commit to user
ii
RANCANG BANGUN RANGKA MESIN PENCACAH
PLASTIK KEMASAN
PROYEK AKHIR
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Ahli Madya
Disusun oleh :
BUDI PRASETYO I8109008
PROGRAM STUDI DIII TEKNIK MESIN PRODUKSI
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
commit to user
iii
HALAMAN PENGESAHAN
Proyek Akhir Program Studi D III Teknik Mesin Fakultas Teknik
Universitas Sebelas Maret Surakarta
dengan judul :
RANCANG BANGUN RANGKA MESIN PENCACAH PLASTIK KEMASAN
Disusun oleh:
BUDI PRASETYO
I8109008
Telah dapat disyahkan sebagai salah satu syarat untuk memperoleh
gelar Ahli Madya.
Surakarta,……….
Pembimbing I
Didik Djoko Susilo, S.T,M.T. NIP. 19720313 199702 1 001
Pembimbing II
Ir. Wijang Wisnu Raharjo, M.T. NIP. 19681004 199903 1 002
Mengetahui,
Ketua Program Studi Diploma III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret
commit to user
commit to user
v
KATA PENGANTAR
Puji syukur kehadirat Allah SWT, yang telah memberikan rahmat dan
hidayah-Nya, sehingga dalam penyusunan proyek akhir yang berjudul ”Rancang
Bangun Rangka Mesin Pencacah Plastik Kemasan” ini dapat selesai dengan baik.
Laporan proyek akhir ini disusun sebagai salah satu syarat untuk memperoleh
gelar Ahli Madya Teknik Mesin Produksi Universitas Sebelas Maret Surakarta.
Pada kesempatan ini mengucapkan terima kasih sebesar-besarnya atas
terselesaikannya Proyek Akhir ini, kepada :
1. Orang tuaku dan kakak-kakakku tercinta yang telah memberikan dorongan
dari segi moral maupun material.
2. Bapak Heru Sukanto, ST,MT. selaku Ketua Program D3 Teknik Mesin
UNS
3. Bapak Didik Djoko Susilo, ST,MT. selaku Pembimbing I.
4. Bapak Ir.Wijang Wisnu Raharjo, MT. selaku Pembimbing II..
5. Teman-teman satu angkatan yang telah memberi bantuan dalam segala hal.
6. Semua pihak-pihak yang tidak dapat disebutkan satu persatu baik langsung
maupun tidak langsung, yang telah banyak membantu dalam
menyelesaikan Proyek Akhir dan penulisan Laporan Proyek Akhir.
Dalam penyusunan laporan proyek akhir ini masih banyak kesalahan dan
kekurangan, maka dari itu sangat diharapkan saran dan kritik yang dapat
membangun agar laporan ini menjadi sempurna. Semoga laporan Proyek Akhir ini
dapat berguna bagi semua pihak.
Surakarta, Juli 2012
commit to user
vi
Budi Prasetyo, 2012, Rancang Bangun Rangka Mesin Pencacah Plastik Kemasan.
ABSTRAK
commit to user
SALINAN BERITA ACARA PENDADARAN ... iv
KATA PENGANTAR ... v
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 1
1.3 Batasan Masalah ... 1
1.4 Tujuan dan Manfaat ... 1
1.5 Sistematika Penulisan ... 2
BAB II DASAR TEORI 2.1 Rangka ... 3
2.1.1 Pengertian Rangka ... 3
2.1.2 Prinsip Statika ... 3
2.1.3 Analisa Kekuatan Rangka ... 6
2.2 Pengelasan ... 8
BAB III PERENCANAAN DAN GAMBAR 3.1 Skema dan Prinsip Kerja Alat ... 12
3.2 Perencanaan Konstruksi Rangka ...13
3.3 Perencanaan Pengelasan ... 19
3.4 Perencanaan Sambungan Baut ... 21
commit to user
viii
4.1.6 Proses Penggerindaan ... 34
4.1.7 Proses Pengecatan ... 35
4.1.8 Proses Perakitan ... 36
4.2 Estimasi Biaya ... 37
4.2.1 Perhitungan Biaya Proses Permesinan ... 37
4.2.2 Material Rangka ... 38
BAB V PENUTUP 5.1 Kesimpulan ... 39
5.2 Saran ... 39
commit to user
ix
DAFTAR TABEL
Tabel 4.1 Rincian Waktu Proses Pengecatan... ... 35
Tabel 4.2 Waktu Proses Perakitan ... 36
Tabel 4.3 Rincian Biaya Permesinan ... 37
commit to user
Gambar 4.4 Hasil Pengerjaan Dudukan Motor Penggerak... 26
commit to user
xi
DAFTAR PUSTAKA
Chu-Kia Wang, Ph.D.,1985, Pengantar Analisa Struktur Dengan Cara Matriks, Jakarta
Ir. Rudy Gunawan, 1988, Tabel Profil Konstruksi Baja, Yogyakarta
commit to user
xii
commit to user
dilakukan suatu perhitungan terhadap beban yang akan dikenakan ke rangka.
Proses pemilihan material rangka juga mempengaruhi kekuatan dari rangka.
Proses perhitungan dan pemilihan material yang salah akan berakibat rangka tidak
mampu untuk menahan beban yang ada. Mesin pencacah plastik kemasan yang
ada memerlukan rangka yang kuat dan kokoh. Hal tersebut diperlukan karena
beban pada mesin pencacah plastik kemasan yang cukup besar. Beban tersebut
didapat dari berat motor penggerak dan berat alat pencacah.
