Jurnal Teknik Material dan Metalurgi
Institut Teknologi Sepuluh Nopember Surabaya,2012
PENGARUH KECEPATAN POTONG PADA TURNING PROCESS TERHADAP KEKERASAN DAN KEDALAMAN PENGERASAN BAJA AISI 4340 Gita Primasari1 , Ir. Muchtar Karokaro, M.Sc2, Budi Agung Kurniawan, ST, M.Sc.2
1Mahasiswa Jurusan Teknik Material dan Metalurgi FTI-ITS 2Dosen Jurusan Teknik Material dan Metalurgi FTI-ITS
Email: [email protected]
ABSTRAK
Pengerasan permukaan dapat dikatakan sebagai proses laku panas untuk diperolah kekerasan hanya pada permukaannya saja. Dengan model pendekatan baru surface hardening by machining yaitu baja dibubut dengan kondisi pemotongan tertentu agar dihasilkan kekerasan permukaan yang tertentu pula. Peningkatan temperatur pada permukaan baja dapat diperolah akibat terjadinya gesekan antara mata pahat dengan benda kerja. Dari gesekan ini diperoleh sumber panas utama yang memunculkan white layer dengan sebagian struktur mikro metastabil yaitu banit maupun martensit.
Suatu penelitian dilakukan untuk mengetahui bagaimana pengaruh kecepatan potong pada turning process terhadap kekerasan dan kedalaman pengerasan baja AISI 4340. Dengan pendinginan udara (normalizing) yang kemudian dilakukan Pengujian mekanik dengan menggunakan microhardness tester untuk melihat sifat mekanik yaitu kekerasan dan kedalaman pengerasan. Dilakukan pula uji karakterisasi menggunakan uji makro, uji mikro, serta uji XRD.
Berdasarkan hasil penelitian, pengerasan permukaan yang optimal dihasilkan dari turning process dengan variasi kecepatan potong 2514,25 rpm. Dengan kekerasan pada permukaan 520 HV (50,5 HRC) dengan pengerasan permukaan yang dihasilkan sebesar 33,67% dari daerah bulknya. Dihasilkan pula gradien kedalaman pengerasan yang paling tinggi pada kecepatan potong ini.
.Kata kunci : AISI 4340, kecepatan potong, turning process, surface hardening, white layer PENDAHULUAN
Banyak komponen presisi yang terbuat dari baja 4340 yang menghendaki kekerasan permukaan yang tinggi agar tahan terhadap deformasi plastis maupun gesekan saat menjalankan fungsinnya. Sehingga dibutuhkan adanya pengerasan hanya pada permukaannya saja.
Sesuai dengan perkembangan teknologi dan tuntutan proses produksi, dunia industri memerlukan hasil produksi dengan kualitas maksimal melalui inovasi proses manufaktur. Banyak komponen presisi yang terbuat dari baja, seperti Bearing (bantalan), crankshaft (Poros Engkol), Engine Valve (katup), dan sebagainya yang menghendaki sifat kekerasan permukaan yang tinggi agar tahan terhadap deformasi plastis maupun gesekan saat menjalankan fungsinya.
Pengerasan permukaan pada umumnya dilakukan dengan dua cara yaitu mengubah komposisi kimianya dan melakukan pengerjaan laku panas hanya pada
permukaannya saja. Pada proses laku panas ini yang sudah biasa dikenal adalah flame hardening dan induction hardening. Maka sebuah pendekatan baru yaitu surface hardening by machining, pengerasan permukaan pada proses permesinan dengan turning process atau pada industri sering dikenal dengan sebutan hard turning. Pada pendekatannya, gesekan yang dilkukan antara mata pahat dan benda kerja mampu menghasilkan sumber panas utama. Sumber panas utama inilah menentukan proses laku panas yang dapat terjadi pada benda kerjanya. Pengerasan permukaan dengan proses pemesinan ini didasari oleh penelitian - penelitian sebelumnya yang menjelaskan adanya pengaruh panas akibat gesekan pahat bubut dengan benda kerja terhadap perubahan sifat-sifat beban termasuk kekerasan permukaan benda kerja.
Namun demikian, analisis teoritis tentang fenomena proses pengerasan permukaan baja melalui pembubutan belum
banyak dipublikasikan. Oleh karena itu hingga kini, seorang operator mesin masih sering melakukan coba-coba (trial and error) dalam menentukan nilai parameter pemotongan. Hal ini disebabkan karena nilai parameter pemotongan seperti kecepatan potong, gerak makan, kedalaman potong dan cairan pendingin memiliki rentang yang sangat luas. METODOLOGI
Variasi yang digunakan dalam penelitian ini adalah kecepatan potong pada Turning Process. Variasi ini dipilih agar timbul temperatur yang tinggi pada permukaan benda kerja. Dengan adanya bidang kontak antara mata pahat dan benda kerja, maka dihasilkan sumber panas utama untuk tujuan proses laku panas.
