PENERAPAN METODE THEORY OF CONSTRAINT UNTUK MENGOPTIMALKAN STASIUN KERJA BOTTLENECK DI
PT. INDOJAYA AGRINUSA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
oleh
NOVALIN DWI MARTINA SIBORO NIM 130423006
PROGRAM PENDIDIKAN SARJANA EKSTENSI D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K UNIVERSITAS SUMATERA UTARA
MEDAN 2019
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa, karena atas berkat dan rahmat-Nya sehingga penulis dapat menyelesaikan tugas sarjana.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya Program Studi Ekstensi Strata Satu, Fakultas Teknik, Departeman Teknik Industri, Universitas Sumatera Utara. Tugas sarjana ini berisi tentang penelitian penulis yang berjudul
“Penerapan Metode Theory of Constraint untuk Mengoptimalkan Stasiun Kerja Bottleneck di PT. Indojaya Agrinusa”.
Penulis juga menyadari bahwa penulisan tugas sarjana ini masih mengalami kekurangan sehingga diharapkan saran dan kritik dari berbagai pihak demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi kita semua.
UNIVERSITAS SUMATERA UTARA Penulis
Medan, Februari 2019 Novalin Dwi Martina Siboro
UCAPAN TERIMAKASIH
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa atas berkat dan rahmat-Nya, penulis bisa mengikuti pendidikan di Departemen Teknik Industri USU dengan baik dan menyelesaikan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu penulis mengucapkan terima kasih kepada:
1. Bapak Damianus Siboro dan Ibu Agustina Situmorang selaku orangtua penulis yang selalu memberikan dukungan baik secara moril maupun materil sehingga laporan ini dapat diselesaikan. Penulis menyadari tidak dapat membalas segala kebaikan dan kasih sayang dari kedua orangtua. Oleh karena itu, izinkanlah penulis memberikan karya ini sebagai ungkapan rasa terima kasih kepada Ayahanda dan Ibunda tercinta.
2. Ibu Dr. Meilita Tryana Sembiring, ST. MT., selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana.
3. Ibu Khalida Syahputri, ST. MT., selaku Dosen Pembimbing yang sudah memberikan pembekalan dan arahan dalam pemilihan judul tugas akhir serta waktu, dan bimbingan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Bapak Ir. Mangara M. Tambunan, M.Sc, selaku koordinator tugas akhir yang sudah memberikan arahan dalam pemilihan judul tugas akhir.
5. Seluruh dosen Teknik Industri yang sudah memberikan ilmu selama perkuliahan sehingga penulis memiliki bekal ilmu pengetahuan dan kemampuan teknis untuk bersaing di dunia pekerjaan.
6. Bang Alex dan adik-adikku John, Julius dan Rouli yang selalu setia mendukung dan mendoakan penulis.
7. Seluruh pegawai Teknik Industri, Bang Mijo, Bang Nurmansyah, Kak Rahma dan Kak Mia, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
8. Bapak Haris Tarigan, ST selaku pembimbing lapangan dan seluruh staf pegawai di PT. Indojaya Agrinusa yang telah membantu penulis melakukan penelitian dan membantu penulis dalam pengumpulan data.
9. Teman-teman Ekstensi Teknik Industri Universitas Sumatera Utara, Novelita, Chrisna, Rumata, Indri, Nindy, Septian, Agustriana, Sahatma, Ade, Hendrik, Tiara, Taufiq, dan kakak/abang ekstensi seluruh pihak yang telah membantu penulis terimakasih atas kebersamaan, dukungan dan kerjasamanya.
10. Semua pihak yang telah banyak membantu penulis dalam menyelesaikan laporan ini yang tidak dapat disebutkan satu per satu semoga Tuhan membalaskan kebaikan semua pihak yang terlibat.
UNIVERSITAS SUMATERA UTARA Penulis
Medan, Februari 2019 Novalin Dwi Martina Siboro
ABSTRAK
PT. Indojaya Agrinusa bergerak di bidang pembuatan pakan ternak.
Produk yang dihasilkan adalah pakan ternak ayam (pellet) dan pakan ternak ikan (crumble). PT. Indojaya Agrinusa menghasilkan produk utama, pellet melalui lima stasiun kerja, yaitu stasiun kerja pengeringan, stasiun kerja penggilingan, stasiun kerja pencampuran, stasiun kerja pelleting dan stasiun kerja packing. PT.
Indojaya Agrinusa mengalami masalah penumpukan pada salah satu stasiun kerja yang menyebabkan terjadinya bottleneck. Hal ini dapat dilihat dari data penumpukan yang terjadi pada proses produksi pellet.
Perencanaan produksi sangat menentukan ukuran kemampuan perusahaan dalam penyediaan produk. Jika perencanaan produksi tidak dapat diatur dengan baik, maka dapat menyebabkan terjadinya bottleneck sehingga perusahaan tidak mampu memenuhi permintaan konsumen.
Penelitian ini bertujuan untuk mengoptimalkan kapasitas pada stasiun kerja yang mengalami bottleneck dengan menerapkan theory of constraint untuk menghilangkan kendala (constraint) yang menghambat aliran produksi. Solusi yang dilakukan untuk mengoptimasi stasiun kerja bottleneck adalah dengan melakukan overtime, dimana dilakukan penambahan jam kerja sehingga menghasilkan stasiun kerja non-bottleneck di semua periode. Adapun solusi tambahan yang diusulkan untuk dapat menjadi pertimbangan bagi perusahaan adalah dengan melakukan penambahan mesin pada stasiun kerja penggilingan dan penambahan shift kerja.
Keywords: Bottleneck, Theory of Constraint (TOC), Overtime, Penambahan Mesin, Shift Kerja.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
I PENDAHULUAN ... I-1 1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-4 1.3. Tujuan Penelitian ... I-4 1.4. Manfaat Penelitian ... I-4 1.5. Batasan dan Asumsi ... I-5 1.6. Sistematika Penulisan Laporan ... I-5
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN... II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Lokasi Perusahaan ... II-2 2.4. Daerah Pemasaran ... II-2 2.5. Organisasi dan Manajemen ... II-2 2.5.1. Struktur Organisasi Perusahaan ... II-2 2.5.2. Jumlah Tenaga Kerja ... II-4 2.5.3. Sistem Pengupahan ... II-5 2.6. Proses Produksi ... II-6 2.7. Utilitas ... II-9 2.8. Safety and Fire Protection ... II-10 2.9. Unit Pengolahan Limbah (Waste Treatment) ... II-11
III LANDASAN TEORI ... III-1 3.1. Theory of Constraints (TOC) ... III-1 3.1.1. Prinsip Theory of Constraints (TOC) ... III-1 3.1.2. Langkah-Langkah Theory of Constraints (TOC) ... III-2 3.2. Pengukuran Waktu Kerja Dengan Jam Henti (Stopwatch Time
Study) ... III-5
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.3. Rating Factor dan Allowance ... III-7 3.4. Allowance ... III-10 3.5. Peramalan ... III-11 3.5.1. Metode Peramalan ... III-12 3.5.1.1. Metode Kualitatif ... III-12 3.5.1.2. Metode Kuantitatif ... III-13 3.5.2. Kriteria Performance Peramalan ... III-15 3.5.3. Proses Verifikasi ... III-17 3.6. Jadwal Induk Produksi ... III-19 3.7. Defenisi Kapasitas ... III-20 3.8. Rought Cut Capacity Planning (RCCP) ... III-22
IV METODOLOGI PENELITIAN ... IV-1 4.1. Tempat dan Waktu Penelitian... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-1 4.5. Kerangka Berpikir Penelitian ... IV-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.6. Metode Pengumpulan Data ... IV-3 4.7. Metode Pengolahan Data ... IV-3 4.8. Analisis Pemecahan Masalah ... IV-7 4.9. Block Diagram Prosedur Penelitian ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.2. Pengolahan Data ... V-6 5.2.1. Uji Keseragaman dan Kecukupan Data ... V-6 5.2.2. Perhitungan Waktu Standar ... V-10 5.2.3. Peramalan Permintaan Produk Pellet ... V-11 5.2.4. Penyusunan Jadwal Induk Produksi ... V-21 5.2.5. Perhitungan Rough-Cut Capacity Planning (RCCP) ... V-21