Dari permasalahan diatas, maka proyek akhir ini mengambil tema :
rancang bangun rangka mesin pencacah plastik kemasan. Tema tersebut diambil
agar mesin pencacah plastik ini mempunyai rangka yang aman untuk digunakan.
1.2. Perumusan Masalah
Perumusan masalah dalam proyek akhir ini adalah merancang dan
membuat rangkamesin pencacah plastik kemasan.
1.3. Batasan Masalah
Dalam judul proyek akhir rancang bangun rangkamesin pencacah plastik
kemasan ini perhitungan dilakukan pada konstruksi rangka, sambungan baut, dan
kekuatan las.
1.4. Tujuan dan Manfaat
1.4.1. Tujuan Proyek Akhir
Tujuan dari proyek akhir ini adalah merancang dan membuat rangka mesin
pencacah plastik kemasan yang aman.
1.4.2. Manfaat Proyek Akhir
commit to user a. Secara teoritis
Dapat menerapkan ilmu yang telah dipelajari selama belajar di bangku
kuliah serta dapat mengetahui langkah-langkah pembuatan rangka mesin
pencacah plastik kemasan yang urut dan benar.
b. Secara praktis
Dapat merancang dan membuat rangka mesin pencacah plastik kemasan
yang aman.
1.5. Sistematika penulisan
Dalam penulisan laporan proyek akhir ini menggunakan sistematika
penulisan sebagai berikut :
Bab I Pendahuluan
Dalam bab ini berisi tentang latar belakang, perumusan masalah, batasan
masalah, tujuan dan manfaat, metode pengumpulan data, dan sistematika
penulisan.
Bab II Dasar Teori
Dalam bab ini berisi pembahasan mengenai konsep teori rangka, sambungan
baut, dan sambungan las
Bab III Perencanaan dan Gambar
Dalam bab ini berisi pembahasan mengenai perhitungan perancangan rangka,
sambungan las dan sambungan baut.
Bab IV Pembuatan dan Pembahasan
Dalam bab ini berisi pembahasan mengenai proses pembuatan rangka,
perencanaan waktu permesinan, dan perhitungan biaya pembelian bahan.
Bab V Penutup
commit to user BAB II
DASAR TEORI
2.1 Rangka
2.1.1 Pengertian rangka
Rangka adalah struktur datar yang terdiri dari sejumlah batang-batang
yang disambung-sambung satu dengan yang lain pada ujungnya dengan pen-pen
luar, sehingga membentuk suatu rangka kokoh, gaya luar serta reaksinya
Gaya luar adalah beban dan reaksi yang menciptakan kestabilan konstruksi.
Persamaan gaya luar :
∑ FX = 0
∑ FY = 0
∑ M = 0
· Macam-macam gaya luar :
1. Beban
a. Beban mati : beban tetap dan tidak dapat dipindahkan .
Contoh : Berat konstruksi, Berat bangunan, dll.
b. Beban hidup : beban sementara dan dapat dipindahkan.
Contoh : Berat orang, Berat kendaraan, dll.
c. Beban terpusat : garis kerja beban melalui satu titik.
Contoh : Berat orang melalui kaki.
d. Beban terbagi
- Terbagi merata : beban terbagi sama pada setiap satuan luas.
- Terbagi variasi : beban terbagi variasi pada setiap satuan luas.
e. Beban momen : hasil kali gaya atau beban dengan jarak antara
commit to user
f. Beban torsi : beban yang diakibatkan oleh torsi atau puntiran.
2. Reaksi
Reaksi adalah gaya luar yang timbul pada penumpu suatu konstruksi
akibat adanya beban yang dikenakan pada konstruksi tersebut.
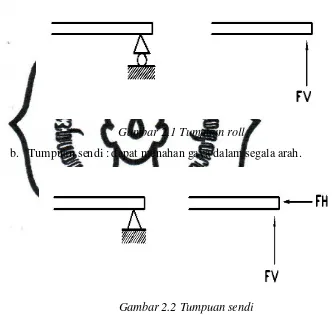
3. Tumpuan
a. Tumpuan rol atau penghubung : dapat menahan gaya pada arah
tegak lurus penumpu.
Gambar 2.1 Tumpuan roll
b. Tumpuan sendi : dapat menahan gaya dalam segala arah.
Gambar 2.2 Tumpuan sendi
c. Tumpuan jepit : dapat menahan gaya dalam segala arah dan dapat
menahan momen.
commit to user
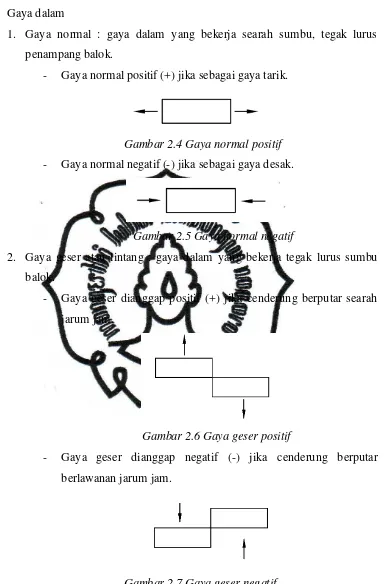
2. Gaya dalam
1. Gaya normal : gaya dalam yang bekerja searah sumbu, tegak lurus
penampang balok.
- Gaya normal positif (+) jika sebagai gaya tarik.