Baja AISI 4340 dengan dimensi 19 x 200 mm. dilakukan proses bubut (turning process) dengan kecepatan putaran 1800 mm/s yaitu 1810, 26 rpm, kedalaman pemakanan (depth of cut) konstan 0, 2 mm dan feed rate yang konstan 50 mm/rev. Dilakukan proses bubut sepanjang 70 mm dari panjang total 200 mm dengan waktu proses bubut adalah 1 menit 32 detik. Dengan mata pahat yang telah ditumpulkan 2 mm menggunakan machine works Robert Habib (Genova) dengan mata intan seperti pada gambar 1.
Gambar 1. Penumpulan mata pahat Microhardness Tester digunakan untuk melihat sifat mekanik kekerasan dan distribusi kekerasan. Sedangkan uji karakterisasi dilakukan menggunakan uji Makro, Uji Mikro dan Uji XRD. Sedangkan larutan etsa yang digunakan adalah picral untuk melihat fasa bainit dan martensit.
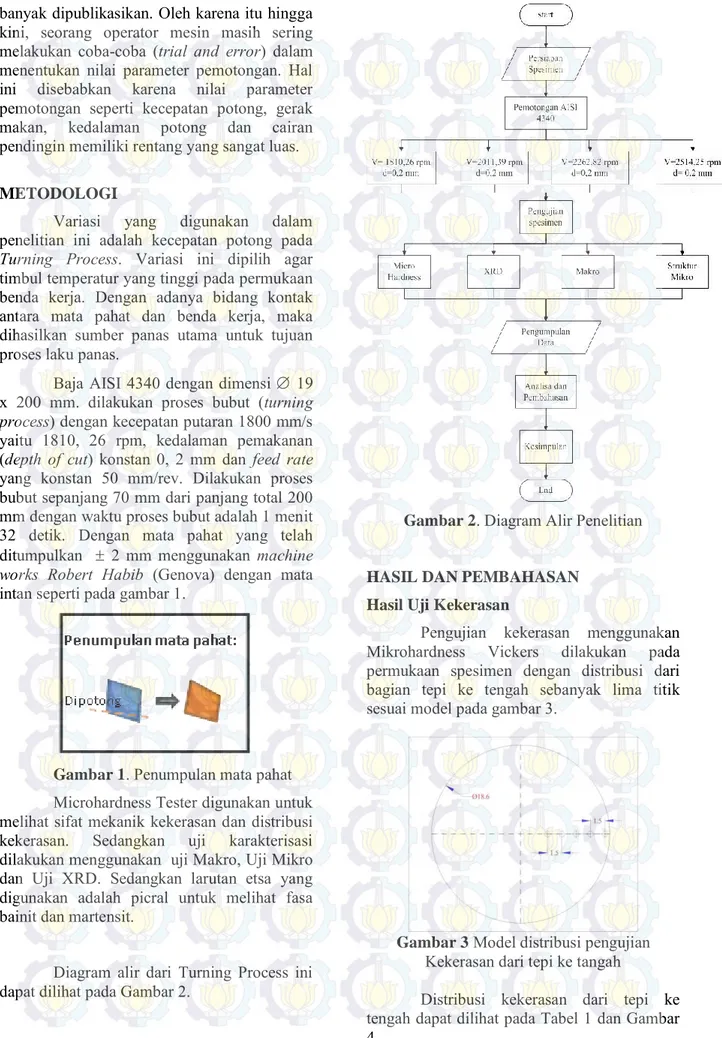
Diagram alir dari Turning Process ini dapat dilihat pada Gambar 2.
