zat seperti besi
Pemanfaatan plastik daur ulang dalam pembuatan kembali barang-barang
plastik telah berkembang pesat. Hampir seluruh jenis limbah plastik (80%) dapat
diproses kembali menjadi barang semula walaupun harus dilakukan pencampuran
dengan bahan baku baru dan additive untuk meningkatkan kualitas
(Syahfitrie, 2001). Menurut Hartono (1998) empat jenis limbah plastik yang
populer dan laku di pasaran yaitu polietilena (PE), high density polyethylene
(HDPE), polipropilena (PP), dan asoi.
P
Pllaassttiikk DDaauurr UUllaanngg SSeebbaaggaaii MMaattrriikkss
Di Indonesia, plastik daur ulang sebagian besar dimanfaatkan kembali
sebagai produk semula dengan kualitas yang rendah. Pemanfaatan plastik daur
ulang sebagai bahan konstruksi masih sangat jarang ditemui. Pada tahun 1980-an,
di Inggris dan Italia plastik daur ulang digunakan untuk membuat tiang telepon
sebagai pengganti tiang kayu atau besi. Di Swedia plastik daur ulang
dimanfaatkan sebagai bata plastik untuk pembuatan bangunan bertingkat, karena
ringan serta lebih kuat dibandingkan bata yang umum dipakai (Setyawati, 2003).
Pemanfaatan plastik daur ulang dalam bidang komposit kayu di Indonesia
masih terbatas pada tahap penelitian. Ada dua strategi dalam pembuatan komposit
kayu dengan memanfaatkan plastik, pertama plastik dijadikan sebagai binder
sedangkan kayu sebagai komponen utama; kedua kayu dijadikan bahan pengisi /
filler dan plastik sebagai matriksnya. Penelitian mengenai pemanfaatan plastik
polipropilena daur ulang sebagai substitusi perekat termoset dalam pembuatan
papan partikel telah dilakukan oleh Febrianto, dkk., (2001). Produk papan partikel
yang dihasilkan memiliki stabilitas dimensi dan kekuatan mekanis yang tinggi
sebagai matriks komposit kayu plastik dilakukan Setyawati (2003) dan
Sulaeman (2003) dengan menggunakan plastik polipropilena daur ulang. Dalam
pembuatan komposit kayu plastik daur ulang, beberapa polimer termoplastik
dapat digunakan sebagai matriks, tetapi dibatasi oleh rendahnya temperatur
M
M
E
E
T
T
O
O
D
D
E
E
P
P
E
E
N
N
E
E
L
L
I
I
T
T
I
I
A
A
N
N
W
Waakkttuu ddaann LLookkaassii PPeenneelliittiiaann
Penelitian ini dilaksanakan pada bulan Agustus hingga bulan September
tahun 2009. Pembuatan contoh uji dan pengujian sifat fisis dilaksanakan di
Laboratorium Teknologi Hasil Hutan Departemen Kehutanan Fakultas Pertanian
Universitas Sumatera Utara dan Laboratorium Kimia Polimer Fakultas
Matematika dan Ilmu Pengetahuan Alam Universitas Sumatera Utara. Pengujian
sifat mekanis dilakukan di Laboratorium Biokomposit Departemen Hasil Hutan
Fakultas Kehutanan Institut Pertanian Bogor.
B
Baahhaann ddaann AAllaatt PPeenneelliittiiaann
Bahan-bahan yang digunakan dalam penelitian ini adalah limbah kayu
berupa serbuk kayu gergajian rendaman dan tidak direndam. Plastik daur ulang
berupa plastik cacah jenis Low-Density Polyethylene (LDPE), Polypropylene
(PP), dan Polystyrene (PS).
Alat-alat yang digunakan dalam penelitian ini adalah ember sebagai wadah
rendaman serbuk kayu, kantong plastik ukuran 20 kg sebagai wadah serbuk kayu,
saringan ukuran 40 mesh untuk menyaring serbuk kayu, kaliper untuk pengukuran
dimensi, neraca analitik untuk mendapatkan berat contoh uji, oven untuk
pengeringan bahan baku dan contoh uji dalam pengujian sifat fisis, plat besi dan
bingkai besi ukuran 25 cm x 20 cm x 1 cm untuk cetakan papan plastik,
alumunium foil untuk melapisi permukaan adonan papan plastik selama
mesin hot press untuk mengempa papan, mesin bandsaw sebagai alat pemotong
contoh uji, stick sebagai penyangga sewaktu pengkondisian dan pengeringan, alat
Universal Testing Machine Instron untuk pengujian sifat mekanis, kamera sebagai
alat dokumentasi.
