PENGARUH TEMPERATUR PENUANGAN PADA
PROSES EVAPORATIVE CASTING TERHADAP
KEKUATAN TARIK DAN STRUKTUR MIKRO
ALUMUNIUM SILIKON (AL-7%SI)
Oleh :
KADEK AGENG NALIKA ADNYANA
NIM : 1104305052
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS UDAYANA
iii
PENGARUH TEMPERATUR PENUANGAN PADA PROSES EVAPORATIVE CASTING TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO
ALUMUNIUM SILIKON (AL-7%SI)
Oleh : Kadek Ageng Nalika Adnyana
Dosen Pembimbing : Dr.Ir. I Ketut Gede Sugita, MT : AAIAS Komaladewi ST,MT
ABSTRAK
Evaporative Casting merupakan metode pengecoran logam dengan cara menuangkan logam cair kedalam cetakan pasir dengan menggunakan polystirene foam sebagai pola cetakan. Keberadaan lostfoam sangat mudah dibentuk untuk pola yang variatif, murah, dan mudah didapat, selain itu metode pengecoran evaporative /LFC (Lostfoam casting) sangat efektif sebagai pemanfaatan limbah lostfoam yang sangat berlimpah pada lingkungan.
Penelitian ini metitik beratkan pada pengujian kekuatan tarik dan pengamatan struktur mikro pada material Al-7%Si dengan menggunakan standar ASTM E8 vol 3. Proses pembuatan pola cetakan menggunakan lostfoam yang dibentuk dengan alat potong yang dibuat dengan memanfaatkan aliran listrik yang dialirkan pada kawat element sehingga menghasilkan panas untuk memotong lostfoam. Cairan logam yang telah membeku kemudian melalui proses grinding dan machining sebagai proses pembentukan spesimen. Penelitian ini dilakukan dengan menggunakan variasi temperatur tuang 780ºC, 860ºC dan 950ºC.
Pengujian dilakukan untuk mengetahui karakteristik dari benda hasil coran yang dapat berpengaruh berdasarkan dari variasi temperatur tuang yang berbeda dengan pengujian kekuatan tarik dan pengamatan struktur mikro. Kekuatan tarik secara umum menurun dengan meningkatnya suhu tuang. Berdasarkan hasil pengujian tarik dan pengamatan struktur mikro didapatkan hasil temperatur tuang maksimal adalah 780ºC dengan nilai kekuatan tarik 74,68 MPa.
iv
EFFECT OF TEMPERATURE EVAPORATIVE CASTING PROCESS OF TENSILE STRENGTH AND STRUCTURE OF ALUMINUM SILICON
MICRO ( AL - 7 % SI )
Author : Kadek Ageng Nalika Adnyana
Guidance : Dr.Ir. I Ketut Gede Sugita, MT
: AAIAS Komaladewi ST,MT
ABSTRACT
Evaporative Casting is a method of casting metal by pouring molten metal into a sand mold by using polystyrene foam as a pattern mold. The existence of highly malleable lostfoam for patterns varied, cheap and easy to obtain, besides the casting method evaporative / LFC (Lostfoam casting) is very effective as waste utilization lostfoam very abundant in the environment.
This study emphasis on testing the tensile strength and material microstructure observation on Al-7% Si using the standard ASTM E8 vol 3. The process of making molds using lostfoam pattern formed by the cutting tools made by utilizing the electric current flow in the wire element so produce heat to cut lostfoam. Liquid metal that has been frozen and then through the process of grinding and machining as the process of specimens. This study was conducted using a temperature variation castings 780ºC, 860ºC and 950ºC.
Tests conducted to determine the characteristics of objects that can affect the results castings based on the temperature variation of different castings with tensile strength test and microstructure observation. The tensile strength generally decreases with increasing temperature castings. Based on the results of tensile test and microstructure observation showed castings maximum temperature is 780ºC with a value of 74.68 MPa tensile strength.
v
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa karena atas berkat dan rahmad-Nya maka penulis dapat menyelesaikan skripsi ini dengan judul
“Pengaruh temperatur penuangan pada proses evaporative casting terhadap kekuatan tarik dan struktur mikro alumunium silikon (Al-7%Si)”. Skripsi ini merupakan salah satu syarat yang harus diselesaikan oleh mahasiswa untuk bisa menyelesaikan studi dan memperoleh gelar Sarjana Teknik di jurusan Teknik Mesin. Fakultas Teknik Universitas Udayana. Dalam penulisan skripsi ini penulis banyak mendapatkan bantuan serta bimbingan dari beberapa pihak, maka melalui kesempatan ini penulis mengucapkan terima kasih kepada :
1. Bapak Bapak Dr.Ir. I Ketut Gede Sugita, MT selaku Ketua Jurusan Teknik Mesin Fakultas Teknik Universitas Udayana dan selaku Dosen Pembimbing I.
