PABRIK HIGH ALUMINA REFRACTORY
DENGAN PROSES DRY PRESS
PRA RENCANAPABRIK
PENELITIAN
Oleh:
ADI NUGRAHA WISUDAWAN
0931010001
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL ”VETERAN”
JAWA TIMUR
LEMBAR PENGESAHAN
PRA RENCANA PABRIK HIGH ALUMINA REFRACTORY
DENGAN PROSES DRY PRESS
Disusun Oleh:
ADI NUGRAHA WISUDAWAN
0931010001
Telah diterama dengan dan siap untuk diujikan.
Surabaya,November 2013
Mengetahui,
Dosen Pembimbing:
PABRIK HIGH ALUMINA REFRAKTORI
DENGAN PROSES DRY PRESS
PRA RENCANA
Disusun Oleh :
ADI NUGRAHA WISUDAWAN NPM : 0931010001
Telah dipertahankan dihadapan dan diterima oleh Dosen Penguji Pada tanggal : 29 November 2013
TIM PENGUJI . DOSEN PEMBIMBING
I
Ir. Tasim Billah, MT Ir. Nurul Widji, MT
NIP. NIP. 19520916 198203 2 001 II
Ir. Isni Utami, MT NIP. 19590710 198703 2 001 II
Ir.Suprihatin.MT NIP.
Mengetahui
Dekan Fakultas Teknologi Industri
i
KATA PENGANTAR
Dengan mengucapkan puji syukur kepada Allah S.W.T atas berkat dan rahmat-Nya, maka penyusun dapat menyelesaikan Tugas Akhir dengan judul: “Pabrik High Alumina Refractory dengan Proses Dry Press“ yang merupakan salah satu persyaratan untuk memperoleh gelar Sarjana Teknik jurusan Teknik Kimia, Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur. Atas tersusunnya Tugas Akhir ini saya sebagai penyusun mengucapkan terima kasih kepada :
1. Ir. Sutiyono , MT , selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur
2. Ir. Retno Dewati, MT , selaku Ketua Jurusan Teknik Kimia Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Ir. Nurul Widji Triana, MT, selaku Dosen Pembimbing Tugas Akhir.
4. Seluruh Karyawan dan Staf TU Fakultas Tehnologi Indusrtri yang telah membantu dalam proses surat menyurat dan pendaftaran ujian
5. Semua pihak yang telah banyak membantu tersusunnya Tugas Akhir ini yang tidak dapat saya sebutkan satu persatu .
Penyusun menyadari bahwa isi dari laporan Tugas Akhir ini sangat jauh dari sempurna, maka penyusun mengharapkan saran dan kritik yang bersifat membangun dari pembaca .
Akhir kata penyusun berharap semoga Tugas Akhir ini dapat bermanfaat bagi perkembangan ilmu pengetahuan di Indonesia .
Surabaya, November 2013
ii
INTISARI
Pra Rencana Pabrik High Alumina Refractory dengan Proses Dry Press ini direncanakan beroperasi selama 330 hari per tahun dengan kapasitas produksi 60.000 ton/tahun. Bahan baku yang digunakan adalah bauksit, alumina dan kaolin.
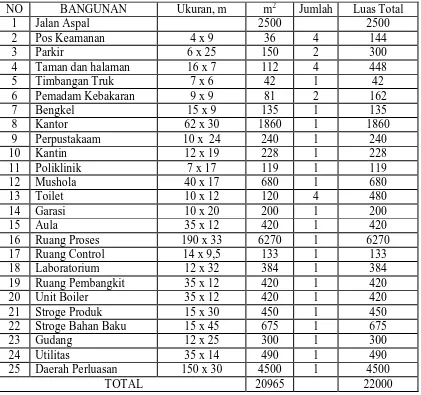
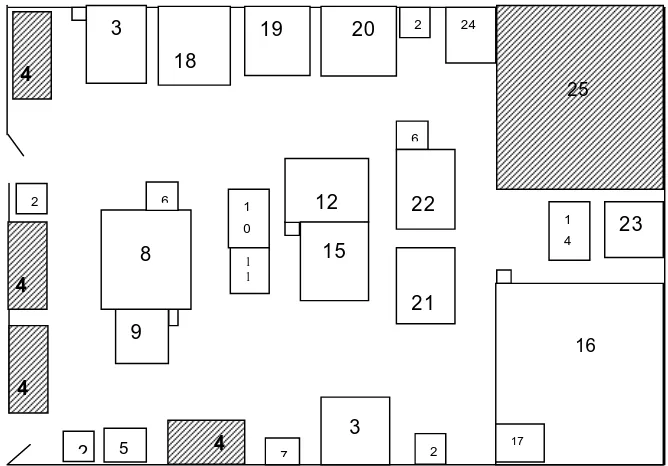
Dari pertimbangan beberapa faktor, maka direncanakan lokasi pabrik didirikan di daerah Manyar, Gresik, Jawa timur. Dengan perencanaan sebagai berikut:
Luas Tanah : 22.000 m2
Jumlah karyawan : 201 orang
Bentuk perusahaan : Perseroan Terbatas (PT)
Struktur organisasi : Garis dan Staf
Masa konstruksi : 2 tahun
Modal Tetap (FCI) : Rp. 311.455.463.397
Modal Kerja (WCI) : Rp. 50.306.275.333
Investasi Total (TCI) : Rp. 361.761.738.730
IRR : 38,57%
ROE : 24,44%
POP : 3,8 tahun
iii
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI ... ii
DAFTAR ISI ... iii
BAB I PENDAHULUAN ... I-1
BAB II SELEKSI PROSES... II-1
BAB III NERACA MASSA ... III-1
BAB IV NERACA PANAS ... IV-1
BAB V SPESIFIKASI PERALATAN ... V-1
BAB VI PERENCANAAN ALAT UTAMA ... VI-1
BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA ... VII-1
BAB VIII UTILITAS ... VIII-1
BAB IX LOKASI DAN TATA LETAK PABRIK ... IX-1
BAB X ORGANISASI PERUSAHAAN ... X-1
BAB XI ANALISA EKONOMI... XI-1
BAB XII DISKUSI DAN KESIMPULAN ... XII-1
DAFTAR PUSTAKA ... iv
APPENDIX A. PERHITUNGAN NERACA MASS ... A-1
APPENDIX B. PERHITUNGAN NERACA PANAS ... B-1
APPENDIX C. PERHITUNGAN SPESIFIKASI ALAT ... C-1
I-1 Pendahuluan
BAB I
PENDAHULUAN
I.1 Latar Belakang
Refraktory merupakan produk industri (beberapa diantaranya ada juga yang berasal dari alam) yang identitasnya lebih dikenal dari sifat sifat dalam pemakaiannya, terutama pada temperatur tinggi.
Refraktory merupakan bagian penting dalam industri besar yang mengunakan furnace. Dalam kenyataannya tanpa lapisan refraktory, furnace tidak dapat dioperasikan. Refraktory sangat diperlukan dalam tiap industri yang membutuhkan temperatur tinggi.
Pencatatan awal menunjukan refraktory furnace (stone) digunakan sejak awal abad ke-17 di inggris. Furnace besi yang pertama kali di negeri ini memakai batu siliceous. Fire clay refraktory yang merupakan glass-pot yang dibuat pertama kali digunakan pada akhir abad ke-18. Silica refraktory dari beberapa variasi lime bounded diproduksi kira-kira pertengahan abad ke-19. Chrome Magnesit dan high alumina refraktory dibuat di Amerika menjelang abad ke-19. Beberapa refraktory baru tersedia dengan temperatur tinggi dan menyangkut aplikasi terhadap perubahan masalah keramik.
I.2 Manfaat
I-2 Pendahuluan
I.3 Aspek Ekonomi
Kebutuhan high alumina refractory di Indonesia khususnya, semakin meningkat dengan peningkatan kebutuhan kapasitas pada bidang industri kimia. Data kebutuhan high alumina refractory untuk Indonesia dari Biro Pusat Statistik pada tahun 2008-2012 terlihat pada table I.1, sehingga kebutuhan pada tahun 2013 dapat ditentukan dengan metode regresi linier dan penentuan prediksi kapasitas produksi dapat direncanakan.
Table I.1. Data Kebutuhan High Alumina Refractory Indonesia
Tahun Kapasitas (ton/tahun) 2008 59.127.942 2009 62.557.953 2010 67.048.417 2011 67.614.251 2012 68.446.998 Sumber: Biro Pusat Statistik
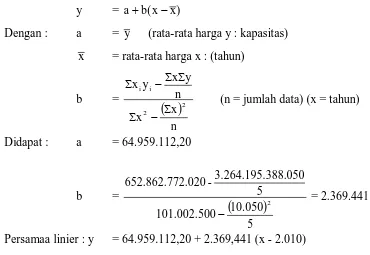
Digunakan metode Regresi Linier (Peters : 760), dengan persamaan : y = ab(xx)
Dengan : a = y (rata-rata harga y : kapasitas) x = rata-rata harga x : (tahun)
b =
n x x n y x y x 2 2 i i (n = jumlah data) (x = tahun)
Didapat : a = 64.959.112,20
b =
5 10.050 0 101.002.50 5 050 . 388 . 195 . 264 . 3 -2.020 652.862.77 2 = 2.369.441I-3 Pendahuluan
Pabrik direncanakan berproduksi pada tahun 2015 dengan masa konstruksi selama 2 tahun, maka x = 2015 , sehingga didapat kebutuhan pada tahun 2015,
y = 64.959.112,20 + 2.369,441 (2015 - 2.010) = 76.806.000 ton/th
Untuk kapasitas pabrik terpasang direncanakan digunakan 78% dari kapasitas perhitungan, maka kapasitas produksi terpasang = 78% x 76.806.000 ton/th Kapasitas produksi = 59.909.148 ton/tahun
60.000ton/tahun
I.4. Sifat-Sifat Fisik dan Kimia
I.4.1. Sifat-sifat Bahan Baku
1. Bauxite.
I-4 Pendahuluan
keperluan komersial sekarang mempunyai range yang luas dibidang kimia. Komposisi-komposisi yang dapat diterima tercantum seperti berikut ini:
Al2O3 : 80% SiO2 :8% Fe2O3 :8% TiO2 :4% (Considine,1974)
Bauxite tidak larut dalam air, dekomposisi dari asam hidrochloric dan tahan api, Bauxite digunakan untuk amplas, semen alumina, refraktori, katalis, plastic, cat, komestik dan lain-lain.