Gambar 2.4 Gaya normal positif - Gaya normal negatif (-) jika sebagai gaya desak.
Gambar 2.5 Gaya normal negatif
2. Gaya geser atau lintang : gaya dalam yang bekerja tegak lurus sumbu
balok.
- Gaya geser dianggap positif (+) jika cenderung berputar searah
jarum jam.
Gambar 2.6 Gaya geser positif
- Gaya geser dianggap negatif (-) jika cenderung berputar
berlawanan jarum jam.
Gambar 2.7 Gaya geser negatif
3. Momen lentur : gaya dalam yang mendukung lentur sumbu balok.
- Momen lentur positif (+) jika cenderung membengkokan batang
commit to user
Gambar 2.8 Momen lentur positif
- Momen lentur negatif (-) jika cenderung membengkokan batang
cembung ke atas.
Gambar 2.9 Momen lentur negatif
2.1.3 Analisa Kekuatan Rangka
Bila gaya-gaya kelebihan yang dipilih dalam cara analisis gaya adalah
reaksi, penahan-penahan fisik yang berhubungan dengan
reaksi-reaksi sisa harus dihilangkan dan balok asli diganti dengan sebuah balok
statik tertentu dengan’’derajat yang lebih rendah’’ yang menahan
beban-beban yang diterapkan dan gaya-gaya reaksi kelebihan. Sebagai contoh
balok yang ujungnya terjepit atau dapat dianggap sebagai sebuah balok
sederhana dengan derajat lebih rendah atau sebagai balok konsol dengan
derajat lebih rendah . Karena sebuah balok sederhana secara struktur lebih
mudah diamati dari sebuah balok konsul, maka pilihan pertama akan
menhasilkan persamaan-persamaan simultan dalam keadaan yang lebih baik
dalam sebuah penyelesaian dengan angka-angka.
Gaya-gaya reaksi kelebihan ditentukan pertama-tama berdasarkan
kenyataan bahwa perpindahan-perpindahan putar atau geser dalam arah-arah
gaya kelebihan haruslah nol. Jadi, haruslah sedemikian rupa bahwa
keduanya bersama dengan beban-beban yang diterapkan, akan
menyebabkan kelandaian-kelandaian nol pada kedua ujung dari balok
commit to user
Setelah gaya-gaya reaksi kelebihan diperoleh, reaksi-reaksi lainnya
ditentukan dari persyaratan-persyaratan statika dan diagram-diagram gaya
geser dan momen dari balok yang asli dapat diperoleh.
Umumnya, sebuah penyelesaian pertama-tama dapat diperoleh dengan
menggunakan sekumpulan gaya-gaya kelebihan yang tepat, dan sebuah
pemeriksaan kemudian dilakukan untuk mendapat kepastian bahwa
persyaratan-persyaratan kesepadaan memuaskan dalam sebuah balok
dengan derajat yang lebih rendah yang berbeda. Dalam kejadian pada balok
ujung-ujungnya terjepit, R1 dan R2 dapat diperoleh pertama-tama dengan
menggunakan balok sederhana dengan derajat yang lebih rendah, dan
sebuah pemeriksaan dilakukan dengan memastiklan bahwa R2 dan R1 akan
menyebabkan kelandaian dan lendutan nol pada ujung bebas dari balok
konsol dengan derajat lebih rendah.
Untuk menyelesaikan permasalahan seperti gambar 2.10
menggunakan rumus :
commit to user
R4 =
( 3b + a ) ( 2.4 )
(Sumber : Chu-kia wang,Ph.D, 1985 : 118)
2.2 Pengelasan
2.2.1 Pengertian las
Lingkup pengenalan teknologi las meliputi : Perkapalan, jembatan,
rangka baja, bejana tekan, pipa pesat, pipa saluran, kendaraan, rel, dan
sebagainya. Disampung untuk pembuatan, poses las juga dapat
dipergunakan untuk reparasi midal untuk mengisi lubang-lubang pada
cor-coran, membuat lapian keras pada perkakas, mempertebal bagian-bagian
yang sudah aus dan macam-macam reparasi lainnya.
Pengelasan bukan tujuan utama dari kontruksi, tapi hanya untuk
sarana mencapai ekonomi pembuatan yang lebih baik. Berdasarkan definisi
dari Duthche Industri Normen ( DIN ) las adalah ikatan metalurgi pada
sambungan logam atau paduan yang dilaksanakaan dalam keadaan lumer
atau cair.
2.2.2 Klasifikasi cara pengelasan
a. Pengelasan cair
Cara pengelasan dimana sambungan dipanaskan sampai mencair
dengan sumber panas dari busur listrik atau semburan api gas yang
terbakar.
b. Pengelasan tekan
Cara pengelasan dimana sambungan dipansakan dan kemudian
ditekan menjadi satu.
c. Pematrian
Cara pengelasan dimana sambungan diikat dan disatukan dengan
menggunakan paduan lugam yang mempunyai titik cair rendah,
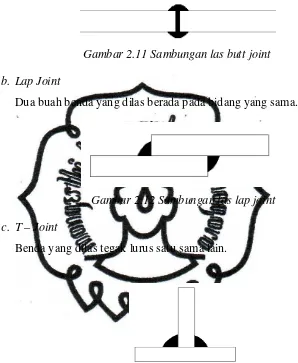
commit to user 2.2.3 Jenis sambungan las
a. Butt Joint
Dua buah benda yang dilas berada dalam bidang yang sama.