2. Ibu AAIAS Komala Dewi ST,MT Selaku Dosen Pembimbing II. 3. Seluruh penguji yang bersangkutan.
4. Bapak Dewa Ngakan Ketut Putra Negara ST, MSc selaku dosen pembimbing akademik.
5. Keluarga yang selalu mendukung dan membantu dalam perkuliahan hingga penyusunan skripsi.
6. Kepada rekan – rekan dan semua pihak di Jurusan Teknik Mesin, yang telah banyak membantu selama proses penulisan skripsi ini.
Dengan segala kerendahan hati, penulis menyadari skripsi ini jauh dari kesempurnaan, maka dari itu penulis mengharapkan kritik dan saran yang bersifat membangun dari berbagai pihak untuk dapat lebih menyempunakan skripsi ini. Penulis mohon maaf apabila ada kekurangan atau kesalahan dalam penulisan skripsi ini.
Bukit Jimbaran, Pebruari 2016
vi 2.1.1 Pola Polystyrene Foam/Styrofoam ... 2.1.2 Pasir Cetak ... 2.1.3 Alumunium ... 2.1.4 Penuangan ... 2.1.5 Diagram Fase Alumunium Silikon... 2.2 Proses Pengecoran Logam ...
2.2.1 Pengecoran Lostfoam(evaporative casting)... 2.3 Uji Tarik...
2.3.1 Tegangan-Regangan Teknis ... 2.3.2 Tegangan Teknis ... 2.3.3 Tegangan-Regangan Sejati.... 2.4 Pengamatan Struktur Mikro... 2.5 Pengaruh temperatur tuang terhadap struktur mikro...
vii
BAB III METODOLOGI PENELITIAN... 3.1 Tempat Penelitian...
3.1.1 Tempat Penelitian... 3.2 Variabel Penelitian... 3.3 Bahan dan Alat Penelitian...
3.3.1 Bahan Penelitian... 3.3.2 Alat Penelitian... 3.4 Pelaksanaan Penelitian...
3.4.1 Proses Pembuatan Pola Cetakan... 3.4.2 Proses Pembuatan Spesimen (Proses Pengecoran) ... 3.4.3 Proses Pengujian Spesimen... 3.5 Diagram Alir Penelitian...
3.5.1 Analisa Data...
BAB IV HASIL DAN PEMBAHASAN... 4.1 Data Hasil Coran Benda Uji Paduan Alumunium Silikon...
4.1.1 Hasil Coran Paduan Alumunium Silikon... 4.1.2 Spesimen uji tarik sebelum pengujian... 4.2 Hasil Perhitungan Uji Tarik...
4.4.1 Kekuatan Tarik...39 4.4.2 Regangan... 4.3 Data Struktur Makro Spesimen Uji Tarik Setelah Pengujian... 4.4 Pembahasan Gambar Struktur Makro... 4.5 Data struktur mikro spesimen uji tarik... 4.6 Atlas Struktur Mikro Al Si... 4.7 Pembahasan Gambar Struktur Mikro... 4.8 Pembahasan Pengaruh Temperatur Tuang Terhadap Pengujian... BAB V KESIMPULAN DAN SARAN...
viii
DAFTAR GAMBAR
Gambar 2.1 Grafik 2.1 Diagram fasa Al-Si ... Gambar 2.2 Tahapan pengecoran logam dengan cetakan pasir…………... Gambar 2.3 Kurva tegangan-regangan teknis... Gambar 2.4 Perbandingan antara kurva tegangan regangan teknik Dengan kurva
tegangan regangan sejati... Gambar 2.5Tipe strukturmikro hypoeutektik, eutektik, dan hypereutektik aluminium
silikon.(a). Komposisi hypoeutektik paduanA319 ,(b). Komposisi
eutektik paduan A339.(c)... Gambar 2.29 Struktur mikro A356 pada temperatur tuang. (a. b.)Temperatur tuang
680oC (c. d.)Temperatur tuang 710oC (e. f.)Temperatur tuang 740oC Gambar 1.2 Grafik hubungan antara temperatur tuang 680oC, 710oC, dan 740oC ... Gambar 3.19 Cetakan Tiga Dimansi Penuh... Gambar 3.20 Bagian Dalam Cetakan... Gambar 3.21 Benda uji kuat tarik paduan alumunium silikon sampel standar uji tarik
E8 ASTM volume 3... Gambar 4.1 Dimensi Spesimen Uji Tarik Paduan Alumunium Silikon Sampel Standar Uji
Tarik E8 ASTM volume 3... Gambar 4.2 Grafik Kekuatan Tarik Pada Temperatur 780oC,860oC,950oC... Gambar 4.3 Grafik Regangan pada temperatur 780oC,860oC,950oC... Gambar 4.4 Grafik Hubungan Kekuatan Tarik Dan Regangan Alumunium Silikon... Gambar 4.5 Atlas Struktur Mikro Al Si...
