STEMAN 2014 ISBN: 978-979-17047-5-5
PROSIDING
Seminar Nasional Teknologi Manufaktur 2014
(STEMAN 2014)
Tema:
Teknologi Manufaktur Sebagai Pendorong Produk
Industri Nasional
Bandung, 19-20 Agustus 2014 RINEKAMAYA
Politeknik Manufaktur Negeri Bandung JL Kanayakan No. 21 Oago
Bandung - 40135
Penyelenggara:
~ -,
'~.c:~,.'j
po/man
-
~d1ra-inExcaJe=POLITEKNIK MANUFAKTUR NEGERI BAN DUNG
Jln. Kanayakan 21, Oago-Bandung 40135Homepage -http://www.polman-bandung.ae.id Telepon : (022) 2500241, Fax: (022) 2502649
STEMAN 2014 ISBN: 978-979-17047-5-5
Seminar Nasional Teknologi Manufaktur 2014 (STEMAN 2014)
Tema:
Teknologi Manufaktur Sebagai Pendorong Produk Industri Nasional
Bandung, 19-20 Agustus 2014,
Politeknik Manufaktur Negeri Bandung
RINEKAMAYA
Editor:
Siti Aminah, S.T., M.T. Nuryanti, S.T., M.Sc.
Dewi Idamayanti, S.Sc., M.T.
Desain Sampul:
Pramudiya Tri Hartadi
HakCipta (C)pada Penulis.
HakPublikasi pada Politeknik Manufaktur Negeri Bandung (pOLMAN Bandung). Artikel pada prosiding ini dapat digunakan dan disebarkan secara bebas untuk tujuan bukan komersial, dengan syarat tidak menghapus atau mengubah atribut penulis. Dilarang memperbanyak sebagian atau seluruh isi buku ini dalam bentuk apapun tanpa izin tertulis dari Penerbit dan Penulis. Pemegang Hak Publikasi prosiding ini tidak bertanggung jawab atas tulisan dan opini yang dinyatakan oleh penulis dalam prosiding ini.
STEMAN 2014 ISBN 978-979-17047-5-5 \
KAT
A PENGANT AR
Prosiding ini berisi makalah-makalah yang dipresentasikan pad a STEMAN2014, yaitu
seminar dalam rangka memperingati Dies Natalis ke-37 Politeknik Manufaktur
Negeri Bandung (pOLMAN Bandung) dalam bidang Rekayasa dan Teknologi
Manufaktur di Indonesia. STEMAN2014 memilih tema Teknologi Manufaktur Sebagai Produk Industri Nasional.
Tujuan utama dari seminar ini adalah:
1. Meningkatkan kontribusi akademisi dan profesional dalam pengembangan rekayasa dan teknologi manufaktur.
2. Sebagai media diskusi dan pertukaran informasi dalam kegiatan penelitian dan pengembangan di bidang rekayasa dan teknologi manufaktur.
3. Membangun komunikasi dan jaringan antara perguruan tinggi, industri, lembaga penelitian dan pihak lainnya yang terkait.
Topik-topik yang dibahas di dalam seminar dan prosiding ini meliputi:
1. Rekayasa dan Teknologi Manufaktur untuk Pertanian, Pertambangan,
Otomotif, Elektronika, Lingkungan, Mitigasi Bencana, Energi Alternatif dan Terbarukan, Industri Kecil, dll.