R
Raannccaannggaann PPeenneelliittiiaann
Penelitian ini menggunakan rancangan acak lengkap (RAL) faktorial
dengan dua faktor perlakuan yaitu:
1. Jenis plastik daur ulang yang digunakan
a. XX1: 1 Low-Density Polyethylene (LDPE)
b. XX2: 2 Polypropylene (PP)
c. XX3: 3 Polystyrene (PS)
2. Serbuk kayu yang digunakan
a. YY1: Serbuk Kayu Tidak direndam 1
b. YY2: Serbuk Kayu Direndam 2
Jadi sampel yang dihasilkan adalah sebanyak 6 sampel perlakuan, yaitu:
X
X11YY11,, XX22YY11,, XX33YY11,,
X
X11YY22,, XX22YY22,, XX33YY22,,
Dimana masing kombinasi perlakuan tersebut dilakukan sebanyak 3
ulangan. Dengan demikian jumlah sampel papan komposit yang didapatkan
adalah sebanyak 18 papan.
Model statistik yang digunakan adalah:
Y
Dimana:
Y
Yiijjkk = Nilai pengamatan jenis plastik daur ulang ke-i, dengan serbuk kayu ke-j,
pada ulangan ke-k
µ
µ = Rataan umum/nilai tengah α
αii = Pengaruh variasi jenis plastik daur ulang ke-i
β
βjj = Pengaruh variasi serbuk kayu ke-j
(
(αβαβ))iijj= Pengaruh interaksi antara jenis plastik daur ulang ke-i dengan serbuk
kayu ke-j
∑
∑iijjk k = Pengaruh acak (galad) percobaan jenis plastik daur ulang ke-i dengan
serbuk kayu ke-j serta pada ulangan ke-k
Untuk mengetahui pengaruh dari perlakuan-perlakuan yang dicoba,
dilakukan analisis keragaman dengan kriteria uji jika F hitung ≤ F tabel maka H0
memberikan pengaruh yang nyata, sedangkan apabila F hitung > F tabel maka H0
memberikan pengaruh yang tidak nyata.
Untuk mengetahui taraf perlakuan yang berpengaruh di antara faktor
perlakuan maka dilanjutkan dengan menggunakan Uji Wilayah Berganda Duncan
(Duncan Multiple Range Test) dengan tingkat kepercayaan 95 %.
P
Prroosseedduur r PPeenneelliittiiaann
P
Peerrssiiaappaann BBaahhaann BBaakkuu
P
Peerrssiiaappaannsseerrbbuukkkkaayyuusseebbaaggaaiiffiilllleerr
Pengumpulan limbah kayu berupa serbuk kayu gergajian yang didapat dari
industri penggergajian dan belum dapat diketahui spesies karena merupakan
kayu yang diberi perlakuan direndam dan tidak direndam dengan kriteria sebagai
berikut:
1. Untuk memperoleh serbuk kayu rendaman maka serbuk kayu direndam
selama 3 hari dengan penggantian air sebanyak 1 kali sehari. Serbuk kayu
direndam dengan tujuan untuk melarutkan zat-zat ekstraktif terutama pati
yang terkandung dalam partikel serbuk kayu sehingga kadar zat ekstraktifnya
dapat berkurang.
2. Untuk serbuk kayu tidak direndam maka serbuk kayu tidak direndam atau
langsung diproses untuk dijadikan bahan baku papan plastik.
Kemudian serbuk direndam dan tidak direndam dijemur sampai kondisi
kering udara hingga KA mencapai ± 5% dan selanjutnya disaring dengan saringan
ukuran 40 mesh. Alur kerja persiapan serbuk kayu sebagai filler disajikan pada
G
Gaammbbaarr33berikut :
G
P
PeerrssiiaappaannppllaassttiikkLLDDPPEE,,PPPP,,ddaannPPSSddaauurruullaannggsseebbaaggaaiimmaattrriikkss
Plastik daur ulang yang digunakan adalah yang berasal dari jenis plastik
Low-Density Polyethylene (LDPE), Polypropylene (PP), dan Polystyrene (PS).
Ketiga jenis plastik tersebut berupa plastik cacah atau berupa potongan-potongan
plastik yang telah dibersihkan terlebih dahulu sebelum diproses sebagai bahan
baku papan plastik.
K
Koommppoossiissiikkeebbuuttuuhhaannbbaahhaannbbaakkuuppaappaannppllaassttiikk
Perbandingan antara komposisi campuran kayu dengan jenis plastik adalah
30 : 70, di mana berat kayu adalah 150g dan jenis plastik adalah 350g sehingga
total kebutuhan bahan baku untuk pembuatan satu papan plastik adalah 500g.