5.2.5.1.Perhitungan Kapasitas yang Dibutuhkan (Capacity Requirement) ... V-21 5.2.5.2.Perhitungan Kapasitas yang Tersedia (Capacity
Available) ... V-23 5.3. Pemecahan Masalah Dengan Pendekatan Theory of Constraint
(TOC) ... V-26
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI ANALISIS DAN PEMBAHASAN ... VI-1
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1
DAFTAR PUSTAKA
LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN 1.1. Data Kapasitas Stasiun Kerja ... I-2 1.2. Data Penumpukan Periode 24 September 2018 – 28 September 2018 ... I-2 2.1. Perincian Tenaga Kerja PT. Indojaya Agrinusa ... II-4 3.1. Penyesuaian Menurut Cara Shumard ... III-8 3.2. Penyesuaian Menurut Westinghouse ... III-9 5.1. Jumlah Permintaan Produk Pellet Januari 2018 s.d Desember 2018 ... V-1 5.2. Elemen Kerja dan Waktu Siklus ... V-2 5.3. Rekapitulasi Waktu Siklus ... V-3 5.4. Jumlah Hari Kerja Periode Januari 2018 Sampai Desember 2018 ... V-4 5.5. Rating Factor ... V-5 5.6. Allowance ... V-5 5.7. Efisiensi dan Utilitas ... V-6 5.8. Rekapitulasi Perhitungan Rata-Rata Waktu Siklus, Standar Deviasi,
BKA, BKB (Detik) ... V-8 5.9. Rekapitulasi Kecukupan Data ... V-9 5.10. Rekapitulasi Waktu Standar Tiap Elemen Kerja ... V-11 5.11. Perhitungan Parameter Peramalan Metode Siklis ... V-14 5.12. Perhitungan Parameter Peramalan Metode Kuadratis ... V-15 5.13. Perhitungan SEE untuk Metode Siklis ... V-17
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.14. Perhitungan SEE untuk Metode Kuadratis ... V-18 5.15. Rekapitulasi Perhitungan Kesalahan Peramalan ... V-18 5.16. Perhitungan Hasil Verifikasi Peramalan Pellet ... V-19 5.17. Hasil Peramalan Permintaan Produk Pellet Periode Januari 2019 s.d
Desember 2019 (Kg) ... V-21 5.18. Rekapitulasi Perhitungan Kapasitas yang Dibutuhkan (CR) ... V-22 5.19. Rekapitulasi Perhitungan Kapasitas Tersedia (CA ) ... V-23 5.20. Rekapitulasi Stasiun Kerja Bottleneck dan Stasiun Kerja Non-
Bottleneck ... V-24 5.21. Jumlah Jam Kerja/Hari Dengan Overtime Periode Januari 2019 s.d
Desember 2019 ... V-27 5.22. Kapasitas yang Tersedia (Capacity Available) pada Stasiun Kerja II
Setelah Overtime ... V-28 5.23. Hasil Solusi Overtime SK 2 ... V-29 5.24. Hasil Solusi Penambahan Shift Stasiun Kerja II ... V-31 5.25. Hasil Solusi Penambahan Mesin Pada Stasiun Kerja II ... V-32
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Indojaya Agrinusa ... II-3 2.2. Aliran Proses Pengolahan Pakan Ternak di PT. Indojaya Agrinusa ... II-8 3.1. Moving Range Chart ... III-17 4.1. Kerangka Berpikir Penelitian ... IV-3 4.2. Block Diagram Pengolahan Data ... IV-6 4.3. Block Diagram Prosedur Penelitian ... IV-8 5.1. Diagram Pencar Permintaan Produk Pellet ... V-12 5.2. Moving Range Chart Fungsi Peramalan Pellet ... V-20 6.1. Kurva Peramalan Permintaan Pellet Periode Januari 2019-
Desember 2019 ... VI-3
DAFTAR LAMPIRAN
TABEL HALAMAN
1. Rating Factor ... L-1 2. Tabel Allowance ... L-2 3. Surat Keputusan (SK) Tugas Akhir ... L-3 4. Form Tugas Sarjana ... L-4 5. Surat Penjajakan Perusahaan ... L-5 6. Surat Balasan dari Perusahaan ... L-6 7. Lembar Asistensi Dosen Pembimbing ... L-7
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perkembangan dunia industri pada saat ini menuntut perusahaan untuk melakukan produksi dengan sempurna. Namun, pada kenyataan di lapangan banyak perusahaan yang memiliki kendala atau masalah pada proses produksi.
Perencanaan produksi sangat menentukan ukuran kemampuan perusahaan dalam penyediaan produk. Jika perencanaan produksi tidak dapat diatur dengan baik, maka dapat menyebabkan terjadinya bottleneck. Bottleneck merupakan stasiun kerja yang memiliki kapasitas lebih kecil dari kebutuhan produksi.
PT. Indojaya Agrinusa bergerak di bidang pembuatan pakan ternak.
Produk yang dihasilkan adalah pakan ternak ayam (pellet) dan pakan ternak ikan (crumble). Proses produksi dilakukan berdasarkan Make to Order (MTO), yaitu produk dibuat berdasarkan pesanan dari konsumen.
PT. Indojaya Agrinusa menghasilkan pellet melalui lima stasiun kerja, yaitu stasiun kerja pengeringan, stasiun kerja penggilingan, stasiun kerja pencampuran, stasiun kerja pelleting dan stasiun kerja packing. Adapun kelima stasiun kerja tersebut memiliki kapasitas sebagai berikut:
Tabel 1.1. Data Kapasitas Stasiun Kerja No Stasiun
Kerja
Kapasitas (Ton/Jam)
1 Pengeringan 5,0
2 Penggilingan 3,5
3 Pencampuran 4,5
4 Pelleting 4,5
5 Packing 4,6
Sumber : PT Indojaya Agrinusa
Dari tabel di atas terlihat adanya perbedaan kapasitas pada stasiun kerja pengeringan (SK I) dan penggilingan (SK II). Stasiun kerja pengeringan (SK I) memiliki kapasitas 5 ton/jam, sedangkan stasiun kerja penggilingan (SK II) memiliki kapasitas 3,5 ton/jam. Perbedaan kapasitas ini dapat menyebabkan terjadinya penumpukan pada stasiun kerja penggilingan (SK II). Hal inilah yang menjadi kendala perusahaan selama ini.
Berdasarkan pengamatan pendahuluan diperoleh data penumpukan yang terjadi di stasiun penggilingan untuk periode 24 September 2018 – 28 September 2018 dapat dilihat pada Tabel 1.2.
Tabel 1.2. Data Penumpukan Periode 24 September 2018 – 28 September 2018
Tanggal
Rencana Produksi
(Kg)
Jumlah Penumpukan
(Kg) 24 September 80.125 2.675 25 September 77.325 2.075 26 September 74.352 2.107 27 September 78.750 2.515 28 September 80.045 2.505
Total 390.597 11.877
Rata-rata 78.119 2.375
Sumber : PT Indojaya Agrinusa
Berdasarkan data pada Tabel 1.2. diketahui bahwa rata-rata penumpukan
mengakibatkan terjadinya keterlambatan proses produksi yang berdampak pada kinerja perusahaan. Oleh karena itu, kendala ini harus dapat diselesaikan agar dapat dilakukan optimalisasi stasiun kerja sehingga tidak terjadi bottleneck. Untuk itu diperlukan suatu pendekatan pemecahan masalah, yaitu dengan mengoptimalkan sumber daya yang ada di pabrik serta mengelola kendala-kendala yang ada di pabrik dengan baik. Salah satu metode yang digunakan untuk mengoptimalkan sumber daya tersebut adalah Theory of Constraint (TOC).
1Penelitian sebelumnya dilakukan oleh Imam Sodikin dan Andrie Widyo Atmoko (2013) menggunakan pendekatan theory of Constraint untuk menganalisis capacity constrained resources guna mengoptimalkan aliran produksi. Penggunaan Theory of Constraint dalam penelitian tersebut digunakan untuk menghilangkan constraint dengan cara memaksimalkan luas area stasiun kerja kendala, mengoptimalkan sumber daya, meningkatkan performansi produksi dan membuat jumlah kombinasi produk yang optimal.
2
1Imam Sodikin, Andrie Widyo Atmoko, Analisis Capacity Constrained Resources Guna Mengoptimalkan Aliran Produksi Dengan Pendekatan Theory Of Constraints, (Yogyakarta: IST AKPRIND Yogyakarta)
2Sonia Nur, dkk: Peningkatan Kapasitas Produksi Melalui Penerapan Theory of Constraint, Penjadwalan Mesin Paralel dan Bottleneck Scheduling Pada Perusahaan Sheet Metal Work, (Jakarta: Fakultas Teknologi Industri, Universitas Trisakti)
Sonia Nur, dkk melakukan penelitian pada perusahaan yang bergerak dalam bidang manufaktur racking system dimana terdapat beberapa stasiun kerja bottleneck yang mengakibatkan laju produksi menjadi tidak lancar dan target produksi tidak tercapai. Pendekatan yang digunakan untuk memecahkan permasalahan tersebut adalah Theory of Constraint (TOC).