2. Kaolin (Al2O3.2SiO2.2H2O)
Kaolin ada dua macam yaitu kaolin powder dan kaolin gupal. Secara umum kaolin berasal dari batu feldstarthic melalui proses hidrothermal. Komposisi Kaolin yang digunakan :
Al2O3 :38,5% SiO2 :45,8% Fe2O3 :0,7% TiO2 :1-4% H2O :13,6% (Othmer 5,1975)
I-5 Pendahuluan
dan listrik yang rendah dengan pH bervariasi. Kaoline biasanya digunakan dalam berbagai industri, baik sebagai bahan baku utama sebagai bahan pembantu fungsinya bisa sebagai pengisi (filter), pelapis (coater), barang tahan api, atau penyekat isolator. Pengunaan kaolin yang utama adalah dalam industri kertas, keramik, cat, karet/ban dan plastic. Sedangkan pengunaan lainnya diantaranya untuk semua industri tertentu didasarkan pada spesifikasi yang ditetapkan untuk industri tersebut.
3. Alumina
Sifat-sifat dari Alumina antara lain: » Berbentuk bongkahan » Tidak larut dalam air
» Sulit larut dalam asam mineral » Melting point = 2030 oC. » Spesific Gravitiy – 3,97 » Tahan Api
Kegunaan
I-6 Pendahuluan
I.4.2. Sifat-sifat Produk
High aluminium refraktori biasanya digunakan untuk: » Sebagai media penghantar panas (konduktor)
» Sebagai media penyimpanan panas (chequer) » Sebagai media penahan panas (isolator panas) » Sebagai bahan konstruksi suhu tinggi.
Fungsi refraktori sebagai bahan konstruksi yang bekerja pada suhu tinggi merupakan fungsi yang realistik, karena dalam praktik sebenarnya fungsi-fungsi tersebut diatas dipadukan menjadikan satu dalam komposisi yang disesuaikan kebutuhan. Dengan demikian refraktori dapat dirakit menjadi komponen konstruksi yang tepat guna.
Sifat-sifat High Alumina Refraaktori : » Kadar Al2O3 : 45-100% » Ukuran : 9 x 4,5 x 2,5 in » Porosity Apparent : 1%
II-1 Seleksi dan Uraian Proses
BAB II
SELEKSI DAN URAIAN PROSES
II.1. Macam Proses
Proses pembuatan High Alumina Refraktori ada 2 macam ,yaitu: a. Prosess Dry Press.
b. Proses Slip Casting
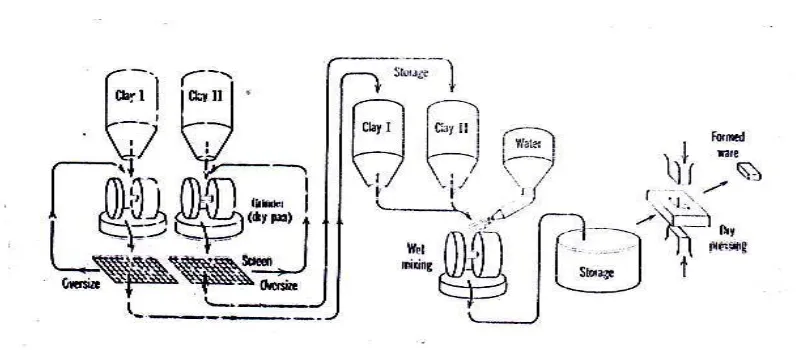
II.1.1. Proses Dry Press
Proses dry press banyak digunakan dalam whiteware, refractori, dan industri abrasive yang menghasilkan produk cermet (ceramic-metal). Dry press digunakan untuk menghasilkan cermet dengan teknik menekan sehingga menghasilkan bentuk geometri sederhana dan komplek. Material yang akan di dry press dapat berupa benda kering atau benda yang berisi hingga 12% kadar air. Hasil proses dry press kadar air diharapkan mengandung 10-7% air.
Tahapan Proses
II-2 Seleksi dan Uraian Proses
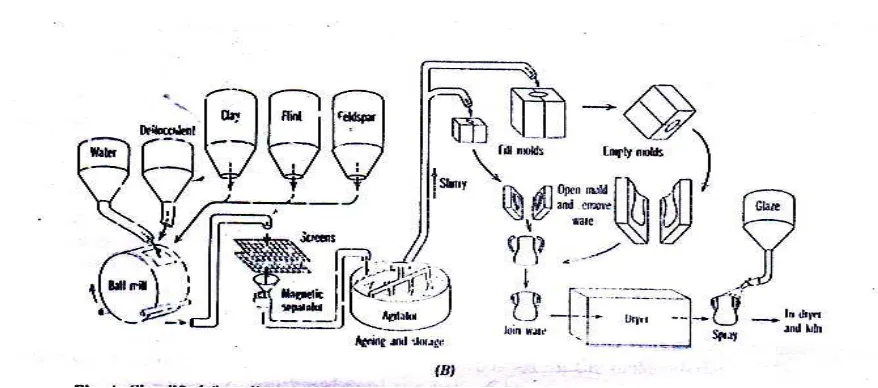
II.1.2 Proses Slip Casting
Proses Slip Casting adalah teknik yang digunakan untuk pembuatan gerabah khusus dalam bentuk yang rumit dan memerlukan beberapa kali cetak. Cairan tanah liat (dicampur dalam blunger) dituangkan ke dalam cetakan plester dan dibiarkan membentuk lapisan di rongga di dalam cetakan. Dalam cor cetakan padat, benda keramik seperti gagang dan piring-piring yang dikelilingi plester di semua sisi dengan reservoir untuk slip. Untuk cor cetakan berongga, setelah plester menyerap sebagian besar cairan dari lapisan luar dari tanah liat slip tersisa dituangkan off untuk kemudian digunakan . Bagian cor dilepas dari cetakan , " fettled " ( tertata rapi ) , dan dibiarkan kering . Teknik ini cocok untuk membuat cekungan atau potongan-potongan kecil seperti patung dan teko.
Tahapan proses
II-3 Seleksi dan Uraian Proses
II.2. Pemilihan Proses
Dari uraian proses diatas dapat diikat bahwa proses yang paling efisen adalah proses dry Press Karena:
1. Produk yang dihasilkan berbentuk balok simetris yang tidak berongga sehingga cocok untuk bahan konstruksi.
2. Prosesnya lebih sederhana sehingga biaya operasional lebih rendah dibandingkan dengan proses lainnya.
3. Kandungan air dalam bahan cukup tinggi sehingga bahan cukup plastik untuk dibentuk.
4. Energi yang dibutuhkan lebih sedikit dibandingkan dengan proses lainnya.
II.3. Uraian Proses.
1. Menghancurkan bahan-bahan didalam crusher dan grinder.
Beberapa bahan baku diperoleh dalam bentuk gumpalan besar maka crushing terutama diperlukan untuk memproduksi butir-butir kecil kemudian dilanjutkan grinding. Bahkan baku ini merupakan salah satu bahan yang dimiliki pabrik refraktori, seperti bauksit. Alat-alat umum yang dipakai dalam operasi ini adalah jaw-crusher.
2. Screening
Refraktori brick menghasilkan produk yang berbentuk padat. Satu tahapan permulaan untuk memperoleh produk dengan kadar tinggi adalah mengatur butiran yang cocok dari campuran bahan baku diumpamakan ke screen kapasitas tinggi. Bahan yang tidak melalui screen dikembalikan lagi ke crusher atau grinder untuk dihancurkan menurut tertentu.
II-4 Seleksi dan Uraian Proses
Refraktori seperti dalam proses keramik, pada proses mixing terjadi proses pencampuran bahan baku untuk menghasilkan campuran yang lebih homogen. Pada proses refraktori terdapat dua kali pencampuran. Pada proses mixing yang pertama dilakukan proses pencampuran bahan-bahan baku sampai didapatkan campuran yang homogen dan yang kedua dengan penambahan air 10-20%.
4. Forming/repressing
Kebanyakan bentuk-bentuk refraktory pada mesin toggle press atau hidrolic press. Dalam operasi ini, mulut cetakan diisi dengan campuran basah untuk memulai siklus press. Selama siklus press, beberapa produk seperti fire clay brick didearing melalui penambahan dalam ruang vacum keatas dan dasar. Dearing membantu menghasilkan produk berbentuk padat. Proses ini dapat dilakukan selama oprasing pressing dimana pelapis baja belum dibentuk. Cetakan diisi dengan campuran dan plate menjadi bagian dari brick diatas pressing. Kadang-kadang brick pertama yang dipress dan sebelum dibentuk diatas plate diikat untuk operasi selanjutnya. Tiap-tiap siklus press terbentuk dari satu sampai 4 brick, tergantung dari ukuran. Tekanan yang digunakan dalam forming press/repress adalah 15 Psi.
(Othmer 20,1978). 5. Dryer
Pada Dryer refraktori yang sudah terbentuk dari tonggle press kemudian dikeringkan pada dryer, hal ini dilakukan untuk mengulangi kadar air pada high alumina refraktori.
6. Kiln
II-5 Seleksi dan Uraian Proses
bersekitar antara 200-600 ft.Kereta yang berisi refraktori yang keluar dari tunnel dryer lalu masuk kedalam tunnel klin, tunnel kiln sendiri dibagi menjadi tiga zone yaitu preheating zone, firing zone dan cooling zone. Peralatan yang digunakan untuk membakar high alumina tergantung dari refraktori yang dibakar, temperatur firing zone bervariasi dari 1200-1900oC. Untuk perluasan yang lebih sedikit, circular-down-draf kiln digunakan untuk pembakaran pada beberapa refraktori, particel silica dalam bentuk fire clay yang besar. Siklus pembakaran yang sempurna untuk type continous klin dalah sebesar 72 jam.
