PENENTUAN JUMLAH TENAGA KERJA BERDASARKAN ANALISIS BEBAN KERJA PADA BAGIAN PENGAMBILAN GETAH DI PT. SOCFIN INDONESIA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
MUHAMMAD ALWI HUDAYA PURBA 1 3 0 4 0 3 0 7 3
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Kuasa karena atas berkat dan karunia-Nya sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas sarjana ini adalah “Penentuan Jumlah Tenaga Kerja Berdasarkan Analisis Beban Kerja Pada Bagian Pengambilan Getah Di PT. Socfin Indonesia”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
APRIL, 2018
UCAPAN TERIMA KASIH
Syukur dan terimakasih penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk mengikuti pendidikan serta mendapat membimbing selama masa kuliah dan dalam penulisan laporan tugas sarjana ini di Departemen Teknik Industri USU
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, moril, spiritual, informasi maupunadministrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Dr. Meilita Tryana Sembiring, ST, MT selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Buchari, ST., M.Kes. selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini
3. Ibu Ir. Khawarita Siregar, MT selaku Dosen Pembimbing atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Kedua orang tua penulis Muhammad Hafiz Purba dan Neng Ratnawaty yang tiada hentinya mendukung penulis baik secara moril maupun materil sehingga laporan ini dapat diselesaikan.
Penulis menyadari tidak dapat membalas kasih sayang dari keduanya, oleh karena itu izinkanlah penulis memberikan karya ini sebagai ungkapan rasa cinta dan terima kasih sebesar- besarnya kepada Papa dan Mama. Abang saya Muhammad Alda Syuhada Purba yang selalu memberi motivasi kepada saya untuk laporan tugas sarjana ini.
5. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan pengajaran selama perkuliahan yang menjadi bekal penulis dalam meyelesaikan penulisan tugas sarjana ini.
6. Staf pegawai Teknik Industri, Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Rahma, Kak Ani dan Kak Mia, terimakasih atas bantuannya dalam hal penyelesaian administrasi untuk melaksanakan tugas sarjana ini.
7. Ade Rahma Putri Fanin yang selalu buat repot pengerjaan laporan, orang yang gak pernah ngasih semangat saat lagi jenuh mengerjakan laporan, tapi orang yang jadi motivasi supaya cepat tamat dan dapat kerja.
8. Akhi Bayu, si Ber yang selalu menuntun kearah jalan yang benar saat pengerjaan laporan.
9. Nongbi, Tatan Gendut, Ustadz Iyel orang yang selalu menjadi tempat curhatan.
10. Rekan seperjuangan TA di PT. Socfin Indonesia, Lek Primo, Akhi Munawir, Lek Hilman yang telah banyak memberi masukan, motivasi, dan saran kepada penulis dalam menyelesaikan laporan.
11. Sahabat-sahabat seperjuangan REPTIGS Angkatan 2013 Departemen Teknik Industri Universitas Sumatera Utara yang tidak dapat disebutkan satu per satu yang telah memberikan dukungan kepada penulis dalam penyelesaian Laporan Tugas Sarjana ini.
12. Sahabat-sahabat tim GGI yang membuat semangat mengerjakan laporan
13. Sahabat-sahabat tim Dakwah Islam yang selalu setia memberikan motivasi, masukan dan saran dalam penyelesaian laporan .
14. Semua pihak yang telah banyak membantu penulis dalam menyelesaikan laporan ini yang tidak dapat disebutkan satu per satu.
ABSTRAK
Penelitian ini dilakukan pada PT. Socfin Indonesia (SOCFINDO) yang bergerak di bidang produksi karet. Pengamatan dilakukan pada area kerja penderesan karet. Tahapan proses penderesan yaitu penderesan pohon karet, pengambilan getah dan pengumpulan getah.
Permasalahan yang terjadi pada area kerja bagian penderesan yaitu jumlah tenaga kerja yang ditugaskan untuk menderes terlalu sedikit dan tidak sesuai dengan kemampuan standard dari pekerja. Pada bagian penderesan terdapat 3 orang pekerja dengan tugas yang sama, sehingga metode analisis yang digunakan adalah Work Sampling untuk mengamati kegiatan work dan idle pekerja dan selanjutnya dihitung beban kerja yang diterima oleh pekerja dengan Workload Analysis untuk melihat keseimbangan beban kerja diantara para pekerja penderesan tersebut. Hasil penelitian ini menunjukkan bahwa pada area kerja penderesan karet dengan kondisi aktual beban kerja yang diperoleh untuk keseluruhan pekerjaan sebesar 100,20%, bagian penderesan sebesar 99,03%, dan bagian pengumpulan getah sebesar 101,29%. Beban kerja pada bagian pengumpulan getah tersebut sudah melebihi batas beban kerja maksimum yaitu 100%, sehingga perlu dilakukan penambahan pekerja sebanyak 1 orang. Hasil beban kerja rekomendasi yang diperoleh untuk 4 orang pekerja sebesar 75,97%.
Kata Kunci : Beban Kerja, Work Sampling, Workload Analysis (WLA)
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... viii
DAFTAR ISI ... ix
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xvi
I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-4 1.3. Tujuan Penelitian ... I-4 1.4. Manfaat Penelitian ... I-5 1.5. Batasan Masalah dan Asumsi... I-5 1.5. Sistematika Penulisan Laporan ... I-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Lokasi Perusahaan ... II-1 2.4. Daerah Pemasaran ... II-2 2.5. Organisasi dan Manajemen ... II-3 2.5.1. Struktur Organisasi ... II-3 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-3 2.5.3. Jumlah Pekerja dan Jam Kerja ... II-7 2.6. Bahan yang Digunakan... II-7 2.6.1. Bahan Baku ... II-7 2.6.2. Bahan Penolong ... II-8 2.6.3. Bahan Tambahan ... II-8 2.7. Uraian Proses ... II-8
III TINJAUAN PUSTAKA ... III-1 3.1. Beban Kerja ... III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.2. Sampling Kerja ... III-1 3.3. Work Sampling ... III-2 3.3.1. Ukuran Sampel ... III-3 3.4. Uji Kecukupan Data ... III-4 3.5. Uji Keseragaman Data ... III-4 3.6. Pengukuran Akurasi Work Sampling ... III-5 3.7. Rating Factor dan Allowance ... III-6 3.8. Tingkat Keyakinan dan Tingkat Ketelitian ... III-19 3.9. Waktu Standar ... III-19 3.10. Metode Workload Analysis (WLA) ... III-19
IV METODOLOGI PENELITIAN ... IV-1 4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-1 4.5. Kerangka Konseptual Penelitian ... IV-3 4.6. Defenisi Operasional ... IV-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.7. Instrumen Penelitian... IV-4 4.8. Metode Pengumpulan Data ... IV-5 4.9. Metode Pengolahan Data ... IV-5 4.9. Metode Analisis ... IV-7
V METODOLOGI PENELITIAN ... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Defenisi Work dan Idle Pekerja... V-3 5.1.2. Penentuan Waktu Pengamatan ... V-2 5.1.3. Penentuan Jumlah Sampel... V-6 5.1.4. Kegiatan Work Sampling ... V-9 5.1.5. Rating Factor ... V-9 5.1.6. Allowance ... V-11 5.1.7. Jumlah Produk ... V-12 5.2. Pengolahan Data... V-13 5.2.1. Perhitungan Persentasi Produktif ... V-13 5.2.2. Uji Keseragaman Data ... V-15
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4. Perhitungan Tingkat Akurasi ... V-18 5.2.5. Perhitungan Waktu Standar ... V-19 5.2.6. Perhitungan Beban kerja ... V-21 5.2.7. Perhitungan Jumlah Pekerja dengan Work Load
Analysis ... V-21
VI ANALISIS PEMECAHAN MASALAH ... VI-1 6.1. Analisis Hasil Work Sampling ... VI-1 6.2. Analisis Beban Kerja... VI-2 6.3. Analisis Jumlah Pekerja ... VI-2
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR ISI (Lanjutan)
BAB HALAMAN DAFTAR PUSTAKA
LAMPIRAN
L1– Layout Kebun Karet PT Socfin Indonesia Tanah Besi L2– Aktifitas Pekerja
L3 – Form Ratting Factor dan Allowance L4 - Form Tugas Akhir
L5 - Surat Penjajakan
L6 – Surat Balasan Perusahaan L7 – Surat Keputusan Tugas Akhir L8 – Lembar Asistensi Dosen
DAFTAR TABEL
TABEL HALAMAN
1.1. Pembagian Blok Kebun Karet Tanah Besi PT. Socfin Indonesia ... I-2 2.1. Perincian Jumlah Tenaga Kerja di PT. Socfin Indonesi Tanah
Besih ... II-6 2.2. Jam Kerja Sistem Non Shift PT. Socfin Indonesia Tanah Besih .. II-7 2.3. Jam Kerja Sistem Shift PT. Socfin Indonesia Tanah Besih ... II-7 3.1. Nilai Westinghouse Factor ... III-14 3.2. Tabel Nilai Allowance ... III-17 5.1. Waktu Pengamatan Work Sampling ... V-5 5.2. Waktu Pengamatan Terpilih dalam Satu Hari Kerja ... V-8 5.3. Data Hasil Deres Pekerja Blok 16 ... V-10 5.4. Rekapitulasi Pengamatan Work Sampling ... V-11 5.5. Westinghouse Factor Pekerja 1 ... V-11 5.6. Nilai Allowance Pekerja Pekerja 1... V-12 5.7. Jumlah Deres Dari Pekerja Terpilih... V-12 5.8. Rekapitulasi Waktu Produktif Perkerja Pekerja 1 ... V-13 5.9. Uji Kecukupan Data ... V-15 5.10. Pekerja Normal dan Jumlah Pohon Selama Pengamatan ... V-17 6.1. Perbandingan Waktu Idle, dan Allowance ... VI-1
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Socfin Indonesia Tanah Besih ... II-3 4.1. Kerangka Konseptual Penelitian ... IV-2 4.2. Blok Diagram Prosedur Penelitian ... IV-3 5.1. Peta Kontrol Uji Keseragaman data Pekerja Pekerja 1... V-14
BAB I
PENDAHULUAN
1.1. Latar Belakang
Negara Indonesia merupakan negara yang beriklim tropis dan memiliki sumber daya alam yang kaya serta tanah yang subur dan dapat dikategorikan dalam Negara agraris. Sebagai negara agraris salah satu komoditi utama Indonesia adalah karet alam. Karet merupakan produk dari proses penggumpalan getah tanaman karet (lateks). Hasil utama dari pohon karet adalah lateks yang dapat dijual atau diperdagangkan di masyarakat berupa lateks. Kemudian produk-produk tersebut akan diolah lagi menghasilkan bahan baku untuk industri hilir seperti ban, bola, sepatu, sarung tangan, baju renang, karet gelang, mainan karet, dan lainya.