Gambar 2. Diagram Alir Penelitian HASIL DAN PEMBAHASAN
Hasil Uji Kekerasan
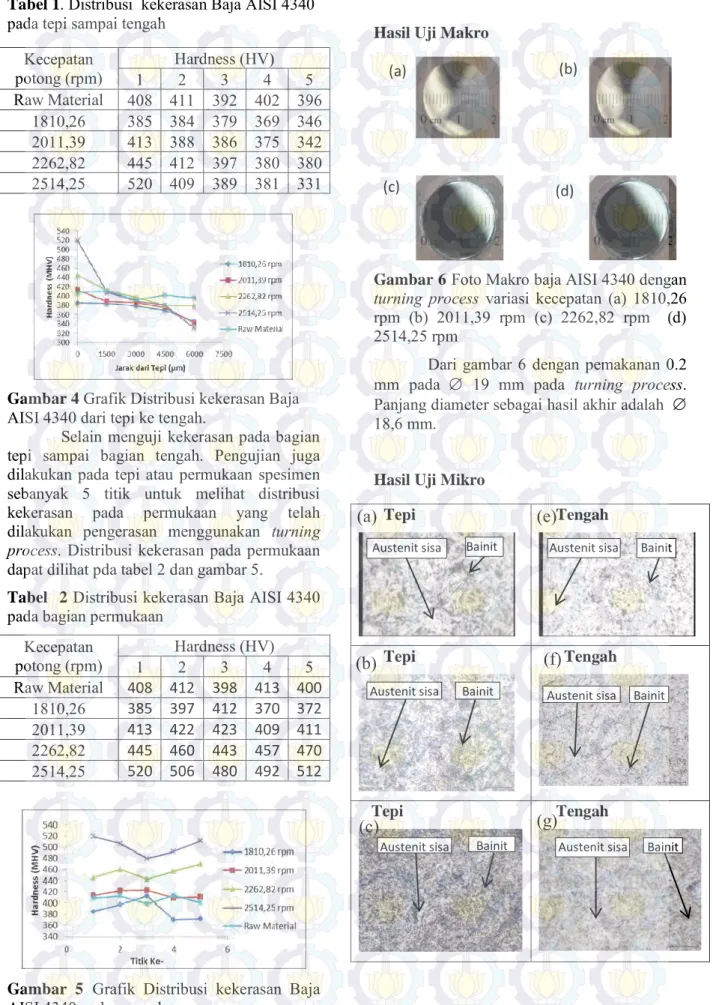
Pengujian kekerasan menggunakan Mikrohardness Vickers dilakukan pada permukaan spesimen dengan distribusi dari bagian tepi ke tengah sebanyak lima titik sesuai model pada gambar 3.
Gambar 3 Model distribusi pengujian Kekerasan dari tepi ke tangah
Distribusi kekerasan dari tepi ke tengah dapat dilihat pada Tabel 1 dan Gambar 4.
Tabel 1. Distribusi kekerasan Baja AISI 4340 pada tepi sampai tengah
Gambar 4 Grafik Distribusi kekerasan Baja AISI 4340 dari tepi ke tengah.
Selain menguji kekerasan pada bagian tepi sampai bagian tengah. Pengujian juga dilakukan pada tepi atau permukaan spesimen sebanyak 5 titik untuk melihat distribusi kekerasan pada permukaan yang telah dilakukan pengerasan menggunakan turning process. Distribusi kekerasan pada permukaan dapat dilihat pda tabel 2 dan gambar 5.
Tabel 2 Distribusi kekerasan Baja AISI 4340 pada bagian permukaan
Gambar 5 Grafik Distribusi kekerasan Baja AISI 4340 pada permukaan.
Hasil Uji Makro
Gambar 6 Foto Makro baja AISI 4340 dengan turning process variasi kecepatan (a) 1810,26 rpm (b) 2011,39 rpm (c) 2262,82 rpm (d) 2514,25 rpm
Dari gambar 6 dengan pemakanan 0.2 mm pada 19 mm pada turning process. Panjang diameter sebagai hasil akhir adalah
18,6 mm. Hasil Uji Mikro
Tepi Tengah Tepi Tengah Tepi Tengah Kecepatan potong (rpm) 1 Hardness (HV) 2 3 4 5 Raw Material 408 411 392 402 396 1810,26 385 384 379 369 346 2011,39 413 388 386 375 342 2262,82 445 412 397 380 380 2514,25 520 409 389 381 331 Kecepatan potong (rpm) 1 Hardness (HV) 2 3 4 5 Raw Material 408 412 398 413 400 1810,26 385 397 412 370 372 2011,39 413 422 423 409 411 2262,82 445 460 443 457 470 2514,25 520 506 480 492 512 (a) (c) (d) (b)
(a)
(b)
(c)
(e)
(f)
(g)
BainitAustenit sisa Austenit sisa Bainit Bainit
Austenit sisa Austenit sisa Bainit Bainit Austenit sisa
Tepi Tengah
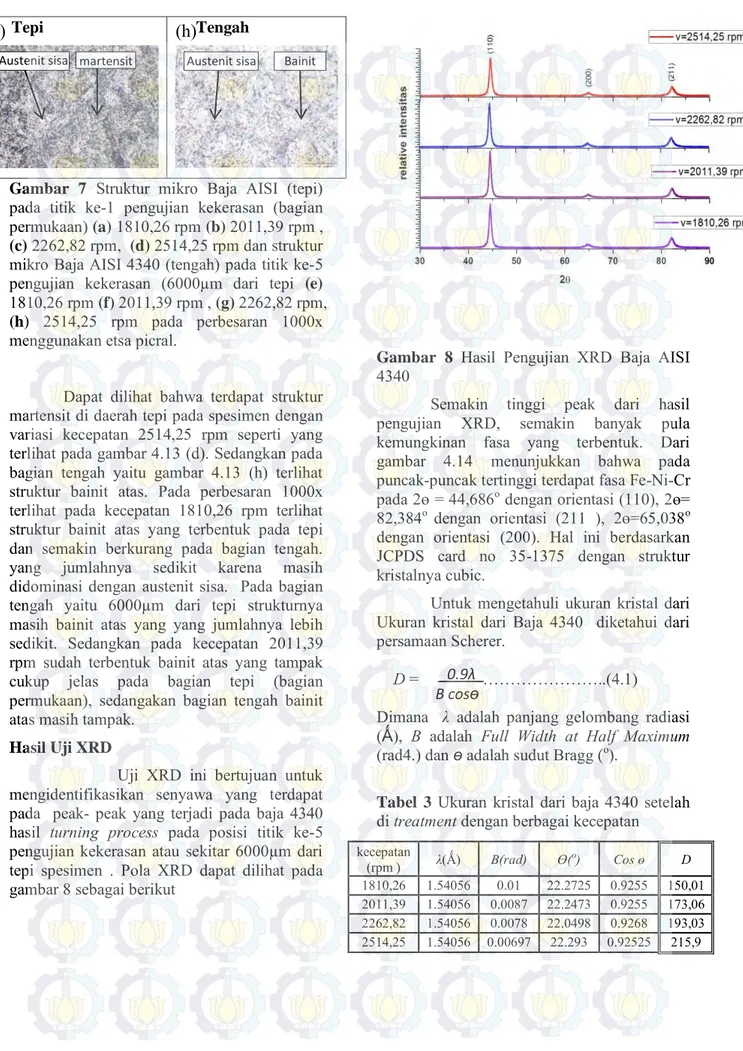