Pada Tunnel Kiln terjadi reaksi calsinasi sebagai berikut :
C + O2 CO2
H2 + ½O2 H2O
S + O2 SO2
Hasil Alumina refraktori yang keluar dari tunnel kiln akan sangat keras dan kuat hal ini disebabkan karena alumina bersifat plastis pada saat basah dan sangat keras bila dipanaskan pada suhu tinggi. Brick yang terbentuk menyebabkan kekerasan pada produk refraktory.
Dalam klin terjadi udara panas yang mempunyai efisien sebagai berikut: a. Pada daerah preheating.
Pada daerah ini produk yang masuk dialiri udara panas atau asap flue gas yang berasal dari daerah firing, kemudian terus mengalir kecerobong dengan bantuan exhause pan.
b. Pada daerah firing
Pada daerah ini produk dibakar dari pembakaran bahan bakar (fuel) dengan udara dibuner.
II-6 Seleksi dan Uraian Proses
III-1 Neraca Massa
:
: :
= x
x
=
=
Kapasitas Produksi 60.000 ton/tahun
Waktu Operasi 330 hari/tahun
24 330
BAB III
NERACA MASSA
7575,757576 kg/jam
Basis 1000 kg bauksit
Produksi High Alumina 60.000 1000
III-2 Neraca Massa
1.
:
:
: Mixer
Al2O3 5575,620
SiO2 254,04 SiO2 1516,640
Neraca Massa Mixer
Masuk kg Keluar kg
Al2O3 2540,44
Bauksit
TiO2 131,468
Fe2O3 254,044 Fe2O3 276,272
TiO2 127,022
1964,868
3175,544 H2O
TiO2 Fe2O3 H2O
4,446
377,890 22,229
2737,478
397,737
Alumina Al2O3
1262,596 1070,317 Al2O3
SiO2 H2O
Kaolin
19,847 1984,715
Total 7897,737
III-3 Neraca Massa
2.
3. Automatic Hydrolic Press
Neraca massa Automatic Hydrolic Press
Al2O3 5575,620 Al2O3 5575,620
SiO2 1516,640 SiO2 1516,640
Wet Pan
Neraca Massa Wet Pan
Masuk kg Keluar kg
397,737 1875,000
H2O H2O
TiO2 131,468 TiO2 131,468
Fe2O3 276,272 Fe2O3 276,272
9375,000
Masuk kg/jam Keluar kg/jam
7897,737
H2O 1477,263
Total 9375,000 Total
TiO2 131,468 TiO2 131,468
Fe2O3 276,272 Fe2O3 276,272
Al2O3 5575,620 Al2O3 5575,620
SiO2 1516,640 SiO2 1516,640
8064,516
H2O 1310,484
Total 9375,000 Total 9375,000
III-4 Neraca Massa
4.
: :
:
5. Tunnel Kiln
: :
:
= x x
= =
Brick ke Udara
Al2O3 5575,620 H2O 488,759
Tunnel Dryer
Neraca massa Tunnel Dryer
Masuk kg/jam Keluar kg/jam
SiO2 1516,640
TiO2 131,468 ke Belt Conveyor
Fe2O3 276,272 Al2O3 5575,620
Fe2O3 276,272
75,758 H2O
564,516 SiO2 1516,640
H2O
TiO2 131,468
Masuk kg/jam Keluar kg/jam
Brick ke Udara
7575,758
Total 8064,516 Total 8064,516
Neraca massa Tunnel Kiln
TiO2 131,468 ke Belt Conveyor
Fe2O3 276,272 Al2O3 5575,620
Al2O3 5575,620 H2O 75,758
SiO2 1516,640
Fe2O3 276,272
0,000 H2O
75,758 SiO2 1516,640
H2O
TiO2 131,468
60000000 60000
kg/tahun ton/tahun
7575,757576 7500,000
Total 7575,758 Total 7575,758
IV-1 Neraca Panas
1.
2.
3. Tunnel Kiln
Preheating tunnel Kiln
Q pemanas 2325402,2218 Q loss 116270,1111
Total 2395105,7957 Total 2395105,7957
H2O 3484,8485 H2O 37760,2679
TiO2 1044,7915 TiO2 31810,1149
Fe2O3 2044,8716 Fe2O3 68845,9685
Al2O3 49967,6131 Al2O3 1663176,6975
SiO2 13161,4493 SiO2 477242,6357
Total 93170,5997 Total 93170,5997
Neraca panas Preheating Tunnel Kiln
Masuk kcal Keluar kcal
a.
H2O 53,7793 H2O 1345,9456
Q steam 89706,0903 Q loss 4485,3045
O2 602,3263 O2 16509,7732
N2 2808,4039 N2 70829,5764
Heater
Neraca panas heater udara
Masuk kcal Keluar kcal
ΔH udara 63151,5108 Q loss 3157,5755
Total 72861,1495 Total 72861,1495
H2O 2822,5806 H2O 3484,8485
TiO2 111,8404 TiO2 1044,7915
Fe2O3 214,6116 Fe2O3 2044,8716
SiO2 13161,4493
Tunnel Dryer
Neraca panas Tunnel Dryer
Masuk kcal Keluar kcal
BAB IV
NERACA PANAS
Al2O3 5192,7670 Al2O3 49967,6131
IV-2 Neraca Panas
Q pendingin3547621,2371
Total 3913237,7766 Total 3913237,7766
Fe2O3 122098,5561 Fe2O3 11108,3466 SiO2 861854,3184 SiO2 73385,6677 TiO2 55876,6453 TiO2 5411,5750 Neraca panas Preheating Tunnel Kiln
Masuk kcal Keluar kcal
Al2O3 2873408,2567 Al2O3 275710,9501
Total 4001246,3218 Total 4001246,3218
c. Cooling Tunnel Kiln
Q pemanas 1760170,9051 Q loss 88008,54526 TiO2 31810,1149 TiO2 55876,6453 Fe2O3 68845,9685 Fe2O3 122098,5561
kcal Al2O3 1663176,6975 Al2O3 2873408,2567 SiO2 477242,6357 SiO2 861854,3184 b. Firing Tunnel Kiln
Neraca panas Firing Tunnel Kiln
V-1 Spesifikasi Alat
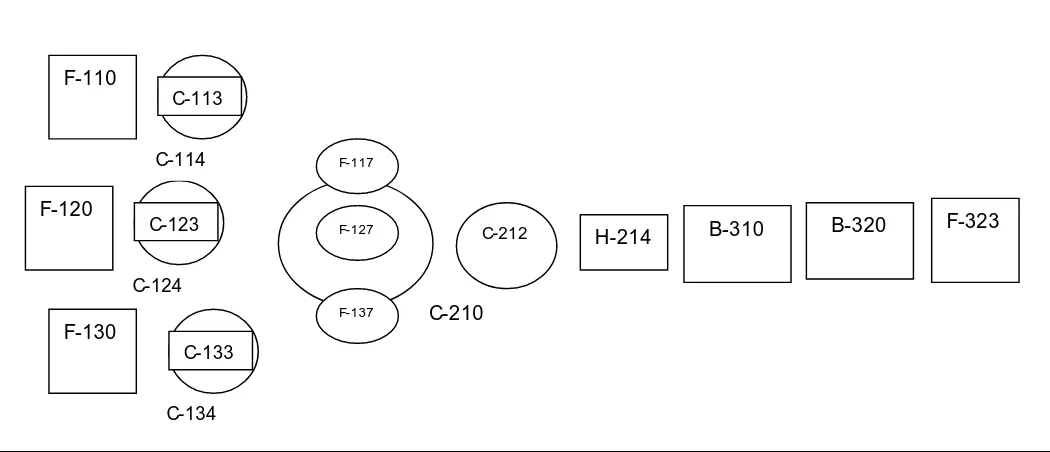
1. Gudang bauksit (F-110)
: :
Volume Bak :
: : :
: Tembok dari beton Atap dari galvalum Lantai dari beton :
2. Belt Conveyor Bauksit (J-111) :
: Untuk mengangkut Bauksit dari (F-110) ke (J-112) : : : : : : : : : buah
3. Bucket Elevator Bauksit (J-112) :
: Mengangkut Bauksit dari (J-112) ke (C-113) :
: : : :
: x x
: Hp
: buah
Power 1,7
Jumlah 1
Bucket spasing 12 in
Ukuran Bucket 6 4 4,25 in
Tinggi Elevasi 25 ft
Kecepatan Bucket 19,29 ft/min
Fungsi
Type Centrifugal bucket elevator
Kapasitas 1,2 ton/jam
Daya Motor 0,26 Hp
Jumlah 1
Spesifikasi alat
ft
Sudut 20°
Kecepatan Belt 30,5 m/min 82,02 Fungsi
Type Troughed belt conveyor
Kapasitas
BAB V
SPESIFIKASI ALAT
Spesifikasi Alat :
Fungsi Untuk menyimpan bahan baku Bauksi
Type Bangunan segi empat
Bahan konstruksi
Lebar 10 ft
Tinggi 10 ft
1,44 ton/jam 2249,91736 cuft Dimensi :
Panjang 20 ft
Jumlah 1 buah
Spesifikasi alat
Bahan Karet
Lebar 14 in
V-2 Spesifikasi Alat
4. Jaw Crusher Bauksit (C-113)
Spesifikasi Alat :
: Memecah bauksit dari (J-112) untuk diumpankan ke (C-114) :
: ton/jam
: x in
: rpm
: Hp
: buah
: Cast iron
5. Dry Pan Bauksit (C-114)
: : : : ton/jam : m : m : Hp : buah
: Carbon Steel SA 283 Grade C
6. Belt Conveyer Bauksit II (J-115)
:
: Untuk mengangkut Bauksit dari (C-114) ke (J-116) : Troughed belt conveyor
Dasar Pemilihan:
: kg/jam
: Karet
: in
: ft
: 20o
: ft : m/min : buah Jumlah 1 Panjang 32,808 Sudut
Kecepatan Belt 30,5 Daya Motor 0,25 Fungsi
Type
Kapasitas 1,44
Bahan
Lebar 14
Power 15
Jumlah 1
Bahan konstruksi
Spesifikasi alat
Kapasitas 1,2
Diameter Pan 3
Diameter Muller 1,6 Bahan kostruksi
Spesifikasi alat
Fungsi Untuk memperkecil ukuran sampai 200 mes
Type Dry Pan
Speed 400
Power 10
Jumlah 1
Type Blake Jaw Crusher
Kapasitas 1,2
Size Opening 3 12
V-3 Spesifikasi Alat
7. Bucket Elevator Bauksit II (J-116)
Spesifikasi alat :
: Mengangkut Bauksit dari (J-115) ke (F-117) : Centrifugal bucket elevator
Dasar Pemilihan :
: ton/jam
: ft
: ft.min
: in
: x x in
: Hp
: buah
8. Hopper Bauksit (F-117)
:
: Menampung sementara Bauksit dari (J-116)
: Silinder dengan tutup bawah berbentuk konical dengan posisi vertical Dasar Pemilihan :
Volume Tangki : cuft
: ft : ft : in : ft : ft : ft : : in : buah
9. Gudang Alumina (F-120)
Spesifikasi alat :
: Untuk menyimpan bahan baku alumina : Bangunan segi empat
Dasar Pemilihan:
Volume Bak : cuft
Dimensi :
: ft : ft : ft Lebar 12 Tinggi 12 Fungsi Type 1338,1826 Panjang 24
Cone angle 45
Tebal angle 2/16
Jumlah 1
Diameter atas conical 4 Diameter bawah conical 1
Tinggi conical 1,5
Diameter dalam silinder 4
Tinggi silinder 7
Tebal shell 2/16
Jumlah 1
Spesifikasi hopper Fungsi
Type
52,912
Ukuran Bucket 6 4 4,25