Industri karet yang ada saat ini perlu melakukan perbaikan dalam segi produktivitas dikarenakan kondisi karet yang menjadi komoditas utama. Untuk memperbaiki hal tersebut, salah satu tindakan yang perlu dilakukan adalah pengoptimalan jumlah tenaga kerja yang digunakan.
Tenaga kerja di dalam organisasi perusahaan merupakan kunci keberhasilan perusahaan, karena pada dasarnya sumber daya manusia dalam hal ini tenaga kerja yang merancang, memasang, mengoperasikan dan memelihara dari sistem integral dari perusahaan.
PT. Socfin Indonesia merupakan perusahaan yang bergerak di bidang pengolahan karet SIR 3CV dan SIR10 dengan jenis produk latex grade dan lower grade. Perusahaan memiliki kebun karet yang terletak di Tanah Besi, Tebing Tinggi dan terbagi menjadi beberapa blok kebun.
Pembagian blok kebun karet dapat dilihat pada Tabel 1.1.
Tabel 1.1. Pembagian Blok Kebun Karet Tanah Besi PT. Socfin Indonesia
No. Nama Blok Ukuran (Ha) Tahun
Penanaman
Status Replanting
1. BL. 01 29.76 2002 2 kali
2. BL. 02 26.81 2002 2 kali
3. BL. 03 18.90 2003 2 kali
4. BL. 04 33.20 2001 2 kali
5. BL. 05 27.23 2002 2 kali
6. BL.06 29.21 2001 2 kali
7. BL. 07 21.86 2001 2 kali
8. BL. 08 30.11 2001 2 kali
9. BL. 09 50.59 2007 2 kali
10. BL. 10 46.39 1998 2 kali
11. BL. 11 19.45 2015 3 kali
12. BL. 12 40.71 2015 3 kali
13. BL. 13 39.20 2014 3 kali
14. BL. 14 41.69 2009 3 kali
15. BL. 15 39.48 2009 3 kali
16. BL. 16 18.48 2013 3 kali
17. BL. 17 41.46 2013 3 kali
18. BL. 18 31.56 2006 2 kali
19. BL. 19 26.68 2006 2 kali
20. BL. 20 27.38 2005 2 kali
Sumber: PT. Socfin Indonesia
Berdasarkan tabel tersebut dapat dilihat bahwa perusahaan memiliki 20 blok kebun karet dengan ukuran dan tahun penanaman yang beraneka ragam. Setiap blok kebun karet memiliki tenaga kerja yang bertugas menderes getah karet. Berdasarkan hasil interview dengan mandor lapangan, setiap tenaga kerja penderesan mampu untuk menderes area kerja seluas +1 Ha/ Hari dengan jumlah + 700 pohon.
Selama ini luas area penderesan setiap tenaga kerja berada +1Ha/ hari. Hal ini dikarenakan
kemampuan standard dari pekerja yang ditetapkan oleh perusahaan, Oleh karena itu perlu dilakukan perhitungan penentuan jumlah tenaga kerja penderesan karet dengan pendekatan beban kerja dengan metode work sampling. Selain itu, penelitian ini juga dapat digunakan oleh perusahaan untuk mengevaluasi pekerja bagian penderesan karet. Sehingga tenaga kerja yang dipekerjakan dapat bekerja dengan optimal dan memperbaiki produktivitas perusahaan.
Work sampling dilakukan berdasarkan hukum probabilitas. Sampel yang diambil dari
kelompok data cenderung memiliki pola distribusi yang sama dari pola distribusi populasinya.
Berbagai cara dikemukakan untuk menetapkan waktu baku dimana terdapat diantaranya sampling pekerjaan. Cara ini, bersama dengan pengukuran waktu jam henti, merupakan cara langsung karena dilakukan dengan melakukan pengukuran secara langsung di tempat berjalannya pekerjaan.
Penelitian berdasarkan beban kerja juga pernah dilakukan oleh Kiki Roidelindho dalam penilitian yang berjudul “Penentuan Beban Kerja Dan Jumlah Tenaga Kerja Optimal Pada Produksi Tahu”. Pada penelitian tersebut berdasarkan hasil penelitian ini dapat diambil kesimpulan bahwa beban kerja total untuk karyawan tidak terlalu besar untuk menyelesaikan pekerjaannya. Jumlah karyawan untuk menyelesaikan pekerjaan pembuatan tahu berdasarkan waktu standard dan output standar terjadi pemborosan jumlah tenaga kerja, dimana jumlah tenaga kerja yang digunakan oleh IKM Tahu Marina sebanyak enam orang sedangkan untuk jumlah tenaga kerja optimum dari perhitungan hanya membutuhkan 3 tenaga kerja.
Selain itu penelitian berdasarkan beban kerja juga pernah dilakukan oleh Raissa Putri Nanda Wibawa, dkk dalam penelitian yang berjudul “Analisis Beban Kerja Dengan Metode Workload Analysis Sebagai Pertimbangan Pemberian Insentif Pekerja (Studi Kasus Di Bidang PPIP PT
Barata Indonesia (Persero) Gresik)” Pada penelitian tersebut hasil perhitungan beban kerja yang diterima oleh 5 orang operator welder dan operator fit up 2 tergolong beban kerja tinggi karena diatas batas maksimum beban kerja yang dapat diterima seseorang yaitu yaitu 100%, sedangkan 9 orang lainnya yaitu operator fit up 1, bending, dishing, flanging, grinding, rolling, turning table, bavelling, dan cutting memiliki beban kerja dibawah 100%. Beban kerja terkecil diterima oleh operator cutting.
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang didapatkan permasalahan bahwa selama ini luas area penyadapan setiap tenaga kerja berada ±1 Ha/ hari. Hal ini dikarenakan jumlah tenaga kerja yang ditugaskan untuk menderes karet terlalu sedikit dan tidak sesuai dengan kemampuan standard dari pekerja yang ditetapkan oleh perusahaan. Untuk menyelesaikan permasalahan tersebut, perlu dilakukan perhitungan penentuan jumlah tenaga kerja penderesan karet dengan pendekatan beban kerja (workload analysis), sebagai bahan evaluasi perusahaan untuk memperbaiki produktivitas perusahaan.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian adalah untuk menentukan jumlah pekerja pada bagian pengambilan getah karet di kebun milik PT. Socfin Indonesia.
Tujuan khusus dari penelitian adalah:
1. Menentukan beban kerja pekerja bagian pengambilan getah karet blok 16.
2. Menentukan jumlah pekerja optimal di bagian pengambilan getah karet sesuai beban kerja pada blok 16.
1.4. Manfaat Penelitian
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut:
1. Perusahaan dapat melakukan evaluasi terhadap pengendalian jumlah tenaga kerja bagian pengambilan getah karet.
2. Mahasiswa dapat menyelesaikan tugas sarjana juga mampu menerapkan keilmuan teknik industri yang diperoleh selama kuliah di dunia industri yang sebenarnya.
3. Departemen Teknik Industri dapat menjalin kerja sama dengan perusahaan tempat mahasiswa melakukan penelitian tugas akhir.