Gambar 2.11 Sambungan las butt joint b. Lap Joint
Dua buah benda yang dilas berada pada bidang yang sama.
Gambar 2.12 Sambungan las lap joint c. T – Joint
Benda yang dilas tegak lurus satu sama lain.
Gambar 2.13 Sambungan las T-joint
d. Corner joint
Benda yang dilas lurus satu sama lain, tetapi pengelasan ilakukan
pada sudutnya.
commit to user
e. Edge Joint
Benda yang dilas pada bidang parallel, tetapi yang dilas pada
ujungnya.
Gambar 2.15 Sambungan las edge joint
2.2.4 Perencanaan kekuatan sambungan las
a. Tegangan geser ijin pada sambungan las
τ
s ijin=
l x W ( 2.5 )Dimana : τs ijin = tegangan geser ijin sambungan las ( Kg/mm2 )
l = panjang pengelasan ( mm )
W = beban yang bekerja pada sambungan las ( Kg )
b. Tegangan geser pada sambungan las
τ
s=
m.ƼmƼ( 2.6 )
Dimana :
τ
s = tegangan geser pada sambungan las ( Kg/mm2 )h = lebar pengelasan ( mm )
l = panjang pengelasan ( mm )
c. Penentuan aman tidaknya perencanaan pada sambungan dapat
diketahui dengan melakukan perbandingan antara tegangan geser ijin
bahan dengan tegangan geser sambungan las.
τ
s <τ
s ijinPerbandingan diatas menunjukan bahwa perencanaan sambungan las
commit to user 2.3 Sambungan Baut
Sambungan baut adalah sambungan yang menggunakan kontruksi ulir
untu k m en gikat d ua atau leb ih komp on en p erm esin an. Sambun gan b aut
merupakan jenis dari sambungan semi permanent (dapat dibongkar pasang).
Sambungan baut terdiri dari 2 (dua) bagian, yakni Baut (Bolt), yakni yang memiliki ulir di bagian luar dan Mur (Nut) , yakni yang memiliki ulir di bagian dalam.
Ukuran dalam ulir biasanya disertakan dengan huruf (M) kemudian diikuti
dengan diameter dan kisaranya. Sebagai contoh M10 x 1,5 artinya ulir dengan
diameter luar 10 dan kisar jarak ulir = 1,5 mm.
Perhitungan dalam perencanaan sambungan ulir antara lain menentukan
besarnya diameter.
Menghitung diameter baut dari gaya gesernya.
F = x dc2x ( 2.7 )
dimana :
dc = diameter baut (mm)
F = gaya yang bekerja (N)
= tegangan geser material ( N/mm2)
.
commit to user BAB III
PERENCANAAN DAN GAMBAR
3.1 Prinsip Kerja Alat
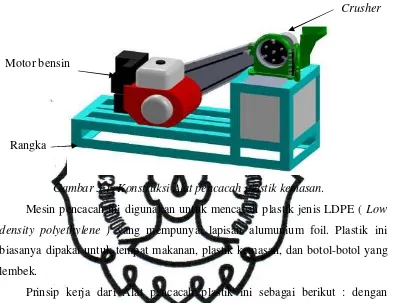
Gambar 3.1. Konstruksi Alat pencacah plastik kemasan.
Mesin pencacah ini digunakan untuk mencacah plastik jenis LDPE ( Low
density polyethylene ) yang mempunyai lapisan alumunium foil. Plastik ini biasanya dipakai untuk tempat makanan, plastik kemasan, dan botol-botol yang
lembek.
Prinsip kerja dari Alat pencacah plastik ini sebagai berikut : dengan
menggunakan tenaga motor bensin 5.5 Hp, daya dari motor ini ditransmisikan
menggunakan puli dan sabuk ke poros kepala pencacah. Putaran mesin
direduksi dengan perbandingan puli 1:3 dan dihubungkan oleh sabuk dengan
panjang 57 inchi.
Material plastik dimasukkan melalui corong masukan yang kemudian
diteruskan untuk dicacah, dimana pisaunya berjumlah 19 buah pisau yang
terbagi dalam 6 pisau bergerak berputar mengikuti poros dan 13 buah pisau
diam yang menempel di dalam rumah mesin pencacah. Melalui pisau tersebut
plastik akan tercacah sehingga plastik menjadi menjadi ukuran 6mm × 6mm .
Potongan plastik yang sudah tercacah turun kebawah keluar melalui
saringan untuk diteruskan dan ditampung pada wadah hasil cacahan. Motor bensin
Crusher
commit to user 3.2 Perencanaan konstruksi rangka
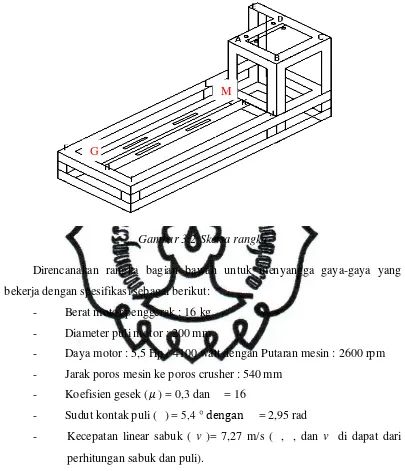
Gambar 3.2 Sketsa rangka
Direncanakan rangka bagian bawah untuk menyangga gaya-gaya yang
bekerja dengan spesifikasi sebagai berikut:
- Berat motor penggerak : 16 kg
- Diameter puli motor : 200 mm
- Daya motor : 5,5 Hp / 4100 watt dengan Putaran mesin : 2600 rpm
- Jarak poros mesin ke poros crusher : 540 mm
- Koefisien gesek (" ) = 0,3 dan = 16
- Sudut kontak puli ( ) = 5,4 ° dengan = 2,95 rad
- Kecepatan linear sabuk ( v )= 7,27 m/s ( , , dan v di dapat dari perhitungan sabuk dan puli).
a. Perhitungan gaya yang bekerja pada motor.