Power 1,735
Tinggi Elevasi 25 Kecepatan Bucket 19,28571 Bucket spasing 12 Fungsi
Type
V-4 Spesifikasi Alat
: Tembok dari beton Atap dari galvalum Lantai dari beton
: buah
10. Belt Conveyor Alumina (J-121)
Spesifikasi alat :
: Untuk mengangkut Alumina dari (F-120) ke (J-122) : Troughed belt conveyor
: ton/jam
: Karet
: in
: ft
: 20o
: m/min
: Hp
: buah
11. Bucket Elevator Alumina (J-122)
Spesifikasi alat :
: Mengangkut Alumina dari (J-121) ke (C-213) : Centrifugal bucket elevator
: ton/jam
: ft
: ft/min
: min
: x x in
:
: buah
12. Jaw Crusher Alumina (C-123)
Spesifikasi Alat :
: Memecahkan Alumina untuk diumpankan ke (C-124) : Blake Jaw Crusher
: ton/jam
Size opening : 3 x 12 in
Speed : rpm
Power : Hp
Jumlah : buah
Bahan Konstruksi : Cast iron 400 10 1 Jumlah 1 Fungsi Type Kapasitas 0,75
Ukuran Bucket 6 4 4,25
Power 1,00 Hp
Tinggi Elevasi 25 Kecepatan Bucket 12,0536 Bucket spasing 12
Jumlah 1 30,5 Fungsi Type Kapasitas 0,7500 Panjang 82 Sudut Kecepatan belt
Daya motor 0,25
V-5 Spesifikasi Alat
13. Dry Pan Alumina (C-124)
Spesifikasi alat :
Fungsi : Untuk memperkecil ukuran sampai 200 mesh
Type : Dry Pan
Kapasitas : : ton/jam
Diameter Pan : m
Diameter Muller : m
Power : Hp
Jumlah : buah
Bahan Konstruksi: Carbon Steel SA 283 Grade C
14. Belt Conveyor Alumina II (J-125)
Spesifikasi alat :
Fungsi : Untuk mengangkut Alummina dari (C-124) ke (J-126) Type : Troughed belt conveyor
Kapasitas : ton/jam
Bahan : Karet
Lebar : in
Panjang : ft
Sudut : 20o
Kecepatan Belt : m/min
Daya motor : Hp
Jumlah : buah
15. Bucket Elevator Alumina II (J-126)
Spesifikasi alat :
Fungsi : Mengangkut Alumina dari (J-125) ke (F-127) Type : Centrifugal bucket elevator
Kapasitas : ton/jam
Tinggi Elevasi : ft
Kecepatan Bucket : ft/min Bucket spasing : in
Ukuran Bucket : x x
Power : Hp
Jumlah : buah
16. Hopper Alumina (F-127)
Spesifikasi alat :
Fungsi : Menampung sementara Alumina dari (J-126) Type : Silinder dengan tutup bawah berbentuk conical
dengan posisi vertical
Volume Tangki : cuft
1 29,2064 0,75 25 12,0536 12
6 4 4,25 in
V-6 Spesifikasi Alat
Diameter dalam conical : ft
Tinggi silinder : ft
Tebal shell : in
Diameter atas conical : ft Diameter bawah conical : ft
Tinggi conical : ft
Cone angle :
Tebal angle : in
Jumlah : buah
17. Gudang Kaolin (F-130)
Spesifikasi alat :
Fungsi : Untuk menyimpan bahan baku Kaolin Type : Bangunan segi empat
Volume Bak : cuft
Dimensi :
Panjang : ft
Lebar : ft
Tinggi : ft
Bahan Konstruksi : Tembok dari beton Atap dari galvalum Lantai dari beton
Jumlah : buah
18. Belt Conveyor Kaolin (J-131)
Spesifikasi alat :
Fungsi : Untuk mengangkut kaolin dari (F-130) ke (J-132) Type : Troughed belt conveyor
Kapasitas : ton/jam
Bahan : Karet
Lebar : in
Panjang : ft
Sudut : 20o
Kecepatan Belt : m/min
Daya Motor : Hp
Jumlah : buah
V-7 Spesifikasi Alat
19. Bucket Elevator Kaolin (J-132)
Spesifikasi alat :
Fungsi : Mengangkut Kaolin dari (J-131) ke (C-133) Type : Centrifugal bucket elevator
Kapasitas : ton/jam
Tinggi Elevasi : ft
Kecepatan bucket : ft/min Bucket Spasing : in
Ukuran Bucket : x x
Power : Hp
Jumlah : buah
20. Jaw Crusher Kaolin (C-133)
Sepsifikasi alat :
Fungsi : Memecah Kaolin untuk diumpankan ke (C-134)
Type : Blake Jaw Crusher
Kapasitas : ton/jam
Size Opening : 3 x 12 in
Speed : rpm
Power : Hp
Jumlah : buah
Bahan konstruksi : Cast iron
21. Dry Pan Kaolin (C-134)
Spesifikasi alat :
Fungsi : Untuk memperkecil ukuran sampai 200 mesh
Type : Dry pan
Kapasitas : ton/jam
Diameter Pan : m
Diameter Muller : m
Power : Hp
Jumlah : buah
Bahan konstruksi : Carbon Steel SA 283 Grade C
22. Belt Conveyor Kaolin II (J-135)
Spesifikasi alat :
Fungsi : Untuk mengangkut Kaolin dari (J-134) ke (J-136) Type : Troughed belt conveyor
Kapasitas : ton/jam
Bahan : Karet
Lebar : in
Panjang : ft
V-8 Spesifikasi Alat
Sudut : 20o
Kecepatan Belt : m/min
Daya Motor : Hp
Jumlah : buah
23. Bucker Elevator Kaolin II (J-136)
Spesifikasi alat :
Fungsi : Mengangkut Kaolin dari (J-135) ke (F-137) Type : Centrifugal bucket elevator
Kapasitas : ton/jam
Tinggi Elevasi : ft
Kecepatan Bucket : ft/min
Ukuran Bucket : x x
Power : Hp
Jumlah : buah
24. Hopper Kaolin (F-137)
Spesifikasi alat :
Fungsi : Menampung sementara Kaolin dari (J-136) Type : Silinder dengan tutup bawah berbentuk konical
dengan posisi vertical
Volume Tangki : cuft
Diameter dalam silinder : ft
Tinggi silinder : ft
Tebal shell : / in
Diameter atas conical : ft Diameter bawah conical : ft
Tinggi Conical : ft
Cone angele :
Tebal angele : / in
Jumlah : buah
25. Pan Mixer (C-210)
Spesifikasi alat :
Fungsi : Untuk mencampur bahan baku yang digunakan untuk pembuatan refractori, sehingga menjadi campuran homogen
Type : Pan Mixer
Kapasitas : ton/jam
Diameter Pan : ft Diameter Muller : ft
Power : Hp
Jumlah : buah
7,9 10 6 60 1 45 2 16 1 1 0,15038 4 10,5 2 16 4 1 1,5 1 25 0,0440
6 4 4,25 in
0,003
V-9 Spesifikasi Alat
Bahan konstruksi: Carbon Steel SA 283 Grade C
26. Belt Conveyor (J-211) Spesifikasi Alat :
Fungsi : Untuk mengangkut Bauksit dari (C-210) ke (C-212) Type : Troughed belt conveyor
Dasar Pemilihan : Dipilih conveyor jenis belt sesuai dengan bahan
Kapasitas : ton/jam
Bahan : Karet
Lebar : in
Panjang : ft
Sudut : 20o
Kecepatan Belt : m/min
Daya Motor : Hp
Jumlah : buah
Wet Pan (J-212)
Spesifikasi alat :
Fungsi : Untuk mencampur bahan baku yang digunakan untuk pembuatan refractori, sehingga menjadi campuran homogen
Type : Wet Pan
Kapasitas : kg/jam
Diameter Pan : ft Diameter Muller : ft
Power : Hp
Jumlah : buah
Bahan konstruksi: Carbon Steel SA 283 Grade C
28. Screw Conveyor (J-213)
Spesifikasi alat :
Fungsi : Mengangkut Bahan dari (C-212) ke (H-214) Type : Standart Screw Conveyor
Diameter : in = m
Kecepatan putar : rpm
Kapasitas : cuft/menit
Power : Hp
Panjang : ft = m
Bahan konstruksi : Carbon steel
Jumlah : 1 buah
60 1
9 ##
20 1,763
1
30 9,1
9,375 3 1,6
9,48 14 32,808
30,5 0,25 1
V-10 Spesifikasi Alat
Hydrolic Press (H-214)
Spesifikasi alat :
Fungsi : Untuk memberikan bentuk yang baik pada refractori Type : Automatic Hydro Press
Kapasitas : refractory / jam
Berat tiap produk : kg
Power : Hp
Jumlah : buah
Bahan konstruksi : Carbon Steel SA 283 Grade C
30. Belt Conveyor (J-215)
Spesifikasi alat :
Fungsi : Untuk mengangkut Brick dari (H-214) ke (B-310) Type : Troughed belt conveyor
Kapasitas : ton/jam
Bahan : Karet
Lebar : in= m
Panjang : ft = m
Sudut : 20o
Kecepatan Belt : m/min
Daya Motor : Hp
Jumlah : buah
31. Tunnel dryer (B-310)
Spesifikasi Alat :
Fungsi : Mengangkut produk yang telah dicetak sehingga kadar airnya turun Type : Tunnel Dryer
Kapasitas : ton/jam
Ukuran kereta :
panjang = ft
Lebar = ft
Tinggi = ft
Ukuran tunnel :
panjang = ft
Lebar = ft
Tinggi = ft
Power motor : Hp
Jumlah : buah