2. Perancangan dan Pengembangan Produk Manufaktur 3. Teknologi Material
&
Metalurgi4. Proses dan Teknologi Manufaktur
5. Mesin dan Peralatan Industri Manufaktur 6. Sistem Manufaktur
7. Sistem Kendali dan Mekatronika Industri Manufaktur 8. Sosio-Manufaktur
9. Topik-topik lainnya yang terkait dengan rekayasa dan teknologi manufaktur Seminar ini merupakan sarana diskusi ilmiah, komunikasi dan pertukaran informasi bagi para akademisi, peneliti, praktisi industri, pemerintah dan stakeholder lainnya
dalam pengembangan rekayasa dan teknologi manufaktur. Panitia STEMAN 2014
menerima Extended Abstract sebanyak 75 hasil penelitian dari mahasiswa dan
dosen Politeknik Manufaktur Negeri Bandung, Universitas Gajah Mada, Universitas Jenderal Achmad Yani, Institut Teknologi Adhi Tama Surabaya, Universitas Syiah Kuala Aceh, Universitas Trunojoyo Madura, Politeknik Merlimau dan Kolej Komuniti Jasin, Malaysia, dan UPT. Balai Pengolahan Mineral Lampung-LiPI. Setelah melalui seleksi dan evaluasi oleh tim reviewer dan dewan editor, panitia memutuskan sebanyak 70 makalah dapat diterima untuk dipresentasikan dalam STEMAN2014.
Hasil dari seminar nasional ini diharapkan dapat memberikan kontribusi pemikiran untuk mendukung terbentuknya industri manufaktur nasional yang unggul dan meningkatnya daya saing bangsa.
STEMAN 2014
SUSUNAN PANITIA STEMAN 2014
Komite Program :Ketua Direktur POLMAN
Anggota : Para Wadir POLMAN Tim Pengarah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (Direktur POLMAN Bandung) Prof. Dr. Ir. Yatna Yuwana M. (Dekan FTMD- ITB)
Prof. Dr. Ir. Tresna Priyana Soemardi, SE., M.S. (Universitas Indonesia) Dr. Zainal Arief, S.T., M.T. (Direktur PENS Surabaya)
Tim Penelaah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (pOLMAN Bandung/ITB) Prof. Dr. Ir. Yatna Yuwana M. (FTMD ITB)
Engr. Dr. Md Saidin Wahab (UTHM - Malaysia)
Ir. Dadet Pramadihanto, M.Eng., Ph.D. (PENS- Surabaya) Dr. Ismet P. Ilyas, BSMET, M.Eng.Sc. (pOLMAN Bandung) Dr. Carolus Bintoro, MT. (Politeknik Negeri Bandung) Dr. Ing. Yuliadi Erdani, M.Sc. (pOLMAN Bandung) Dr. Beny Bandanadjaya, ST., MT. (pOLMAN Bandung) Dr. Noval Lilansa, MT. (pOlMAN Bandung)
Dr. Amang Sudarsono (PENS - Surabaya) Dr. Ali Ridho (PENS- Surabaya)
Dr. Dipl. Ing. Ahmad Taqwa, MT. (POLSRI-Palembang)
Pelaksana: Ketua Anggota
Emma Dwi Ariyani, S.Psi., M.Si.
Adies Rahman Hakim, ST., MT. Agus Surjana Saefudin, ST., MT. Dewi Idamayanti, ST., MT. Nuryanti, S.T, M.Sc.
Reza Yadi Hidayat, ST., MT. Roni Kusnowo, ST., MT~ Supriyadi Sadikin, S.IP., M.Si.
Siti Aminah, ST., MT. Wiwik Purwadi, ST., MT. Yoyok Setiyo Pamuji, ST. Kiki Sri Nur Endah, ST. Ratih Suhartini, S.Pd. Yati Yulia, S.AP
Elis Siti Munawaroh, S.AP Idan Sukmara
Pramudiya Tri Hartadi Engkos Koswara Alamat Sekretariat :
Politeknik Manufaktur Negeri Bandung
Sdri. Ratih Suhartini
Jl. Kanayakan No. 21 DagoBandung - 40135 Tel. 022-2500241; Fax. 022 -2502649 Email: steman@polman-bandung.ac.id Homepage: steman. polman-bandung.ac. id
11
STEM AN 2014 ISBN 978-979-17047-5-5
DAFTAR
ISI
Kata Pengantar Susunan Panitia ii Daftar Isi. ... .... . . . ... .... ... .. .. .. .. . . .. iv Keynote Speaker Universitas IndonesiaProf. Dr. Ir. Tresna Priyana Soemardi, SE., M.S.