ix
DAFTAR TABEL
BAB I
PENDAHULUAN
1.1 Latar belakang masalah
Didunia otomotif, keberadaan alumunium sebagai elemen mesin dari suatu kendaraan bermotor khususnya pada mobil, komponen-komponen mesin ataupun komponen lainya yang berbetuk relatif rumit dan ber pola variatif untuk di produksi seperti halnya kepala silinder, master break, gear box, kepala piston, dan lain sebagainya. Salah satu produk yang di hasilkan oleh industri otomotif adalah velg, pada saat dilakukan moment life test velg sering mengalami keretakan di daerah hub keratakan velg di daerah hub dapat menyebabkan kerugian baik materi maupun non materi. Analisa kegagalan yang dilakukan pada velg di harapkan dapat diketahui penyebab keretakan serta dapat menanggulangi permasalahan keratakan velg di daerah hub. Tahapan analisa kerusakan yang dilakukan dengan cara melakukan pengujian kekuatan tarik dan mengamatan struktur mikro dari material tersebut. Pengecoran dengan metode evaporative/LFC (Lostfoam casting) sangat efektif sebagai pemanfaatan limbah lostfoam yang sangat berlimpah, selain itu keberadaan lostfoam yang mudah dibentuk, murah, dan mudah didapat. Pengecoran lost foam memiliki banyak keuntungan. Cetakan dari pola berbahan polystyrene foam mudah dibuat dan murah (Barone, 2005 dalam Sutiyoko 2011). Pasir yang digunakan dapat dengan mudah digunakan lagi karena tidak menggunakan pengikat (Behm,dkk.,2003 dalam Sutiyoko 2011). Penggunaan cetakan foam meningkatkan keakuratan dimensi dan memberikan peningkatan kualitas coran dibandingkan dengan cetakan konvensional (Monroe, 1992 dalam Sutiyoko 2011).
Beberapa penelitian pengecoran lostfoam sebelumnya dilakukan oleh :
temperatur 700oC, ketebalan lapisan akan menurun karena energi pelarutan pada temperatur ini lebih besar daripada energi pembentukan lapisan intermetalik. Pada paduan 89%Al-11%Si ketebalan lapisan intermetalik meningkat seiring dengan peningkatan temperatur, Adanya peningkatan kadar Si pada paduan Al mengakibatkan ketebalan lapisan intermetalik berkurang. Salah satunya yang akan dilakukan oleh peneliti, yaitu membuat model piston dengan teknik High Pressure Die Casting (HPDC). (Suharno, 2007) Menemukan hasil sebagai berikut:
Temperatur tuang berpengaruh terhadap kekerasan benda cor. Kekerasan terendah terjadi pada temperatur tuang 800°C dan kekerasan tertinggi terjadi pada temperatur penuangan 700°C. Begitu pula untuk temperatur cetakan terlihat kekerasan cenderung semakin menurun dengan meningkatnya temperatur cetakan.
Pengaruh temperatur tuang terhadap tegangan tarik (Ivan dan Suyitno,2009) Pengaruh temperatur tuang terhadap tegangan tarik diamati pada temperatur tuang 680, 710, dan 740oC.
Hasil pengujian tegangan tarik diperoleh tegangan tarik pada temperatur tuang 680oC pada kerapatan polystyrene foam 0,0077 g/cm3 mencapai 156,05 MPa, pada kerapatan polystyrene foam 0,018 g/cm3 mencapai 156,9 MPa, serta pada jenis polystyrene foam 0,02 g/cm3 mencapai 158,6 MPa. (Ivan dan Suyitno,2009)
Temperatur tuang 710oCpada kerapatan polystyrene foam 0,0077 g/cm3 mencapai 153,35 MPa, pada kerapatan polystyrene foam 0,018 g/cm3 mencapai 153,71 MPa, serta pada kerapatan polystyrene foam 0,02 g/cm3 mencapai 154,54 MPa. Sedangkan pada temperatur tuang 740oCpada kerapatan polystyrene foam 0,0077 g/cm3 mencapai 146,89 MPa, padakerapatan polystyrene foam 0,018 g/cm3 mencapai 147,00 MPa, serta pada kerapatan polystyrene foam 0,02 g/cm3 mencapai 149,6 MPa. (Ivan dan Suyitno,2009)
pengaruh temperatur tuang terhadap pembentukan struktur mikro. Naiknya temperatur penuangan. (Ivan dan Suyitno,2009)
Permasalahan diatas menjadi motivasi penulis untuk mengadakan penelitian dengan menggunakan metode “Evaporative casting” menggunakan campuran Alumunium dan silikon (Al-7%Si) dengan variasi temperatur pengecoran untuk mengamati struktur mikro dan pengujian kekuatan tarik.