Oleh karena itu, masalah penumpukan yang mengakibatkan stasiun kerja mengalami bottleneck pada PT. Indojaya Agrinusa dapat diatasi dengan pendekatan theory of constraint. Theory of constraint digunakan untuk menghilangkan stasiun kerja bottleneck yang merupakan kendala pada proses produksi.
1.2. Perumusan Masalah
Berdasarkan latar belakang masalah di atas, maka rumusan masalah yang dihadapi perusahaan yaitu adanya penumpukan antar stasiun kerja yang menyebabkan terjadinya bottleneck.
1.3. Tujuan Penelitian
Tujuan umum penelitian ini adalah untuk mengoptimalkan kapasitas pada stasiun kerja yang mengalami bottleneck dengan menerapkan theory of constraint.
Tujuan khusus penelitian ini adalah:
1. Mengidentifikasi stasiun kerja non bottleneck dan bottleneck.
2. Mengoptimalkan stasiun kerja yang mengalami bottleneck.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
1. Memberikan pembelajaran kepada mahasiswa dalam mengaplikasikan Theory of Constraint dalam mengatasi kendala- kendala yang ada dalam proses pencapaian target perusahaan.
2. Penelitian ini dapat dijadikan sebagai suatu bahan pertimbangan dalam memperkirakan kendala-kendala yang terjadi pada lantai produksi sehingga perusahaan dapat mengatasi setiap kendala yang terjadi dengan lebih cepat dalam meningkatkan kapasitas produksi.
3. Sebagai tambahan referensi di Depertemen Teknik Industri yang berhubungan dengan perbaikan sistem manufaktur dalam suatu perusahaan.
1.5. Batasan dan Asumsi
Pembatasan masalah dalam penelitian ini adalah:
1. Peramalan permintaan dilakukan untuk dua belas bulan ke depan.
2. Dalam penelitian ini tidak dilakukan penghitungan biaya.
3. Produk yang diteliti adalah pakan ternak ayam, yaitu pellet, sebagai produk utama PT. Indojaya Agrinusa.
Asumsi yang digunakan dalam penelitian ini adalah:
1. Tidak ada perubahan proses pada saat penelitian dilakukan.
2. Tidak ada kerusakan mesin selama penelitian berlangsung.
3. Pekerja dalam keadaan terampil dengan pekerjaannya, memahami prosedur kerja, dan bekerja secara normal.
1.6. Sistematika Penulisan Laporan
Laporan penelitian ini dibagi menjadi beberapa bab mengikuti suatu urutan tertentu sehingga tahapan-tahapannya dapat terlihat dengan jelas. Laporan ini disusun dengan sistematika sebagai berikut :
BAB I Pendahuluan menguraikan latar belakang permasalahan, perumusan masalah, tujuan dan manfaat dari penelitian, batasan masalah dan asumsi yang digunakan dalam penelitian, serta sistematika penulisan tugas sarjana.
BAB II Gambaran Umum Perusahaan menguraikan sejarah singkat dari PT. Indojaya Agrinusa, ruang lingkup bidang usaha, lokasi perusahaan, daerah pemasaran, serta organisasi dan manajemen.
BAB III Tinjauan Pustaka berisi teori-teori yang mendukung pemecahan permasalahan penelitian. Teori yang digunakan berhubungan dengan theory of constraint , waktu standar, peramalan, jadwal induk produksi, kapasitas, rough cut capacity planning, yang dikutip dari buku dan jurnal penelitian sebelumnya.
BAB IV Metodologi Penelitian yang menjelaskan langkah-langkah yang dilakukan dalam penelitian seperti tempat dan waktu penelitian, jenis penelitian, objek penelitian, variabel penelitian, kerangka berfikir penelitian, metode pengumpulan data, metode pengolahan data, serta metode analisis dan pemecahan masalah.
BAB V Pengumpulan dan Pengolahan Data yang memuat data-data yang dikumpulkan peneliti yang berhubungan dengan pemecahan permasalahan penelitian, baik data primer maupun data sekunder, serta bagaimana data-data tersebut diolah untuk memperoleh hasil yang menjadi dasar pemecahan permasalahan tersebut.
BAB VI Analisis dan Pembahasan yang memaparkan analisis terhadap hasil dari pengolahan data dan hasil pemecahan permasalahan penelitian.
BAB VII Kesimpulan dan Saran yang berisi kesimpulan yang diperoleh dari hasil pemecahan masalah, serta saran-saran yang bermanfaat bagi perusahaan dan pengembangan penelitian selanjutnya.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Indojaya Agrinusa merupakan industri yang memproduksi pakan ternak dan berdiri pada tanggal 26 Oktober 1995. PT. Indojaya Agrinusa mendapatkan Izin Usaha Industri dan Tanda Daftar Perusahaan pada tahun 2002, sedangkan pada tahun 2003 perusahaan mendapatkan Izin Gangguan / HO No.
207 / I / PENDA / V / 2003 Tanggal 01 Mei 2003. Program jangka panjang PT.
Indojaya Agrinusa adalah meningkatkan volume penjualan setiap tahunnya dan peningkatan kualitas dengan melakukan diversifikasi produk, penambahan fasilitas produksi dan laboratorium, dimana komitmen ini ditandai dengan perusahaan yang mendapatkan setifikat ISO 9001:2001.
2.2. Ruang Lingkup Bidang Usaha
Perusahaan yang bergerak di bidang pakan ternak, PT. Indojaya Agrinusa memproduksi makanan ternak dengan jenis, yaitu:
1. Pakan Ayam 2. Pakan Ikan
Pakan yang diproduksi berbentuk pellet, yaitu pakan yang berbentuk butiran diberikan untuk pedaging dan ikan yang berguna untuk mempercepat pertumbuhan.
2.3. Lokasi Perusahaan
PT. Indojaya Agrinusa berlokasi di Jl. Tanjung Morawa Km 12,8 Desa Bangunsari Kabupaten Deli Serdang, Sumatera Utara, Indonesia yang memiliki luas tanah sebesar 8 Ha.
2.4. Daerah Pemasaran
PT. Indojaya Agrinusa adalah perusahaan yang bergerak dalam bidang manufaktur yang menghasilkan produk pakan ternak. Produk pakan ternak hasil olahan PT. Indojaya Agrinusa dipasarkan di wilayah Pulau Sumatera, khususnya daerah Aceh, Sumatera Utara, dan Riau.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
Struktur organisasi PT. Indojaya Agrinusa adalah berbentuk fungsional.
Sedangkan struktur organisasi fungsional adalah struktur organisasi di mana organisasi diatur berdasarkan pengelompokan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja. Pembidangan masing-masing tugas dan tanggung jawab diuraikan dalam Gambar 2.1.
Head of Unit
Plant Manager Purchasing Manajer Marketing Manager P & A Manager QC Manager F & A Manager
Chief Spv Produksi
Spv Barang Teknik Chief Spv
Teknik Chief Spv
Gudang Spv PPC
Shif Spv 1 Staf Spv
Workshop Spv Gd BB Staf PPC
Staf Workshop Staf Gd BB
Spv
Maintenance Shif Spv 2 Spv Gd
Pakan Jadi
Staf Maintenance Staf Gd
Pakan Jadi
Spv Purcahsing
Staf
Spv Marketing
Technical Sales
Adm Marketing
Spv GA Spv Legal Spv
Personal
Staf Staf
Staf
Spv QC In Process
Spv QC Entrance K.A. Lab
Staf Staf
Analis
Spv Farm Spv Finance Spv P & A Riau Spv ACC
HO & Fax Spv ACC
Trading Spv ACC
Feed
Staf Staf Staf
Staf Staf Staf Kasir
Hubungan Fungsional Keterangan
Operator Operator
Sumber: PT. Indojaya Agrinusa
Gambar 2.1. Struktur Organisasi PT. Indojaya Agrinusa
2.5.2. Jumlah Tenaga Kerja
Perincian Tenaga Kerja PT. Indojaya Agrinusa dapat dilihat pada Tabel 2.1.