Dirjen Kerjasama Industri Internasional Kementerian Perindustrian Ir. Agus Tjahajana, SE., M.Sc.
Chief Operation Officer PT Astra Otoparts-Winteq Direktur - PT Federal Izumi Mfg.
Reiza Treistanto
Abstrak Makalah Peserta
BIDANG KAJIAN : REKAYASA DAN TEKNOLOGI MANUFAKTUR UNTUK PERTANIAN, PERTAMBANGAN, OTOMOTIF, ELEKTRONIKA, DLL
Aplikasi Metode Perancangan Pahl-Beitz pada Perancangan Lini Produksi
Iman Apriana . . . . ... ... .. . .. ... . . . . .... . .. 2 Design for Sustainability (DFS) and Design for Environment (DfE) Practices in
Automotive industry
SKH Muhammad Bin SKH Abd Rahim. 8
Pembuatan dan Pengujian Model Pahat Insert dari Baja 34CrNiMo6 Melalui Proses Pack Carburizing
Umen Rumendi. 15
Pengaruh Temperatur dan Dwell Time Degassing terhadap Porositas Gaspada Aluminium JIS AC4C dengan Metode Gravity Casting
Balqis Mentari Efendi. 21
The Optimization Of Power Conversion From Wind Energy
Norhana Binti Safee. 27
Modifikasi Vessel Nissan CWB45-ALDN45 untuk Peningkatan Kapasitas Angkut Unit Truck
Herman Budi Harja. 32
STEMAN 2014 ISBN 978-979-17047-5-5
PEMBUATAN DAN PENGUJIAN PAHAT MODEL INSERT
DARI BAJA 34CrNiMo6 MELALUI PROSES PACK
CARBURIZING
l>Umen Rumendi, 2)Budi Hartono Setyamarga I)Dosen pada Jurusan Teknik Manufaktur
Politeknik Manufaktur Negeri Bandung JI.Kanayakan no21Dago Bandung 40135
Emai: limen rumendi2012(((vahoo.Clll1l
2). Dosen pada Jurusan Teknik Mesin danDirgantara
Institut Teknologi Bandung Email: ii..~0i.Lll.•J!u:~~.Li)KI.\?.JJft-.i(\
ABSTR
A
K
Dalam proses pemesinan, alat potong pahat adalah komponen yang sangat dibutuhkan untuk pembuatan sebuah produk baik dalam industri maupun pada dunia pendidikan teknologi seperti Politeknik dan SMK. Salah satu mesin yang memerlukan alat potong pahat adalah mesin bubut. Permasalahan yang terjadi sekarang ini adalah sulitnya bagi sekolah sekolah teknik yang berada di daerah daerah dalam mendapatkan alat potong untuk melakukan praktik membubut. Untuk mengatasi permasalahan itu, dicoba membuat suatu gagasan baru dengan membuat pahat bubut dalam bentuk standar model pahat insert carbide jenis TNI604 bentuk segitiga terbuat dari baja pemesinan yang biasanya di gunakan untuk elemen mesin. Metode penelitian ini terdiri dari persiapan meterial, pembuatan model pahat insert, proses carburizing dan uji kekerasan dan struktur mikro serta uji memo tong untuk melihat kemampuan pahat dalam memotong baja di mesin bubut. Proses pembuatan model pahat insert dilakukan dengan menggunakan mesin wire cutting jenis turbo Pro 390. Proses pack carburizing menggunakan arang batok kelapa +10% BaCO) pada temperatur 900-950oC dengan soaking timeselama 4 jam. Pengujian distribusi kekerasan dilakukan untuk mengetahui kedalaman kekerasan efektif dari pahat, kemudian pengujian pemotongan dilakukan pada mesin bubut Schaublin 150. Bahan yang dipotong adalah baja karbon rendah St37 dengan diameter 30mm yang dibubut hingga diameter 24mm, dengan kecepatan potong bervariasi dari 16; 20; 24;30; dan 35m/min, pembubutan dilakukan 5xpemotongan dengan ketebalan sayatan masing masing 1mm. Dari hasil pengujian diperoleh data bahwa pahat ini mampu memotong baja dengan baik, sesuai
dengan kecepatan potong (Vc) yang telah ditentukan. Pembubutan dimulai dari 030mm sampai 025mm sepanjang 100mm dan hasilnya diperoleh dimana tingkat kekasaran permukaan tercapai hinggaN8, penyimpangan kelurusan benda hasil bubutan mencapai 0,1mm dan tingkat keausan tepi dan ujung mata pahat
insert maksimum sebesar 0,45mm.