1. Torsi pada motor
commit to user
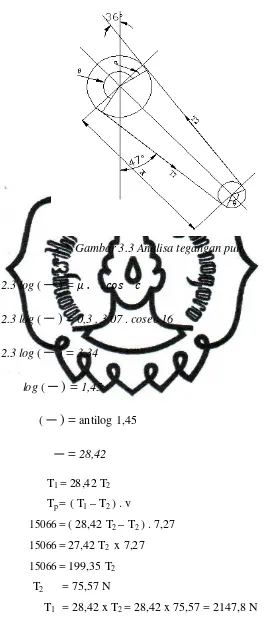
2. Tarikan sisi kencang dan sisi kendor ( T1 dan T2 )
Gambar 3.3 Analisa tegangan puli
2.3 log (
) =
" . .âan â2.3 log (
) =
0,3 . 3,07 . cosec 16 2.3 log () =
3,34log (
) =
1,45(
) =
antilog 1,45=
28,42 T1 = 28,42 T2Tp = ( T1 – T2 ) . v
15066= ( 28,42 T2 – T2 ) . 7,27
15066= 27,42 T2 x 7,27
15066= 199,35 T2
T2 = 75,57 N
commit to user
3. Gaya pada puli motor
Gambar 3.4 Analisa uraian gaya pada puli
Gaya vertikal:
T1V = T1cos α = 2147,8 cos 47° = 2147,8 . 0,68 = 1460,5 N
T2V = T1sin α = 75,57 sin 36° = 75,57 . 0,58 = 43,84 N
Wpulley = m . g = 0,5 . 10 = 5 N
Ftotal = T1V – T2V + Wpulley
= 1460,5 – 43,84 + 5
= 1421,6 N
Gaya horisontal:
Fh = T1sin α – T2cos α = 1460,5 sin 47° – 43,84 cos 36°
= 1460,5 . 0,68 – 43,84 . 0,8
= 993,14 – 35,07 = 958,07 N
4. Gaya pada motor
Fmotor =
y = , 2%%
22 = 75,3 N
Ftotal = Fmotor + Wmotor = 75,3 + 160
= 235,3 N
commit to user
b. Reaksi gaya pada rangka bagian bawah
Gambar 3.5 Dimensi rangka pada dudukan motor
Beban diambil dari gaya terbesar yang mengenai rangka bagian bawah
yaitu sebesar 1421,6 N
1. Analisa batang GM
Gambar 3.6 Gaya yang bekerja pada batang GM
Perhitungan :
MG =
=
,),,%. .) 2
=
79965 NmmM G
1421,6
RGX RMX
MM MG
commit to user
MM =
=
,),,%. . ) 2=
79965 NmmRG =
(
3a + b )= ,),,% .
) 2 ( 3.225 + 225 )
= 4, %t 22
,, 222( 900 )
= 710,8 N
RM =
(
3b + a )= ,),,% .
) 2 ( 3.225 + 225 )
= 4, %t 22
,, 222( 900 )
= 710,8 N
MP = RG. 225 – MG
= 710,8 . 225 – 79965
commit to user Diagram gaya :
Gambar 3.7 Diagram gaya batang GM
1. Tegangan pada rangka
Rangka yang ingin dipakai profil L st 37
- Dimensi rangka = 50 x 50 x 5 mm
- Momen inersia ( I )
IX = IY = 11 cm4 = 11.104 mm4
( Tabel profil konstruksi baja Ir. Rudi Gunawan, 36 )
- Jarak titik berat
commit to user
Jadi karena fci > fc maka pemilihan material rangka dengan bahan
profil L ST 37 dengan dimensi 50mm x 50mm x 5mm aman untuk
menahan beban.
3.3 Perencanaan pengelasan
Gambar 3.8 Bentuk pengelasan
Dari data hasil perhitungan diatas diambil beban terberat untuk
dilakukan perhitungan yaitu pada titik M yaitu 1421,6 N.
Data : b = 45 mm
Menghitung tebal / lebar pengelasan :
commit to user
Ø Gaya geser langsung
, = = ,),.,% = ,), %
N/mm2
= = ,),))t2,% ,,4 ,%, = ,2,4
N/mm2
Ø Resultan dari gaya geser maksimum
= ( ,)+ ( )+ 2 , cos
Jadi tebal pengelasannya sebesar 1,01 mm.
3.4 Perencanaan Sambungan Baut Dudukan motor penggerak
- Daya motor = 5,5 HP = 4100 w
- Putaran mesin maksimal = 2600 rpm
- Tegangan sisi kencang yang menyebabkan geseran Wse = 1460,5 N
commit to user
- Material baut menggunakan St 42 dengan baut = 420 N/mm ,
baut = 250 N/mm2
Perhitungan Diameter :
Dihitung dari tegangan geser ijin materialnya.
W =
)
.
.
1460,5 =
)
.
.