1.5. Batasan Masalah dan Asumsi
Batasan masalah dalam penelitian ini adalah:
1. Penelitian dilakukan pada kebun karet Tanah Besi BL.16.
2. Tenaga kerja yang dihitung untuk ditentukan jumlahnya hanya pekerja bagian pengambilan getah karet di kebun karet Tanah Besi BL.16.
3. Pengukuran beban kerja dengan metode Work Sampling dan Workload Analysis.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Metode kerja tidak ada mengalami perubahan selama penelitian berlangsung.
2. Tidak terjadi penambahan jumlah tenaga kerja bagian pengambilan getah karet selama penelitian berlangsung.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan dari tugas sarjana akan disajikan dalam beberapa bab sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari dilakukannya penelitian, perumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian serta sistematika penulisan laporan penelitian.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah singkat dari PT. Socfin Indonesia, ruang lingkup bidang usaha, lokasi perusahaan, organisasi dan manajemen, bahan baku yang digunakan, uraian proses produksi dan bahan-bahan produksi.
Bab III Tinjauan Pustaka, berisi teori-teori yang mendukung pemecahan permasalahan penelitian. Teori yang digunakan berhubungan dengan pekerja dan beban kerja dengan Work Sampling, Rating Factor, Allowance, Perhitungan Jumlah Tenaga Kerja, dan Work load analysis.
Bab IV Metodologi Penelitian, menjelaskan langkah-langkah yang dilakukan dalam penelitian seperti penentuan tempat dan waktu penelitian, jenis penelitian, objek penelitian, variabel penelitian, kerangka konseptual penelitian, instrumen penelitian, metode pengumpulan data, metode pengolahan data, dan analisis pemecahan masalah.
Bab V Pengumpulan Data dan Pengolahan Data, memuat data-data yang dikumpulkan seperti data work dan idle pekerja, rating factor dan allowance, kemudian diselesaikan dengan menggunakan metode work sampling dan work load analysis dimulai dari perhitungan persentase waktu produktif, uji keseragaman data, uji kecukupan data, perhitungan tingkat akurasi, perhitungan persentase beban kerja, dan perhitungan jumlah tenaga kerja.
Bab VI Analisis Pemecahan Masalah, memaparkan analisis terhadap hasil dari pengolahan data yaitu memberikan usulan jumlah pekerja yang optimum.
Bab VII Kesimpulan dan Saran, berisi kesimpulan yang diperoleh dari hasil penelitian, serta memberikan saran-saran yang bermanfaat bagi perusahaan dan pengembangan penelitian selanjutnya.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Socfin Indonesia (SOCFINDO) berdiri pada tanggal 7 Desember 1930 dengan nama Socfin Medan S.A. Pada tahun 1965, PT. Socfin Indonesia (SOCFINDO) dialihkan di bawah pengawasan pemerintah Indonesia berdasarkan peraturan Presiden No. 6 Tahun 1965. Pada tahun 1968, PT. Socfin Indonesia (SOCFINDO) menjadi perusahaan gabungan antara Plantation Nord Sumatra S.A.-Belgia (pemilik saham SOCFINDO) dengan pemerintah R.I dengan nama PT. Socfin
Indonesia (SOCFINDO) berdasarkan UU Penanaman Modal asing No. 01/1967 dengan perbandingan kepemilikan 60% saham Plantation Nord Sumatra dan 40% saham pemerintah R.I.
Pada 13 Desember 2001, telah terjadi perubahan kepemilikan saham SOCFINDO menjadi 90%
saham Plantation Nord Sumatra dan 10% saham pemerintah R.I. di bawah kementerian BUMN.
Namun pada akhir ini saham PT. Socfin Indonesia (SOCFINDO) 90% milik Belgia.
Kapasitas produksi crumb rubber pada PT. Socfin Indonesia (SOCFINDO) Tanah Besih terus mengalami perkembangan. Pada tahun 2014, kapasitas produksi crumb rubber mencapai 720.000 ton/tahun. Pada tahun 2015, setelah pergantian Tekniker 1, terjadi perkembangan yang cukup signifikan dalam peningkatan jumlah produksi yaitu dari 720.000 ton/tahun menjadi 900.000 ton/tahun.
2.2. Ruang Lingkup Bidang Usaha
PT. Socfin Indonesia Tanah Besih adalah perusahaan yang bergerak di bidang pengolahan karet SIR 3CV dan SIR 10 dengan jenis produk latex grade dan lower grade. Hasil produksi karet digunakan oleh perusahan-perusahaan luar negeri yang bergerak di bidang manufaktur untuk memproduksi produk-produk yang membutuhkan bahan baku karet.
2.3. Lokasi Perusahaan
PT. Socfin Indonesia (SOCFINDO) berdasarkan akta pendiriannya beralamat di Jl. K.L.
Yos Sudarso No.106, Medan, merupakan perusahaan agribisnis yang bergerak di bidang perkebunan kelapa sawit dan karet, serta produksi benih unggul kelapa sawit.
PT. Socfin Indonesia (SOCFINDO) merupakan salah satu perusahaan PMA (Penanaman Modal Asing) dengan status joint venture (patungan) yang beroperasi di Sumatera Utara dan Nanggroe Aceh Darussalam.
2.4. Daerah Pemasaran
Daerah pemasaran dari hasil produksi perusahaan diekspor seluruhnya ke luar negeri, yaitu Eropa dan Amerika, khususnya Belgia dan Amerika Serikat. Pengiriman produk dilakukan dengan menggunakan kapal laut.
PENGURUS KEBUN / ADM
TEKNIKER – I (KEPALA PABRIK )
TEKNIKER – II (ASISTEN PABRIK )
PENGOLAHAN /
PACKING LABORATORIUM
ADMINISTRASI
PABRIK MESIN INDUK / PLN BENGKEL UMUM TRANSPORT G U D A N G
TUKANG KAYU / KARYAWAN SIPIL ASISTEN KEBUN /
LAPANGAN
Hubungan Lini Keterangan
Hubungan Fungsional
Sumber: PT. Socfin Indonesia Tanah Besih
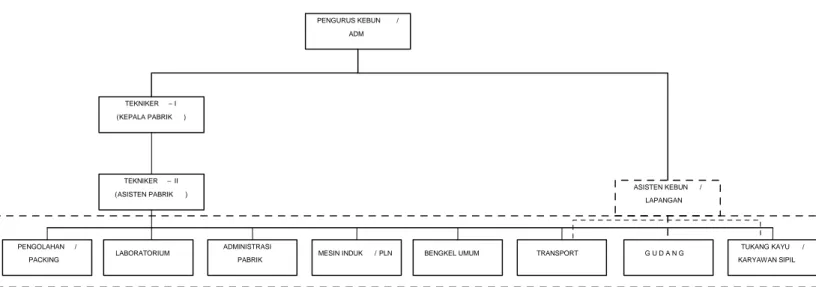
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Manajemen
Secara umum, struktur organisasi di PT. Socfin Indonesia Tanah Besih memiliki struktur organisasi lini dan fungsional. Alasan dikatakan lini dan fungsional karena wewenang dari pimpinan tertinggi dilimpahkan kepada kepala bagian yang mempunyai jabatan fungsional untuk dikerjakan kepada para pelaksana yang mempunyai keahlian khusus. Struktur organisasi dapat dilihat.
Gambar 2.1. Struktur Organisasi PT. Socfin Indonesia Tanah Besih
2.5.2. Pembagian Tugas & Tanggung Jawab
Pembagian jabatan pada PT. Socfin Indonesia Tanah Besih dapat dijabarkan sebagai berikut.
1. Pengurus Kebun
Pengurus kebun adalah pimpinan tertinggi dalam perusahaan mempunyai tanggung jawab sebagai berikut:
a. Menentukan garis besar kebijakan umum dan program kerja pabrik dan kebun.
b. Mengatur dan mengawasi tugas - tugas tiap kepala bagian.
2. Tekniker-I (Kepala Pabrik)
Tekniker-I membawahi Tekniker-II yang merupakan asisten pabrik dan mempunyai tanggung jawab atas pelaksanaan kegiatan produksi secara umum.
3. Tekniker-II (Asisten Pabrik)
Tekniker-II membawahi beberapa kepala bagian pada bagian pabrik yang bertanggung jawab atas kegiatan produksi dan mengawasi keseluruhan proses produksi.
4. Asisten Kebun / Lapangan
Asisten kebun / lapangan membawahi beberapa kepala bagian pada bagian kebun yang bertanggung jawab dalam mengawasi kegiatan pengambilan latex saat panen dan mengawasi seluruh proses yang ada di kebun / lapangan.
5. Pengolahan / Packing
Bagian pengolahan / packing bertanggung jawab dalam melakukan proses produksi dan packaging. Proses produksi dan packaging meliputi untuk SIR 3CV dan SIR 10.
6. Laboratorium
Bagian laboratorium bertanggung jawab dalam melakukan penngujian mutu dan pengujian standarisasi pada bahan baku maupun produk.