Tabel 2.1. Perincian Tenaga Kerja PT. Indojaya Agrinusa
No Jabatan Jumlah Tenaga Kerja
1 Kepala Unit 1
2 Departemen Produksi
Kepala Departemen Plant 1
Kepala Supervisor Produksi 1
Kepala Supervisor Teknik 1
Kepala Supervisor Gudang 1
Esteam 1
Supervisor Barang Teknik 1
Shift Supervisor 1
Supervisor Workshop 1
Supervisor Maintance 1
Supervisor Gudang Bahan Baku 1
Supervisor Gudang Bahan Jadi 1
Supervisor PPC 3
Staf 3
Operator 13
Karyawan 103
3 Departemen Pembelian
Kepala Departemen Purchasing 1
Supervisor Purchasing 1
Karyawan 5
4 Departemen Pemasaran
Kepala Departemen Sales 1
Kepala Departemen PTD 1
Supervisor Marketing 1
Technical Sales 1
Administrasi Marketing 1
Karyawan 7
5. Departemen Personalia
Kepala Departemen PGA 1
Supervisor Personel 1
Supervisor GA 1
Supervisor Legal 1
Staf 3
Tabel 2.1. Perincian Tenaga Kerja PT. Indojaya Agrinusa (Lanjutan)
No Jabatan Jumlah Tenaga Kerja
6. Departemen Pengendalian Kualitas
Kepala Departemen QC 1
Ka. Laboratorium 1
Supervisor QC Entrance 1
Supervisor QC In Process 1
Analist 4
Staf 2
Karyawan 14
7. Departemen Keuangan
Kepala Departemen F/A 1
Supervisor ACC Feed 1
Supervisor ACC Trading 1
Supervisor ACC HO & TAX 1
Supervisor ACC Farm 1
Supervisor Finance 1
Supervisor Riau 1
Staf 6
Kasir 2
Keamaan (Satpam) 8
Jumlah 210
Sumber: PT. Indojaya Agrinusa
Karyawan yang terlibat langsung pada proses produksi terdiri atas 2 kelompok kerja (shift) yang masing-masing kelompok bekerja selama 8 jam secara bergantian. Untuk jam kerja karyawan yang tidak terlibat langsung pada bagian proses produksi adalah 8 jam kerja/hari (08.00 WIB – 17.00 WIB).
2.5.3. Sistem Pengupahan
Sistem pengupahan pada PT. Indojaya Agrinusa dibedakan atas 3 jenis yaitu:
1. Upah Bulanan (Pegawai Tetap)
Upah bulanan diberikan kepada karyawan kantor dan petugas keamaan/satpam dan karyawan pabrik yang merupakan karyawan tetap perusahaan. Dalam hal ini upah dibayar setiap akhir bulan.
2. Upah Harian (Pegawai Tidak Tetap dan Karyawan Borongan)
Upah harian diberikan kepada pegawai yang bekerja pada perusahaan berdasarkan hari kerja, jika pekerja tidak masuk maka pekerja tidak mendapatkan gaji.
3. Upah Lembur (Pegawai Tetap)
Upah lembur diberikan kepada karyawan lantai produksi yang bekerja melebih batas jam kerja aktif.
2.6. Proses Produksi
PT. Indojaya Agrinusa menghasilkan produk pakan ternak dengan uraian proses sebagai berikut:
1. Pengeringan (Dryer)
Proses pengeringan hanya dilakukan pada bahan baku jagung, karena jagung merupakan bahan yang cepat mengalami penurunan kualitas. Dalam keadaan nomor jagung memiliki kadar air sebesar 17-25%, sedangkan jagung yang digunakan dalam pembuatan pakan ternak harus memiliki kadar air dibawah 15% untuk itu sebelum dilakukan pengolahan pakan ternak jagung harus dikeringkan terlebih dahulu di mesin dryer untuk mengurangi kadar airnya sesuai dengan kebutuhan produksi.
2. Penggilingan (Hammer Mill)
Bahan baku yang kasar dimasukkan ke dalam bin hammermill untuk digiling sesuai ukuran yang telah ditentukan dan kemudian akan masuk ke hopper.
3. Pencampuran (Mixer)
Bahan baku yang berasal dari hopper dan bahan baku yang halus akan bercampur di mixer machine, dimana akan ditambahkan bahan lain seperti PO, vitamin dan premix. Pencampuran ini menggunakan horizontal mixer machine, hasil pencampuran akan dibawa menuju bin sementara untuk menuggu proses selanjutnya.
4. Pelleting (Press Mill)
Dari bin sementara, campuran akan dibawa ke mesin press, tetapi sebelumnya akan terjadi pemanasan di mixer conditioner agar memudahkan proses pemeletan. Pada proses pemanasan terjadi proses glamitisir (proses yang berfungsi untuk meningkatkan daya ikat diantara bahan), bahan yang dipanaskan dengan steam yang berasal dari boiler. Suhu steam yang dimasukkan ke dalam conditioner sekitar 80-900C dan digunakan sampai bin memenuhi hardness. Setelah proses pemanasan dan penekanan tekanan dari bin sementara bahan akan berubah berbentuk menjadi butiran-butiran (pelet) 5. Pengemasan (Packing off)
Produk jadi akan dibawa ke proses pengarungan dengan pipa gravitasi. Produk jadi tersebut akan dimasukkan ke dalam karung plastik berukuran 50 kg.
Proses pengemasan berlangsung secara otomatis, setelah produk dikemas,
produk tersebut dibawa ke gudang produk jadi dengan menggunakan belt conveyor.
Proses produksi pembuatan pakan ternak dapat dilihat pada Gambar 2.2.
Bahan Baku di Intake
Penggilingan
Pencampuran Pengeringan
Pelleting
Packing
Gambar 2.2. Aliran Proses Pengolahan Pakan Ternak di PT. Indojaya Agrinusa
Sumber : PT. Indojaya Agrinusa
2.7. Utilitas
Utilitas adalah unit pendukung dalam membantu kelancaran proses produksi serta mempermudah jalannya kegiatan manufaktur di suatu pabrik.
Utilitas yang digunakan pada di PT. Indojaya Agrinusa yaitu:
1. Bengkel (Workshop)
Workshop merupakan bagian pelayanan teknis produksi dan pelayanan jasa.
Bagian ini bertugas melayani perbaikan dan perawatan peralatan. Operator workshop biasanya mendatangi bagian peralatan pabrik yang rusak atau dapat dibawa untuk diperbaiki di workshop.
2. Pembangkit Tenaga Listrik
Sumber aliran listrik diperoleh dari PLN, apabila aliran listrik terputus maka digunakan generator yang disinkronkan.
3. Boiler
Unit pendukung penghasil uap panas untuk proses pemanasan bahan baku pada proses produksi.
4. Air
Kegunaan air di pabrik antara lain:
a. Keperluan dalam proses produksi b. Keperluan laboratorium
c. Keperluan boiler d. Keperluan karyawan
e. Sebagai zat pendingin dan pembersih
Air yang digunakan pabrik berasal dari PDAM.
5. Laboratorium
Laboratorium bertugas mengawasi dan menentukan mutu bahan dan hasil produksi. Pengawasan yang dilakukan adalah sebagai berikut:
a. Pengawasan terhadap bahan baku yaitu quick test, berat jenis, kadar air, dan toksin.
b. Pengawasan terhadap garam yaitu pada natrium dan yodium.
c. Pengawasan terhadap vitamin yaitu komposisi dan jenis vitamin yang digunakan pada saat produksi.
d. Pengawasan terhadap proses produksi yaitu menentukan resep bahan baku dan bahan tambahan yang digunakan pada saat proses pembuatan pakan ternak.
e. Pengawasan terhadap produk jadi yaitu komposisi bahan, dan kualitas pakan ternak
2.8. Safety and Fire Protection
Terdapat dua jenis alat fire protection pada PT.Indojaya Agrinusa, yaitu : a. Alat Pemadam Api Busa (Foam) yaitu alat pemadam yang efektif untuk
memadamkan kebakaran yang berasal dari bahan padat yang mudah terbakar, cair dan gas yang melepuh. Cara penggunaannya :
1. Dengan membalikkan tabung, maka otomatis kedua larutan akan bercampur dan keluar melalui Nozzle.
2. Arahkan Nozzle ke benda yang terbakar.
3. Jangan melawan arah angin.
b. Alat Pemadam Api CO2 digunakan untuk memadamkan kebakaran yang terjadi pada peralatan – peralatan mesin atau listrik. Cara penggunaannya :
1. Angkat tabung dari tempatnya
2. Pastikan bahwa tabung tersebut siap pakai
3. Letakkan tabung disamping tubuh dengan posisi kuda – kuda 4. Lepas pen pengaman
5. Pegang corong pada gagang yang mempunyai penyekat agar tangan tidak luka karena suhu dingin
6. Arahkan corong ke atas 7. Tekan tangkai penekannya
8. Setelah yakin bahwa alat tersebut siap pakai, bawalah alat tersebut ke tempat terjadinya kecelakaan
9. Arahkan corong/nozzle ke nyala api dan tekan tangkai penekannya 10. Gerakkan corong ke kanan dan kiri secara menyapu sampai kebakaran
padam
11. Jangan melawan arah angin
2.9. Unit Pengolahan Limbah (Waste Treatment)
Pada proses pengolahan pakan ternak dihasilkan limbah padat, cair dan udara. Hal-hal yang dilakukan PT. Indojaya Agrinusa dalam penanganan limbah adalah sebagai berikut:
1. Limbah Padat
Limbah padat pabrik PT. Indojaya Agrinusa berupa potongan plastik, karung- karung yang rusak dan kertas. Limbah ini dibuang ke bak sampah yang
nantinya akan diangkut oleh dinas kebersihan, sedangkan untuk limbah padat yang dapat masih diolah seperti bahan baku yang berceceran akan dibawa kembali ke bagian produksi untuk diolah.