2
1460,5 = 98,125
.
= ,)%2,
t,,
= √14,88 = 3,85 à M5 ( lampiran 1 )
commit to user
BAB IV
PEMBUATAN DAN PEMBAHASAN
4.1 Proses Pembuatan
4.1.1 Proses Pembuatan Rangka
Rangka penopang dibuat dari plat L dengan ukuran 50 x 50 x 5 mm. Proses
pembuatan rangka adalah sebagai berikut :
a) Memotong plat L dengan panjang 800 mm sebanyak 4 buah untuk membuat
rangka bagian bawah.
b) Memotong plat L dengan panjang 450 mm sebanyak 4 buah untuk membuat
tinggi dudukan crusher
c) Memotong plat L dengan panjang 300 mm sebanyak 2 buah untuk membuat
panjang dudukan crusher
commit to user
d) Memotong plat L dengan panjang 150mm sebanyak 6 buah untuk membuat
tinggi dudukan motor bensin.
e) Memotong plat L dengan panjang 400 mm sebanyak 6 buah untuk membuat
lebar dudukan mesin.
f) Memotong plat L dengan panjang 265mm sebanyak 1 buah untuk membuat
lebar dudukan crusher.
g) Penggabungan plat L yang telah dipotong dilakukan dengan proses
pengelasan menggunakan las listrik.
Rangka ini berfungsi untuk menopang seluruh berat dari mesin ini sendiri.
Dimensi dari rangka dibuat sedemikian rupa sesuai dengan dimensi motor
penggerak dan kepala crushing.
Ø Perhitungan waktu proses pemotongan dan pengelasan rangka :
- Proses pemotongan plat untuk rangka menggunakan gerinda potong
dan membutuhkan waktu 60 menit.
- Proses pengelasan.
Pada pengelasan landasan rangka digunakan elektroda E6012
diameter 2.5 mm dan panjangnya 350 mm dengan waktu 7 menit
commit to user
sepanjang 300 mm. Berikut dapat dilihat waktu proses pengelasan
landasan rangka.
- Total panjang pengelasan = 6230 mm
- Jumlah elektroda yang digunakan = panjang total / 300 mm
= 6230 / 300
= 20,76 batang
= 21 batang elektroda
- Waktu pengelasan = 21 batang x waktu untuk 1 elektroda
= 21 x 7
= 147 menit
Jadi waktu proses pemotongan dan pengelasan rangka = 147 + 60
= 207 menit
= 3 jam 27 menit
4.1.2 Pembuatan Dudukan Motor Penggerak
Dudukan motor penggerak dibuat dari plat L dengan ukuran 50 x 50 x 5 mm.
Proses pembuatan dudukan motor penggerak adalah sebagai berikut :
a) Memotong plat L dengan panjang 500 mm sebanyak 2 buah untuk dudukan
motor bensin.
commit to user
b) Kemudian plat L tersebut dibor.
c) Membuat slot menggunakan mesin milling
d) Penggabungan plat L dilakukan dengan proses pengelasan menggunakan las
listrik. Plat tersebut dilas dengan rangka di kedua ujungnya
Slot berfungsi agar motor penggerak bisa digeser-geser saat mengatur
kencang kendornya v-belt saat di setting dengan pulley poros pisau potong.
Elektroda yang digunakan dalam proses pengelasan adalah tipe E6012.
Pembuatan dudukan ini berfungsi untuk menopang berat dari motor
penggerak dan untuk mempermudah dalam penyettingan kencang kendornya
v-belt dengan cara menggeser baut motor penggerak sesuai dengan slot yang telah
dibuat.
Ø Perhitungan pembuatan slot pasak pada dudukan:
- Dept of cut ( kedalaman pemotongan )
Feed motion ( s ) = interpolasi dari table turning cutting speeds. Jusz
Herman & Eduard Scharcus. Westerman tables. 1996.
commit to user
V = 6*
6Ƽ.Ǵ = 30 m/min
V =
Ƽ
n = Ƽ
n =Ƽ Ƽ
.*Ǵ Ǵ
n = Ƽ
* . = 143.3 rev/min
Maka rpm yang dipakai pada mesin milling supaya aman adalah 145 rev/min
Waktu pembuatan slot
T =
T =*Ǵ Ǵ Ƽ.
T =ƼƼ
, = 4.13 menit = 4 menit 8 detik
Karena ada 4 slot maka total waktu yang dibutuhkan yaitu
Waktu total = 4 x 4 menit 8 detik = 16 menit 32 detik.
commit to user
4.1.3 Proses Pembuatan Cover Rangka
commit to user
Cover ini dibuat dari plat besi dengan tebal 0.8 mm. Proses pembuatan cover
rangka adalah sebagai berikut :
a) Memotong plat dengan ukuran 33cm x 25.5cm sebanyak 1 buah untuk
cover belakang dengan menggunakan cutting plate machine dan
gunting plat.
b) Memotong plat dengan ukuran 36cm x 34cm sebanyak 1 buah untuk
cover samping kiri.
c) Memotong plat dengan ukuran 22cm x 34cm sebanyak 1 buah untuk
cover samping kanan.
d) Memotong plat dengan ukuran 29cm x 32cm lalu pada salah satu
ujung plat di bending sebanyak 1 buah untuk cover penutup box hasil
cacahan.
e) Mengebor dengan mata bor ø5mm pada ujung-ujungnya untuk tempat
baut
f) Memasangkan cover pada rangka.
commit to user
Fungsi dari cover ini adalah agar hasil dari cacahan plastik kemasan tidak
berterbangan kemana - mana. Cover ini juga menggambarkan penampilan dari
mesin ini sehingga dibuat semenarik mungkin.