Perbandingan ini dibuat sesuai dengan hasil penelitian sebelumnya oleh Lubis,
et.al. (2009), di mana papan plastik yang dihasilkan pada komposisi komposisi
30 : 70 menghasilkan kualitas yang baik. Untuk komposisi kebutuhan baku papan
plastik disajikan pada TTaabbeell1. 1
T
Taabbeell22..KKoommppoossiissiikkeebbuuttuuhhaannbbaahhaannbbaakkuuppaappaannppllaassttiikk
J
Jeenniiss PPllaassttiikk PePerrllaakkuuaann K
Kaaddaarr PPaarrttiikkeell ((%%)) KaKaddaarr PPllaassttiikk ((%%))
LDPE 30 70
PP 30 70
PS 30 70
P
Prroosseess PPeemmbbuuaattaann PPaappaann PPllaassttiikk
P
Prroosseessppeennccaammppuurraann
Bahan baku serbuk kayu sebagai filler yang telah dikeringkan dalam oven
dicampur dengan plastik daur ulang LDPE cacah sebagai matriks. Kemudian
campuran tersebut selanjutnya dimasukkan ke dalam alat pencetak lembaran yang
tercampur merata, selanjutnya permukaannya dilapisi dengan alumunium foil agar
permukaan papan plastik yang dihasilkan lebih baik ketika produk papan plastik
akan dikeluarkan dari cetakan kempa. Untuk plastik daur ulang cacah jenis PP dan
PS sebagai matriks yaitu sama seperti proses pencampuran di atas namun hanya
jenis matriksnya saja yang diganti dengan matriks jenis PP dan PS.
P
Peennggeemmppaaaann
Setelah dicetak ke dalam cetakan yang berukuran 25 cm x 20 cm x 1 cm,
selanjutnya cetakan dimasukkan ke dalam mesin hot press pada suhu ± 155º C
pada LDPE, ± 175ºC padaPP,dan 185 ºC pada PS dengan tekanan masing-masing
sebesar 30 kg/cm2. Dimana pemberian tekanan pada pengempaan dilakukan
dengan dua tahapan yaitu pada 15 menit pertama, papan tidak diberi tekanan
namun hanya diberikan suhu dengan tujuan untuk melelehkan adonan, kemudian
pada menit selanjutnya (menit ke-16) sampai menit ke-45, papan kemudian diberi
tekanan. Berkaitan dengan suhu yang ditentukan pada pengempaan didasarkan
pada percobaan pendahuluan dengan beberapa kali ulangan yaitu pada LDPE suhu
pada beberapa ulangan adalah 125 ºC,150 ºC,155 ºC.Pada daur ulang PP suhu
yang dilakukan adalah 150 ºC, 170 ºC, 175 ºC. Pada daur ulang PS suhu yang
dilakukan pada proses pengempaan adalah 150 ºC, 175 ºC, 185 ºC. Sehingga dari
beberapa kali ulangan maka suhu yang digunakan pada daur ulang plastik yang
digunakan adalah pada suhu yang telah ditentukan seperti diatas.
P
Peennggkkoonnddiissiiaann
Selanjutnya cetakan lembaran dikeluarkan dari cetakan kempa. Lembaran
menit agar terjadi pengerasan matriks dan mencegah terjadinya perubahan bentuk
dari lembaran yang masih dalam keadaan panas sebelum dikeluarkan dari klem
(ruang kempa). Selanjutnya dilakukan pengkondisian selama satu minggu untuk
melepaskan tegangan sisa dalam papan akibat pengempaan.
P
Peemmoottoonnggaann CCoonnttoohh UUjjii
Pola dan ukuran contoh uji dapat dilihat pada GGaammbbaarr4 berikut ini :4
G
Gaammbbaarr44..PPoollaaPPeemmoottoonnggaannCCoonnttoohhUUjjii
Keterangan :
A
A : Contoh uji untuk kadar air dan kerapatan (10 cm x 10 cm x 1 cm)
B
B : Contoh uji untuk MOR dan MOE (20 cm x 5 cm x 1 cm)
C
D : Contoh uji untuk kuat pegang sekrup (5 cm x 10 cm x 1 cm)
P
Peenngguujjiiaann SSiiffaatt FFiissiiss
K
Keerraappaattaann
Pengujian kerapatan dilakukan pada kondisi kering udara dan volume
kering udara. Contoh uji berukuran 10 cm x 10 cm x 1 cm ditimbang beratnya,
lalu diukur rata-rata panjang, lebar, dan tebalnya untuk menentukan volume
contoh uji. Titik pengukuran dimensi disajikan pada GGaammbbaarr 5. Nilai kerapatan 5
papan plastik dihitung dengan rumus :
G
Gaammbbaarr55..PPeenngguukkuurraannddiimmeennssiippaappaannppllaassttiikk
K
Kaaddaarraaiirr((KKAA))
Contoh uji berukuran 10 cm x 10 cm x 1 cm yang digunakan adalah bekas
contoh uji kerapatan. Kadar air papan plastik dihitung berdasarkan berat awal
(BA) dan berat kering tanur (BKT) selama 24 jam pada suhu 103 ± 2 °C. Nilai
kadar air papan plastik dihitung berdasarkan rumus : Kerapatan (g/cm3) =
) (
) (
3
cm Volume
D
Daayyaasseerraappaaiirr
Contoh uji berukuran 5 cm x 5 cm x 1 cm ditimbang berat awalnya (B1).