2. Limbah Cair
Limbah pabrik berupa cairan berasal dari mesin boiler, dan tirisan air water scrubber, limbah proses pengolahan pakan ikan. Limbah tersebut akan dialirkan ke bagian pengolahan limbah. Di bagian ini, limbah diolah kembali sebelum dibuang ke lingkungan. Proses pengolahan limbah sebagai berikut:
a. Air limbah yang berasal dari boiler, dan tirisan air water scrubber akan dialirkan ke pengolahan limbah dan diendapkan terlebih dahulu bak pengendapan awal.
b. Selanjutnya limbah dialirkan ke dalam bak penyaringan untuk disaring sebanyak dua kali penyaringan.
c. Dari bak penyaringan limbah akan dialirkan kembali ke bak pengadukan dan pencampuran, di bak ini limbah tersebut akan ditambahkan dan dicampur dengan larutan HCl dan NaOH untuk membunuh bakteri yang terbawa pada proses produksi.
d. Setelah itu air limbah dialirkan menuju bak pengendapan akhir. Hasil keluaran dari pengendapan akhir, kemudian dialirkan ke bak cek sampel untuk dilakukan pengecekkan pada air limbah tersebut untuk dilakukan analisa-analisa untuk mengetahui kandungan apa saja yang terdapat pada limbah yang dapat berpotensi mencemari lingkungan. Sehingga dapat diantisipasi untuk menanggulangi pencemaran tersebut.
e. Untuk membuktikan bahwa air limbah dari boiler, dan tirisan air water scrubber sudah aman masuk ke perairan masyarakat, PT. Indojaya Agrinusa melakukan uji coba awal pada kolam ikan, apakah ikan tersebut hidup atau mati.
f. Proses selanjutnya air dari hasil pengolahan limbah tersebut dibuang ke selokan umum
3. Limbah Udara
Limbah udara yang dihasilkan oleh PT. Indojaya Agrinusa berupa debu dan bau yang tidak sedap. Debu dan bau tidak sedap dihasilkan pada saat pembongkaran bahan baku di intake dan pada proses pencampuran. Untuk penanggulangan debu dan bau dilakukan dengan membiasakan pekerja untuk menggunakan masker dan pihak pabrik melakukan penghijauan berupa penanaman pohon dan taman di sekitar area pabrik.
BAB III
LANDASAN TEORI
3.1. Theory of Constraints (TOC)
Teori ini pertama kali diperkenalkan oleh seorang ilmuwan fisika berkebangsaan Israel, Dr. Eliyahu M. Goldratt, dalam bukunya yang berjudul
“The Goal : A Process of Ongoing Improvement”, yang ditulis pada tahun 1985.
Buku ini menjelaskan bagaimana memulai secara berhasil dengan menekankan masalah produktivitas dan mutu yang kronis.3
3.1.1. Prinsip Theory of Constraints (TOC)
Theory of Constraints (TOC) merupakan suatu systems management philosoply. Tesis fundamental dari TOC adalah bahwa kendala (contraints) mengakibatkan keterbatasan kinerja untuk setiap sistem. TOC menantang manajer berpikir kembali beberapa asumsi dasar mengenai bahgaimana mencapai tujuan organisasi mereka, tentang apa yang dipertimbangkan manajer tindakan yang produktif, dan tentang tujuan nyata dari manajemen biaya. TOC menekankan perlunya memaksimalkan pendapatan yang diterima melalui penjualan.
Berikut ini adalah beberapa prinsip TOC4
2. Seimbangkan aliran produksi, bukan kapasitas produksi.
: 1. Sistem dianalogikan sebagai suatu rantai.
3 Amin Widjaja Tunggal, 2003, “Theory Of Constraint (TOC) Dan Throughput Accounting“, Jakarta : Harvarindo Hal 1-3
4 Deffmer, H. William., Goldratt’s Theory of Constraints: A System Approach to Continuous Improvement, ASQC Quality Press, Wisconsin, 1997, p. 21
3. Lokal versus sistem optima.
4. Sebab Akibat.
5. Kendala fisik dan kebijaksanaan.
6. Ide bukan merupakan suatu pemecahan masalah.
7. Aktifitas tidak selalu sama dengan utilitas.
8. Tingkat utilitas nonbottleneck tidak ditentukan oleh potensi stasiun kerja tersebut tetapi oleh stasiun kerja bottleneck atau sumber kritis lainnya.
9. Satu jam kehilangan pada bottleneck merupakan satu jam kehilangan sistem keseluruhan.
10. Satu jam kehilangan pada nonbottleneck merupakan suatu fatamorgana.
11. Solusi yang menjadi makin buruk.
12. Pengaruh yang tidak diinginkan dan inti permasalahan.
13. Inertia adalah musuh terbesar dari proses perbaikan yang terus-menerus.
3.1.2. Langkah-Langkah Theory of Constraints (TOC)
Goldratt telah mengembangkan lima langkah dalam usaha untuk memperbaiki setiap elemen yang terdapat di dalam sistem5
Kendala – kendala ini dapat berupa bentuk material, mesin, orang, tingkat permintaan atau berupa manajerial. Sangat penting untuk mengidentifikasi kendala dengan baik dan juga membuat prioritas berdasarkan pengaruhnya pada tujuan organisasi.
. Lima langkah tersebut adalah:
1. Identifikasi kendala sebuah sistem
5 Ibid, p.14
2. Eksploitasi kendala – kendala yang ada.
Bagaimana memanfaatkan / mensiasati pembatas (kendala) yang ada untuk memperbaiki kerja sistem lebih efektif dan efisien. Proses berpikirnya adalah lebih baik berpikir bagaimana membuat sistem berjalan baik dengan kendala yang ada, tidak langsung membuang kendala. Goldratt, dalam bukunya memberi contoh lebih baik menajamkan mata gergaji yang ada (jikalau masih mungkin) daripada langsung mengganti dengan yang baru. Jika kendala berupa fisik, maka tujuan dalam tahap ini adalah mensiasati kendala agar bekerja lebih efektif lagi, tapi jika kendala berupa kebijakan manajerial maka kendala ini jangan disiasati tapi harus dieliminasi dan diganti dengan kebijakan yang mendukung perbaikan sistem.
3. Subordinasi
Semua bagian dari sistem yang dipandang non kendala harus diupayakan untuk mendukung secara maksimum keefektifan dari perbaikan kendala yang sudah ditentukan, bukan memperumit perbaikan kendala. Karena perbaikan throughput perusahaan, maka segala sumber daya yang ada harus disinkronisasikan.
4. Elevasi kendala sistem
Jika perbaikan kendala yang paling kritis belum menunjukkan hasil (setelah mengikuti langkah 1–3), maka usaha perbaikan yang keras harus dilakukan.
Menurut Goldratt, saatnya menambah “kapasitas” kendala tersebut. Misalnya, jika kendala berupa sumber daya material, mungkin harus dilakukan penambahan shift atau sub kontrak. Jika kendala berupa kualitas bahan baku yang buruk atau suppliers yang tidak bisa diandalkan, maka mungkin harus
mencari suppliers baru. Jika kendala berupa peraturan ataupun kebijakan mungkin harus dilakukan revisi dan penggantian kebijakan. Kadang kala untuk mengatasi kendala tersebut akan melibatkan investasi dana tambahan tapi hal ini perlu diusahakan sebagai cara terakhir. Langkah keempat ini berusaha mengatasi kendala selangkah demi selangkah sampai akhirnya kendala ini teratasi dan menjadi non kendala.