Ø Perhitungan waktu pemotongan dan pengeboran plat untuk cover :
- Proses pemotongan plat menggunakan cutting plate machine
membutuhkan waktu 15 menit.
- Proses pengeboran dengan mata bor ø5mm.
Jadi waktu total pemotongan dan pengeboran untuk cover rangka adalah
Waktu total pengerjaan cover = waktu pemotongan + waktu pengerjaan bor
= 15 menit + 40,43 menit
commit to user
4.1.4 Proses Pembuatan Box
Box ini dibuat dari plat besi dengan tebal 0.8mm. Proses pembuatan box
(wadah hasil cacahan) adalah sebagai berikut :
a) Memotong plat dengan ukuran 125 mm x 245 mm sebanyak 2 buah untuk box
bagian depan dan belakang.
b) Memotong plat dengan ukuran 125 mm x 395 mm sebanyak 2 buah untuk box
bagian samping.
c) Memotong plat dengan ukuran 135 mm x 255 mm sebanyak 1 buah untuk
box bagian bawah.
d) Menggabungkan plat yang telah dipotong menggunakan las listrik.
Gambar 4.8 Hasil pengerjaan cover rangka
commit to user
e) Mengebor ø3,5 mm pada salah satu bagian ujung box sebanyak 2 buah untuk
tempat pemasangan pegangan box.
Box ini mempunyai fungsi sebagai tempat penampungan hasil pencacahan
plastik. Selain agar hasil cacahan tidak berserakan dimana – mana, box ini juga
memudahkan dalam pengambilan hasil cacahan plastik.
Ø Perhitungan waktu pemotongan, pengeboran, dan pengelasan plat untuk
pembuatan box ( wadah hasil cacahan ) :
- Proses pemotongan plat menggunakan cutting plate machine
membutuhkan waktu 17 menit.
Pada pengelasan landasan rangka digunakan elektroda E6012
commit to user
untuk menghabiskan 1 elektroda mampu digunakan untuk mengelas
sepanjang 300 mm. Berikut dapat dilihat waktu proses pengelasan
landasan rangka.
- Total panjang pengelasan = 145 mm
- Jumlah elektroda yang digunakan = panjang total / 300mm
= 145 / 300
= 0,48 batang
= 1 batang elektroda
- Waktu pengelasan = 1 batang x waktu untuk 1 elektroda
= 1 x 7
= 7 menit
Jadi waktu proses pengerjaan box = 17 + 13,11 + 7
= 37,11 menit
4.1.5 Proses Pengeboran dan Pengelasan Mur
Rangka dibor untuk tempat mengencangkan cover pada rangka. Proses
pengeboran rangka adalah sebagai berikut :
commit to user
a) Mengebor rangka menggunakan mata bor ø5mm.
b) Pengeboran rangka disesuaikan dengan lubang pada cover yang telah
dibuat.
c) Mengelas mur pada lubang rangka yang telah dibuat untuk mempermudah
pemasangan baut saat mengencangkan cover dengan rangka.
Ø Perhitungan waktu pengeboran rangka dan pengelasan mur :
- Proses pengeboran dengan mata bor ø5mm..
Pada pengelasan landasan rangka digunakan elektroda E6012
diameter 2.5 mm dan panjangnya 350 mm dengan waktu 7 menit
commit to user
sepanjang 300 mm. Berikut dapat dilihat waktu proses pengelasan
landasan rangka.
- Total panjang pengelasan = 55 mm
- Jumlah elektroda yang digunakan = panjang total / 300 mm
= 55 / 300
= 0,18 batang
- Waktu pengelasan = 0,18 batang x waktu untuk 1 elektroda
= 0,18 x 7
= 1,3 menit
Jadi waktu proses pengerjaan = 34.4 + 1,3
= 35,7 menit
4.1.6 Proses Penggerindaan
Penggerindaan dilakukan untuk menghaluskan permukaan material dari tatal
dan sisa pengelasan. Waktu total yang dibutuhkan untuk penggerindaan tatal dan
sisa pengelasan adalah 60 menit atau 1 jam.
commit to user
4.1.7 Proses Pengecatan
a) Mengamplas dengan menggunakan amplas kasar pada seluruh bagian yang
akan dilapisi dengan cat, guna menghilangkan korosi pada permukaannya.
b) Proses selanjutnya adalah proses pendempulan, proses ini berguna untuk
menutup bagian-bagian yang berlubang atau tidak rata seperti pada hasil
pengelasan.
c) Jika benda sudah kering kemudian mengamplas dempulan menggunakan
amplas halus. Selanjutnya benda dicuci menggunakan air yang mengalir
supaya bersih.
d) Setelah bersih dan kering benda di poxy untuk memperoleh warna dasar dan
agar tidak mudah terkorosi dengan udara sekitar.
e) Mengamplas benda hasil poxy menggunakan amplas halus supaya benar-benar
halus, sehingga pada waktu pengecatan akan didapatkan hasil memuaskan,
kemudian mencuci kembali menggunakan air dan dijemur sampai kering.
f) Mengecat benda jika benda sudah kering, warna cat untuk cover berwarna
putih dan warna cat untuk rangka berwarna biru.