1.2 Rumusan Masalah
1. Bagaimana pengaruh variasi temperatur dengan metode evaporative casting terhadap kekuatan tarik paduan (Al-7%Si)?
2. Bagaimana pengaruh variasi temperatur dengan metode evaporative casting pada pengamatan struktur mikro paduan (Al-7%Si)?
1.3. Batasan masalah
1. Bahan yang digunakan adalah campuan Alumunium dan silikon. 2. Temperatur yg digunakan adalah 780oC,860oC,950oC.
3. Komposisi campuran alumunium silikon (Al-7%Si).
4. Pembuatan pola cetakan menggunakan Polystyrene foam (PS) 5. Pasir yang digunakan adalah pasir silika.
6. Pengujian yang dilakukan adalah pengujian uji kekuatan tarik dan struktur mikro.
1.4. Tujuan penelitian
Tujuan penelitian ini adalah untuk mengetahui pengaruh temperatur penuangan terhadap kekuatan tarik dan struktur mikro alumunium silikon (Al-7%Si) pada pengecoran evaporative.
1.5. Manfaat penelitian
Diharapkan penelitian ini dapat memberikan manfaat sebagai berikut :
2. Memberikan acuan bagi industri pengecoran tentang temperatur penuangan terbaik dengan metode evaporative.
3. Memberikan kontribusi positif bagi ilmu pengetahuan dan teknologi untuk bidang pengecoran evaporative.
BAB II
LANDASAN TEORI
2.1 Pengecoran Lostfoam
Pengecoran lost foam (evaporative casting) merupakan salah satu metode logam dengan menggunakan pola polystyrene foam.Metode ini ditemukan dan dipatenkan oleh Shroyer pada tahun 1958 (Shroyer, 1958 dalam Sutiyoko 2011). Pada tahun 1964, konsep penggunaan cetakan pasir kering tanpa pengikat telah dikembangkan dan dipatenkan oleh Smith(Smith, 1964 dalam Sutiyoko 2011). Proses pengecoran lost foam dilakukan dalam beberapa tahap. Pengecoran lost foam yang dikombinasikan dengan pemvakuman cetakan (V-Proses) menjadikan jenis pengecoran ini sebagai salah satu teknologi manufaktur yang sangat baik dan memiliki biaya yang cukup efektif dalam memproduksi benda yang mendekati bentuk bendanya dibanding pengecoran konvesional (Liu,dkk., 2002 dalam Sutiyoko 2011). Vakum proses telah dikembangkan di Jepang pada tahun 1971 dan diperkenalkan pada pengecoran logam saat pertemuan musim semi tahun1972 (Kumar dan Ghaindhar, 1998 dalam Sutiyoko 2011).
pada wadah dan pasir silika dimasukkan di sekeliling pola. Pasir yang menimbun pola dipadatkan dengan cara digetarkan pada frekuensi dan amplitudo tertentu. Pasir yang dipadatkan dengan penggetaran densitas pasir meningkat 12,5% dibandingkan tanpa digetarkan (Butler, 1964 dalam Sutiyoko 2011). Pasir dengan ukuran AFS (Average Fineness Number) grain fineness number tertentu akan mengisi bagian-bagian yang kosong dari cluster dan akan menahan cluster saat pengisian logam cair. Pola tersebut dapat dibungkus/ dikapsul dengan dua lapis plastik dan pasirnya divakum. Vakum akan mengeraskan cetakan dan kekerasan cetakan diatas 85 dapat tercapai (Kumar,dkk., 2007 dalam Sutiyoko 2011). Logam cair dimasukkan melalui saluran tuang dan pola akan terurai karena panas logam cair saat masuk ke pola. Hasil uraian pola akan melewati lapisan dan keluar melalui pasir. Setelah cukup dingin, benda cor diambil dan dilakukan perlakuan panas jika diperlukan (Matson,dkk., 2007 dalam Sutiyoko 2011). Perkembangan penggunaan metode pengecoran lost foam mengalami peningkatan cukup besar sejak tahun 1990. Pada tahun 1997 sebanyak 140.700 ton aluminium, besi cor dan baja sudah diproduksi dengan proses pengecoran lost foam (Hunter, 1998 dalam Sutiyoko 2011).