Keywords: cutting tools, manufaktur, pahat insert.pack carburizing, wire cutting, soaking time
P
ENDAHULUAN
Pahat bubut adalah alat potong yang digunakan untuk memotong material pada mesin bubut dengan cara memberikan gaya berupa gaya potong dan gaya tekandi permukaan objek yang dipotong, dengan adanya gaya putar continue dari mesin dan torsi yang terjadi menyebabkan terjadi proses pemotongan pada permukaan benda yang dipotong, berupa serpihan hasil potongan atau disebut juga geram.
Alat potong untuk mesin bubut umurnnya berupa batangan baja paduan tinggi(alloy steeT) yang mempunyai kecepatan potong tinggi seperti High
Speed steel. HSS melalui proses heat treatment, akan memperoleh kekerasan antara 64-66 HRC dan ketangguhan yang tinggi.
Selain HSS adajuga pahat bubut yang terbuat dari proses metalurgi serbuk seperti pahat karbid (carbide) dengan sifat dan ketahanan panas yang tinggi. Para pakar material di Indonesia belum sanggup membuat material sejenis HSS untuk
15
STEMI\N 2014
dijadikan sebagai alat potong. karena untuk proses
pembuatan baja tersebut sangat mahal. Akibatnya
dalam memenuhi kebutuhan alat potong untuk
industri manufaktur masih ketergantungan
terhadap produk luar dengan harga yang mahal.
Untuk menanggulangi hal itu. perlu ada kajia
n-kaj ian ilmiah agar ditemukan gaga san gagasan
baru, untuk mernbuat pahat bubut alternatif yang
terbuat dari baja yang ada di pasaran melalui proses heat treatment agar tidak selalu
ketergantungan lagi ke negara lain.
Pada penelitian ini, akan diteliti material jerus
machinerv steel DIN 34 Cr Ni Mo 6. yang
kornposisinya terdiri dari 0,30 - 0,38% C + 1,5%
Chrom + unsur Nikel 1,4-1.7% clan Molibdenum
0,2% untuk dijadikan pahat alternatif pengganti
HSS yang mampu memotong logam lain [tabel
baja. Bohler]. Penelitian dilakukan melalui proses
perlakuan panas, dengan menggunakan metode
pack carburizing. Sebago! referens.i penelitian
terhadap baja jenis yang sarna telah dilakukan oleh
beberapa peneliti sebel umnya. Bandanadjaya"
telah meneliti bahwa pada baja AISI4340 yang
mengalami proses karburisasi. hardening clan
tempering, layak digunakan untuk ballistic material. Material ini dapat digunakan untuk
pernakaian pada kendaraan tahan peluru. Proses
karburisasi pada pahat bubut yang terbuat dari baja
St37 juga sudah pernah teliti oleh Rumendi dan
Purnawannan" Ihasilnya pahat bubut ini terbukti
dapat dipakai untuk mernotong logam aluminium
dan kuningan dengan baik. Wiwik dan Rumendil71
telah melakukan penel itian pada baja bangunan
diproses carburizing dan quenching di air hasilnya menunjukkan bahwa baja tersebut bisa cliaplikasi
pada alat potong dengan baik.