V-11 Spesifikasi Alat
32. Blower Udara (G-311) Spesifikasi Alat :
Fungsi : untuk menarik udara bebas ke (B-310) Type : rotary sliding vane
Laju Volumetric Udara : cuft/min
Power : Hp
Jumlah : buah
33. Heater udara (E-312) Spesifikasi Alat :
Type : 1`- Exchanger Shell Side :
ID = in
B = in
n = Tube side :
Nt = ; in triangular pitch
L = panjang
n =
OD = in BWG
35. Blower Udara 02 (G-321) Spesifikasi Alat :
Fungsi : untuk menarik udara bebas ke (B-320) Type : rotary sliding vane
Kapasitas : cuft/min
Tenaga : Hp
Jumlah : buah
36. Belt Conveyor (J-322) Spesifikasi alat :
Fungsi : Untuk mengangkut Brick ke (B-320) Ke (F-323) Type : Troughed belt conveyor
Kapasitas : ton/jam
Bahan : Karet
Lebar : in= m
Panjang : ft = m
Sudut : 20o
Kecepatan Belt : m/min
Daya Motor : Hp
Jumlah : buah
V-12 Spesifikasi Alat
37. Gudang Refractory (F-323) Spesifikasi alat :
Fungsi : Untuk menyimpan Produk Refractory Type : Bangunan segi empat
Dasar Pemilihan : Bahan Tidak Hidrokopis
Kapasitas Bak : cuft
Dimensi :
Panjang : ft
Lebar : ft
Tinggi : ft
Bahan Konstruksi : Tembok dari beton Atap dari galvalum
lantai dari beton beralas kayu
Jumlah : buah
19072 42 21 21
VI-1 Spesifikasi Alat Utama
Nam a Alat : Tunnel Klin
Fungsi : Unt uk m em bakar High Alum ina Refrakt ory Type : Car Tunnel Kiln
Prinsip kerja : Tunnel Kiln berbent uk persegi yang dilengkapi dengan keret a unt uk m engangkut refract ory dan dihem buskan udara panas dengan arah yang berlaw anan
Feed m asuk pada ujung Tunnel yang dilet akan didalam keret a m asuk dalam . Tunnel ,kem udian dari arah berlaw anan dihem buskan udara panas . Pem bakaran High Alum ina Refract ory t erjadi dalam Preheat ing & Firing.
zone Alum ina kering akan keluar dari ujung Tunnel yang sebelum nya di dinginkan dahulu oleh udara pendingin di Cooling Zone dalam Tunnel Kiln.
Dengan bant uan blow er, udara panas m asuk secara count er current dengan aliran bahan yang m asuk sehingga t erjadi proses perpindahan panas . Udara panas kem udian keluar m enuju ke bagian at as pada daerah pem asukan feed.
Kondisi Operasi :
Suhu Preheating Zone = o
C
Suhu Firing Zone = o
C
Suhu Cooling Zone = oC
Waktu Preheating & Firing = Jam
Waktu Cooling = Jam
Rate produk masuk = kg/jam
= lb/jam
1100 1700 250 48 24
7575,758 16731,06
BAB VI
VI-2 Spesifikasi Alat Utama
Ukuran produk = ( x x ) in
Banyaknya Produk = buah/jam
Volume tiap produk = cuft 9 in
4,5 in
2,6 in
Panjang kereta :
= x [ + ]
= in
= ft #
1
Lebar kereta :
= x [ + ]
= in
= ft
Tinggi kereta = x
= in
= ft
Jadi dalam satu kereta berisi :
= x x
= buah produk
Lama pembakaran dan pendinginan= Jam
Banyaknya kereta yang dibutuhkan :
= buah , dipaka buah kereta
Kereta yang disediakan sebesar 2 x kereta yang dibutuhkan , jadi total kereta yang dibutuhkan :
= x
= buah kereta
4,5
104,162 45
2 45
90
72
= 1805 x 72
1248
13 2,6
33,80 2,82
8 12 13
5 0,0609
8 9 0,6
76,8 6,4
1248
9 2,6
1805
Berat tiap produk = 7575,758 = 4,1960 kg
1805
12 ## 0,5
60
9 in
0,6 in
4,5 in
VI-3 Spesifikasi Alat Utama
jamx min
= menit/kereta
Kereta yang masuk Tunnel kiln yang dihasilkan :
Panjang = x = =
Lebar = + [ x ] = =
Tinggi = + [ x ] = =
Perhitungan Pendorong Kereta
Berat bahan yang disusun dalam 1 kereta :
= x
= kg
Asumsi Berat 1 kereta kosong = beban 1 kereta
= x berat bahan dalam 1 kereta
= x
= kg
Berat total 1 kereta = +
= kg
= ton
Berat seluruh kereta = x
= ton
2 π x R x E x N ( Hess , persamaan 14.3 )
x
= jari - jari roda = cm
= in
= f x N ; dimana f =
= x
= ton
= kg
= lb
Panjang Tunnel Kiln = in
Keliling Roda = 2 π x R
= x x
= in
2 3,1 4,921
30,9058
= 3456,00 = 48 in/jam
72 565,55061
565550,61 1246825,7
3456,00
Kecepatan Roda = Panjang Tunnel
waktu R 12,5 4,921 E 1 1 565,551 6,283896 90 6,2839 565,5506 Hp = 12 33000 20% 5236,58 1047,316 5236,58 1047,316 6283,896 ft 1248 ##### 5236,5798 20% 20%
33,8 2 80 115,80 in 9,650
ft
60 2 45 150,00 in 12,500 ft
96
45 76,8 ###### in 288,000
Kecepatan kereta = 72 60
VI-4 Spesifikasi Alat Utama
x
= rpm
x x x x
x
= Hp
Effesiensi motor =
Diambil daya = Hp
Preheating & Firing Zona :
Panjang Tunnel Kiln untuk Preheating & Firing Zon:
= in
= ft
Kehilangan panas pada Preheating & Firing
Q = +
= kcal/jam
= btu/jam
A = ( 2 x panjang x tinggi + ( 2 x panjang x lebar )
= ( 2 x x ) + ( x x )
= ft2
o
C oC
x1 x2
9,7 2
= x 48 x 76,8
88008,5 1805
1248
5333,1
444,43
116270,11
204278,66
809964,87
444,43 12,500
19688,0763
1700 30
444,43 3,0
0,0259
12 33000
2,51884 84%
Hp motor = 2,5188397 = 2,99862
60 30,91
0,0259
Power = 2 3,14 4,9213 1246825,7
N = kecepatan Roda = 48,0000
keliling roda
VI-5 Spesifikasi Alat Utama
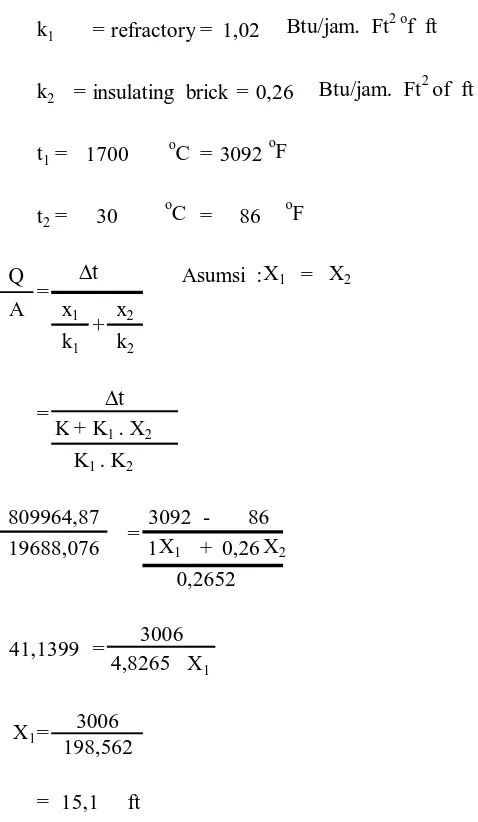
Tabel A-5 Mc Adam :
k1 = refractory = Btu/jam. Ft
2 o
f ft
k2 = insulating brick = Btu/jam. Ft
2
of ft
t1= =
o
F
t2=
o
C = oF
Asumsi :X1 = X2
K + K1 . X2
K1 . K2
-1X1 + X2
4,8265 X1
= ft
Perhitungan Burner Kiln
Kebutuhan Bahan Bakar pada Preheating & Firng Kiln :
= +
= kg/jam
Kebutuhan udara untuk pembakaran pada preheating & Firing Zone :
= +
=
A x1
VI-6 Spesifikasi Alat Utama
= kg/jam
= lb/jam
Suhu Preheating= = oK
Density x x
x x
= lb/cuft
= cuft/jam
Direncanakan Burner dengan:
Diamater = 3'' = ft
Panjang = 4'' = ft
Dalam 1 ft direncanakan 1 burner,Jadi Burner yang dibutuhkan pada Preheating dan Firing zone sebanyak :
Panjang = ft
Jumlah Burner = x
= buah
Untuk 2 sis= x 2
= buah
Rate gas untuk masing masing burner :
Bila waktu Preaheting & Firing Kiln jammaka volume burner :
= x
= cuft
29599,1
65265,9
5972277,6
1700 oC 1973,15
760 760
0,01093
Rate udara 1
1 65265,9 0,01093
x x =
=
1973,15 oK 28,34
359
273,15 1973,15
48
6719,09 48
322516
0,25
0,33
444,43
444,43 1
444,43
444
889
= 5972278 =
VI-7 Spesifikasi Alat Utama
Spesifikasi Alat :
Fungsi : membakar refractory
Type : Car Tunnel kiln
Kapasitas : kg/jam
Ukuran Kereta :
Panjang = ft
Lebar = 5 ft
Tinggi = ft
Rate Kereta = menit/kereta
Ukuran Tunnel :
Panjang = ft
Lebar = ft
Tinggi = ft
Ukuran Burner :
Rate Burner = Cuft/jam
Diameter = ft
Panjang = ft
Jumlah Burner = buah
Power : Hp
jumlah: 1 buah
6719,09 9,650
0,25
0,33
889
3,0
7575,76
6,4
2,82
288,000
VII-1 Instrumentasi & Keselamatan Kerja
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
VII.1. Instrumentasi
Dalam rangka pengoprasian pabrik, pemasangan alat-alat instrumentasi sangat dibutuhkan dalam memperoleh hasil produksi yang optimal .bertujuan sebagai pengontrol jalannya proses produksi dari peralatan –peralatan pada awal sampai akhir produksi. Dimana dengan alat instrumentasi tersebut , kegiatan maupun aktifitas tiap-tiap unit dapat dicatat kondisi operasinya sehingga sesuai dengan kondisi operasi yang di kehendaki serts mampu memberikan tanda-tanda apabila terjadi penyimpangan selama proses produksi berlangsung.