Kemudian direndam dalam air dingin selama 2 jam dan 24 jam, setelah itu
ditimbang beratnya (B2). Nilai daya serap air papan plastik dihitung berdasarkan
rumus :
P
Peennggeemmbbaannggaanntteebbaall
Contoh uji berukuran 5 cm x 5 cm x 1 cm sama dengan contoh uji daya
serap air. Pengembangan tebal didasarkan pada tebal sebelum (T1) yang diukur
pada keempat sudut dan dirata-ratakan dalam kondisi kering udara dan tebal
setelah perendaman (T2) dalam air dingin selama 2 jam dan 24 jam. Nilai
pengembangan tebal papan plastik dihitung berdasarkan rumus :
P
Peenngguujjiiaann SSiiffaatt MMeekkaanniiss
K
Keetteegguuhhaannlleennttuurr((mmoodduulluussooffeellaassttiicciittyy))
Pengujian MOE dilakukan bersama-sama dengan pengujian keteguhan
patah (MOR) dengan memakai contoh uji yang sama. Contoh uji berukuran 20 cm
x 5 cm x 1 cm. Besarnya defleksi yang terjadi pada saat pengujian dicatat pada
setiap selang beban tertentu. Nilai MOE dihitung dengan rumus : Daya serap air (%) =
1 1 2 B B B − x 100% Kadar air (%) =
BKT BKT
BA−
x 100%
Dimana :
MOE : Modulus lentur (kg/cm2)
∆P : Beban sebelum batas proporsi (kg)
L : Jarak sangga (cm)
∆Y : Lenturan pada beban (cm)
b : Lebar contoh uji (cm)
d : Tebal contoh uji (cm)
K
Keetteegguuhhaannppaattaahh((mmoodduulluussooffrruuppttuurree))
Contoh uji berukuran 20 cm x 5 cm x 1 cm. Pengujian keteguhan patah
(MOR) dilakukan dengan menggunakan Universal Testing Machine (UTM)
dengan menggunakan lebar bentang (jarak penyangga) 15 kali tebal nominal,
tetapi tidak kurang dari 15 cm. Nilai MOR dihitung dengan rumus :
Dimana :
MOR : Modulus patah (kg/cm2)
P : Beban maksimum (kg)
L : Jarak sangga (cm)
b : Lebar contoh uji (cm)
d : Tebal contoh uji (cm)
Contoh uji yang digunakan berukuran 20 cm x 5 cm x 1 cm pada kondisi
kering udara dengan pola pembebanan disajikan pada GGaammbbaarr66 :
MOR = 2
. . 2 . . 3 d b L P
MOE =
G
Gaammbbaarr66..CCaarraappeemmbbeebbaannaannppeenngguujjiiaannMMOOEEddaannMMOORR
K
Kuuaattppeeggaannggsseekkrruupp((ssccrreewwhhoollddiinnggppoowweerr))
Contoh uji berukuran 5 cm x 10 cm x 1 cm. Untuk kuat pegang sekrup
permukaan dibuat sekrup pada sisi permukaan panel yang disajikan pada GGaammbbaarr
7
7. Sekrup yang digunakan berdiameter 2,7 mm, panjang 16 mm dimasukkan
hingga mencapai kedalaman 8 mm. Nilai kuat pegang sekrup dinyatakan oleh
besarnya beban maksimum yang dicapai dalam kilogram.
G
P
Prroosseess PPeenngguujjiiaann KKuuaalliittaass
Data hasil pengujian sifat fisis dan mekanis yang telah diperoleh kemudian
dibandingkan dengan menggunakan standar JIS A 5908 : 2003, untuk mengetahui
sifat-sifat papan tersebut memenuhi standar yang telah ditetapkan. Parameter
kualitas papan plastik yang diuji adalah kerapatan, kadar air, pengembangan tebal,
dan daya serap air (untuk sifat fisis). Sedangkan untuk sifat mekanis diuji
keteguhan rekat (internal bond), keteguhan pegang sekrup (screw holding power),
modulus patah (MOR), dan modulus elastisitas (MOE). Adapun sifat fisis dan
mekanis papan komposit yang telah distandarkan oleh JIS A 5908 : 2003 terdapat
pada Tabel 3.