ISBN 918-979-17047-5-5
Kebutuhan pahat bubut saat ini, tidak hanya untuk
industri manufaktur, tapi juga untuk program praktik di lembaga pendidikan teknik seperti SMK
dan Politeknik sehinga marnpu menekan biaya alat
potong. Untuk itulah maka perlu dilakukan penelitian lebih lanjut untuk mengembangkan proses carburizing untuk keperluan yang lebih tepat guna yaitu Pembuatan pahat bubut model
insert dari baja pemesinan 34CrNiMo6 untuk alat potong pada proses pembubutan.
Metodologi Peneltian dan Bahan
Persiapan material pahat
proses carburizing
& hardening
Ujikekerasan
Olah data, analisa dan kesirnpulan
16
STEMAN 2014
Bahan Pahat Bubut
Material yang digunakan untuk model pahat bubut
insert adalah baja pemesinan paduan rendah
34CrNiMo6 pertimbangannya adalah, karena
komposisinya terdiri dari unsur unsur yang mampu
membentuk karbida yang tahan terhadap gesekan,
selain iu bahan ini mempunyai suhu tempering
yang tinggi hingga 680°C dengan tensile strength
hingga 1300N/mm2.
Pembuatan pahat Bubut ModelInsert
Pahat dibuat dalam bentuk standar yaitu segitiga
solid seri TNMN 160408 dimana ukuran lebar sisi
A= 9,525mm, tebal pahat T= 4,76mm , radius
ujung pahat r=O,8 mm, jumlah sudut = 6 dengan
sudut negatif, lubang 03,81mm. Mesin yang
dipakai untuk membuat pahat, wire cut type
ROBOFIL 390 EGIE CHARMILES, dengan
Kapasitas arus maks 10000 Watt(IOKW).
Hasil pembuatan adalah terlihat pada
gambar
Gambar 2.Pahat Bubut model insert sebelun di bor
Gambar 3. Pahat bubut Insert setelah di lubangi
ISBN 978-979-17047-5-5
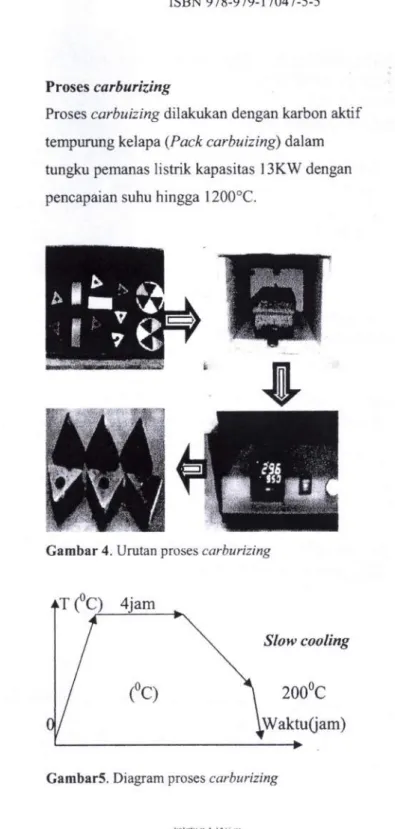
Proses carburizing
Proses carbuizing dilakukan dengan karbon aktif
tempurung kelapa (Pack carbuizing) dalam
tungku pemanas listrik kapasitas 13KW dengan
pencapaian suhu hingga I200°C.