2.1.1 Pola Polystyrene Foam/Styrofoam.
foam lebih rendah dibanding pada pengecoran tembaga dan pengecoran tembaga memerlukan massa jenis polystyrene foam lebih rendah dibanding pada aluminium (Kumar,dkk., 2007 dalam Sutiyoko 2011). Perbandingan luas permukaan dan volume pola harus diperhatikan. Gas yang terbentuk harus keluar melalui coating dipermukaan pola. Ukuran butir polystyrenefoam yang lebih kecil akan meningkatkan kehalusan pola dan mampu untuk mengisi tempat-tempat yang sempit dari pola (Sikora, 1978 dalam Sutiyoko 2011). Massa jenis polystyrene foam secara umum berbanding terbalik dengan massa jenis hasil benda cor. Hal ini berarti jika pengecoran menggunakan dengan massa jenis polystyrene foam lebih rendah maka massa jenis benda cor akan lebih tinggi (Kim dan Lee, 2007 dalam Sutiyoko 2011).
2.1.2 Pasir Cetak
memiliki faktor dominan dalam menentukan nilai tegangan tarik dan elongasi benda cor (Kumar,dkk., 2008 dalam Sutiyoko 2011). Pemilihan jenis pasir cetak dan metode pemadatan sangat penting untuk mendapatkan permeabilitas yang tepat dan mencegah deformasi pola. Ukuran butir pasir yang dipilih tergantung pada kualitas dan ketebalan lapisan coating. Ukuran butir pasir AFS 30-45 menjamin permeabilitas yang baik untuk pola yang terdekomposisi menjadi gas dan cairan (Acimovic, 1991 dalam Sutiyoko 2011).
2.1.3 Alumunium
Aluminium adalah salah satu logam ringan (light metal) dan mempunyai sifat-sifat fisis dan mekanis yang baik, misal kekuatan tarik cukup tinggi, ringan, tahan korosi, formability yang baik dan sebagai penghantar panas/listrik yang baik sehingga banyak digunakan di bidang teknik misal bahan pada struktur pesawat. Aluminium menempati urutan ke-3 dari unsur unsur dalam kerak bumi (crustal abundance) setelah oksigen dan silikon. (Durika,2013)
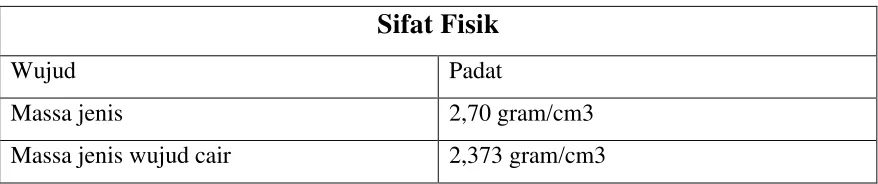
a. Sifat fisik alumunium
Alumunium mempunyai sifat fisik hantaran listrik yang tinggi. Hantaran listrik alumunium kira kira 65% dari hantaran listrik tembaga, tetapi massa jenisnya kira kira sepertiganya memungkinkan untuk memperluas penampanya, oleh karena itu alumunium dapat digunakan untuk kabel tembaga. Ketahanan korosi berubah menurut kemurnianya, pada umumnya untuk kemurnian 99,0% atau diatasnya dapat dipergunakan di udara dan tahan dalam bertahun tahun. (Durika,2013)
Tabel 2.1 Sifat fisik alumunium.
Sifat Fisik
Wujud Padat
Massa jenis 2,70 gram/cm3
Titik lebur 933,47 K, 660,32oC
Titik didih 2792 K, 2519oC, 4566oF
Kalor jenis (25oC) 24,2 J/mol K
Resistasi listrik 28,2 n m
Koduktivitas Termal (300K) 237 W/m K
Pemuaian termal (25oC) 23,1 µm/m K
Modulus young 70 Gpa
Modulus Geser 26 Gpa
Poisson ratio 0,35
Kekerasan skala Mohs 2,75
Kekerasan skala Vikers 167 Mpa
Kekerasa skala Brinnel 245 Mpa
Sumber: (Durika,2013)
b. Sifat mekanik alumunium.
Untuk sifat mekanik sendiri seperti terlihat pada tabel 2.2 tergantung dari seberapa besar kemurnian alumunium itu sendiri, karena untuk mendapatkan alumunium dengan kekuatan mekanik yang baik, dapat menambahkan unsur logam lain sebagai sebagai paduannya, antara lain: Cu, Mg, Zn, Si, Mn, Ni dan sebagainyabaik secara satu persatu maupun besama sama. Berikut adalah tabel sifat sifat mekanik alumunium. (Durika,2013)
Tabel 2.2 sifat mekanik alumunium.