7. Administrasi Pabrik
Bagian administrasi pabrik bertanggung jawab dalam pembuatan dokumen dan mengawasi aliran dokumen pada pabrik seperti penerimaan produksi, administrasi produksi, pengiriman produk dan sebagainya.
8. Mesin Induk / PLN
Bagian mesin induk / PLN bertanggung jawab dalam melakukan pengoperasian listrik dan juga air pada pabrik. Bagian mesin induk / PLN juga bertanggung jawab dalam melakukan pemeliharaan (maintenance) pada mesin induk.
9. Bengkel Umum
Bagian bengkel umum bertanggung jawab dalam melakukan pemeliharaan (maintenance) pada pabrik.
10. Transport
Bagian transport bertanggung jawab dalam melakukan pengoperasian dan pemeliharaan transportasi yang ada pada pabrik maupun kebun.
11. Gudang
Bagian gudang bertanggung jawab pemesanan dan administrasi barangbarang/kebutuhan kebun dan pabrik.
12. Tukang Kayu / Sipil
Tukang kayu bertanggung jawab dalam melakukan pemeliharaan pabrik, perumahan, dan bangunan pada pabrik maupun kebun.
13. Karyawan
Sebagai operator yang bertugas untuk menjalankan mesin.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
Perincian jumlah tenaga kerja di PT. Socfin Indonesia Tanah Besih dapat dilihat pada Tabel 2.1.
Tabel 2.1. Perincian Jumlah Tenaga Kerja di PT. Socfin Indonesia Tanah Besih
No. Departemen Jumlah (Orang)
1 Pengurus Kebun 1
2 Tekniker-I 1
3 Tekniker-II 2
4 Mandor Pengolahan / Packing 1
5 Kepala Laboratorium 1
6 Administrasi Pabrik 5
7 Bagian Mesin Induk / PLN 3
8 Bengkel Umum 6
9 Transport 3
10 Bagian Gudang 2
11 Tukang Kayu / Sipil 5
10 Karyawan 160
Total 190
Klasifikasi jam kerja di PT. Socfin Indonesia Tanah Besih terbagi dalam dua kelompok yaitu: 1. Sistem Non Shift Jam kerja dengan sistem non shift diberlakukan bagi tenaga kerja di bagian administrasi pabrik. Pembagian jam kerja sistem non shift yang berlaku di PT. Socfin Indonesia Tanah Besih dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja Sistem Non Shift PT. Socfin Indonesia Tanah Besih No. Hari Jam Kerja Aktif Istirahat Jam Kerja Aktif
1 Senin 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00 2 Selasa 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00 3 Rabu 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00 4 Kamis 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00 5 Jumat 08:00 - 12:00 12:00 - 14:00 14:00 - 15:00 6 Sabtu 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00
Sumber: PT. Socfin Indonesia Tanah Besih
2. Sistem Shift
Jam kerja dengan sistem shift diberlakukan bagi tenaga kerja di luar bagian administrasi pabrik. Pembagian jam kerja sistem shift yang berlaku di PT.
Socfin Tanah Besih dapat dilihat pada Tabel 2.3.
Tabel 2.3. Jam Kerja Sistem Shift PT. Socfin Indonesia Tanah Besih
No. Hari Shift 1 Shift 2 Shift 3
1 Senin 00:00 - 08:00 08:00 - 16:00 16:00 – 24:00 2 Selasa 00:00 - 08:00 08:00 - 16:00 16:00 – 24:00 3 Rabu 00:00 - 08:00 08:00 - 16:00 16:00 – 24:00 4 Kamis 00:00 - 08:00 08:00 - 16:00 16:00 – 24:00 5 Jumat 00:00 - 08:00 08:00 - 16:00 16:00 – 24:00
2.6. Proses Produksi
Proses produksi yang dilakukan perusahaan PT. Socfin Indonesia Tanah Besih menggunakan teknologi yang memanfaatkan tenaga listrik PLN untuk menggerakkan sistem permesinan dan bekerja secara otomatis dan untuk kebutuhan akan sumber air, PT. Socfin Indonesia Tanah Besih menggunakan sumur bor untuk memenuhi kebutuhan akan air pada pabrik. Proses produksi yang dilakukan untuk pengolahan latex grade menjadi SIR 3CV dan lower grade menjadi SIR 10.
2.6.1. Bahan yang Digunakan
Bahan-bahan yang digunakan pada proses produksi pengolahan crumb rubber meliputi bahan baku, bahan penolong, dan bahan tambahan.
2.6.1.1. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam proses produksi untuk menghasilkan sebuah produk. Bahan baku yang digunakan PT. Socfin Indonesia Tanah Besih terbagi menjadi 2 jenis, yaitu latex grade dan lower grade.
2.6.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi memberikan nilai tambah pada produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan antara lain sebagai berikut.
Plastik Pembungkus
Plastik pembungkus digunakan sebagai pembungkus crumb rubber yang sudah jadi 1. Pallet
Pallet digunakan untuk membatasi produk yang akan dimasukkan ke dalam panel box.
2. Panel Box
Panel box merupakan kotak-kotak yang berfungsi sebagai packaging produk akhir
2.6.1.3. Bahan Penolong
Bahan penolong merupakan bahan yang digunakan untuk memperlancar proses produksi, namun tidak terlihat di bagian akhir produk. Bahan penolong yang digunakan antara lain sebagai berikut.
1. Air sebagai pelarut dan pencampur zat-zat kimia dengan karet.
2. Hydroxylamine Ammonium Sulphate (HAS) digunakan sebagai memantapkan viskositas Mooney karet.
3. Sodium Metabisulfite (SMBS) digunakan sebagai bahan pengawet pada latex grade.
4. HCOOH digunakan sebagai koagulan latex.
5. Ammonia digunakan agar latex tidak membeku.
2.6.2. Uraian Proses
Socfin Indonesia Tanah Besih:
1. Proses Pencampuran (Compounding)
Pada tahap ini, latex grade yang sudah diterima pabrik dari kebun dicampurkan dengan Hydroxylamine Ammonium Sulphate (HAS) dengan takaran 1,2 – 1,7 kg/ton karet kering
untuk SIR 3CV 60 dan 1,5 – 2,0 kg/ton karet kering untuk SIR 3CV 50. Setelah itu
ditambahkan dengan Sodium Metabisulfite (SMBS) dengan takaran minimum 0,6 kg/ton karet kering dengan konsentrasi 2,5% untuk SIR 3CV. Pencampuran dilakukan pada Bulking Tank.
2. Proses Koagulasi (Coagulating)
Pada tahap ini latex dipadatkan menjadi balok-balok yang dilakukan selama 8 jam pada bak koagulasi dengan dicampurkan HCCOH dengan dosis 2,5 – 4 liter/ton karet kering dan konsentrasi sebesar 2,5%.
3. Proses Coagulating Trough
Pada tahap ini dilakukan penggilingan latex dengan menggunakan mesin Mobile Crusher.
4. Proses Pemecahan Latex
Pada tahap ini dilakukan proses pemecahan latex dengan rincian sebagai berikut:
a. Belt Conveyor & Twin Screw Prebreaker
Pada tahap ini dilakukan proses pemecahan latex menjadi ukuran 30 mm.
b. Bucket Elevator & Extruder
Pada tahap ini latex dibersihkan dan dialirkan ke dalam mesin Extruder dan dihasilkan ukuran latex menjadi 3 mm.
5. Proses Pengeringan
Latex yang sudah dipecahkan kemudian dimasukkan ke dalam Box Dryer dengan berat
masing-masing box sebesar 130 – 140 kg/box dengan waktu pemanasan 10 – 13,5
menit/siklus. Suhu pada proses pengeringan sebesar 133 – 138 oC untuk SIR 3CV 60 dan 135 – 140 oC untuk SIR 3CV 50.
6. Proses Inspeksi Mutu
Pada tahap ini diambil sampel dari latex yang sudah dikeringkan untuk diperiksa tingkat viskositasnya.
7. Proses Finishing
Tahap pada proses finishing adalah sebagai berikut : . Penimbangan
a. Pada tahap ini dilakukan penimbangan latex sampai mencapai berat 35 kg.
b. Proses Pengepressan
Latex yang sudah ditimbang ditekan dengan menggunakan mesin Press sampai berbentuk
balok.
c. Proses Pemeriksaan Kadar Besi
Latex yang sudah di-press dan berbentuk balok diperiksa untuk mengetahui apakah
mengandung besi atau tidak dengan menggunakan conveyor yang dilengkapi dengan sensor metal detector.
d. Packing
Setelah latex diperiksa dan dipastikan tidak mengandung besi, latex kemudian dibungkus dengan menggunakan plastik dan dimasukkan ke pallet dan kemudian dimasukkan ke dalam panel box.