Gambar 4. Urutan proses carburizing
4jam
Slow cooling
GambarS. Diagram proses carburizing
••••1.t#lU.\: '-uv·r11 U 4U /:SU 120 100 I/UL" t 1.6
"
i
1.": ~~.
e c " ,J U 1.U ~.U ~.U 4.U O.U D.'$t.;uloLc l'lrnGambar6. Grafik pengaruhwaktu carburizing terhadap
kedalaman carbon
STEMAN 2014
Pengerasan (hardening)
Pengerasan atau hardening dilakukan setelah
carburizing selesai dilakukan. tujuannya adalah untuk memperoleh permukaan baja yang keras dan tahan aus.
Mekanisme transformasi dari austenit ke martensit adalah transformasi geser atau diffusionless trans/ormation sesuai reaksi:
a BCC==-+ FCCy( allstenite)==-+BCT melalui
quenching ( Martensite)
P
C
Hold time
'!---,---Y.Mktu
Cambar7. Diagram austeisasi&(/If(!nching
Langkah penting yang hams dilakukan setelah
hardening dalah proses tempering tujuan utamanya adalah untuk meningkatkan ketangguhan (toughness) agar baja tidak pecah
icrak) saat digunakan.
Hasil dan Pembahasan
Hasil dari rangkaian proses diatas kemudian dilakukan penguj Ian, baik kekerasan
permukaannya, distibusi kekerasannya dati micro structure-tvy«.
Dari hasil pengujian diperoleh data data seperti terlihat pada beberapa grafik dibawah ini
ISBN 9n-979-I7047-5-5
HasillJii distribusi kekerasan
1000 . 800 600 400 200
•
•
•
• • • •
• •
1 1 J 4Cambar8. Grafik distribusi kekerasan pahat insert
Dari hasil pengujian distribusi kekerasan dapat dilihat bahwa pada kedalaman O.5mm dari
permukaan kekerasannya meningkat hingga I030HVo2 atau setara dengan kekerasan 68 H RC,
sehingga melebihi ,kekerasan pahat HSS yang
hanya mencapai 66 HRC Hasil Uji Struktur Mikto
Untuk mengetahui secara pasti atas peningkatan kekerasan yang telah diperoleh, maka dilakukan pengujian di bagian dalamnya dengan melihat perubahan struktur mikronya yang diuji secara metalography dengan mikroskop
Carnbar 9. Struktur Mikro pahat insert 34CrNiMo6
pada bagian sedalam 0,5111111 dari permukaan
Pernbesaran lOOOx
Dari uji struktur mikro terIihat adanya perubahan struktur dari austenit ke martensit serta
terbentuknya karbida krom, yang mempunyai efek
STEMAN 2014
terhadap peningkatan
permukaannya
ketahanan Iaus pada
Hasil Uji Pemotongan di Mesin Bubut
Pengujian real dari pahat model insert ini
dilakukan pada mesin bubut Schaublini50,
panjang bubutan L=IOOmm tujuannya adalah
untuk mengtahui kemampuan memotong dan
ketahanan aus pada ujung mata pahatnya.
Pengujian ditunjukkan pada proses pembubutan (gambar 9)
GambarlO. Proses pemotongan pahat model insertdari
baja 34CrNiMo6
Hasil uji pemotongan temyata menyebabkan keausan
pahat pada bagian tepi dan ujung mata pahat yang dapat dilihat pada grafik hasil pengujian (gambar 11)
,', -+-VI __ 1'("'''''''''''1''''1: J" ~•·•••••••• 11It". r-. I" jI(.·~,,,•.••,•.••O (11,•••"
Gambar 11.Grafik keausan mata pahat setelah dipakai
memotong pada variasi kecepatan potong(Vc).
Hasil Uji Penyimpangan Kelurusan
Uji penyimpangan dilakukan untuk mengetahui
berapa milimeter besar penyimpangan hasil
bubutan. pengujian dilakukan di lab inspection
ISBN 978-979-17047-5-5
produk. Dari hasil pengujian diperoleh data
seperti terJihat pada grafik gambar
1'.IH:I:~ IJ,)(l ~ -·rurUS,'II"':'
I,•.'!