Gambar 7 Struktur mikro Baja AISI (tepi) pada titik ke-1 pengujian kekerasan (bagian permukaan) (a) 1810,26 rpm (b) 2011,39 rpm , (c) 2262,82 rpm, (d) 2514,25 rpm dan struktur mikro Baja AISI 4340 (tengah) pada titik ke-5 pengujian kekerasan (6000µm dari tepi (e) 1810,26 rpm (f) 2011,39 rpm , (g) 2262,82 rpm, (h) 2514,25 rpm pada perbesaran 1000x menggunakan etsa picral.
Dapat dilihat bahwa terdapat struktur martensit di daerah tepi pada spesimen dengan variasi kecepatan 2514,25 rpm seperti yang terlihat pada gambar 4.13 (d). Sedangkan pada bagian tengah yaitu gambar 4.13 (h) terlihat struktur bainit atas. Pada perbesaran 1000x terlihat pada kecepatan 1810,26 rpm terlihat struktur bainit atas yang terbentuk pada tepi dan semakin berkurang pada bagian tengah. yang jumlahnya sedikit karena masih didominasi dengan austenit sisa. Pada bagian tengah yaitu 6000µm dari tepi strukturnya masih bainit atas yang yang jumlahnya lebih sedikit. Sedangkan pada kecepatan 2011,39 rpm sudah terbentuk bainit atas yang tampak cukup jelas pada bagian tepi (bagian permukaan), sedangakan bagian tengah bainit atas masih tampak.
Hasil Uji XRD
Uji XRD ini bertujuan untuk mengidentifikasikan senyawa yang terdapat pada peak- peak yang terjadi pada baja 4340 hasil turning process pada posisi titik ke-5 pengujian kekerasan atau sekitar 6000µm dari tepi spesimen . Pola XRD dapat dilihat pada gambar 8 sebagai berikut
Gambar 8 Hasil Pengujian XRD Baja AISI 4340
Semakin tinggi peak dari hasil pengujian XRD, semakin banyak pula kemungkinan fasa yang terbentuk. Dari gambar 4.14 menunjukkan bahwa pada puncak-puncak tertinggi terdapat fasa Fe-Ni-Cr pada 2ө = 44,686o dengan orientasi (110), 2ө=
82,384o dengan orientasi (211 ), 2ө=65,038o
dengan orientasi (200). Hal ini berdasarkan JCPDS card no 35-1375 dengan struktur kristalnya cubic.
Untuk mengetahuli ukuran kristal dari Ukuran kristal dari Baja 4340 diketahui dari persamaan Scherer.
D = ………..(4.1)
Dimana λ adalah panjang gelombang radiasi (Ǻ), B adalah Full Width at Half Maximum (rad4.) dan ө adalah sudut Bragg (o).