Pada uraian diatas disederhanakan bahwa dengan adanya alat instrumentasi maka:
1. Proses produksi berjalan sesuai dengan kondisi-kondisi yang telah ditentukan sehingga diperoleh hasil yang optimum.
2. Proses produksi berjalan sesuai dengan efng telah di tentukan dan kondisi proses tetap terjaga pada kondisi yang sama.
3. Membantu mempermudah pengoprasian alat .
4. Bila Terjadi penyimpangan selama proses\produksi ,maka dapat segera diketahui sehingga dapat ditangani dengan segera.
Adapun variabel proses yang diukur dibagi menjadi 3 ,yaitu:
1. Variabel yang berhubungan dengan energi , seperti temperatur, Tekanan, dan Radiasi.
VII-2 Instrumentasi & Keselamatan Kerja
3. Variabel yang berhubungan dengan karakteristik fisik dan kimia ,seperti densitas,kandungan air.
Yang harus diperhatikan didalam pemilihan alat instrumentasi adalah: - Level,Range dan fungsi dari alat instrumentasi.
- Ketelitian hasil pengukuran. - Konstruksi material.
- Pengaruh yang ditimbulkan terhadap kondisi operasi proses yang berlangsung.
- Mudah diperoleh dipasaran.
- Mudah dipergunakan dan mudah diperbaiki jika rusak.
Instrumentasi yang ada di pasaran dapat dibedakan dari jenis pengoprasian alat instrumentasi tersebut , Yaitu alat instrumentasi manual atau otomatis. Pada dasarnya alat-alat kontrol yang otomatis lebih disukai dikarenakan pengontrolnya tidak terlalu sulit ,kontinyu efektif,sehingga menghemat tenaga kerja dan waktu, akan tetapi mengingat faktor-faktor ekonomis dan investasi modal yang ditanamkan pada alat instrumentasi berjenis otomatis ini. Maka pada perencanaan pabrik ini sedianya akan mengunakan kedua jenis alat instrumentasi tersebut.
Adapun fungsi utama dari alat instrumentasi otomatis adalah : - Melakukan pengukuran .
- Sebagai pembanding hasil pengukuran dengan kondisi yang harus diacapai. - Melakukan perhitungan
- Melakukan Koneksi.
VII-3 Instrumentasi & Keselamatan Kerja
1. Sensing / Primary Element
Alat Kontrol ini langsing merasakan adanya perubahan pada variabel yang diukur ,misalnya temperatur ,primary Element merubah energi yang dirasakan dri medium yang disedang dikontrol menjadi signal yang bisa dibaca ( yaitu dengan tekanan fluida).
2. Receiving Element / Element Pengontrol
Alat kontrol ini berfungsi sebagai pembawa signal dari sensing element dan diubah menjadi skala yang bisa dibaca ,digambarkan dan dibaca oleh detector .Dengan demikian sumber energi dapat diatur dengan perubahan-perubahan yang terjadi.
3. Transmiting Element.
Alat kontrol ini berfungsi sebagai pembawa signal dari sensing element ke receving element.
Disamping ketiga jenis tersebut ,masih terdapat peralatan perlangkapa yang lain,yaitu: Error Dectector Element ,Alat ini akan membandingkan besarnya harga teruktur pada variabel yang dikontrol dengan haga yang diinginkan dan apabila terdpat perbedaan alat ini akan mengirimkan signal eror.Amplifer akan digunakan sebagai penguat signal yang dihasilkan oleh error detector jika signal yang dikeluarkan lemah. Motor Operator Signal yang dihasilkan harus diubah sesuai dengan kondisi yang diinginkan , yaitu dengan penambhan variabel manipulasi . Kebanyakan sistem kontrol memerlukan operator atau motor untuk menjalankan Final Control Element .Final Control Element adalah untuk mengoreksi harga variabel manipulasi.Instrumentasi pada perencanaan pabrik ini:
1. Flow Control ( F C )
VII-4 Instrumentasi & Keselamatan Kerja
2. Flow Ratio Control ( F R C )
Mengontrol ratio aliran yang bercabang setelah pompa. 3. Level Control ( L C )
Mengontrol ketinggian di dalam tangki. 4. Level Indicator. ( L I )
Mengindikasikan / informatif ketinggian bahan didalam tangki.
5. Pressure Control ( P C )
Mengontrol Tekanan pada aliran / alat . 6. Pressure Indicator ( P I )
Mengindikasi / informatif tekanan pada aliran / alat. 7. Temperatur Control (T C )pe
Mengontrol shu pada aliran /alat.
VII.2. Keselamatan Kerja
Keselamatan kerja safety factor adalah hal yang paling utama yang harus diperhatikan dalam merencanakan suatu pabrik. Hal ini disebabkan karena :
1. Dapat mencegah terjadi kerusakan-kerusakan yang besar yang disebabkan oleh kebakaan atau hal lainnya baik terhadap karyawan maupun oleh perlatan itu sendiri.
VII-5 Instrumentasi & Keselamatan Kerja
Secara umum bahaya-bahaya tersebut dapat dibagi dalam ketiga kategori yaitu :
1. Bahaya kebakaran.
2. Bahaya kecelakaan secara kimia. 3. Bahaya terhadap zat-zat kimia,
Untuk menghindari kecelakaan yang mungkin terjadi,berikut ini terhadap beberapa hal yang perlu mendapat perhatian pada setiap pabrik pada umumnya dan pada pabrik ini pada khususnya.
VII.2.1. Bahaya Kebakaran.
A. Penyebab kebakaran.
- Adanya nyala terbuka (open flame) yang datang dari unit utilitas
,workshop dan lain-lain.
- Adanya loncatan bunga api yang disediakan karena konsleting alirn listrik
seperti pada stop kontak ,saklar serta instrumentasi lainnya.
B. Pencegahan
- Menempatkan unit utilitas dan power plant cukup jauh dari lokasi proses
yang dikerjakan.
- Menempatkan bahan yang mudah terbakar pada tempat yang terisolasi dan
tertutup.
- Memasang kabel atau kawat listrik di tempat-tempat yang terlindung,jauh
dari daerah yang panas yang memungkinkan terjadinya kebakaran.-
- Sistem alam hendaknya ditempatkan pada lokasi dimana tenaga kerja
VII-6 Instrumentasi & Keselamatan Kerja
C. Alat Pencegahan Kebakaran.
- Instalasi permanen seperti fire hydrant system dan sprinkle otomatis . - Pemakaian portabel fire-extinguisher bagi daerah yang mudah dijankau bila terjadi kebakaran. Jenis dan jumlah pada perencanaan pabrik ini dapat dilihat pada tabel VII.1.
- Untuk pabrik ini lebih disukai alat pemadam kebakaran tipe karbon dioksida.
- Karena bahan baku ada yang beracun, maka perlu digunakan kantong kantong udara atau alat pernafasan yang ditempatkan pada daerah-daerah strategis pada pabrik ini.
Tabel VII.2. Jenis dan jumlah Fire-Extigusher.
NO TEMPAT JENIS BERAT
SERBUK
JARAK
SEMPROT JUMLAH
1. Pos Keamanan YA-10L 3.5 Kg 8 m 3
2. Kantor YA-20L 6.0 Kg 8 m 2
3 Daerah Proses YA-20L 8.0 Kg 7 m 4
4. Gudang YA-10L 4.0 Kg 8 m 2
5. Bengkel YA-10L 8.0 Kg 7 m 2
6. Unit
Pembangkitan YA-20L 8.0 Kg 7 m 2
7. Laboratorium YA-20L 8.0 Kg 7 m 2
VII.2.2. Bahaya Kecelakaan
VII-7 Instrumentasi & Keselamatan Kerja
hilangnya nyawa pekerja. Berbagai kemungkinan kecelakaan karena mekanik pada pabrik ini dan cara pencegahannya dapat digunakan sebagai berikut:
A. Vassel.
Kesalahan dalam perencanaan vessel dan tangi dapat mengakibatkan kerusakan fatal,cara pencegahan :
- Menyeleksi dengan hati –hati bahan konstruksi yang sesuai,tahan korosi serta memakai corrosion allowance yang wajar . Untuk pabrik ini,semua bahan konstruksi yang umum dapat dipergunakan dengan pengecualian adanya sng dan tembaga . Bahan konstruksi yang biasanya dipakai untuk tangki penyimpanan , perpipaan dan peralatan lainnya dalam produksi Calsium Hidroksida adalah steel.Semua konstruksi harus sesuai dengan standart ASME (merica society Mechanical Enginering ).
- Memperhatikan teknik pengelasan. - Memakai level geuge yang otomatis.
- Penyediaan manhole ddan handhole ( bila memungkinkan ) yang memadai untuk inspeksi dan pemeliharaan . Disamping itu peralatan tersebut harus dapat diatur sehingga mudah untuk digunakan.