•
•
•
•
•
----I'.'Ir.'.·,',1',
t.. ", ..t'!
Gambarll. Hasil uji kelurusan rata rata O,lmm
Uji Kekasaran Permukaan
Pengujian kekasaran permukaan dilakukan
dengan menggunakan alat roughness tester untuk
melihat secara pasti apakah pahat yang di
gunakan selama pemotongan terjadi keausan
berlebih atau tidak. Dari hasil pengukuran dapat
dilihat bahwa kekasaran permukaan hasil bubutan
seperti terlihat pada grafik surface roughness
gambar 13 I . --. _ r ~ • , -. ,,,,.,. l_~,"'''\i·'''~-·'·'--'' -19
STEMAN 2014 ,,~_.an :-Moi(,"r'-.-P ,I.~)' V~:~ 'II'_'_'" ~;.r..l•..•••·•.•.•
Gambarl3. Tingkat kekasarun perrnukaan hasil
bubutan pada Vc30mimin (Ng) diuji dengun roughness tester
Kesimpulan dan Saran
Setelah dilakukan penelitian hingga pengujian
lapangan maka dapat disimpulkan bahwa
I.. Baja pemesinan 34CrNiMo6 mampu di tingkatkan kekerasan permukaanya melalui
proses Pack carburizlng
2. Peningkatan kekerasan diperrnukaan pahat bisa mencapai 1030 HYO.2setara dengan 68 HRC 3. Mampu memotong baja karbon rendah St37
dengan baik pada berbagai variasi kecepatan
potong antara 16-35 m/rnenit
4. Tingkat keausan pad a mata pahat pada bagian tepi maupun ujung pahat setelah pemotongan relatifkecil antara 0.03-0.045111111
5. Penyimpangan hasi bubutan relatif kecil sebesar (Ll mm dan tingkat kekasaran rata rata N8
Saran
I. Perlu di teliti lebih lanj ut baik pengembangan bentuk dan geometri pahat ataupun proses heat treatment yang lebih advance.
2. Perlu di coba untuk di produksi guna menekan harga alat porong tcrutama di lembaga
pendidikan teknik mesin dan Politeknik
IS13N 97?l-979-17047-5-5
Daftar Pustaka
I. ASM Handbook Volume 4 Heat Treat
(1998). ASM International.
2. Cox, G.J. (1989), Development
or
AbrasiiResistant Nickel-Containing Alloy Wh
Irons of High Hardness, Nickel Developme Institute NIDI.
3. Krauss, G. (2000), STEELS: Heat Treatme
and Processing Principles. ASl
International.
4. Rochim, Taufiq, 1993, Teori dan Teknolog
Proses Permesinan, HEDS.
5. Bandanadjaya, Beni Modifikasi kekerasai
permukaan Plat Baja AISI4340 Untui
meningkatkan Ketahanan Balistik. Desertas:
S3, Program studi Teknik Material, ITB 2009 6. Setiawan, Deni, Pemakaian cangkang Bekicot iAchatina Fulicai dan cangkang Keong Emas
(Pomacea canaliculata Lamarck) sebagai
energizer dalam proses Karburisasi Padat
Baja Karbon Rendah, Tugas Akhir Sarjana,
Bandung: lnstitut Teknologi Bandung. 2007.
7. Rumendi.Umen, dan Purnawarman.Otto
"Pahat Bubut Baja ST37 Sebagai pahat
alternatif Pengganti Pahat Bubut HSS melalui
carburisasi arang batok" Presiding,
Seminar on Application and Research in
Industrial Technology, SMART,2006, 8. Purwadi. Wiwik clan Rumendi, Umen,
.,Modifikasi Baja Bangunan Menjadi A101
Potong Dalam Proses Pemesinan Logam dan
Kam "Jurnal P &- P7'Vol. IV l102259-26CJ. Desember .20()6.