Tabel 3 Ukuran kristal dari baja 4340 setelah di treatment dengan berbagai kecepatan kecepatan (rpm ) λ(Ǻ) B(rad) Ө(o) Cos ө D 1810,26 1.54056 0.01 22.2725 0.9255 150,01 2011,39 1.54056 0.0087 22.2473 0.9255 173,06 2262,82 1.54056 0.0078 22.0498 0.9268 193,03 2514,25 1.54056 0.00697 22.293 0.92525 215,9
(d)
(h)
_0.9λ_ Β cosө martensitAnalisa Kekerasan dan Struktur Mikro Struktur mikro yang akan dianalisa adalah struktur mikro hasil perlakuan turning proces pada 4 spesimen menggunakan variasi kecepatan putaran spindel pada mesin bubut yaitu 1810,26 rpm, 2011,39 rpm, 2262,82 rpm dan 2514,25 rpm. Dengan feed rate yang konstan yaitu 50 mm/rev, kedalaman pemakanan (depth of cut) yang konstan yaitu 0,2 mm. Dilakukan proses bubut sepanjang 70 mm dari panjang total 200 mm dengan waktu proses bubut adalah 1 menit 32 detik. Dengan mata pahat yang telah ditumpulkan 2 mm menggunakan machine works Robert Habib (Genova) dengan mata intan yang bertujuan untuk memberbesar luasan kontak pada benda kerja untuk memperbesar gesekan yang akan menimbulkan panas untuk meningkatkan temperatur pada spesimen uji.
Pada perlakukan pertama yaitu kecepatan potong 1810,26 rpm dengan depth of cut 0,2 mm dan feed rate 50 mm/rev dengan waktu 1 menit 32 detik dengan pendinginan udara (normalizing) dihasilkan struktur mikro bainit atas dan austenit sisa, yang pengambilan foto mikronya dari tepi (bagian permukaan). Dengan kekerasan yang dihasilkan 385 HV, sedangkan pada bagian tengah (dihitung 6000 µm dari tepi) dihasilkan struktur bainit atas dan austenit sisa dengan kekerasannya 346 HV . Hanya saja jumlah dari bainit atas lebih sedikit, dan cenderung didominasi oleh austenit sisa. Pada fenomena ini, menunjukkan bahwa temperatur yang dihasilkan belum mampu melewati temperatur A3. Hal bisa dilihat
karena tidak terjadi peningkatan kekerasan pada permukaannya. Yang terjadi justru sebaliknya, kekerasannya menurun. Hal ini sangat dimungkinkan, karena temperatur yang dihasilkan akhirnya memberikan efek tempering pada benda kerja. sehingga kekerasannya mengalami penurunan.
Pada perlakuan kedua yaitu kecepatan potong 2011,39 rpm dengan depth of cut 0,2 mm dan feed rate 50 mm/rev dengan waktu 1 menit 31,3 detik dengan pendinginan udara (normalizing) dihasilkan struktur mikro bainit atas dan austenit sisa, yang pengambilan foto mikronya dari tepi (bagian permukaan). Dengan kekerasan yang dihasilkan 413 HV ,sedangkan pada bagian tengah (dihitung 6000 µm dari tepi) dihasilkan struktur bainit atas dan austenit sisa. Pada kecepatan ini, bainit atas yang terbentuk lebih besar dari foto
mikro pada kecepatan 1810,26 rpm dengah kekerasan 342 HV. Hanya saja, yang mampu mengalami hardening tampak pada permukaannya saja. Hal ini dimungkinkan karena temperatur yang lebih tinggi sangat mungkin dihasilkan dari dari kecepatan ini. Menyebabkan pada pendinginan udara, kecepatan 2011,39 rpm lebih memiliki rentang thermal yang lebih besar dari spesimen dengan perlakukan kecepatan 1810,26 rpm pada turning process. Hal ini lah yang meyebabkan laju pendinginan dari spesimen dengan kecepatan 2011,39 rpm lebih cepat. Sehingga memungkinkan untuk mendapatkan struktur bainit yang lebih banyak pada benda kerjanya. dikarenakan peningkatan temperatur dari permukaan hanya mampu sedikit diatas A3.
Hal ini menyebabkan karbon tidak terlarut sempurna didalam austenit, dan struktur yang dihasilkan menjadi tidak maksimal. Sedangkan bagian tengah mengalami menurunan kekerasan akibat pengaruh temperatur dibagian dalam yang tidak mampu melewati temperatur A3, menyebabkan berubah menjadi efek
tempering yang melunakkan.