B. Heat Exchanger.
Kerusakan yang terjadi pada umumnya disebabkan karena kebocoran kebocoran . Hal ini dapat dengan cara:
- Pada inlet dan outlet dipasang block valve untuk mencegah terjadinya thermal sendiri.
- Memakai heat exchanger yang cocok untuk ukuran tersebut. Disamping itu juga rate aliran harus benar-benar dijaa agar tidak terjadi perpindahan panas yang berlebihan sehingga terjadi perubahan fase didalam pipa.
VII-8 Instrumentasi & Keselamatan Kerja
C. Peralatan yang bergerak.
Perlatan yang bergerak apabila ditempatkan tidak hati-hati, maka akan menimbulkan bahaya bagi pekerja. Pencegahan bahaya ini dapat dilakukan dengan :
- Pemasangan penghalang untuk semua sambungan pipa.
- Adanya jarak yang cukup bagi peralatan untuk memperoleh kebebasan ruang gerak.
D. Perpipaan
Selain ditinjau dari segi ekonomisnya , perpipaan jga harus ditinjau dari segi keamanannya hal ini dikarenakan perpipaan yang kurang teratur dapat membahayakan pekerja terutama pada malam hari, seperti terbentur tersandung dan sebagainya . sambungan yang kurang baik dapat menimbulkan juga hal-hal yang tidak diinginkan seperti kebocoran –kebocoran bahan kimia yan berbahaya. Untuk menghimdari hal-hal yang tidak diinginkan tersebut,maka dapat dilakukan dengan cara:
- Pemasangan pipa hendaknya pada elevasi yang tinggi tidak didalam tanah, karena dapat menimbulkan kesulitan apabila terjadi kebocoran.
- Bahan konstruksi yang dipakai untuk perpipaan harus memakai bahan konstruksi dari steel.
- Sebelum dipakai, hendaknya diadakan pengecekan dan pengetesan terhadap kekuatan tekan dan kerusakan yang diakibatkan karena perubahan suhu, begitu juga harus dicegah terjadinya over stressing atau pondasi yang bergerk.
VII-9 Instrumentasi & Keselamatan Kerja
E. Listrik
Kebakaran sering terjadi akibat kurang baiknya perencanaan instalasi listrik dan kecerobohan operator yang menanganinya. Sebagai usaha pencegahannya dapat dilakukan :
- Alat-alat listrik dibawah tanah sebaiknya diberi tanda seperti dengn cat warna pada penutupnya atu diberi isolasi berwarna.
- Pemasangan alat remote shut down dari alat-alt operasi disamping starter.
- Penerangan yang cukup pada semua bagian pabrik supaya operator tidak mengalami kesulitan dalam bekerja .
- Sebaiknya untuk penerangan juga disediakan oleh PLN meskiun kapasitassgenerator set mencukupi untuk penerangan dan proses.
- Penyediaan emergency power supplies tegangan tinggi. - Meletakan jalur-jalur kabel litrik pada posisi aman.
- Merwat peralatan listrik, kabel, strater,trafo dan lain sebagainya.
F. Insulasi.
Insulasi penting sekali terutama berpengaruh terhadap pada kawryawan dari kepanasan yang dapat mengganggu kinerja para karyawan,oleh karena itu dilakukan :
- Pemakian insulasi pad alat-alat yang menimbulkan panas seperti reaktor,exchanger,kolom distilasi dan lain-lain. Sehingga tidak menganggu konsentrasi pekerjaan .
VII-10 Instrumentasi & Keselamatan Kerja
G. Bangunan Pabrik.
Hal-hal yang perlu diperhatikan dalam perencanaan bangunan pabrik adalah:
- Bangunan-bangunan yang tinggi harus diberi penangkal petir dan jika tingginya melebihi 20 meter, maka harus diberi lampu suar (mercu suar). - Sedikitnya harus ada dua jalan keluar dari dalam bangunan.
VII.2.3. Bahaya Karena Bahan Kimia .
Banyak bahan kima yang berbahaya bagi kesehatan. Biasanya para pekerja tidak mengetahui seberapa jauh bahaya yang maupun pkerja proses dapat ditimbulkan oleh bahan kimia seperti bahan-bahan berupa gas yang tidak berbau atau tidak berwarna yang sangat sulit diketahui jika terjadi kebocoran. Untuk itu sering diperikan penjelasan pendahuluan bagi para para pekerja agar mereka dapat mengetahui bahwa bahan kimia tersebut berbahaya . Cara lainnya adalah memberikan tanda-tanda atau gambar-gambar pada daerah yang berbahya atau pada alat-alat yang berbahaya, sehingga semua orang yang berada didekatnya dapat lebih waspada. Selain hal-hal tersebut diatas,usaha-usaha laindalam menjaga keselamatan kerja dalam pabrik ini adalah memperhatikan hal-hal seperti:
1. Di dalam ruang produksi para pekerja dan para operator silarang merokok. 2. Harus memakai sepatu karet dan tidak diperkenankan memakai sepatu yang
alasannya berpaku.
VIII-1 Utilitas
dari pabrik.
Unit utilitas ini berfungsi untuk:
1.
a,
b.
c.
d.
2.
Untuk keperluan itu dibutuhkan 2 buah pompa air,sebuah beroprasi sedangkan sebuah Bahan Bakar digunakan untuk proses
Pengolahan air
Kebutuhan air secara keseluruhan adalah sangat besar sehingga perlu dibuat sistem air sendiri karena lebih ekonomis dan menjamin berjalannya pabrik secara terus menerus.
VII.I UNIT PENGOLAHAN AIR
Air
Air digunakan untuk bermacam-macam kebutuhan ,antara lain untuk proses pendinginan,umpan boiler,sanitasi dan kebutuhan yang lain.
Tenaga Listrik
Tenaga Listrik digunakan untuk penggerak motor dan penerangan
Bahan Bakar
BAB VIII UTILITAS
Pada pabrik High Alumina Refraktory dengan proses Dry Press ini diadakan suatu unit pembantu ,yaitu unit utilitas,sebagai untit yang berfungsi untuk menyediakan bahan maupun tenaga pembantu sehingga membantu kelancaran operasi
Penyediaan
Steam
Steam digunakan sebagai pemanas dalam proses
dalam unit pengolahan air secara berurutan sebagai berikut:
Air diperoleh dari sungai dengan membuat suatu sistem pengolahan .
lagi sebagai cadangan. Pengolahan air dilakukan dengan cara pengendapan,penggum-palan dan penyaringan .
VIII-2 Utilitas
1.
2.
3.
4.
5. Bak penamampung air bersih
untuk ketel/ pembangkit steam,air perl diproses lagi demineralizer dan air untuk
6.
bebas dari ion (air demineralisme)
Bak penampung air jernih
Air dari "clarifer" ditampung sementara disaring didalam "pressure sand filter"
Pressure Sand Filter
Air yang dipompakan dari bak penampung disaring didalam "Pressure
-Clarifer
Air dari bak penampung yang masih mengandung kotoran berupa partikel partikel kecil ditambahkan koagulan dengan cara diinjeksi pada pipa yang menuju
"clarifer". Koagulan yang dipakai Adalah Al2(SO4)3. . Pada "clarifer" ini terjadi
flokulasi partikel-partikel kecil menjadi flok-flok yang lebih mudah mengendap Endapan dibuang sedangkan air ditampung sementara dalam bak penampung.
Bak penampung
Air yang diperoleh dari sungai ditampung dan dibiarkan beberapa saat agar partikel yang berukuran besar dan berat dapat mengendap.Selanjutnya air dipompakan ke "clarifer",sedangkan endapannya dibuang.
alam air dengan menambahkan resin dan diharapkan air dari tangki ini sudah Didalam demineralizer dilakukan proses penghilang ion-ion yang terkandung
Bak ini berfungsi sebagai penyimpanan air sementara ,kurang lebih satu hari. Air dalam bak ini sudah dapat digunakan untuk kepentingan proses,sedangkan
perlu ditambahkan kaporit.
Demineralizer
Air jernih keluar dari bagian bawah dan dianggap sudah bebas dari zat-zat tersus-pensi atau koloud-koloid,tetapi masih mengandung ion-ion yang dapat mempe-ngaruhi kesadahan air. Kemudian air ini ditampung dalam bak penampung air Jernih.
Sand Filter". . Didalam "Pressure Sand Filter" terdapat 4 lapisan yaitu yang paling bawah adalah lapisan gravel kemudian kerikil kasar,ijuk dan lapisan paling
VIII-3 Utilitas
7. Feed Water Boiler Tank
Air dari demineralizer ditampung dalam tangki ini untuk dialirkan keboiler.
8. Bak Sanitasi
Air dari bak penampung ditambahkan kaporit untuk keperluan sanitasi
VIII.2 UNIT PENYEDIAAN STEAM
Unit penyediaan steam berfungsi untuk menyediakan kebutuhan steam
yang digunakan sebagai media pemanas pada heater.