BAB III
TINJAUAN PUSTAKA
3.1. Beban Kerja1
Beban kerja adalah banyaknya pekerjaan yang harus dilakukan untuk menyelesaikan suatu pekerjaan. Secara fisiologis dalam ergonomi ada 3 jenis beban kerja, yaitu beban kerja fisik energetis yaitu beban kerja yang ditimbulkan oleh kerja fisik atau otot, beban kerja fisik energetis dibedakan menjadi beban kerja statis dan beban kerja dinamis. Kedua, beban kerja perseptif yaitu beban kerja yang ditimbulkan oleh kerja mental (otak) dan kerja panca indera terutama penglihatan dan pendengaran, keterlibatan kontraksi otot dan dengan sendirinya sumber energi atau kalor yang mendukungnya relatif kecil. Ketiga, beban kerja biomekanik yaitu beban kerja yang disebabkan terutama oleh kerja statis dan kerja dinamis yang berhubungan dengan sikap tubuh atau bagian tubuh serta berat badan pada waktu kerja yang kurang tepat.
3.2. Sampling Kerja2
Berbagai cara dikemukakan untuk menetapkan waktu baku dimana terdapat diantaranya sampling pekerjaan. Cara ini, bersama dengan pengukuran waktu jam henti, merupakan cara langsung karena dilakukan dengan melakukan pengukuran secara langsung di tempat berjalannya pekerjaan. Bedanya dengan cara jam henti adalah bahwa pada cara sampling pekerjaan, pengamat
tidak terus menerus berada di tempat pekerjaan melainkan mengamati (di tempat pekerjaan) hanya pada sesaat-sesaat pada waktu-waktu yang ditentukan secara acak.
Karena cara bekerjanya seperti yang telah dikemukakan di atas, sampling pekerjaan mempunyai beberapa kegunaan lain di bidang produksi selain untuk menghitung waktu penyelesaian. Kegunaan-kegunaan tersebut ialah:
1. Untuk mengetahui distribusi pemakaian waktu sepanjang waktu kerja oleh pekerja atau kelompok kerja.
2. Untuk mengetahui tingkat pemanfaatan mesin-mesin atau alat-alat di pabrik.
3. Untuk menentukan waktu baku bagi pekerja-pekerja tidak langsung.
4. Untuk memperkirakan kelonggaran bagi suatu pekerjaan.
3.3. Work Sampling3
Work sampling dilakukan berdasarkan hukum probabilitas. Sampel yang diambil dari
kelompok data cenderung memiliki pola distribusi yang sama dari pola distribusi populasinya.
Untuk mengambil sampel maka dilakukan sampling. Langkah-langkah work sampling adalah sebagai berikut:
1. Mendefenisikan masalah.
2. Menetapkan tingkat kepercayaan dan tingkat ketelitian.
3. Menetapkan jenis pekerjaan yang termasuk work dan idle.
4. Penentuan waktu pengamatan.
5. Kegiatan pengamatan work sampling dilakukan dengan menggunakan worksheet dan alat tulis untuk mengamati aktivitas operator, serta jam henti untuk melihat waktu yang telah disesuaikan pada worksheet. Selama pengamatan dicatat apapun aktivitas yang dilakukan operator.
6. Menghitung waktu kerja produktif dilakukan untuk mengetahui persentase produktivitas operator selama jam kerja berlangsung.
7. Perhitungan akurasi dilakukan untuk membandingkannya dengan tingkat ketelitian yang telah ditentukan terlebih dahulu agar dapat diketahui apakah data akurat atau tidak.
3.3.1. Ukuran Sampel4
Pengambilan sampel harus melebihi banyaknya variabel yang akan diukur pada populasi tersebut. Menurut Slovin, ukuran sampel yang dapat diambil adalah:
1 Ne2
n N
n = ukuran sampel N = ukuran populasi
e = persen kelonggaran ketidaktelitian karena kesalahan pengambilan sampel yang masih dapat ditolerir.
Persentase produktif dari kejadian yang diamati biasanya dinyatakan dalam bentuk desimal.
Rumus persentase produktif dirumuskan dengan:
%P = Jumlah Work
Jumlah pengamatan x 100%
3.4. Uji Kecukupan Data5
Banyaknya pengamatan yang harus dilakukan dipengaruhi oleh dua faktor utama yaitu tingkat ketelitian dan tingkat keyakinan dari hasil pengamatan. Dengan asumsi bahwa terjadinya kejadian seorang operator akan bekerja atau menganggur mengikuti pola distribusi normal, maka untuk mendapatkan jumlah pengamatan yang harus dilakukan dapat dicari berdasarkan rumus:
P s
) P - 1 (
N k 2
2 '
Dimana:
N = jumlah pengamatan yang perlu dilakukan P = persentase produktif
s = tingkat ketelitian
k = harga indeks dari tingkat kepercayaan yang diambil
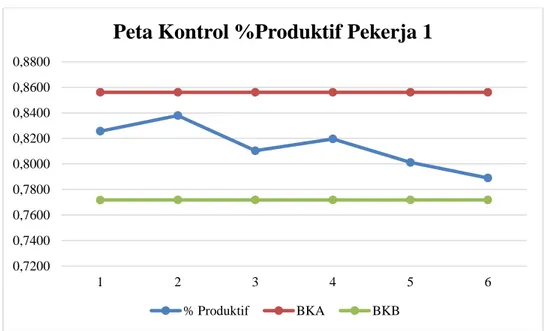
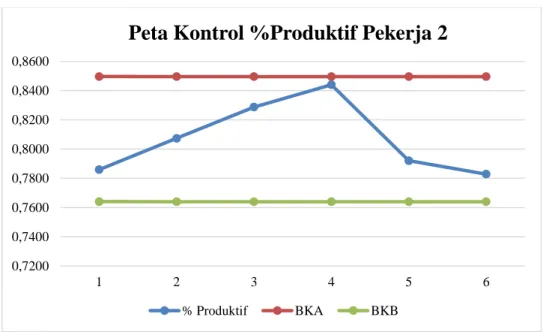
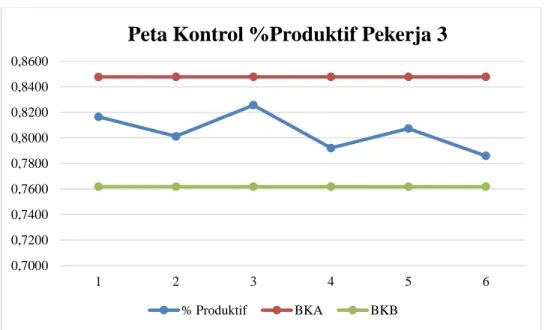
3.5. Uji Keseragaman Data6
Peta kontrol atau control chart yang secara umum telah banyak digunakan dalam Statistical Quality Control dapat pula dipergunakan dalam pelaksanaan sampling kerja. Dengan
menggunakan peta kontrol ini maka secara tegas akan dapat melihat dengan segera kondisi-kondisi kerja yang terasa tidak wajar, misalnya kondisi disaat mana baru saja terjadi kecelakaan pada lokasi
5 Sritomo Wignjosoebroto. Ergonomi Studi Gerak dan Waktu. Jurusan Teknik Industri ITS.
yang berdekatan yang mana secara psikologis hal ini akan dapat mempengaruhi aktivitas kerja dari operator yang sedang diamati. Data yang diperoleh untuk kondisi yang dianggap tidak wajar ini seharusnya tidak usah dimasukkan dalam proses analisa nantinya.
Dalam penggunaan peta kontrol ini data yang diharapkan dari hasil pengamatan akan ditetapkan dalam sebuah peta kontrol yang mempunyai batas-batas kontrol sebagai berikut:
n ) P - 1 ( k P - P BKB dan n
) P - 1 ( k P P
BKA
dimana:
P = persentase produktif
n = jumlah pengamatan yang dilaksanakan per siklus waktu kerja k = harga indeks besarnya tergantung pada tingkat kepercayaan k = 1,96 (tingkat keyakinan 95%)
3.6. Pengukuran Akurasi Work Sampling7
Banyaknya pengamatan yang harus dilakukan dalam sampling kerja akan dipengaruhi oleh dua faktor utama, yaitu tingkat ketelitian (akurasi) dan tingkat kepercayaan dari pengamatan.
Rumus yang digunakan untuk menghitung akurasi dari observasi work sampling adalah sebagai berikut:
N ) p - 1 ( p p Sk
Dimana:
S = tingkat akurasi
k = harga indeks yang besarnya tergantung dari tingkat kepercayaan yang diambil
N = jumlah pengamatan
p = proporsi aktivitas (work atau idle) sebagai persentase N
3.7. Rating Factor dan Allowance8
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran kerja yang
ditunjukkan oleh operator. Andaikan ketidakwajaran ada maka pengukur harus mengetahuinya dan menilai seberapa jauh hal tersebut terjadi. Penilaian perlu dilakukan karena berdasarkan itu dapat dilakukan penyesuaian, dan pengukur harus menormalkannya dengan melakukan penyesuaian.
Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata- rata dengan suatu harga p yang disebut faktor penyesuaian. Besarnya harga p sedemikian rupa sehingga hasil perkalian yang diperoleh mencerminkan waktu yang sewajarnya atau normal. Bila pengukur berpendapat bahwa operator bekerja di atas normal maka harga p akan lebih besar dari 1 (p>1) dan sebaliknya jika operator bekerja di bawah normal maka harga p akan lebih kecil dari 1 (p<1), dan andaikan pengukur berpendapat bahwa operator bekerja secara wajar maka harga p akan sama dengan 1 (p=1).
Cara westinghouse mengarahkan penilaian pada 4 faktor yang menentukan kewajaran atau ketidakwajaran dalam bekerja. Adapun 4 faktor tersebut antara lain:
a. Keterampilan atau skill, didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan.
Latihan dapat meningkatkan keterampilan, tetapi hanya sampai ke tingkat tertentu saja. Untuk keperluan penyesuaian, keterampilan dibagi menjadi 6 kelas dengan ciri-ciri dari setiap kelas yaitu:
1) Super skill:
a) Secara bawaan cocok sekali dengan pekerjaannya.
b) Bekerja dengan sempurna.
c) Tampak seperti telah terlatih dengan baik.
d) Gerakan-gerakannya halus tetapi sangat cepat sehingga sangat sulit untuk diikuti.
e) Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan mesin.
f) Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau terlihat karena lancarnya.
g) Tidak terkesan adanya gerakan-gerakan berpikir dan merencana tentang apa yang dikerjakan (sudah sangat otomatis).
h) Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah pekerja yang sangat baik.
2) Excellent skill:
a) Percaya pada diri sendiri.
c) Terlihat telah terlatih baik.
d)Bekerjanya teliti dengan tidak banyak melakukan pengukuran atau pemeriksaan lagi.
e)Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa kesalahan.
f) Menggunakan peralatan dengan baik.
g) Bekerjanya cepat tanpa mengorbankan mutu. h) Bekerjanya cepat tetapi halus.
i) Bekerjanya berirama dan terkoordinasi.
3) Good skill:
a) Kualitas hasil baik.
b) Bekerjanya tampak lebih baik daripada kebanyakan pekerja pada umumnya.
c) Dapat memberi petunjuk-petunjuk pada pekerja lain yang keterampilannya lebih rendah.
d) Tampak jelas sebagai pekerja yang cakap. e) Tidak memerlukan banyak pengawasan.
f) Tiada keragu-raguan. g) Bekerjanya “stabil”
h) Gerakan-gerakannya terkoordinasi dengan baik.
i) Gerakan-gerakannya cepat.
4) Average skill:
a) Tampak adanya kepercayaan pada diri sendiri.
b) Gerakannya cepat tetapi tidak lambat.
c) Terlihat adanya pekerjaan-pekerjaan perencanaan. d) Tampak sebagai pekerja yang cakap.
e) Gerakan-gerakannya cukup menunjukkan tidak ada keragu-raguan.
f) Mengkoordinasi tangan dan pikiran dengan cukup baik.
g) Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaannya.
h) Bekerja cukup teliti.
i) Secara keseluruhan cukup memuaskan.
5) Fair skill:
a) Tampak terlatih tetapi belum cukup baik.
b) Mengenal peralatan dan lingkungan secukupnya.
c) Terlihat adanya perencanaan-perencanaan sebelum melakukan gerakan-gerakan.
d) Tidak mempunyai kepercayaan diri yang cukup.
e) Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah dipekerjakan di bagian itu sejak lama.
f) Mengetahui apa-apa yang dilakukan dan harus dilakukan tapi tampak tidak selalu yakin.
g) Sebagian waktunya terbuang karena kesalahan-kesalahan sendiri.
h) Jika tidak bekerja secara sungguh-sungguh outputnya akan sangat rendah.
i) Biasanya tidak ragu-ragu dalam menjalankan gerakan-gerakannya.
6) Poor skill:
a) Tidak bisa mengkoordinasikan tangan dan pikiran.
b) Gerakan-gerakannya kaku.
c) Kelihatan ketidakyakinannya pada urutan-urutan gerakan.
d) Seperti yang tidak terlatih untuk pekerjaan yang bersangkutan.
e) Tidak terlihat adanaya kecocokan dengan pekerjaannya.
g) Sering melakukan kesalahan-kesalahan.
h) Tidak adanya kepercayaan pada diri sendiri.
i) Tidak bisa mengambil inisiatif sendiri.
b. Usaha, adalah kesungguhan yang ditunjukkan atau yang diberikan operator ketika melakukan pekerjaannya. Usaha atau effort ini dibagi atas 6 kelas usaha dengan ciri-cirinya, yaitu:
1) Excessive effort:
a) Kecepatan sangat berlebihan.
b) Usahanya sangat bersungguh-sungguh tetapi dapat membahayakan kesehatannya.
c) Kecepatan yang ditimbulkannya tidak dapat diperthankan sepanjang hari kerja.
2) Excellent effort:
a) Jelas terlihat kecepatannya sangat tinggi.
b) Gerakan-gerakan lebih ekonomis daripada operator-operator biasa.
c) Penuh perhatian pada pekerjaannya.
d) Banyak memberi saran.
e) Menerima saran-saran petunjuk dengan senang.
f) Percaya pada kebaikan maksud pengukuran waktu. g) Tidak bertahan lebih dari beberapa hari.
h) Bangga atas kelebihannya.
i) Gerakan-gerakan yang salah terjadi sangat jarang sekali.
j) Bekerjanya sangat sistematis.
k) Karena lancarnya perpindahan dari suatu elemen ke elemen lain tidak terlihat.
3) Good effort:
a) Bekerja berirama.
b) Saat-saat menganggur dangat sedikit, nahkan kadang-kadang tidak ada.
c) Penuh perhatian pada pekerjaannnya.
d) Senang pada pekerjaannnya.
e) Kecepatannya baik dan dapat dipertahankan sepanjang hari.
f) Percaya pada kebaikan waktu pengukuran waktu.
g) Menerima saran-saran dan petunjuk dengan senang.
h) Dapat memberi saran-saran untuk perbaikan kerja.
i) Tempat kerjanya diatur baik dan rapi.
j) Menggunakan alat-alat yang tepat dengan baik. k) Memelihara dengan baik kondisi peralatan.
4) Average effort:
a) Tidak sebaik good, tapi lebih baik dari poor.
b) Bekerja dengan stabil.
c) Menerima saran-saran tetapi tidak melaksanakannya.
d) Set up dilaksanakan dengan baik.
e) Melakukan kegiatan-kegiatan perencanaan.
5) Fair effort:
a) Saran-saran perbaikan diterima dengan kesal.
b) Kadang-kadang perhatian tidak ditujukan pada pekerjaannnya.
d) Tidak mengeluarkan tenaga dengan secukupnya.
e) Terjadi sedikit penyimpangan dari cara kerja baku.
f) Alat-alat yang dipakainya tidak selalu yang terbaik.
g) Terlihat adanya kecenderungan kurang perhatian pada pekerjaannnya.
h) Terlampau hati-hati.
i) Sistematika kerjanya sedang-sedang saja.
j) Gerakan-gerakannya tidak terencana.
6) Poor effort:
a) Banyak membuang-buang waktu.
b) Tidak memperhatikan adanya minat bekerja.
c) Tidak mau menerima saran-saran.
d) Tampak malas dan lambat bekerja.
e) Melakukan gerakan-gerakan yang tidak perlu untuk mengambil alat- alat dan bahan.
f) Tempat kerjanya tidak diatur rapi.
g) Tidak peduli pada cocok/baik tidaknya peralatan yang dipakai.
h) Mengubah-ubah tata letak tempat kerja yang telah diatur.
i) Set up kerjanya terlihat tidak baik.
c. Kondisi kerja atau condition, adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, suhu, dan kebisingan ruangan. Kondisi kerja dibedakan menjadi 6 kelas, yaitu Ideal, Excellent, Good, Average, Fair, dan Poor. Kondisi kerja yang ideal tidak selalu sama bagi setiap pekerjaan karena berdasarkan karaketristiknya masing-masing pekerja membutuhkan kondisi ideal
sendiri- sendiri. Pada dasarnya, kondisi ideal adalah kondisi yang paling cocok untuk pekerjaan yang bersangkutan, yaitu yang memungkinkan kinerja maksimal dari pekerja.
Sebaliknya kondisi poor adalah kondisi yang tidak membantu jalannya pekerjaan atau bahkan sangat menghambat pencapaian kinerja yang baik.
d. Konsistensi, adalah pengukuran waktu yang diperoleh selama operator bekerja. Selama ini masih dalam batas-batas kewajaran masalah tidak timbul, tetapi jika variabilitasnya tinggi maka hal tersebut harus diperhatikan. Konsistensi dibagi atas 6 kelas, yaitu Perfect, Excellent, Good, Average, Fair dan Poor. Seseorang yang bekerja Perfect adalah yang dapat bekerja dengan waktu penyelesaian yang boleh dikatakan tetap dari saat ke saat. Sebaliknya konsistensi yang Poor terjadi bila waktu-waktu penyelesaiannya berselisih jauh dari rata-rata secara acak.