Pada perlakukan ketiga yaitu kecepatan potong 2262,82 rpm dengan depth of cut 0,2 mm dan feed rate 50 mm/rev dengan waktu 1 menit 31,4 detik dengan pendinginan udara (normalizing) dihasilkan struktur mikro bainit atas dan austenit sisa, yang pengambilan foto mikronya dari tepi (bagian permukaan). Dengan kekerasan yang dihasilkan 445 HV sedangkan pada bagian tengah (dihitung 6000 µm dari tepi) dihasilkan struktur bainit bawah dan austenit sisa yang kekerasannya 380 HV. Dikarenakan pada kecepatan ini memiliki rentang thermal yang lebih besar. Sehingga laju pendinginannya lebih cepat. Akibat rentang yang cukup panjang. Dengan laju pendinginan yang cepat maka yang mampu membentuk struktur bainit bawah yang tampak berbentuk jarum Hal ini dikarenakan pada laju pendinginan ini struktur austenit bukan lagi strtuktur yang stabil pada temperatur yang rendah. Sehingga memaksakan bentuk kristal FCC ke BCC. Sedangkan ferit bukanlah struktur yang mampu menampung cukup banyak karbon di dalamnya. Sehingga karbon harus dikeluarkan dalam bentuk karbida. Sehingga terbentuk strukturmikro yang jarum. Pada bainit bawah struktur jarum akan terlihat dengan jelas. Sedangkan pada bagian tengah masih terlihat efek tempering yang menurunkan sifat kekerasan.
Pada perlakukan keempat yaitu kecepatan potong 2514,25rpm dengan depth of cut 0,2 mm dan feed rate 50 mm/rev dengan waktu 1 menit 32 detik dengan pendinginan udara (normalizing) dihasilkan struktur mikro martensit dan austenit sisa, yang pengambilan foto mikronya dari tepi (bagian permukaan). Dengan kekerasan yang dihasilkan 520 HV Sedangkan pada bagian tengah (dihitung 6000 µm dari tepi) dihasilkan struktur bainit bawah dan austenit sisa yang kekerasannya 331 HV. Terbentuknya struktur martensit jelas dikarenakan laju pendinginan yang sangat cepat. Sehingga terbentuk struktur metastabil martensit. Pada kondisi ini, austenit sudah tidak memiliki waktu untuk mengeluarkan karbon dari kristalnya. Sehingga yang terjadi adalah perpanjangan rusuk sehingga menghasilkan struktur menjadi BCT (Body Cubic Thetragonal). Sedangkan pada bagian tengah membentuk bainit bawah, perlit, dan dan austenit sisa. Hal ini bisa terjadi karena distribusi temperatur pada bagian tengah baja AISI 4340 sudah mampu melewati temperatur A3. Dengan kondisi ini, memungkinkan baja
bagian tengah untuk mengalami hardening. Karena laju pendinginan yang lebih lambat dari bagian tepi, mengakibatkan struktur yang dihasilkan masih terdapat perlit, bainit dan austenit sisa. Hal ini mengakibatkan sifatnya menjadi lebih lunak dilihat dari kekerasan yang hanya mencapai 331 HV.
Dari keempat perlakukan pada turning process selalu terjadi strukturmikro yang berbeda dari setiap variasi kecepatan potong yang dilakukan. Struktur tersebut merupakan akibat dari temperatur yang cukup tinggi dari gesekan yang dihasilkan pada turning proces. Terbentuknya struktur bainit pada permukaan Baja AISI 4340 dengan adanya peningkatan kekerasan menunjukkan bahwa sumber panas utama akibat gesekan mata pahat dan benda kerja sudah mampu mencapai temperatur diatas garis A3 pada diagram fasa Fe3Cyaitu
diatas temperatur 774°C untuk baja AISI 4340 (Chou, 2002). Variasi kecepatan potong pada turning process yang mampu melewati temperatur A3 dimulai dari kecepatan potong
2011,39 rpm. Sedangkan pada kecepatan potong 1810,26 rpm masih belum mampu untuk mencapai temperatur tersebut. Sehingga yang terlihat hanya efek tempering saja.
Dapat dilihat pula bahwa semakin tinggi kecepatan potong, semakin memungkinkan membentuk unsur metastabil
seperti bainit maupun martensit. Hal ini sesuai dengan hasil pengujian kekerasan, dengan semakin tingginya angka kekerasan pada permukaan baja AISI 4340 pada kecepatan yang semakin tinggi. Pada kecepatan potong turning process 2514,25 rpm dihasilkan pengerasan permukaan tertinggi pada permukaannya yaitu 520 HV (50,5 HRC). Sedangkan kekerasan maksimum untuk baja AISI 4340 adalah 56 HRC. Disamping memiliki angka kekerasan yang tertinggi, pada kecepatan potong ini juga memiliki gradien kekerasan yang cukup besar dilihat dari rentang kekerasan yang cukup besar.
Perbedaan struktur pada bagian tepi dan tengah dihasilkan karena laju pendinginan yang berbeda terjadi pada permukaan dan bagian tengah dari baja silinder AISI 4340. Laju pendinginan pada bagian tepi lebih cepat dari bagian tengah. Hal ini yang memungkinkan bagian tengah untuk memiliki waktu yang lebih panjang untuk berdifusi. Sehingga menghasilkan struktur yang lebih metastabil dan lebih keras pada bagian permukaan.