Jumlah steam yang dibutuhkan untuk proses pembuatan High Alumina Refraktory
adalah sebagai berikut:
Nama Alat Kebutuhan air (kb/jam)
Heater Uddara Tunnel
Total
Jadi kebutuhan air untuk steam sebesar kg/jam
Untuk faktor keamanan dari kebocoran- kebocoran yang terjadi
maka direncanakan Lebih dari kebutuhan normal,
Jumlah total steam yang dibutuhkan= x Kebutuhan normal
= x kg/jam
= kg/jam
= lb/jam
Steam : Suhu = oC
Tekanan = kPa
186,4437
186,4437
186,4437
0,25
1,3
1,3 186
233,05
513,8855
180
VIII-4 Utilitas
Kebutuhan bahan bakar dapat dihitung sebagai berikut :
mf ms (Severn, p.143)
eb .F Dimana :
mf = massa bahan bakar yang pakai,lb/jam
ms = massa uap yang dihasilkan, lb/jam
h = enthalpy dari uap , Btu/lb
eb = effisien bahan boiler = - (Severn, hal 143)
Ditetapkan eb =
F = nilai kalor bahan bakar, Btu/lb
Boiler dipakai untuk menghasilkan steam jenuh bertekanan kPa
dan pada suhu oC
Digunakan deiesel oil 33o API, Sulfur 0,22%, Sg 0(Perry 6ed fig. 27-3)
didapat density lb/ft3 = lb/gal
Maka :
h - hf = Btu/lb
F = Btu/gal
= Btu/lb (Perry 6ed fig. 27-3)
Maka :
x x
= lb/jam = lb/hari
Jadi diesel oil yang dibutuhkan sebesar lb/hari
85%
137000
= (h - hf)
866,3
0,7 19385
32,807 787,3669
787,3669 866,3
19385
mf = 513,8855
60
70%
180
53 7,07
VIII-5 Utilitas
Menghitung Power Boiler :
ms . (h - hf) (Severn, hal 140)
x
Dimana :
Angka dan 34,5 adalah penguapan 34,5 lb air/jam pada 212oF
menjadi uap kering untuk kondisi demikian diperlukan enthalpy penguapan sebesar
= Btu/lb
Maka :
x x
= Hp
Menghitung kapasitas Boiler
ms . ( h - hf )
x
= Btu/jam
Air yang dibutuhkan = x Jumlah air yang dibutuhkan
= x
= lb/jam
Density air pada 30 oC = lb/ft3
= ft3/jam
Menghitung heating surface pada boiler
Untuk 1 hp boiler = 10 ft2 heating surface ( Severn, hal 140)
Q =
1000
= 513,8855
34,5
970,3
970,3
9,0545
hp = 513,8855 866,3
970,3 34,5
hp =
970,3
13,299
565,2741
62,43
= 565,2741
62,43 866,3 1000
445,18
1,1
1,1 513,8855
VIII-6 Utilitas
Spesifikasi :
Nama alat : Boiler
Kode : Q - 470
Fungsi : Menghasilkan steam steam untuk pemanasan
Type : Fire tube boiler , medium low pressure
Heating surface : ft2
Kapasitas air boiler : lb/jam
Rate steam : lb/jam
jenis steam : Saturated steam pada kPa, oC
Effisien boiler :
Bahan bakar : Diesel Oil 126o API
Rate bahan bakar : lb/jam
Jumlah : 2 buah
Power : hp
Spesifikasi :
Diameter shell: 6 ft
Panjang shell : ft
Jumlah tube : ft
Panjang tube : ft
Diameter tube : in IPS Schedule
219,61
565,2741
513,8855
1002,7 180
3,5 70%
32,8070
13,299
24
33
20
VIII-7 Utilitas
VIII.3.1 Air Proses
Untuk air proses,ada beberapa faktor yang harus diperhatikan ,yaitu:
1. Alkalinitas
2. Kadar amoniak
3. Ca dan Mg
4. Minyak dan lain-lain
Nama Alat Kebutuhan air (kg/jam)
Wet Pan
Total
Jadi kebutuhan air untuk proses pabrik sebes= kg/jam
= cuft/jam
= cuft/hari
VIII.3.2 Air Umpan Boiler
Air yang digunakan untuk menghasilkan steam didalam boiler .Air umpan boiler harus memenuhi syarat tertentu karena kelangsungan operasi boiler sangat berga-ntung pada kondisi air umpannya.
Beberapa persyaratan yang harus dipenuhi antara lain :
1. Bebes dari zat penyebab korosi seperti asam dan gas-gas terlarut.
2. Bebas dari zat penyebab kerak yang disebabkan oleh kesadahan yang tinggi ,yang biasa berupa garam-garam karbonat dan silica kesadahan maksimum 550 ppm
3. Bebas dari zat penyebab timbulnya buih (busa) seperti zat-zat organic,anorganic dan minyak
4. Kandungan logam dari impurities seminimal mungkin. 1477,263104
1477,263
1477,3
52,167
VIII-8 Utilitas
Kebutuhan air untuk boiler = ft3/jam
= ft3/hari
Kondesat =
air yng ditambahkan sebagai make up water :
= x
=
VIII.3.3 Air Sanitasi
Air sanitasi dipakai untuk keperluan minimum,masak,cuci,mandi dan lain-lain Pada umumnya air sanitasi harus memenuhi syarat kwalitas,yaitu :
a. Syarat fisis
Suhu : Dibawah suhu kamar
Warna : Jernih
Rasa : Tidak berasa
Bau : Tidak Berbau
b. Syarat kimia
Tidak mengandung logam berat seperti Pb, As,Cr,Cd,Hg,dan tidak mengandung zat-zat kimia yang beracun
c. Syarat Bakteorologi
Tidak mengandung kuman bakteri terutama bakteri patogen.
Air untuk sanatasi untuk pabrik ini :
Air Untuk Karyawan
(Asumsi) lt/orang
42,506
1020,151
0,2
0,2 1020,151
204,0302
VIII-9 Utilitas
kebutuhan air untuk seluruh karyawan :
= x
= lt/hari
= ft3/hari
Air untuk Laboratorium
Diperkirakan kebutuhan air untuk laboratoriu= lt/hari
= ft3/hari
Air untuk taman
dibutuhkan air untuk taman,jalan dl= ft3/hari
Kebutuhan air sanitasi = + +
= ft3/hari
Untuk kebutuhan lain-lain diperkirakan sebanya dari kebutuhan air
yang dibutuhkan untuk sanitasi :
= x ft3/hari
= ft3/hari
Kebutuhan total air sanitasi :
= +
= ft3/hari
Kebutuhan Air yang disirkulasi
= Air sanitasi + Air Pendingin + Air untuk Steam + Air prosess
= + + +
= ft3/hari
1327,3
0,34
0,34 1327,3
451,28
1327,3 451,28
1600
56,48
564,8
706 56,48 564,8
200 100
20000
706
1778,6
1778,6 0 204,0302 1252,006
VIII-10 Utilitas
Sehingga diperoleh make-up air sungai : 1 x
: ft3/hari
: ft3/jam
VIII.1.4. Perlengkapan Pengolahan Air
1. Pompa dari air sungai ke bak penampung (L-411)
Fungsi : Mengalirkan air dari sungai ke bak penampung
Type : Pompa Centrifugal
Data perhitungan:
Rate massa fluida(m) = ft3/hari = lb/s
Density fluida (ρ) = lb/cuft
Viskositas fluida (µ ) = cP
= lb/ft s
Perhitungan Diameter Pipa
Aumsi: aliran turbulen (Nre > 2100)
Di, opt = qf0,45 ρ0,13 Peters & Timmerhaus 14.15
qf = / = cuft/s
0,8007
0,0005
3,9
2,33376 62,43 0,0374
3234,592
3234,592
134,7747
3234,592 2,33376
VIII-11 Utilitas
Di, = in
Dari Geankoplis App. A.5-1 :
Ukuran pipa standa= in sch dengan ID= in
ID= ft
A = ft2
Checking :
NRE = ρ D v / µ
v = cuft/s = / = ft/s
NRE = x ( / ) x /
= x = ( memenuhi)
Menentukan Jumlah Energi Yang Hilang 1. Karena pipa lurus
Panjang pipa lurus = ft
Dari Peters & Timmerhaus 3ed . Fig 13-1, p . 511
Untuk commercial pipa steel , harga Ɛ =
maka harga Ɛ / D = (Foust, APP C1)
Didapatkan hargaf = ( Foust, APP C3)
gc = ft/lbf.s2 (geankoplis,App A)
2. Karena fitting
asumsi : jenis & jumlah yang ada
taksiran pipa panjang lurus = ft
elbow, 90o 4 x x = ft
8,376 5302,416 44413,17
150
0,00015
0,0011
0,0141
0,0374 0,0374 0,0141 2,6512
62,43 1,61 12 2,651
opt 1,521
1,5 40 1,61
0,1342
0,0005
0,0049
32
150
VIII-12 Utilitas
Globe valve 1 x x = ft
Gate valve 1 x x = ft
Panjang total pipa : ΣL ft
Fraksi karena gesekan bahan dalam pipa
F1= 2 f V
2ΣL
/ gc D (Peters & Timmerhaus 3ed ,tab 1, p. 514 )
= 2 x x x
x
= ft lbf / lbm
=
F2= K V
2
/ 2 x α x gc α = 1 utk aliran turbulen
x
2 x 1 x
= ft lbf / lbm
Maka :
= +
= ft lbf / lbm
Perhitungan Daya Pompa
Rumus :
( - w f ) = ∆ z g + ∆ v2 + ∆ P + Σ F
gc 2gc ρ
asumsi :
∆ z = 8 ft
∆ P = 0 psi ; P1= psi ; P2= psi
208,4
0,0049 7,0289 208,38
32,2 0,1342
300 0,1342 40,26
7 0,1342 0,939
15 0,022187
Σ F 3,3226 0,022187
3,3448
14,7 3,3226
Friksi karena kostraksi dari tangki ke pipa
= 0,4 7,0289
VIII-13 Utilitas
maka :
( - w f ) = 8 + 7 + 0 x +
= ft lbf / lbm
WHP = m (-wf) /
= x
= Hp
Kapasitas = x / ( 62,43 x 0,1337 ) = gpm
Untuk pompa centrifugal efisiensi = (Peters & Timmerhaus Fig. 14-37)
BHP = /
= Hp
Effisiensi motor adalah (Peters & Timmerhaus Fig. 14-38)
Power motor = / = Hp
P4 - P3 g v3 2 v4 2
gc 2 gc 2 gc
Dimana :
z3 = ft
z4 = ft
v3 = cuft/s / ft2
= ft/s
v4 = ft/s
= ft lbf / lbm
144 3,3448
64,4 62,43
11,4003
0,255 0,3182
= z3 - z4 -
-16,776
19%
0,0484 19%
0,2546
80% 550
2,3338 11,4003
550
0,0484
2,3338 60
80%
2,6512
2,6512
11,4003
- Σ F
ρ
0
0
0,0374 0,0141
Ws
VIII-14 Utilitas
= ft lbf / lbm
P4 - P3
= ft lbf / lbm
x
= lbf/in2
Spesifikasi Pompa :
Fungsi : Mengalirkan air dari bak penampung ke clarifer
Jenis : Pompa centrifugal (L-411)
Kapasitas : cuft/hari
Power : Hp
Eff. Pompa :
Eff. Motor :
Jumlah : 1 buah
Bahan Konstruks: carbon steel
2. Bak Pengendapan Awal (F-411)
Fungsi : mengendapkan lump