5. Kembali ke langkah 1 dan hindari inersia.
Jika sebelum tiba pada langkah keempat, kendala yang ada sudah berhasil diatasi, maka kembali ke langkah pertama. Ketika berhasil mengatasi kendala terlemah dalam sistem (menjadi non kendala), maka yang lain akan menjadi yang paling lemah (prinsip perbaikan terus menerus). Waspadai kelembaman (inertia). Ukuran operasional dalam TOC adalah:
a. Throughput (TH) yaitu tingkat dimana keseluruhan sistem menghasilkan uang melalui penjualan produk atau jasa. TH merupakan perbedaan antara pendapatan yang didapat dari penjualan dengan material cost.
b. Inventory (I) yaitu seluruh uang yang diinvestasikan dalam bentuk barang yang dimaksudkan untuk dijual.
c. Operating expense (OE) yaitu seluruh uang yang digunakan sistem untuk merubah persediaan menjadi throughput.
3.2. Pengukuran Waktu Kerja Dengan Jam Henti (Stopwatch Time Study)
6
1. Langkah-langkah sebelum melakukan pengukuran
Sesuai dengan namanya, maka pengukuran waktu ini menggunakan jam henti (stopwatch) sebagai alat utamanya. Cara ini tampaknya merupakan cara yang paling banyak dikenal, dan karenanya paling banyak dipakai. Salah satu yang menyebabkannya adalah kesederhanaan aturan-aturan yang dipakai.
Aturan pengukuran yang dijalankan untuk mendapatkan hasil yang baik.
Aturan-aturan tersebut dijelaskan dalam langkah-langkah berikut ini.
a. Penetapan tujuan pengukuran.
b. Melakukan penelitian pendahuluan.
c. Memilih operator.
d. Melatih operator.
e. Mengurai pekerjaan atas elemen-elemen pekerjaan.
f. Menyiapkan perlengkapan pengukuran.
Setelah kelima langkah tersebut dapat dijalankan dengan baik, tibalah sekarang pada langkah terakhir sebelum melakukan pengukuran yaitu menyiapkan alat-alat yang diperlukan.
Alat-alat tersebut adalah:
1. Stopwatch.
2. Lembar pengamatan.
3. Pena atau pensil.
4. Papan pengamatan.
2. Melakukan pengukuran waktu
6 Iftikar Z. Sutalaksana, Teknik Tata Cara Kerja, (Bandung: Institut Teknologi Bandung, 1979), H.
119-137
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu-waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan alat-alat yang telah disiapkan terlebih dahulu. Bila operator telah siap didepan mesin atau ditempat kerja lain yang waktu kerjanya akan diukur, maka pengukuran memilih posisi tempat dia berdiri mengamati dan mencatat. Posisi ini hendaknya sedemikian rupa sehingga operator tidak terganggu gerakan- gerakannya ataupun merasa canggung karena terlampau merasa diamati, misalnya pengukur berdiri didepan operator. Posisi ini hendaknya memudahkan pengukur mengamati jalannya pekerjaan sehingga dapat mengikuti dengan baik saat-saat suatu siklus atau elemen bermula dan berakhir. Umumnya posisi agak menyimpang dibelakang operator sejauh 1,5 m merupakan tempat yang baik. Hal pertama yang dilakukan adalah pengukuran pendahuluan. Tujuan pengukuran pendahuluan ialah untuk mengetahui berapa kali pengukuran harus dilakukan untuk tingkat ketelitian dan keyakinan yang diinginkan. Pengukuran pendahuluan pertama dilakukan dengan melakukan beberapa buah pengukuran yang banyaknya ditentukan oleh pengukur, biasanya sepuluh kali atau lebih.
3. Tingkat ketelitian dan tingkat keyakinan
Tingkat ketelitian dan keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya, sedangkan tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi.
4. Melakukan perhitungan waktu baku
Pengukuran-pengukuran telah selesai yaitu semua data yang didapat memiliki keseragaman yang dikehendaki dan jumlahnya telah memenuhi tingkat ketelitian dan keyakinan yang diinginkan maka selesailah kegiatan.
3.3. Rating Factor dan Allowance
Rating Factor (faktor penyesuaian) merupakan perbandingan performansi seseorang pekerja atau individual dengan konsep normalnya.7
1. Pekerja normal
Ada beberapa kriteria rating factor (Rf) dari pekerja yaitu:
Rf = 100% =1 (waktu normal).
2. Pekerja terampil
Rf > 1 ( waktu pekerja lebih kecil dari waktu normal).
3. Pekerja lamban
Rf < 1 ( waktu pekerja lebih besar dari waktu normal).
Ada beberapa cara menentukan rating factor antara lain:
1. Cara Persentase
Cara ini merupakan cara yang paling awal digunakan dalam melakukan penyesuaian. Di sini besarnya faktor penyesuian sepenuhnya ditentukan oleh pengukur melalui pengamatan selama pengukuran.
WN=14,6 x 1,1 = 16,6 menit.
2. Cara Shumard
7 Iftikar Z. Sutalaksana, Teknik Perancangan Sistem Kerja. ( Bandung: ITB, 2006.) Hal: 157-166
Cara Shumard memberikan patokan-patokan penilaian melalui kelas-kelas performansi kerja dimana setiap kelas mempunyai nilai tersendiri.
Tabel 3.1. Penyesuaian Menurut Cara Shumard
Kelas Penyesuaian
Superfast 100
Fast + 95
Fast 90
Fast – 85
Excellent 80
Good + 75
Good + 75
Good 70
Good – 65
Normal 60
Fair + 55
Fair 50
Fair – 45
Poor 40
Sumber : Iftikar Z Sutalaksana. Teknik Tata Cara Kerja. Bandung: ITB.
3. Cara Westinghouse
Cara Westinghouse mengarahkan penilaian pada empat faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi. Setiap faktor terbagi ke dalam kelas-kelas dengan nilainya masing-masing. Penyesuaian menurut Westinghouse dapat dilihat pada Tabel 3.2.
Tabel 3.2. Penyesuaian Menurut Westinghouse
Faktor Kelas Lambang Penyesuaian
Keterampilan Superskill A1 +0,15
A2 +0,13
Excellent B1 +0,11
B2 +0,08
Good C1 +0,06
C2 +0,03
Average D 0,00
Fair E1 -0,05
E2 -0,10
Poor F1 -0,16
F2 -0,22
Usaha Excessive A1 +0,13
A2 +0,12
Excellent B1 +0,10
B2 +0,08
Good C1 +0,05
C2 +0,02
Average D 0,00
Fair E1 -0,04
E2 -0,08
Poor F1 -0,12
F2 -0,17
Kondisi Kerja Ideal A +0,06
Excellently B +0,04
Good C +0,02
Average D 0,00
Fair E -0,03
Poor F -0,07
Konsistensi Perfect A +0,04
Excellent B +0,03
Good C +0,01
Average D 0,00
Fair E -0,02
Poor F -0,04
Sumber : Iftikar Z Sutalaksana. Teknik Tata Cara Kerja. Bandung: ITB.
3.4. Allowance
Kelonggaran (allowance) diberikan kepada tiga hal yaitu untuk kebutuhan pribadi, menghilangkan kelelahan dan hambatan yang tidak dapat dihindarkan.8
1. Kelonggaran untuk kebutuhan pribadi (personal)
Ketiganya merupakan hal yang secara nyata dibutuhkan oleh pekerja selama pengamatan karenanya setelah mendapatkan waktu normal perlu ditambahkan kelonggaran. Dalam menghitung besarnya allowance, bagi keadaan yang dianggap wajar diambil harga allowance = 100 %, sedangkan bila terjadi penyimpangan dari keadaan ini, harga p harus ditambah dengan faktor-faktor yang sesuai dengan waktu siklus yang diperoleh dan waktu ini dicapai berdasarkan setiap departemen.
Kelonggaran diberikan untuk tiga hal, yaitu:
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan dalam sewaktu bekerja.
2. Kelonggaran untuk menghilangkan rasa fatique.
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay).
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja.
8 Iftikar Z Sutalaksana. Op.cit., h. 167-172
3.5. Peramalan
Peramalan merupakan bagian awal dari suatu proses pengambilan suatu keputusan.9
9 Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009), h. 31-32.
Sebelum melakukan peramalan harus diketahui terlebih dahulu apa sebenarnya persoalan dalam pengambilan keputusan itu. Peramalan adalah pemikiran terhadap suatu besaran, misalnya permintaan terhadap satu atau beberapa produk pada periode yang akan datang.