Pengecatan ini berfungsi sebagai pelindung mesin dari korosi udara luar
sehingga tidak mudah berkarat. Pengecatan ini juga untuk penampilan dari mesin
ini sendiri, sehingga dibuat semenarik mungkin.
Pengerjaan proses pengecatan membutuhkan waktu yang cukup lama untuk
menghasilkan hasil pengecatan yang sempurna. Dibawah dapat dilihat waktu
proses pengecatan sebagai berikut :
Tabel 4.1 Rincian waktu proses pengecatan
No. Langkah Pengerjaan Waktu(menit)
1 Persiapan peralatan 20
2 Waktu pendempulan 30
2 Waktu pengamplasan dan pembersihan komponen rangka 60
3 Waktu pengisian ulang cat 30
4 Waktu proses pengecatan 60
5 Pemeriksaan akhir 15
commit to user
Proses pengeringan hasil pengecatan tidak dimasukkan dalam perhitungan
proses pengerjaan, karena proses pengeringan dilakukan secara alami. Total waktu
akhir pengecatan yang dilakukan adalah 215 menit atau 3,6 jam.
4.1.8 Proses Perakitan
Setelah proses pengecatan selesai dan sudah kering maka selanjutnya
dilakukan perakitan dari part – part yang telah dicat tadi. Tahap – tahap yang
dilakukan dalam proses perakitan adalah sebagai berikut :
a) Memasang kepala crushing pada rangka.
b) Memasang motor penggerak pada dudukan motor penggerak.
c) Memasang pulley pada motor penggerak.
d) Memasang dan menyetel v-belt pada pulley motor penggerak yang
disambungkan pada pulley kepala crushing.
e) Memasang cover rangka dan cover belt.
f) Memasang corong inputan dan memasang box.
Proses perakitan dan perhitungan waktu perakitan part mesin pencacah
plastik bekas kemasan dengan penggerak motor bensin adalah proses pembautan.
Proses pembautan memerlukan waktu dalam pemasanganya, dapat dilihat sebagai
berikut :
Waktu pembautan = Rata-rata waktu pembautan x Jumlah baut
= 0,8 menit x 18 buah
= 14,4 menit = 15 menit
Besarnya waktu perakitan dapat dilihat pada tabel dibawah ini :
Tabel 4.2. Waktu proses perakitan
No. Langkah Pengerjaan Waktu(menit)
1 Persiapan gambar 10
2 Persiapan peralatan 10
3 Waktu penggantian alat bantu 15
4 Waktu penyatuan antar komponen 20
5 Waktu pemasangan komponen dan pembautan 15
6 Pemeriksaan akhir 15
commit to user
Jadi jumlah total waktu proses perakitan yang dibutuhkan untuk merakit part
– part pada mesin pencacah plastik kemasan adalah 85 menit atau 1 jam 25 menit.
4.2 Estimasi Biaya
4.2.1 Perhitungan Biaya Proses Permesinan
Perhitungan biaya permesinan dikenakan biaya Rp 15.000 untuk 1 operator.
Biaya permesinan pengerjaan rangka adalah sebagai berikut :
Tabel 4.3. Rincian biaya permesinan
No. Mesin yang digunakan
Waktu
3 Cutting plate machine 0,73 25.000 18.400
4 Gerinda permukaan 1 20.000 20.000
5 Las listrik 2,72 50.000 136.100
6 Mesin bor 1,47 30.000 44.100
7 Mesin milling 0,272 50.000 13.600
8 Kompresor+alat pengecatan 3,6 30.000 108.000
Total 10,912 373.200
Jadi biaya total permesinan adalah Rp. 373.200
commit to user
Total waktu manufaktur = Waktu permesinan + Waktu perakitan + Waktu
pengecatan
= 654,72 menit + 85 menit + 215 menit
= 954,72 menit = 15,912 jam
Biaya operator = Upah operator/jam x Jumlah operator x Total waktu permesinan
= Rp. 15.000 x 1 x 15,912 jam
= Rp. 238.680
Maka Total biaya bengkel adalah :
Biaya bengkel = Total biaya permesinan + Biaya operator
= Rp. 373.200 + Rp. 238.680
= Rp. 611.880
Jadi total biaya bengkel adalah Rp. 611.880.
4.2.2 Material Rangka
Pada pengerjaan rangka mesin pencacah plastik kemasan ini dibutuhkan biaya
untuk membeli material dan alat yang digunakan lainnya. Oleh karena itu untuk
mengetahui besarnya biaya yang dibutuhkan untuk pembelian material yang
dibutuhkan dapat dilihat pada tabel dibawah.
Tabel 4.4. Daftar harga komponen rangka
NO Komponen Jumlah Harga satuan
Jadi biaya total pembuatan rangka mesin pencacah plastik kemasan adalah
sebagai berikut :
Biaya total pembuatan rangka = Biaya material + Biaya bengkel
= Rp. 709.000 + Rp. 611.880.
commit to user BAB V PENUTUP
5.1 Kesimpulan
Berdasarkan dari hasil pembuatan rangka mesin pencacah plastik kemasan
ini memiliki spesifikasi:
1. Dimensi rangka adalah 800x400x450 mm.
2. Bahan ST37 profil L 50 x 50 x 5 mm.
3. Mampu untuk menahan beban sebesar 210 N.
5.2 Saran
Untuk memperlancar dalam proses pengerjaan proyek akhir rancang
bangun rangka mesin pencacah plastik kemasan maka hasil pengelasan harus baik