T
Taabbeell33..SSiiffaattffiissiissddaannmmeekkaanniissppaappaannkkoommppoossiittddeennggaannssttaannddaarrJJIISSAA55990088::22000033 S
SiiffaattFFiissiissMMeekkaanniiss JJIISSAA55990088::22000033 Kerapatan (g/cm3) 0,4-0,9
Kadar Air (%) 5-13 Daya Serap Air (%) - Pengembangan Tebal (%) Maks 12
MOR (kg/cm2) Min 80
MOE (kg/cm2) Min 20000
Internal Bond (kg/cm2) Min 1,5
Kuat Pegang Sekrup (kg) Min 30
Linear Expanssion (%) -
Hardness (N) -
Emisi Formaldehyde (ppm) Min 0,3
Secara skematis, proses pembuatan dan pengujian papan plastik disajikan
pada GGaammbbaarr88 berikut :
G
H
H
A
A
S
S
I
I
L
L
D
D
A
A
N
N
P
P
E
E
M
M
B
B
A
A
H
H
A
A
S
S
A
A
N
N
P
Peenngguujjiiaann SSiiffaatt FFiissiiss
Pengujian sifat fisis papan komposit yang dilakukan adalah kerapatan,
kadar air, daya serap air (selama 2 jam dan 24 jam), dan pengembangan tebal
(selama 2 jam dan 24 jam). Dengan mengetahui sifat fisis maka dapat diketahui
pengaruh terhadap kekuatan dan tampilan kayu serta sifat mekanis kayu yang
digunakan. GGaammbbaarr9 menunjukkan papan plastik komposit yang dihasilkan. 9
G
Gaammbbaarr99.. ((aa))PPaappaannppllaassttiikkkkoommppoossiitt PPSS,,((bb))ppaappaannppllaassttiikkkkoommppoossiitt LLDDPPEE,,((cc)) p
paappaannppllaassttiikkkkoommppoossiittPPPP
K
Keerraappaattaann
Kerapatan merupakan salah satu sifat fisis yang menunjukkan
perbandingan antara massa benda terhadap volumenya atau banyaknya massa zat
persatuan volume. Hasil penelitian selengkapnya menunjukkan bahwa nilai
kerapatan komposisi plastik yang dihasilkan berkisar antara 0,882 g/cm³ sampai
dengan 0,942 g/cm³. Nilai kerapatan terendah terdapat pada papan komposit
dengan PS dan perlakuan serbuk non rendaman, dan yang tertinggi terdapat pada
papan komposit PP dengan perlakuan serbuk rendaman. Hasil rata-rata kerapatan
pada penelitian ini dapat dilihat pada LLaammppiirraann22 dan GGaammbbaarr1100 berikut.
G
Gaammbbaarr1100..GGrraaffiikknniillaaiikkeerraappaattaannppaappaannppllaassttiikkkkoommppoossiitt
Dari hasil penelitian menunjukkan bahwa papan plastik komposit yang
dihasilkan termasuk dalam kategori papan plastik komposit dengan kerapatan
tinggi. Kategori ini sesuai dengan penggolongan menurut Tsoumis (1991) yang
membagi papan menjadi berkerapatan rendah (0,25-0,40 g/cm³), berkerapatan
sedang (0,40-0,80 g/cm³), dan berkerapatan tinggi (0,80-1,20 g/cm³).
Hasil analisis sidik ragam menunjukkan bahwa kedua faktor yaitu serbuk
(rendaman dan non rendaman) dan jenis plastik (LDPE, PP, dan PS) tidak
menunjukkan adanya perbedaan hasil rata-rata, sehingga disimpulkan kedua
faktor tersebut tidak memberikan pengaruh terhadap kerapatan plastik komposit
yang dihasilkan. Dari hasil analisis juga menunjukkan bahwa tidak ada interaksi
antara kedua faktor tersebut.
JIS A 5908:2003
Pengujian kerapatan, yang dilakukan terjadi penurunan yang berbeda
diantara masing-masing perlakuan. Hal ini disebabkan karena pencampuran
serbuk sebagai filler dan plastik sebagai matrix dilakukan secara manual pada
papan plastik yang akan dibuat, serbuk kayu tidak tercampur secara merata
(homogen) dengan plastik daur ulang sehingga memberikan kerapatan yang
berbeda diantara masing-masing papan plastik. Hasil penelitian dilakukan sesuai
dengan JIS (Japanese Industrial Standar) A 5908-2003 yang mensyaratkan nilai
kerapatan papan partikel sebesar 0,40-0,90 g/cm³. Jadi semua papan plastik
komposit yang dihasilkan telah memenuhi persyaratan yang ditetapkan.