Sifat – sifat
2.1.4 Penuangan
Suhu penuangan paduan Al-7%Si yang lebih tinggi akan meningkatkan kekasaran permukaan benda cor. Superheat (suhu diatas temperatur cair) yang lebih tinggi akan menurunkan tegangan permukaan cairan logam, Hal ini akan menjadikan cairan logam mudah terserap ke celah-celah diantara pasir yang menyebabkan kekasaran benda cor meningkat (Kumar,dkk.,2007 dalam Sutiyoko 2011). Temperatur tuang memiliki faktor dominan dalam menentukan nilai tegangan tarik dan elongasi benda cor (Kumar,dkk., 2008 dalam Sutiyoko 2011). Kecepatan penuangan logam cair memiliki pengaruh besar terhadap kualitas benda cor. Kecepatan penuangan aluminium cair berkisar 0,015-0,02 m/s untuk mendapatkan jumlah dan jenis cacat pada benda cor yang minimal (Bates,dkk., 2001 dalam Sutiyoko 2011). Kecepatan pengisian logam dan keluarnya hasil dekomposisi polystyrene foam tergantung pada banyak faktor diantaranya massa jenis foam, ikatan foam, ketebalan coating, temperatur logam dan kecepatan bagian depan logam cair (Bates,dkk., 1995 dalam Sutiyoko 2011). Kecepatan aliran logam meningkat dengan bertambahnya temperatur tuang. Gas tidak terdeteksi sampai pada suhu 525 oC, terdeteksi sepanjang 5 mm pada suhu 750 oC dan lebih panjang dari 2 cm pada suhu 1050 oC (Shivkumar,dkk., 1995 dalam Sutiyoko 2011). Gas yang terbentuk meningkat 230% pada temperatur 750 – 1300 oC (Yao,dkk., 1997 dalam Sutiyoko 2011).
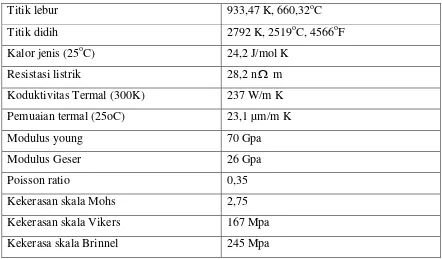
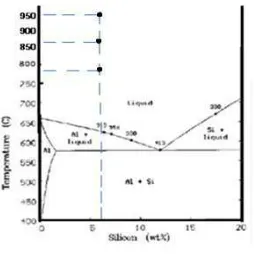
2.1.5 Diagran Fase Paduan Alumunium Silikon
Grafik 2.1 Diagram fasa Al-Si
2.2 Proses Pengecoran Logam
Menurut (Groover,2010). jenis cetakan yang digunakan proses pengecoran dapat diklasifikan menjadi dua katagori :
1. Pengecoran dengan cetakan sekali pakai. 2. Pengecoran dengan cetakan permanen.
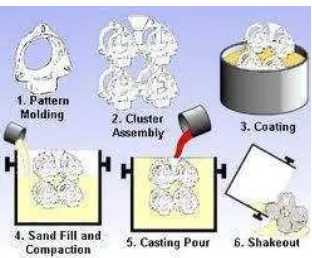
2.2.1 Pengecoran Lostfoam(evaporative casting)
Gambar 2.2 Tahap proses pengecoran lost Foam (Sumber : www.sfsa.org)
2.3 Uji Tarik
Uji tarik adalah pemberian gaya atau tegangan tarik kepada material denganmaksud untuk mengetahui atau mendeteksi kekuatan dari suatu material. Tegangan tarik yang digunakan adalah tegangan aktual eksternal atau perpanjangan sumbu benda uji. Uji tarik dilakuan dengan cara penarikan uji dengan gaya tarik secara terusmenerus, sehingga bahan (perpajangannya) terus menerus meningkat dan teratur sampai putus, dengan tujuan menentukan nilai tarik. Mengetahui kekuatan tarik suatu bahan dalam pembebanan tarik, dimana garis gaya harus berhimpit dengan garis sumbu bahan sehingga pembebanan terjadi beban tarik lurus. Tetapi jika gaya tarik sudut berhimpit maka yang terjadi adalah gaya lentur. Hasil uji tarik tersebut mencatat fenomena hubungan antara tegangan-regangan yang terjadi selama proses uji tarik dilakukan. Mesin uji tarik seringdiperlukan dalam kegiatan engineering untuk mengetahui sifat-sifat mekanik suatu material. Mesin uji tarik terdiri dari beberapa bagian pendukung utama, diantaranya :kerangka, mekanikme pencekam spesimen, sistem penarik dan mekanikme, sertasistem pengukur. Uji tarik banyak dilakukan untuk melengkapi informasi rancangan dasar kekuatan suatu bahan dan sebagai data pendukung bagi spesifikasi bahan. Uji tarik benda uji diberi beban gaya tarik sesumbu yang bertambah secara kontiniu, bersamaan dengan itu dilakukan pengamatan mengenai perpanjang yang dialami benda uji. ( Salindeho,dkk.,2011.)