Konsistensi rata-rata atau Average adalah bila selisih antara waktu penyelesaian dengan rata- ratanya tidak besar walaupun ada satu dua yang “letaknya” jauh.
Angka-angka yang diberikan bagi setiap kelas dari faktor-faktor di atas diperlihatkan pada Tabel 3.1.
Tabel 3.1. Nilai Westinghouse Factor
Faktor Kelas Lambang Penyesuaian
Keterampilan
Superskill
Excellent
Good
Average Fair
Poor
A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2
+ 0,15 + 0,13 + 0,11 + 0,08 + 0,06 + 0,03 + 0,00
− 0,05
− 0,10
− 0,16
− 0,22 Usaha
Excessive
Excellent
Good
Average Fair
Poor
A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2
+ 0,13 + 0,12 + 0,10 + 0,08 + 0,05 + 0,02 + 0,00
− 0,04
− 0,08
− 0,12
− 0,17 Kondisi Kerja Ideal
Excellent Good Average
Fair Poor
A B C D E F
+ 0,06 + 0,04 + 0,02 + 0,00
− 0,03
− 0,07 Konsistensi Perfect
Excellent Good Average
Fair Poor
A B C D E F
+ 0,04 + 0,03 + 0,01 + 0,00
− 0,02
− 0,04
Allowance (kelonggaran) diberikan untuk tiga hal yaitu untuk kebutuhan pribadi,
menghilangkan rasa fatique, dan hambatan-hambatan yang tidak terhindarkan.
1. Kelonggaran untuk kebutuhan pribadi
Kebutuhan pribadi yang dimaksud di sini adalah hal-hal seperti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja sekadar untuk menghilangkan ketegangan dalam kerja.
Besarnya kelonggaran yang diberikan untuk kebutuhan pribadi seperti itu berbeda-beda dari satu pekerjaan ke pekerjaan lainnya karena setiap pekerjaan mempunyai karakteristik sendiri- sendiri dengan tuntutan yang berbeda-beda. Berdasarkan penelitian ternyata besarnya kelonggaran ini bagi pekerja pria berbeda dengan pekerja wanita, misalnya untuk pekerjaan- pekerjaan ringan pada kondisi-kondisi kerja normal, pria membutuhkan 2-2.5% dan wanita 5%
untuk kebutuhan pribasi (persentase ini adalah dari waktu normal).
2. Kelonggaran untuk menghilangkan fatique
Rasa lelah tercermin antara lain dari menurunnya hasil produksi baik jumlah maupun kualitas.
Karenanya salah satu cara untuk menentukan besarnya kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi menurun. Jika rasa lelah telah datang dan pekerja harus bekerja untuk menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar dari normal dan ini
akan menambah lelah. Bila hal ini terus berlangsung maka anggota tubuh yang bersangkutan tidak akan dapat melakukan kerja sama sekali walaupun diinginkan Adapun hal-hal yang diperlukan pekerja untuk menghilangkan lelah adalah melakukan peregangan otot, pergi keluar ruangan untuk menghilangkan lelah, dan lain sebagainya.
3. Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
Dalam melaksanakan pekerjaannya, pekerja tidak akan lepas dari hambatan. Ada hambatan yang dapat dihindarkan seperti mengobrol yang berlebihan dan menganggur dengan sengaja.
Adapula hambatan yang tak dapat dihindarkan karena berada di luar kekuasaan pekerja untuk mengendalikannya. Perhitungan kelonggaran untuk hambatan-hambatan yang tak terhindarkan dilakukan dengan suatu teknik sampling tersendiri karena besarnya hambatan untuk kejadian semacam ini sangat bervariasi dari suatu pekerjaan ke pekerjaan lain bahkan satu stasiun kerja ke stasiun kerja lain karena banyaknya penyebab seperti mesin, kondisi mesin, prosedur kerja, ketelitian suplai alat, bahan, dan sebagainya.
Faktor-faktor yang mempengaruhi besarnya kelonggaran untuk ketiga hal tersebut kedalam angka adalah seperti pada Tabel 3.2.
Tabel 3.2. Tabel Nilai Allowance Faktor
Contoh
pekerjaan Kelonggaran (%)
A. Tempat yang
dikeluarkan
Ekivalen
beban Pria Wanita
1. Dapat diabaikan Bekerja dimeja, duduk
tanpa beban 0,00 – 6,0
0,00 – 6,0 2. Sangat ringan Bekerja dimeja,
berdiri
0,02 – 2,25 kg
6,0 – 7,5 6,0 – 7,5
3. Ringan Menyekop,
ringan
2,25 – 9,00 7,5 – 12,0
7,5 – 16,0 4. Sedang
Mencangkul
9,00 – 18,00 12,0 – 19,0
16,0 – 30,0
5. Berat Mengayun palu
yang berat
19,00 – 27,00 19,0 – 30,0 6. Sangat berat Memanggul
beban
27,00 – 50,00 30,0 – 50,0 7. Luar biasa berat Memanggul
kalung berat
diatas 50 kg B. Sikap kerja
1. Duduk Bekerja duduk, ringan
0,00 – 1,0 2. Berdiri diatas
dua Kaki
Badan tegak, ditumpu dua kaki
1,0 – 2,5
3. Berdiri diatas satu
Kaki
Satu kaki mengerjakan alat kontrol
2,5 – 4,0
4. Berbaring Pada bagian sisi, belakang atau depan badan
2,5 – 4,0
5. Membungkuk Badan
dibungkukkan bertumpu pada kedua kaki
4,0 – 10
.2. Tabel Nilai Allowance (Lanjutan)
Faktor Contoh pekerjaan Kelonggaran (%)
C. Gerakan kerja
1. Normal Ayunan bebas dari palu
0 2. Agak terbatas Ayunan terbatas
dari palu
0 – 5
3. Sulit Membawa
beban berat dengan satu tangan
0 – 5
4. Pada anggota- anggota badan terbatas
Bekerja dengan tangan diatas kepala
5 – 10
5. Seluruh anggota badan terbatas
Bekerja dilorong pertambangan yang sempit
10 – 15
D. Kelelahan mata *) Pencahayaan
baik
Buruk 1. Pandangan yang
terputus- Putus
Membawa alat ukur 0,0 – 6,0 0,0 – 6,0 2. Pandangan yang
hampir
terus menerus
Pekerjaan-pekerjaan yang teliti
6,0 – 7,5 6,0 – 7,5 3. Pandangan terus
menerus
dengan fokus berubah- ubah
Memeriksa cacat- cacat pada kain
7,5 – 12,0 7,5 – 16,0 Pemeriksaan yang
sangat teliti
12,0 – 19,0 16,0 – 30,0 4. Pandangan terus
menerus
dengan fokus tetap
30,0 – 50,0
E. Keadaan temperatur tempat kerja **)
Temperatur (°C)
Kelemahan normal
Berlebihan
1. Beku Dibawah 0 Diatas 10 Diatas 12
2. Randah 0 – 13 10 – 0 12 – 5
3. Sedang 13 – 22 5 – 0 8 – 0
4. Normal 22 – 28 0 – 5 0 – 8
5. Tinggi 28 – 38 5 – 40 8 – 100
.2. Tabel Nilai Allowance (Lanjutan)
Faktor Contoh pekerjaan Kelonggaran (%) F. Keadaan atmosfer
***) 1. Baik
Ruang yang berventilasi baik, udara
segar 0
2. Cukup
Ventilasi kurang baik, ada bau-bauan
(tidak berbahaya) 0 – 5
3. Kurang baik
Adanya debu-debu beracun, atau tidak
beracun tetapi banyak 5 – 10
4. Buruk
Adanya bau-bauan berbahaya yang mengharuskan menggunakan alat-alat
pernapasan 10 – 20
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan
Rendah 0
2. Siklus kerja berulang-ulang antara 5 –
10 detik 0 – 1
3. Siklus kerja berulanh-ulang antara 0 - 5
Detik 1 – 3
4. Sangat bising 0 – 5
5. Jika faktor-faktor yang berpengaruh
dapat menurunkan kwalitas 0 – 5
6. Terasa adanya getaran lantai 5 – 10
7. Keadaan-keadaan yang luar biasa
(bunyi, kebersihan, dll.) 5 – 15
Kelonggaran untuk kebutuhan pribadi bagi : Pria = 0-2,5 % Wanita = 2-5 %
3.8. Tingkat Ketelitian dan Tingkat Keyakinan9
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Hal ini biasanya dinyatakan dengan persen (dari waktu penyelesaian
sebenarnya yang seharusnya dicari). Sementara tingkat keyakinan menunjukkan besarnya keyainan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi. Ini pun dinyatakan dalam persen. Jadi, tingkat ketelitian 10% dan tingkat keyakinan 95% memberi arti bahwa pengukur membolehkan rata-rata hasil pengukurannya menyimpang sejauh 10% dari rata-rata sebenarnya;
dan kemungkinan berhasil mendapatkan hal ini 95%.