Pada hakekatnya peramalan hanya merupakan suatu perkiraan (guess), tetapi dengan menggunakan teknik-teknik tertentu, maka peramalan menjadi lebih sekedar perkiraan. Peramalan dapat dikatakan perkiraan ilmiah (educated guess).
Setiap pengambilan keputusan yang menyangkut keadaan di masa yang akan datang, maka pasti ada peramalan yang melandasi pengambilan keputusan tersebut. Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan terhadap suatu produk dan merupakan langkah awal dari proses perencanaan dan pengendalian produksi. Dalam peramalan ditetapkan jenis produk apa yang diperlukan (what), jumlahnya (how many), dan kapan dibutuhkan (when). Tujuan peramalan dalam kegiatan produksi adalah untuk meredam ketidakpastian, sehingga diperoleh suatu perkiraan yang mendekati keadaan yang sebenarnya. Suatu perusahaan biasanya menggunakan prosedur tiga tahap untuk sampai pada peramalan penjualan, yaitu diawali dengan melakukan peramalan lingkungan, diikuti dengan peramalan penjualan industri, dan diakhiri dengan peramalan penjualan perusahaan.
3.5.1. Metode Peramalan10
Metode peramalan dapat diklasifikasi atas dua kelompok besar yaitu metode kualitatif dan kuantitatif. Kedua kelompok tersebut memberikan hasil peramalan yangkuantitatif. Perbedaannya terletak pada pertimbangan akal sehat (human judgement) dan pengalaman.
3.5.1.1. Metode Kualitatif
Metode kualitatif pada umunya digunakan apabila data kuantitatif tentang permintaan masa lalu tidak tersedia atau akurasinya tidak memadai.
Misalnya peramalan tentang permintaan produk baru yang akan dikembangkan, jelas data masa lalu tidak tersedia, kalau kondisi lingkungnan masa yang akan datang sama sekali yang sudah berbeda dengan kondisi masa lalu maka keberadaan data masa lalu itu tidak akan menolong peramalan permintaan masa yang akan datang.
3.5.1.2. Metode Kuantitatif
Peramalan berdasarkan metode kuantitatif mempunyai asumsi bahwa data permintaan masa lalu dari produk atau item yang diramalkan mempunyai pola yang diperkirakan masih berlanjut ke masa yang akan datang. Pola permintaan tersebut mungkin kurang jelas terlihat karena faktor random yang menghasilkan fluktuasi. Peramalan mencakup analisis masa lalu untuk menemukan pola permintaan pada masa yang akan datang. Karena metode peramalan intrinsik ini didasarkan pada asumsi bahwa pola permintaan masa lalu
10Ibid. h. 113-119
mampu memproyeksikan titik belok yaitu perubahan permintaan secara tiba-tiba.
Untuk peramalan jangka pendek masalah demikian tidak akan ditemui.
1. Analisis Time Series
Analisis time series menemukan bagaimana indikator produk tertentu bervariasi terhadap waktu. Time series adalah serangkaian observasi terhadapa suatu variabel tertentu yang dilakukan secara diskrit. Analisis time series mengasumsikan bahwa time series dapat didekomposisikan ke dalam sejumlah komponen atau faktor-faktor terkait dan kemudian masing-masing komponen diidentifikasikan.
Dengan menggunakan faktor-faktor diatas, model peramalan berdasarkan time series dapat dijelaskan sebagai berikut :
dimana, Y = nilai peramalan T = trend
C = siklus variasi sekitar trend S = variasi musiman
R = residu atau variasi lainnya yang tidak dapat dijelaskan a. Trend (T)
Trend ialah salah satu komponen peramalan yang menunjukkan kecenderungan yang dapat dilihat dari pola permintaan masa lalu. Bila tidak ada trend naka permintaan bersifat konstan.
b. Siklus (C)
Siklus adalah pergerakan yang bergantian antara puncak dan lembah.
c. Variasi musiman (S)
Variasi musiman adalah pola permintaan tinggi dan rendah yang terjadi berulang-ulang setiap tahun. Variasi ini pada umumnya terjadi karena faktor musim, baik karena iklim mupun kebiasaan manusia misalnya musim lebaran, musim liburan, tahun baru, natal lain-lain yang terjadi setiap tahun.
d. Residu (R)
Residu menggambarkan kesempatan terjadinya variasi karena faktor random. Variasi ini tidak dapat dijelaskan oleh trend, siklus atau pun pergerakan musiman. Residu ini tidak dapat diramalkan karena tidak diketahui faktor penyebab terjadinya.
2. Metode Kausal
Metode ini bertujuan untuk menghitung bagaimana suatu perkiraan atau persamaan regresi yang akan menjelaskan hubungan diantara variabel.
Regresi berarti bergantung bahwa sifat atau perilaku sebuah variabel akan bergantung kepada variabel lainnya, karena itu ada variabel bergantung dan variabel bebas. Ada dua macam regresi, yaitu simple regression dan multiple regression. Dalam simple regression 1 variabel bebas akan menjelaskan 1 variabel bergantung. Dalam multiple regression 1 variabel bergantung akan dijelaskan oleh beberapa variabel bebas. Bentuk persamaan regresi adalah sebagai berikut:
Regresi Sederhana (Simple Regression):
Y= a + bX
Regresi Berganda (Multiple Regression):
Y a +bX1 + cX2 +dX3 + …..jXn
Dimana : a = Y pintasan (nilai Y1bila X = 0)
b = Kemiringan dari garis regresi (kenaikan atau penurunan Y1 untuk setiap perubahan satu-satuan X) atau koefisien regresi mengukur besarnya pengaruh X terhadap Y kalau X naik satu unit.
X = Nilai tertentu dari variabel bebas.
Y1 = Nilai yang diukur / dihitung pada variabel tidak bebas.
3.5.2. Kriteria Performance Peramalan
Seorang perencana tentu menginginkan hasil perkiraan ramalan yang tepat atau paling tidak dapat memberikan gambaran yang paling mendekati sehingga rencana yang dibuatnya merupakan rencana yang realistis.11
1. Mean Square Error (MSE)
Ketepatan atau ketelitian inilah yang menjadi kriteria performance suatu metode peramalan.
Ketepatan atau ketelitian tersebut dapat dinyatakan sebagai kesalahan dalam peramalan. Kesalahan yang kecil memberikan arti ketelitian peramalan yang tinggi, dengan kata lain keakuratan hasil peramalan tinggi, begitu pula sebaliknya.
Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, antara lain adalah:
MSE =
11 Rosnani Ginting. Op.Cit,. h. 58-59
Di mana:
Xt = data aktual periode t Ft = nilai ramalan periode t N = banyaknya periode
2. Standard Error of Estimate (SEE) SEE =
Di mana:
f = derajat kebebasan untuk data konstan, f = 1 untuk data linier, f = 2 untuk data kuadratis, f = 3 untuk data siklis, f = 3 3. Percentage Error (PE)
PEt =
Di mana nilai dari PE PEt bisa positif ataupun negatif.
4. Mean Absolute Percentage Error (MAPE) MAPE =
5. Mean Percentage Error (MPE)
6. Mean Absolute Deviation (MAD)
( )
n Y x100
Y Y MPE
n
1
t t
t
∑
t=
−
=
(
Y Y)
∑
n −3.5.3. Proses Verifikasi
Proses verifikasi digunakan untuk melihat apakah metode peramalan yang diperoleh representatif terhadap data.12
A
B
C
A B
C
Y-Yf UCL = 2.66 MR
-1/3 x 2.66 MR -2/3 x 2.66 MR Central Line = MR
2/3 x 2.66 MR 1/3 x .66 MR
LCL = -2.66 MR
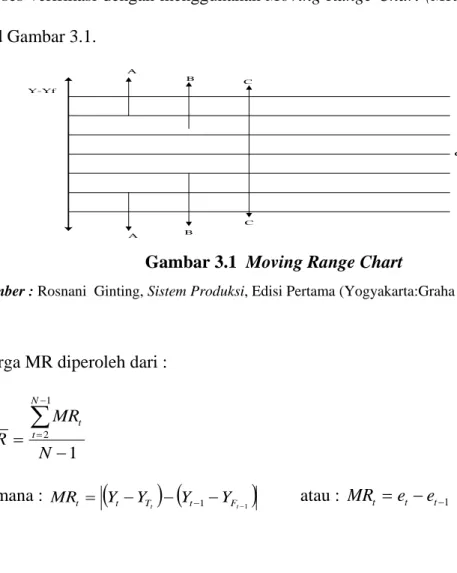
Proses verifikasi dilakukan dengan menggunakan Moving Range Chart (MRC). Dari peta ini dapat terlihat apakah sebaran berada didalam batas kontrol ataupun sudah diluar kontrol. Apabila sebaran berada diluar kontrol, maka fungsi/metode peramalan tersebut tidak sesuai, artinya pola peramalan terhadap data (Y-YF) tersebut tidak representatif.
