RANCANG BANGUN PENGENDALIAN PEMBUATAN LILIN AROMATERAPI BERBASIS PROGRAMMABLE LOGIC CONTROLLER
Teks penuh
Gambar
Dokumen terkait
dengan metode serial yang dikemas dalam sebuah modul agar dengan mudah bisa.. digunakan lagi, menggunakan prosedur yang
[r]
Pengujian program yang telah dibuat maka program dan alat diuji sesuai dengan gerak vertical lift saat tombol – tombol car call, hall call , dan open , close
Pengujian sistem secara keseluruhan pada intelligent parking system adalah dengan menguji sistem dari pembacaan data RFID sampai sistem mengaktifkan kamar yang akan
Dari sistem ini sensor akan menyala tiga kali berdasarkan barang yang terlewati, dan akan menghidupkan konveyor yang lain guna membawa barang yang telah masuk dalam boks.. Kata
Cara pengujian ini dilakukan dengan membuat suatu program timer yaitu diinginkan pada saat tombol start ditekan maka 2 detik kemudian output pada YO07 yang dikontrol oleh
Automatic transfer switch ATS yaitu sebuah rangkaian listrik yang memiliki fungsi sebagai saklar yang beroperasi otomatis jika terjadi pemadaman arus listrik terencana atau mendadak,
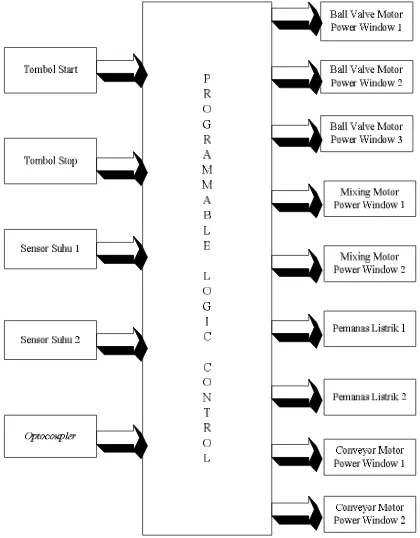
Sistem Kendali yang dikontrol oleh Programmable Logic Controller PLC ini adalah sistem kendali yang dilengkapi dengan beberapa sensor untuk bekerja secara otomatis, juga dilengkapi