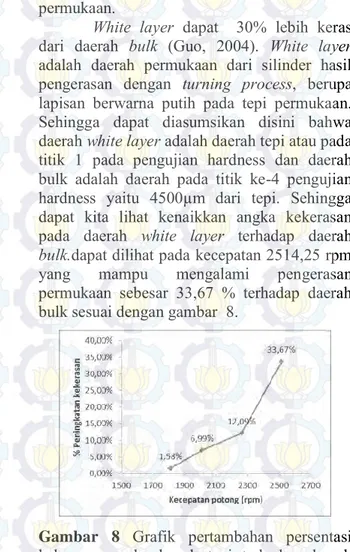
White layer dapat 30% lebih keras dari daerah bulk (Guo, 2004). White layer adalah daerah permukaan dari silinder hasil pengerasan dengan turning process, berupa lapisan berwarna putih pada tepi permukaan. Sehingga dapat diasumsikan disini bahwa daerah white layer adalah daerah tepi atau pada titik 1 pada pengujian hardness dan daerah bulk adalah daerah pada titik ke-4 pengujian hardness yaitu 4500µm dari tepi. Sehingga dapat kita lihat kenaikkan angka kekerasan pada daerah white layer terhadap daerah bulk.dapat dilihat pada kecepatan 2514,25 rpm yang mampu mengalami pengerasan permukaan sebesar 33,67 % terhadap daerah bulk sesuai dengan gambar 8.
Gambar 8 Grafik pertambahan persentasi kekerasan pada daerah tepi terhadap daerah bulk
Analisa XRD
Dari hasil pengujian XRD maka kemungkinan fasa yang terbentuk adalah Fe-Ni-Cr. Hal ini dapat disimpulkan dari hasil puncak tertinggi pada Ni-Cr dan Fe pada 2θ = 44,686° dengan orientasi (110), 2θ= 82,384o dengan orientasi
(211), 2θ= 65,038o dengan orientasi (200). Hal
ini berdasarkan JCPDS card no 35-1375 yang struktur kristalnya cubic.
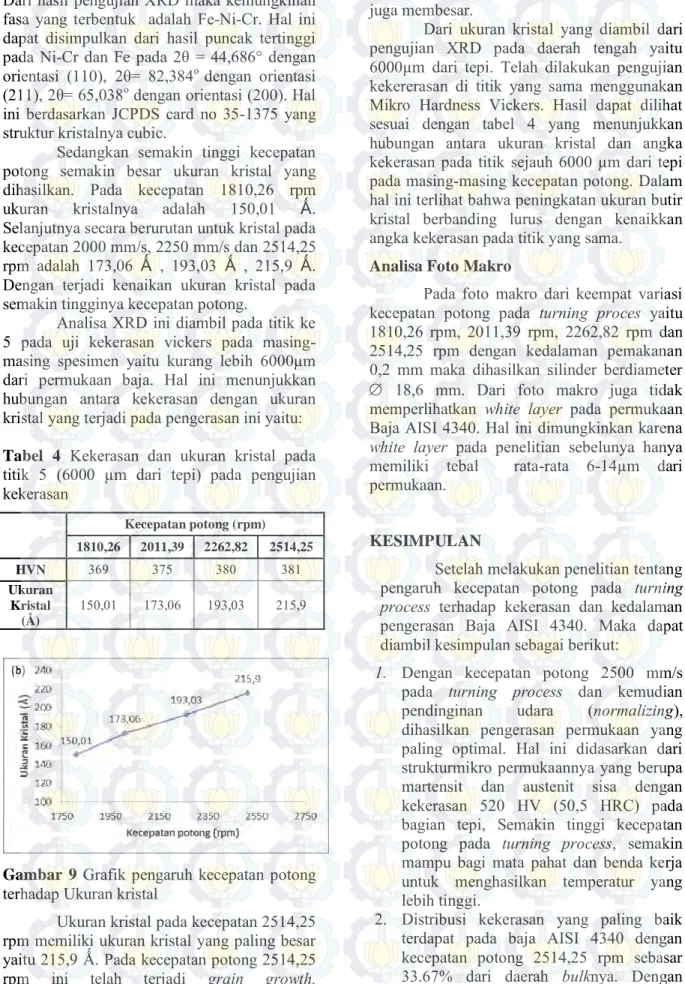
Sedangkan semakin tinggi kecepatan potong semakin besar ukuran kristal yang dihasilkan. Pada kecepatan 1810,26 rpm ukuran kristalnya adalah 150,01 Ǻ. Selanjutnya secara berurutan untuk kristal pada kecepatan 2000 mm/s, 2250 mm/s dan 2514,25 rpm adalah 173,06 Ǻ , 193,03 Ǻ , 215,9 Ǻ. Dengan terjadi kenaikan ukuran kristal pada semakin tingginya kecepatan potong.