Kerapatan yang dihasilkan tidak mencapai kerapatan sasaran yang
diinginkan yaitu 1 g/cm³. Hal ini disebabkan karena antara serbuk kayu dengan
serbuk plastik tidak di blending sehingga antara serbuk dan plastik tidak homogen
ketika dikempa. Dari Gambar 9 di atas dapat dilihat bahwa kerapatan papan dari
serbuk non rendaman selalu lebih rendah daripada serbuk rendaman. Hal ini
disebabkan pada serbuk rendaman serat-seratnya sudah tersusun lebih rapi dan
padat karena zat-zat patinya sudah hilang sehingga ketika proses pengempaan
antara filler dan matrix lebih gampang merekat. Sedangkan pada papan komposit
plastik dengan perlakuan serbuk tidak direndam masih terdapat banyak pati dan
serat-serat masih dalam keadaan tidak padat sehingga daya rekat ketika proses
pengempaan tidak begitu baik. Faktor lain juga dapat disebabkan karena pada
serbuk non rendaman terdapat debu kotoran yang akan mengurangi daya rekat
pada pengempaan papan komposit plastik. Sehingga pada serbuk rendaman
dipastikan debu yang terdapat pada serbuk tersebut sudah hampir hilang sehingga
Kadar Air
Kadar air menunjukkan besarnya kandungan air di dalam suatu benda
yang dinyatakan dalam persen. Hasil penelitian menunjukkan bahwa kadar air
papan plastik komposit yang dihasilkan berkisar antara 0,42 % sampai dengan
1,47 %. Hasil kadar air pada penelitian ini dapat dilihat pada LLaammppiirraann 4 dan 4
G
Gaammbbaarr111. 1
G
Gaammbbaarr1111..GGrraaffiikknniillaaiikkaaddaarraaiirrppaappaannppllaassttiikkkkoommppoossiitt
Hasil penelitian menunjukkan nilai kadar air yang rendah. Hal ini
disebabkan oleh plastik yang digunakan (LDPE, PP, PS) yang digunakan sebagai
matriks bersifat hidrofobik, sehingga papan komposit plastik yang dihasilkan
tidak mudah menyerap uap air dari lingkungan. Dapat dilihat kadar air dengan
perlakuan serbuk rendaman lebih rendah nilainya dibandingkan dengan perlakuan
serbuk non rendaman. Hal tersebut disebabkan serbuk rendaman tidak dapat
menyerap air lebih banyak karena sudah direndam sedangkan serbuk non
rendaman dapat menyerap air lebih tinggi karena tidak diberi perlakuan rendaman.
Faktor lain adalah karena dinding sel pada serbuk rendaman sudah terisi air terikat JIS A 5908:2003
karena ketika proses pengovenan diduga hanya air bebas pada dinding sel yang
terlepas dan air terikat masih tinggal di dalam dinding sel. Dinding sel pada
serbuk rendaman juga sudah jenuh terhadap air karena sudah melalui proses
perendaman. Hal ini sesuai dengan pernyataan (Haygreen dan Bowyer, 1993)
bahwa air dalam kayu tediri dari air bebas dan air terikat dimana keduaanya secara
bersama-sama menentukan kadar air kayu.
Kadar air papan partikel yang dihasilkan nilainya berbeda-beda, namun
selisih angkanya tidak terlalu jauh dengan yang lainnya. Nilai kadar air pada
papan plastik komposit yang bervariasi ini disebabkan oleh jenis filler serbuk
kayu pada papan tersebut, dimana serbuk kayu pada pembuatan papan komposit
plastik ini merupakan campuran dari berbagai serbuk kayu yang tidak dapat
terindentifikasi dan memiliki kadar air yang bervariasi sebelum dicampur dengan
plastik daur ulang sebagai matriks. Penggunaan serbuk campuran adalah
dikarenakan tidak sulit mendapatkannya sehingga cocok untuk pembuatan papan
komposit plastik dalam jumlah yang besar.
Hasil analisis sidik ragam menunjukkan bahwa faktor serbuk (rendaman
dan non rendaman) tidak menunjukkan adanya perbedaan hasil rata-rata,
sedangkan pada jenis plastik (LDPE, PP, PS) terdapat perbedaan hasil rata-rata
dan perlu dilakukan uji lanjutan. Analisis juga menunjukkan bahwa tidak ada
interaksi antara kedua faktor tersebut.
Berdasarkan Japanese Industrial Standard (JIS) A 5908-2003,
mensyaratkan nilai kadar air sebesar 5-13 %. Semua papan plastik komposit yang
dihasilkan tidak mencapai kadar air minimal yang disyaratkan. Rendahnya kadar
155ºC, 175ºC, 185ºC yang membuat air yang masih terdapat dalam serbuk kayu
mengalami penguapan. Hasil tersebut sangat baik untuk penggunaan interior dan
eksterior karena nilai kadar air yang rendah.