2.3.1 Tegangan-Regangan Teknis
2.3.2 Tegangan Teknis
Tegangan yang didapatkan dari kurva tegangan teoritik adalah tegangan yang membujur rata-rata dari pengujian tarik. Tegangan tersebut diperoleh dengan cara membagi beban dengan luas awal penampang lintang benda uji itu. (
Regangan yang didapatkan adalah regangan linear rata-rata, yang diperoleh dengan cara membagi perpanjangan (gage length) benda uji, dengan panjang awal.
( Salindeho,dkk.,2011.)
= Pertambahan panjang (mm) L0 = Panjang awal (mm)
L1 = Panjang akhir (mm)
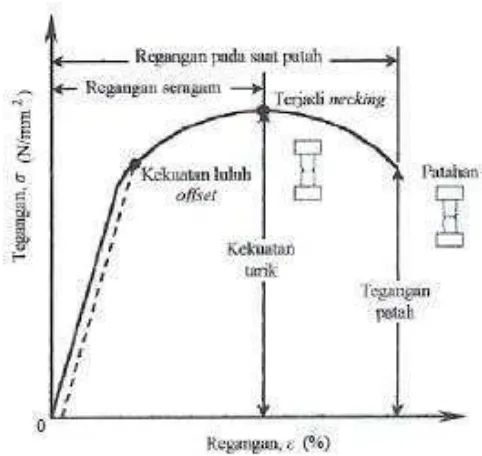
Menarik suatu benda uji secara terus menerus sampai putus, akan mendapatkan profil tarikan yang lengkap yang berupa kurva seperti digambarkan pada Gambar 2.2. Kurva ini menunjukkan hubungan antara gaya tarikan dengan perubahan panjang.
Profil ini sangat diperlukan dalam desain yang memakai bahan tersebut.
2.3.3 Tegangan-Regangan Sejati
Tegangan-regangan teknik tidak memberikan indikasi karekteristik deformasi yang sesungguhnya, karena kurva tersebut semuanya berdasarkan pada dimensi awal benda uji, sedangkan selama pengujian terjadi perubahan dimensi. Pada tarik untuk logam liat, akan terjadi penyempitan setempat pada saat beban mencapai harga maksimum. Karena pada tahap ini luas penampang lintang benda uji turun secara cepat, maka beban yang dibutuhkan untuk melanjutkan deformasi akan segera mengecil. ( Salindeho,dkk.,2011.)
Gambar 2.3 Kurva tegangan-regangan teknis
( Sumber : fhianunikoe.blogspot.com)
sementara untuk mendapatkan tegangan-regangan sejati diperlukan luas area dan panjang aktual pada saat pembebanan setiap saat terukur. Perbedaan kedua kurva tidaklah terlampau besar pada regangan yang kecil, tetapi menjadi signifikan pada rentang terjadinya pengerasan regangan, yaitu setelah titik luluh terlampaui. Secara khusus perbedaan menjadi demikian besar di dalam daerah necking (pengecilan penampang). Tegangan-regangan rekayasa, dapat diketahui bahwa benda uji secara aktual mampu menahan turunnya beban karena luas area awal Ao bernilai konstan pada saat penghitungan tegangan P/Ao. Sementara pada kurva tegangan-regangan sejati luas area aktual adalah selalu turun hingga terjadinya perpatahan dan benda uji mampu menahan peningkatan tegangan karena 'P/Ai. ( Salindeho,dkk.,2011.)
Hubungan tegangan-regangan sejati dan tegangan-regangan teknis, yaitu dengan persamaan sebagai berikut: ( Salindeho,dkk.,2011.)
Gambar 2.4 Perbandingan antara kurva tegangan regangan teknik Dengan kurva tegangan
regangan sejati ( Sumber : fhianunikoe.blogspot.com)
2.4 Pengamatan Struktur Mikro
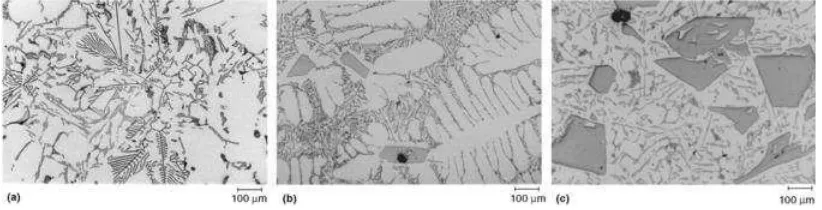
Strukturmikro paduan Al-Si terbagi tiga yaitu hypoeutektik, eutektik dan hypereutektik. Hypoeutektik adalah paduan aluminium dengan komposisi silikon dibawah 11.7% (Gambar 2.28.a), eutektik adalah paduan dengan komposisi 11.7-12% (Gambar 2.28.b), dan hypereutektik adalah paduan dengan komposisi silikon diatas komposisi 12% (Gambar2.28.c). Berbagai unsur yang lain seperti Fe, Cu, Mg, Ni, Zn ditambahkan untuk mendapatkan sifat aliran yang baik serta memiliki sifat mekanis yang baik (Ivan dan Suyitno,2009)
Gambar 2.5.Tipe strukturmikro hypoeutektik, eutektik, dan hypereutektik aluminium silikon. (a). Komposisi hypoeutektik paduanA319 ,(b). Komposisi eutektik paduan A339. (c). Komposisi
hypereutektik paduan A390
(Sumber : ASM Handbook vol.9 2004 dalam Ivan dan Suyitno,2009).