Analisa XRD ini diambil pada titik ke 5 pada uji kekerasan vickers pada masing-masing spesimen yaitu kurang lebih 6000µm dari permukaan baja. Hal ini menunjukkan hubungan antara kekerasan dengan ukuran kristal yang terjadi pada pengerasan ini yaitu: Tabel 4 Kekerasan dan ukuran kristal pada titik 5 (6000 µm dari tepi) pada pengujian kekerasan Kecepatan potong (rpm) 1810,26 2011,39 2262,82 2514,25 HVN 369 375 380 381 Ukuran Kristal (Å) 150,01 173,06 193,03 215,9
Gambar 9 Grafik pengaruh kecepatan potong terhadap Ukuran kristal
Ukuran kristal pada kecepatan 2514,25 rpm memiliki ukuran kristal yang paling besar yaitu 215,9 Ǻ. Pada kecepatan potong 2514,25 rpm ini telah terjadi grain growth. Pertumbuhan butir ini yang menyebabkan butir
kristal yang menjadi lebih besar. Butir kristal yang besar disebabkan karena kristanya yang juga membesar.
Dari ukuran kristal yang diambil dari pengujian XRD pada daerah tengah yaitu 6000µm dari tepi. Telah dilakukan pengujian kekererasan di titik yang sama menggunakan Mikro Hardness Vickers. Hasil dapat dilihat sesuai dengan tabel 4 yang menunjukkan hubungan antara ukuran kristal dan angka kekerasan pada titik sejauh 6000 µm dari tepi pada masing-masing kecepatan potong. Dalam hal ini terlihat bahwa peningkatan ukuran butir kristal berbanding lurus dengan kenaikkan angka kekerasan pada titik yang sama.
Analisa Foto Makro
Pada foto makro dari keempat variasi kecepatan potong pada turning proces yaitu 1810,26 rpm, 2011,39 rpm, 2262,82 rpm dan 2514,25 rpm dengan kedalaman pemakanan 0,2 mm maka dihasilkan silinder berdiameter
18,6 mm. Dari foto makro juga tidak memperlihatkan white layer pada permukaan Baja AISI 4340. Hal ini dimungkinkan karena white layer pada penelitian sebelunya hanya memiliki tebal rata-rata 6-14µm dari permukaan.
KESIMPULAN
Setelah melakukan penelitian tentang pengaruh kecepatan potong pada turning process terhadap kekerasan dan kedalaman pengerasan Baja AISI 4340. Maka dapat diambil kesimpulan sebagai berikut:
1. Dengan kecepatan potong 2500 mm/s pada turning process dan kemudian pendinginan udara (normalizing), dihasilkan pengerasan permukaan yang paling optimal. Hal ini didasarkan dari strukturmikro permukaannya yang berupa martensit dan austenit sisa dengan kekerasan 520 HV (50,5 HRC) pada bagian tepi, Semakin tinggi kecepatan potong pada turning process, semakin mampu bagi mata pahat dan benda kerja untuk menghasilkan temperatur yang lebih tinggi.
2. Distribusi kekerasan yang paling baik terdapat pada baja AISI 4340 dengan kecepatan potong 2514,25 rpm sebasar 33.67% dari daerah bulknya. Dengan
gradien kedalaman pengerasan yang paling tinggi.
Daftar Pustaka
[1] ASTM International. 2000. “ASTM E112”. USA
[2] ASTM International. 2002. “ASTM E384”. USA
[3] Avner, S.H. “Introduction To Physical Metalurgy”. 2nd Edition, McGraw-Hill
International Book Company, Tokyo. 1974
[4] Chou, Kevin 1999. “White layer and thermal modeling of hard turned surfaces”.International Journal of Machine Tools & Manufacture 39 (1999) 1863 - 1881
[5] Chou, Kevin.2002.”Surface hardening of AISI 4340 steel by machining: a preliminary investigation”. Journal of Material processing Technology 124 (171-177)
[6] Guo, Y.B. “Feasibility of producing optimal surface integrity by process design in hard turning”. Journal of Material science & engineering A 395 (2005) 116-123
[7] Pratapa, S. 2004. “Prinsip-prinsip dan implementasi metode rietvield untuk analisa data difraksi. Institut Teknologi Sepuluh Nopember. Surabaya
[8] Suherman,Wahid.1998.”Perlakuan panas”. Institut Teknologi Sepuluh Nopember. Surabaya
[9] Suherman, Wahid.2003.”Ilmu Logam I”. Institut Teknologi Sepuluh Nopember. Surabaya
[10] Suherman, Wahid. 1987. “Pengetahuan Bahan Teknik”. Jurusan Teknik Mesin ITS, Surabaya.
[11] Wahyudi, Bagus. 2007. “Tesis: Studi Eksperimen Pengerasan Baja AISI 4337 Pada Proses Pembubutan Menggunakan Pahat Insert Karbida”Program Magister Jurusan Teknik Mesin ITS, Surabaya