Daya Serap Air
Daya serap air menyatakan banyaknya air yang diserap oleh papan plastik
komposit dalam persen terhadap berat awalnya setelah contoh uji direndam dalam
air pada suhu kamar selama 2 dan 24 jam. Untuk nilai daya serap air pada
perendaman selama 2 jam dapat dilihat pada LLaammppiirraann7 dan 7 GGaammbbaarr1122 berikut
ini.
G
Gaammbbaarr1122.. GGrraaffiikk nniillaaii ddaayyaa sseerraapp aaiirr ppaappaann ppllaassttiikk kkoommppoossiitt ddeennggaann p
peerreennddaammaann22jjaamm
Grafik di atas menunjukkan bahwa nilai daya serap air pada perendaman
2 jam antara 0,48 % pada PP dengan serbuk non rendaman sampai dengan 5,18 %
pada LDPE dengan perlakuan serbuk rendaman. Sedangkan untuk perendaman
selama 24 jam, nilai terkecil tetap terdapat pada PP dengan serbuk non rendaman
sebesar 1,09 % dan nilai yang tertinggi terdapat pada LDPE dengan perlakuan L
serbuk rendaman. Secara lengkap nilai daya serap air untuk perendaman 24 jam
tersaji pada LLaammppiirraann110 dan 0 GGaammbbaarr1133 berikut.
G
Gaammbbaarr1133.. GGrraaffiikk nniillaaii ddaayyaa sseerraapp aaiirr ppaappaann ppllaassttiikk kkoommppoossiitt ddeennggaann p
peerreennddaammaann2244jjaamm
Pada rendaman selama 24 jam terlihat kecenderungan nilai daya serap air
terus meningkat dibandingkan dengan perendaman selama 2 jam. Hal ini
disebabkan semakin mudahnya air masuk melalui serbuk kayu yang bersifat
hidrofilik. Massijaya, et.al (1999) menyebutkan bahwa air yang masuk ke dalam
papan plastik komposit dapat dibedakan atas 2 macam, yaitu air yang langsung
dapat masuk ke dalam papan plastik komposit dan mengisi rongga-rongga kosong
di dalam papan serta air yang masuk ke dalam partikel atau serat pembentuk
papan plastik komposit .
Sifat bahan berlignoselulosa yang higroskopik dan hidrofilik berlawanan
dengan sifat plastik yang hidrofobik. Daya serap air dari papan plastik ditentukan
oleh komponen kayu atau bahan berlignoselulosa yang terdapat dalam papan
plastik. Kayu secara konstan menyerap dan mengeluarkan air sesuai dengan L
temperature dan kelembaban lingkungan (Chauhan dan Aggarwal, 2004 dalam
Adebayo, 2008).
Dari hasil lanjutan Duncan menunjukkan tidak ada perbedaan yang
signifikan pada perlakuan serbuk kayu (rendaman dan non rendaman) dan
interaksi sehingga dapat disimpulkan kedua faktor ini tidak memberikan pengaruh
yang nyata pada daya serap air. Sedangkan pada jenis plastik (LDPE, PP, PS)
terdapat perbedaan hasil rata-rata sehingga perlu dilakukan uji lanjutan.
Berdasarkan Japanese Industrial Standard (JIS) A 5908-2003, tidak
mensyaratkan nilai daya serap air. Namun, uji daya serap air ini perlu dilakukan
untuk mengetahui seberapa besar pengaruhnya terhadap pengembangan tebal.
P
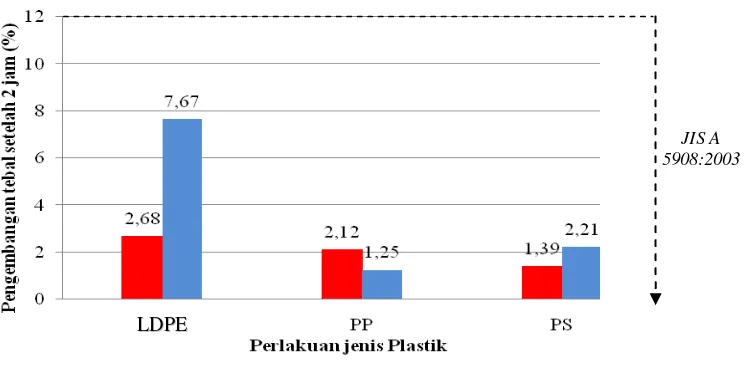
Peennggeemmbbaannggaann TTeebbaall
Pengembangan tebal adalah besaran yang menyatakan pertambahan tebal
contoh uji dalam persen terhadap tebal awalnya setelah contoh uji direndam dalam
air pada suhu kamar selama 2 dan 24 jam. Untuk perendaman selama 2 jam, nilai
pengembangan tebalnya antara 1,25 % pada PP dengan serbuk non rendaman
sampai dengan 7,66 % pada LDPE dengan serbuk non rendaman. Secara lengkap
nilai rata-rata pengembangan selama 2 jam dapat dilihat pada LLaammppiirraann 113 dan 3
G
G
Gaammbbaarr1144.. GGrraaffiikk nniillaaii ppeennggeemmbbaannggaann tteebbaall ppaappaann ppllaassttiikk kkoommppoossiitt ddeennggaann p
peerreennddaammaann22jjaamm
Sedangkan untuk perendaman selama 24 jam, nilai rata-rata
[image:49.595.122.494.81.264.2]pengembangan tebalnya dapat dilihat secara lengkap pada LLaammppiirraann 115 dan 5
Gambar 15 berikut.