3.9. Waktu Standar10
Penentuan waktu baku penyelesaian suatu produk dapat dinyatakan dalam rumus berikut : Waktu Standar = Total Waktu x Waktu Produktif x Rating Factor
Jumlah Produk yang Dihasilkan x 100% - Allowance (%)100%
3.10. Metode Workload Analysis (WLA) 11
Work Load Analysis adalah suatu analisis mengenai banyaknya pekerja yang harus
dipekerjakan untuk menyelesaikan sesuatu pekerjaan tertentu. Dengan diketahuinya beban kerja maka akan dapat diketahui seberapa besar beban yang harus ditanggung oleh pekerja, dan apakah terjadi kelebihan tenaga kerja atau sebaliknya adanya kekurangan tenaga kerja. Data rata-rata waktu operasi yang diperoleh dari pengukuran waktu kerja pada setiap stasiun kerja untuk operator yang di cermati digunakan sebagai data untuk menentukan waktu baku per unit output dari tiap tahapan proses.
12Metode workload analysis dilakukan untuk mengetahui tingkat efisiensi kerja berdasarkan total persentase beban kerja yang diberikan dalam menyelesaikan pekerjaannya. Dan dapat menentukan jumlah karyawan yang sebenarnya untuk pekerjaan dalam bagian produksi.
Langkah-langkah sebagai berikut:
a. mengetahui struktur organisasi dan job description tiap jabatan
b. menentukan aktivitas dan waktu penyelesaian aktifitas tiap posisi jabatan.
c. melakukan pengamatan untuk menghitung besarnya persentase produktif dan non produktif d. menentukan jumlah menit pengamatan
e. penentuan allowance dan performance rating f. perhitungan besarnya beban kerja
g. penentuan jumlah pegawai yang optimal tiap posisi jabatan, diperoleh dengan pembulatan keatas hasil dari perhitungan besarnya beban kerja.
13Besarnya beban kerja yang diterima oleh operator dapat dihitung dengan rumus berikut:
Beban Kerja = (%Produktif x Performance Rating) x (1 + Allowance)
Jumlah tenaga kerja didapat dari total beban kerja yang diperoleh. Penentuan jumlah tenaga kerja dapat dicari dari rumus:
Total beban kerja = Beban Kerja Pekerja A + Beban Kerja Pekerja B Rata-rata beban kerja = Total beban kerja
Jumlah Pekerja
Besarnya beban kerja yang diterima operator dipengaruhi oleh besarnya persentase produktif.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Socfin Indonesia beralamat di Kebun Tanah Besi, Serdang Bedagai, Sumatera Utara. Waktu penelitian dimulai pada Desember 2017 hingga April.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian terapan (applied research). Menurut Sukaria Sinulingga (2014), yang dimaksud dengan penelitian action research adalah suatu penelitian yang dilakukan untuk mendapatkan temuan-temuan praktis/ untuk keperluan pengambilan keputusan operasional. karena dalam penelitian ini dicari penyebab permasalahan yang ada untuk mengambil tindakan perbaikan. Penelitian terapan dilakukan untuk menggunakan hasil temuan dan metode perbaikan yang dipilih untuk memecahkan masalah yang sedang dialami perusahaan tersebut.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah kegiatan pekerjaan bagian penderesan yaitu work dan idle masing-masing pekerja pada bagian penderesan.
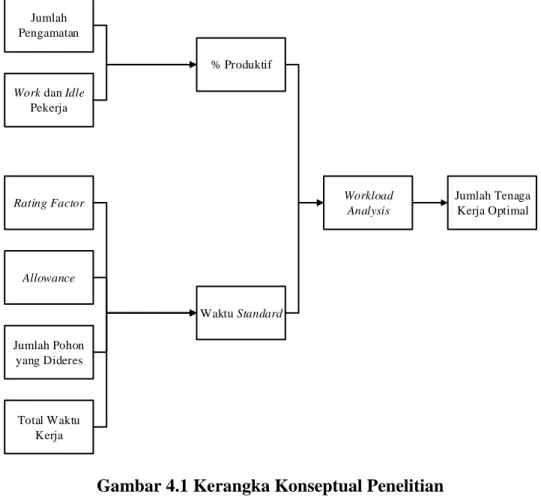
4.4. Kerangka Konseptual
Kerangka konseptual penelitian adalah suatu hubungan atau kaitan antara konsep satu terhadap konsep yang lainya dari masalah yang ingin diteliti.Tujuan kerangka konseptual untuk memberikan petunjuk kepada peneliti di dalam merumuskan masalah penelitian.
Jumlah Pengamatan
Work dan Idle Pekerja
Rating Factor
Allowance
Jumlah Pohon yang Dideres
Workload Analysis
Total Waktu Kerja
Waktu Standard
% Produktif
Jumlah Tenaga Kerja Optimal
Gambar 4.1 Kerangka Konseptual Penelitian
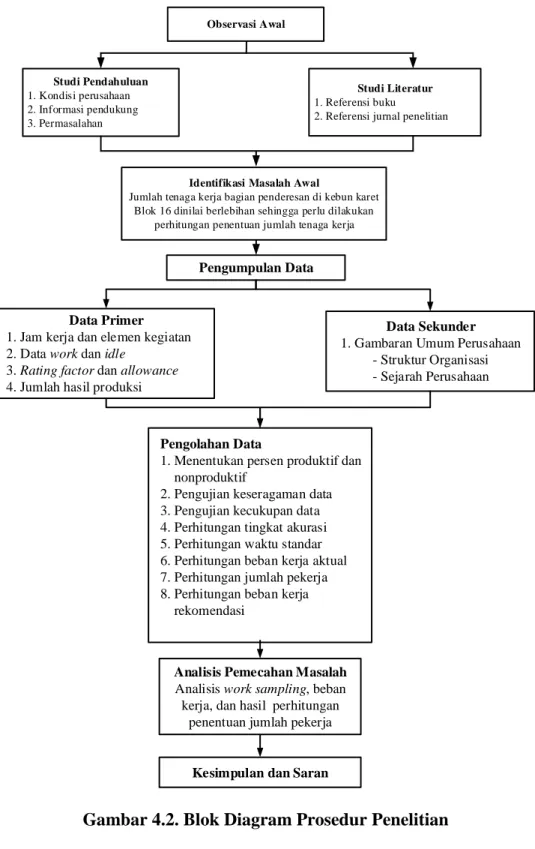
4.5. Metodologi Penelitian
Penelitian dilakukan dalam beberapa tahap, yang diawali dengan melakukan identifikasi masalah hingga menghasilkan kesimpulan. Tahapan–tahapan tersebut pada Gambar 4.2.
Pengumpulan Data
Data Primer 1. Jam kerja dan elemen kegiatan 2. Data work dan idle
3. Rating factor dan allowance 4. Jumlah hasil produksi
Data Sekunder 1. Gambaran Umum Perusahaan
- Struktur Organisasi - Sejarah Perusahaan
Pengolahan Data
1. Menentukan persen produktif dan nonproduktif
2. Pengujian keseragaman data 3. Pengujian kecukupan data 4. Perhitungan tingkat akurasi 5. Perhitungan waktu standar 6. Perhitungan beban kerja aktual 7. Perhitungan jumlah pekerja 8. Perhitungan beban kerja rekomendasi
Analisis Pemecahan Masalah Analisis work sampling, beban
kerja, dan hasil perhitungan penentuan jumlah pekerja
Kesimpulan dan Saran Studi Pendahuluan
1. Kondisi perusahaan 2. Informasi pendukung 3. Permasalahan
Studi Literatur 1. Referensi buku
2. Referensi jurnal penelitian
Identifikasi Masalah Awal
Jumlah tenaga kerja bagian penderesan di kebun karet Blok 16 dinilai berlebihan sehingga perlu dilakukan
perhitungan penentuan jumlah tenaga kerja Observasi Awal
Gambar 4.2. Blok Diagram Prosedur Penelitian
4.6. Pengumpulan Data 4.6.1. Sumber Data
Pengumpulan data yang diperoleh berasal dari pengamatan langsung setiap elemen kegiatan pekerja. Ada dua jenis data yang harus diperoleh yaitu data primer dan data sekunder.
1. Data primer
Data primer yaitu data yang diperoleh secara langsung menggunakan alat pengumpulan data sebagai berikut :
a. Elemen pekerjaan yang diamati secara langsung di bagian penderesan pohon keres.
b. Waktu work dan waktu idle yang dikumpulkan melalui pengamatan secara langsung.
2. Data sekunder
Data sekunder yaitu data yang dikumpulkan dengan melakukan wawancara dengan pimpinan atau karyawan untuk mendapatkan informasi dan mencatat data-data yang diperlukan dari arsip perusahaan. Data sekunder ini meliputi:
a. Data standar urutan proses produksi yang telah ditetapkan oleh perusahaan.
b. Data jumlah pekerja pada bagian pengambilan getah.