Daerah didekat komposisi eutektik pada 577°C, 11.7%Si bila dituang dan didinginkan akan didapat serpih Si dalam matriks Al. Eutektik yang terbentuk pada larutan padat 1%Si merupakan silikon murni. Proses pembekuan yang lama pada paduan Al-Si menghasilkan strukturmikro yang sangat kasar dan eutektik terdiri dari Silikon yang berbentuk pelat dengan jumlah yang cukup banyak (ASM Handbook vol.9 2004 dalam Ivan dan Suyitno,2009).
Paduan yang memiliki eutektik kasar menunjukkan keliatan yang rendah karena struktur pelat silikon bersifat rapuh. Kandungan silikon yang tinggi memberikan struktur hipereutektik pada Al-Si, namun pada proses pemesinan akan mengalami kesulitan karena pada strukturmikro mengandung partikel silikon yang keras. (Ivan dan Suyitno,2009)
Struktur mikro paduan aluminium 356.1 diamati pada temperatur tuang 680, 710, dan 740oC serta pada kerapatan polystyrene foam 0,0077 g/cm3 saja serta pada ukuran mesh pasir (Gambar 2.6). (Ivan dan Suyitno,2009)
a b
c d
e
a
Gambar 2.6.Struktur mikro A356 pada temperatur tuang. (a. b.)Temperatur tuang 680oC (c. d.)Temperatur tuang 710oC (e. f.)Temperatur tuang 740oC
(Sumber : ASM Handbook vol.9 2004 dalam Ivan dan Suyitno,2009).
Struktur mikro paduan aluminium 356.1 memperlihatkan dua struktur utama yaitu tipe aluminium dendrite yang berwarna putih dan tipe eutektik silikon. Struktur mikro pada temperatur tuang 680oC, memperlihatkan struktur aluminium denderit mendominasi permukaan coran sementara eutektik eutektik silikon membentuk serpihan-serpihan tebal dan panjang diantara dendrite. Struktur mikro pada temperatur tuang 710oC memperlihatkan struktur β-eutektik silikon tipis dan pendek serta mulai melebar diantara dendrite, sementara struktur aluminium denderit yang terurai pada permukaan coran menjadi semakin kecil bulat lonjong. Struktur mikro pada temperatur tuang 740oC, memperlihatkan struktur aluminium denderit yang terurai pada permukaan
coran menjadi semakin kecil bulat atau mendekati bulat, sedangkan struktur β-eutektik silikon semakin tipis dan pendek serta semakin melebar diantara dendrite. (Ivan dan Suyitno,2009)
Struktur mikro paduan aluminium 356.1 secara umum terlihat mengalami
perubahan dengan naiknya temperatur penuangan.α-aluminium dendrite yang mendominasi permukaan coran pada temperatur 680oC menjadi bulat atau hampir bulat pada temperatur penuangan 740oC. Dengan bertambahnya temperatur penuangan β -eutektik silikon yang berupa serpihan-serpihan panjang dan tebal pada temperatur penuangan 680oC menjadi serpihan-serpihan pendek dan halus diantara dendrite pada temperatur tuang 740oC. Temperatur tuang yang tinggi akan menyediakan waktu pembekuan yang lebih panjang dan struktur mikro yang tumbuh lebih halus. (Ivan dan Suyitno,2009)
Pertumbuhan β-eutektik silikon pada temperatur tuang rendah terdapat diantara DAS (Dendrite Arm Spacing) yang sempit sedangkan pada temperatur tuang yang tinggi
struktur yang dihasilkan berbentuk serpihan panjang dan tebal. β-eutektik silikon pada temperatur tuang 710oC memiliki waktu pembekuan yang agak panjang sehingga
membentuk struktur mikro berupa serpihan yang mulai mengecil dan lebih pendek. β -eutektik silikon pada temperatur pembekuan 740oC mempunyai waktu pembekuan yang lebih lama sehingga membentuk struktur mikro yang lebih pendek dan lebih halus.