G
Gaammbbaarr1155.. GGrraaffiikk nniillaaii ppeennggeemmbbaannggaann tteebbaall ppaappaann ppllaassttiikk kkoommppoossiitt ddeennggaann p
peerreennddaammaann2244jjaamm
JIS A 5908:2003
JIS A 5908:2003
L LDDPPE E
Grafik di atas menunjukkan bahwa nilai pengembangan tebal dari papan
plastik komposit yang dihasilkan antara 2,05 % pada PP dengan serbuk non
rendaman sampai dengan 10,20 % pada LDPE dengan serbuk non rendaman.
Analisis sidik ragam memperlihatkan bahwa kedua faktor yaitu jenis
serbuk (rendaman dan non rendaman) dan jenis plastik (LDPE, PP, PS) tidak
menunjukkan adanya perbedaan nilai rata, sehingga disimpulkan bahwa kedua
faktor tidak memberikan pengaruh terhadap pengembangan tebal. Berdasarkan
analisis juga memperlihatkan tidak adanya interaksi antara keduanya.
Bila dibandingkan dengan standar Japanese Industrial Standard (JIS) A
5908-2003 yang mensyaratkan nilai pengembangan tebal papan partikel
maksimum 12 % maka nilai pengembangan tebal dari papan plastik komposit
yang dihasilkan telah memenuhi standar dengan nilai tertinggi sebesar 10,20 %.
Dengan rendahnya nilai pengembangan tebal, berarti stabilitas dimensinya baik,
sehingga memungkinkan untuk penggunaan interior dan eksterior. Hal ini sesuai
dengan pernyataan Iswanto (2002) yang menjelaskan sifat pengembangan tebal
papan partikel merupakan salah satu sifat fisis yang akan menentukan suatu papan
partikel dapat digunakan untuk keperluan interior atau eksterior. Tingginya
stabilitas dimensi papan plastik komposit disebabkan sifat plastik yang
hidrofobik. Dengan demikian papan plastik komposit yang dihasilkan cenderung
memiliki sifat hidrofobik juga karena kandungan plastiknya yang mencapai 70
S
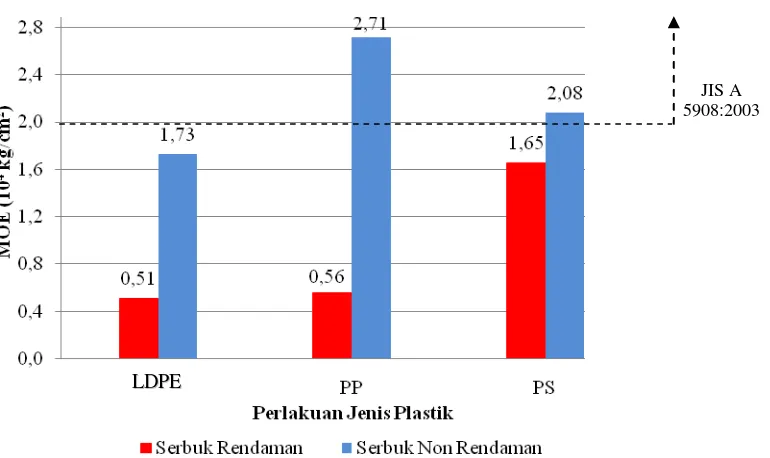
Siiffaatt MMeekkaanniiss KKoommppoossiitt
M
Moodduulluussooffeellaassttiicciitty y ((MMOOEE))
Modulus of elasticity (MOE) merupakan besaran dalam bidang teknik
yang menunjukkan ukuran ketahanan material (dalam hal ini papan plastik
komposit ) untuk menahan beban dalam batas proporsi (sebelum patah). Pada
serbuk rendaman nilai terendah terdapat pada LDPE sebesar 0,51 x 104 kg/cm2
dan tertinggi terdapat pada PS sebesar 1,65 x 104 kg/cm2.Sedangkan pada serbuk
non rendaman, nilai terendah yang didapatkan adalah pada LDPE sebesar
1,73