Proses verifikasi dengan menggunakan Moving Range Chart (MRC) dapat dilihat pad Gambar 3.1.
Gambar 3.1 Moving Range Chart
Sumber : Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009)
Harga MR diperoleh dari :
1
1
2
=
∑
− −=
N MR R
M
N
t t
Dimana : =
(
−) (
− −1− −1)
t
t t F
T t
t Y Y Y Y
MR atau : MRt =et−et−1
12 Rosnani Ginting. Op.Cit,. h. 60
Kondisi out of control dapat diperiksa dengan menggunakan empat aturan berikut:
1. Aturan Satu Titik
Bila ada titik sebaran (Y-YF) berada di luar UCL dan LCL. Walaupun jika semua titik sebaran berada dalam batas kontrol, belum tentu fungsi/metode representatif. Untuk itu penganalisaan perlu dilanjutkan dengan membagi MRC dalam tiga daerah, yaitu A, B, dan C.
2. Aturan Tiga Titik
Bila ada tiga buah titik secara berurutan berada pada salah satu sisi, yang mana dua diantaranya jatuh pada daerah A.
2. Aturan Lima Titik
Bila ada lima buah titik secara berurutan berada pada salah satu sisi, yang mana empat diantaranya jatuh pada daerah B.
4. Aturan Delapan Titik
Bila ada delapan buah titik secara berurutan berada pada salah satu sisi, pada daerah C.
3.6. Jadwal Induk Produksi
Jadwal induk produksi (JIP) adalah pernyataan produk akhir (end item) apa saja yang akan diproduksi dalam bentuk jumlah dan waktu (kapan).13 Jadwal induk produksi merupakan disagregasi dan implementasai dari produksi (agregat).
13 Rosnani Ginting.Op.Cit. Hal 90.
Jadwal induk produksi memiliki empat fungsi penting, yaitu :
1. Menjadwalkan produksi dan pembelian material untuk produk. JIP menyatakan kapan, jumlah, dan due date produk harus dibuat.
2. Menjadikan masukan data sistem perencanaan kebutuhan material.
3. Sebagai dasar penentuan kebutuhan sumber daya, seperti tenaga kerja, jam mesin, atau energi melalui perhitungan perencanaan kapasitas kasar. Karena JIP dinyatakan dalam satuan produk, perencanaan kapasitas dapat dilakukan lebih rinci.
4. Sebagai dasar untuk menentukan janji pengiriman produk kepada konsumen.
Dengan mengalokasikan jumlah unit produk dalam penjadwalan, maka pengendalian jumlah produk yang belum teralokasi dapat diketahui sehingga pembuatan janji dapat diperkirakan lebih akurat.
Untuk industri-industri make to stock, pesanan yang belum terpenuhi merupakan data permintaan yang dibutuhkan, sehingga pesanan-pesanan dari konsumen akan menentukan jadwal induk produksinya. Pada industri dimana ada sedikit komponen-komponen dasar tersebut dan bukan untuk produk-produk akhirnya. Contohnya adalah mobil, dimana komponen-komponen dasarnya adalah mesin, transmisi, komponen body dan lain-lain. Produk sebenarnya mobil akan menggunakan jadwal perakitan akhir.
3.7. Defenisi Kapasitas
Kapasitas didefinisikan sebagai jumlah output (produk) maksimum yang dapat dihasilkan suatu fasilitas produksi dalam suatu selang waktu tertentu.
14
a. Kapasitas desain : Menunjukkan output maksimal pada kondisi ideal dimana tidak terdapat konflik penjadwalan, tidak ada produk yang rusak atau cacat, perawatan hanya yang rutin, dsb.
Pengertian ini harus dilihat dari tiga perspektif agar lebih jelas yaitu :
b. Kapasitas efektif : menunjukkan output maksimum pada tingkat operasi tertentu. Pada umumnya kapasitas efektif lebih rendah daripada kapasitas desain.
c. Kapasitas aktual : menunjukkan output nyata yang dapat dihasilkan oleh fasilitas produksi. Kapasitas aktual sedapat mungkin harus diusahakan sama dengan kapasitas efektif.
Dalam kaitannya dengan defenisi diatas maka perencanaan kapasitas berusaha untuk mengintegrasikan factor-faktor produksi untuk meminimasi ongkos fasilitas produksi. Dengan kata lain, keputusan-keputusan yang kapasits produksi harus mempertimbangkan faktor-faktor ekonomis fasilitas produksi tersebut, termasuk didalamnya efisiensi dan utilisasinya. Adapun faktor-faktor yang mempengaruhi pembentukan kapasitas efektif ialah rancangan produk, kualitas bahan yang digunakan, sikap dan motivasi tenaga kerja, perawatan mesin/fasilitas, serta rancangan pekerjaan.
14 Hendra Kusuma. Manajemen Produksi. Perencanaan Pengendalian Produksi. (Penerbit Andi : Yogyakarta) Hal : 113
Rumus yang digunakan untuk menghitung ketersediaan Kapasitas ialah:
Kapasitas Tersedia = Waktu Tersedia + Efisiensi + Utilisasi
Utilisasi merupakan variabel acak karena sebuah mesin dapat saja idle karena rusak atau karena pekerjanya absen, atau karena tidak ada pekerjaan yang dilakukan. Efisiensi ialah bilangan acak karena kita tidak dapat menyamaratakan kecepatan kerja satu pekerja dengan pekerja lainnya. Tingkat efisiensi akan sangat tergantung pada keahlian/keterampilan pekerjanya. Jika di suatu departemen terdapat sedikit pergeseran pekerja efisiensi sedikit berubah. Apabila pekerja baru masuk, maka efisiensi kerjanya jelas lebih rendah daripada tata-rata rekannya di departemen itu (fenomena kurva belajar). Training pekerja dan kebijaksanaan personalia akan sangat berpengaruh pada efisiensi pekerja.
Tingkat utilisasi tidak mudah dihitung. Dua variabel yang secara implisit ada di dalam tingkat utilisasi, yaittr idle akibat kegiatan perawatan dan idle akibat pekerja absen. Idealnya tingkat absensi dan kerusakan mesin adalah nol, tetapi praktis hal ini tidak mungkin terjadi. Untuk itu perlu disadari bahwa besaran kapasitas tidak mungkin dinyatakan dalam satuan absolut/mutlak, tetapi hanya merupakan nilai perkiraan saja.
3.8. Rought Cut Capacity Planning (RCCP)
RCCP digunakan untuk menghitung kebutuhan kapasitas secara kasar dan membandingkannya dengan kapasitas yang tersedia.15
15 Sukaria Sinulingga.Op.Cit. Hal 137-142.
Perhitungan secara kasar yang dimaksud adalah kebutuhan kapasitas masih didasarkan pada kelompok
produk, bukan produk per produk dan tidak memperhitungkan jumlah persediaan yang telah ada.
Apabila pada salah satu atau beberapa stasiun kerja dalam bulan tertentu ditemui keadaan bahwa kebutuhan kapasitas lebih besar dari kapasitas yang tersedia maka beberapa alternatif keputusan perlu dianalisis sebagai berikut:
1. Alternatif 1
Rencana produksi agregat pada bulan tersebut dikoreksi yaitu diturunkan sampai kepada jumlah realistik ditinjau dari ketersediaan kapasitas. Resiko terhadap alternatif ini perlu dikritis karena mengoreksi jumlah produk yang dihasilkan akan menurunkan pangsa pasar.
2. Alternatif 2
Melakukan penyesuaian (re-adjustment) jumlah unit produk kelompok tertentu agar time bucket misalnya sebagian dipindahkan ke periode lebih awal atau ke periode yang dibelakangnya.
3. Alternatif 3
Melakukan penambahan kapasitas stasiun kerja dimana defisit terjadi misalnya penambahan jumlah mesi terkait dan lain-lain.
Keputusan yang diambil haruslah berdasarkan hasil analisis trade-off yang mendalam dari ketiga alternatif tersebut dengan mempertimbangkan tidak hanya faktor finansial tetapi juga faktor teknis dan faktor sosial yang terkait dengan kepentingan para karyawan, pemilik modal, dan tidak terkecuali kepentingan pelanggan.