1
Politeknik Manufaktur Astra
p-ISSN 2085-8507
e-ISSN 2722-3280
TECHNOLOGIC
VOLUME 11 NOMOR 1 | JUNI 2020
POLITEKNIK MANUFAKTUR ASTRA
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
i
DEWAN REDAKSI
Technologic
Ketua Editor:
Dr. Setia Abikusna, S.T., M.T.
Dewan Editor:
Lin Prasetyani, S.T., M.T.
Rida Indah Fariani, S.Si., M.T.I
Yohanes Tri Joko Wibowo, S.T., M.T.
Mitra Bestari:
Abdi Suryadinata Telaga, Ph.D.
(Politeknik Manufaktur Astra)
Dr. Eng. Agung Premono, S.T., M.T. (Universitas Negeri Jakarta)
Harki Apri Yanto, Ph.D.
(Politeknik Manufaktur Astra)
Dr. Ir. Lukas, MAI, CISA, IPM
(Universitas Katolik Indonesia Atma Jaya)
Dr. Sirajuddin, S.T., M.T.
(Universitas Sultan Ageng Tirtayasa)
Dr. Eng. Syahril Ardi, S.T., M.T.
(Politeknik Manufaktur Astra)
Dr. Eng. Tresna Dewi, S.T., M.Eng
(Politeknik Negeri Sriwijaya)
Administrasi:
Asri Aisyah, A.md.
Kristina Hutajulu, A.md.
Kantor Editor:
Politeknik Manufaktur Astra
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
ii
Politeknik Manufaktur Astra
EDITORIAL
Pembaca yang budiman,
Puji syukur kita dapat berjumpa kembali dengan Technologic Volume 11 No. 1, Edisi
Juni 2020.
Pembaca, Jurnal Technologic Edisi Juni 2020 kali ini berisi 12 manuskrip.
Atas nama Redaksi dan Editor, di tengah merebaknya pandemi covid-
19, kami do’akan
semoga dalam keadaan sehat selalu, dan kami haturkan terima kasih atas kepercayaan
para peneliti dan pembaca, serta selamat menikmati dan mengambil manfaat dari
terbitan Jurnal Technologic kali ini.
iii
DAFTAR ISI
MENINGKATKAN EFISIENSI
LINE ASCD-01
DENGAN MENURUNKAN
LOSS TIME
PROSES GANTI
MODEL PADA POS
TORSIONAL CHARACTERISTIC
DI PT AII
1
Heri Sudarmaji , Gofar Julio Saputra
EVALUASI PARAMETER PEMANASAN MATERIAL TERHADAP PENURUNAN CACAT FIBER PADA
BOX LUGGAGE
8
Yohanes T. Wibowo, Alditya A. Kurniawan
MENURUNKAN KERUSAKAN YANG TIDAK TERJADWAL PADA KOMATSU PC1250SP
–
8 DENGAN
MELAKUKAN REPOSISI LINE HOSE AUTOLUBE DI PT PPN, DISTRICT KIDECO
14
Vuko A T Manurung , Yohanes C Sutama, dan Elio Sabatania Manalu
MODIFIKASI MESIN DIESEL MENJADI MESIN
AXLE BRACKET
BERBASIS PLC OMRON CJ1M
PADA AREA FOUNDRY DI PT XXX
19
Lin Prasetyani, Ahmad Athoillah Sakandariy Azzakkiyy
MEMPERCEPAT
LEAD TIME
PROSES PENGGANTIAN
V-BELT
MESIN NR TOYOTA DENGAN SST
DI BENGKEL AUTO 2000 XXX
27
Setia Abikusna, Rafli Ramdani
MENINGKATKAN
AVAILABILITY
RATE
DENGAN MENGURANGI
DOWNTIME
UNTUK
PENERAPAN
TOTAL PRODUCTIVE MAINTENANCE
(TPM) PADA AREA MIXING
32
Nensi Yuselin, Edwar Rosyidi, Andika Yuda Pratama
PROTOTYPE PENGUNCI PINTU OTOMATIS MENGGUNAKAN RFID
(RADIO FREQUENCY
IDENTIFICATION)
BERBASIS
MIKROKONTROLER ARDUINO UNO
38
Manase Sahat H Simarangkir, Agung Suryanto
ALAT PERAGA KENDALI POSISI PADA LINEAR AXIS DENGAN PENGGERAK MOTOR STEPPER
BERBASIS PLC
44
Eka Samsul Ma’arif
MENINGKATKAN KEMAMPUAN
HUMAN RESOURCES
PORTAL DENGAN
CERTIFICATION
MANAGEMENT SYSTEM
(CMS) SEBAGAI EFEKTIVITAS PROSES SERTIFIKASI (STUDI KASUS DI
PT. MOTOR INDONESIA)
51
Rida Indah Fariani, Dian Rahmawati, dan Fahmi Nur Salam
METODE CEK ANTARA
PRESSURE GAUGE
UNTUK JAMINAN MUTU INTERNAL LABORATORIUM
KALIBRASI
58
iv
Politeknik Manufaktur Astra
CEK ANTARA ALAT UKUR
BURETTE
UNTUK JAMINAN MUTU INTERNAL HASIL KALIBRASI
61
Amalia Rakhmawati dan Agung Triono
METODE CEK ANTARA
RULER CALIBRATOR
UNTUK JAMINAN MUTU INTERNAL KALIBRASI 64
32
MENINGKATKAN AVAILABILITY RATE DENGAN MENGURANGI
DOWNTIME UNTUK PENERAPAN TOTAL PRODUCTIVE
MAINTENANCE (TPM) PADA AREA MIXING
Nensi Yuselin
1, Edwar Rosyidi
2, Andika Yuda Pratama
31. Politeknik Manufaktur Astra, Jakarta, Indonesia
E-mail : [email protected]
1, [email protected]
2, [email protected]
3Abstrak--PT XYZ adalah anak perusahaan dari Astra International di bawah naungan PT Astra
Honda Motor (AHM). Perusahaan yang berdiri sejak 1991 ini bergerak pada dalam bidang industri tire dan tube. PT XYZ memproduksi dua merk ban, yaitu FDR yang dijual bebas dan federal yang merupakan ban Original Equipment Market (OEM) sepeda motor honda tire dan tube. dalam produksi nya proses awal dimulai dari pencampuran material hingga menjadi bahan siap pakai yang disebut compound, yang berada di area mixing, dimana terjadi downtime tertinggi pada periode bulan Januari-Maret 2019. Berdasarkan penilaian MTBF (Mean Time Between Failure) pada area mixing, line BB#9 merupakan line dengan pencapaian nilai MTBF terendah yaitu 9.02 Hari (rata rata pencapaian dalam periode Januari - Maret 2019) berdasarkan hal tersebut penulis melakukan analisa pada data bulanan line BB#9, dan ditemukan bahwa factor penyebab dan penyumbang downtime dominan terdapat pada mesin batch Off di line BB#9, dengan menyumbang downtime 2736 Menit atau 43% dari jumlah downtime yang ada pada line BB#9, lalu dilakukan breakdown masalah, dan diketahui bahwa sumber masalah dominan adalah rantai incline putus dengan downtime 2556 menit atau 96% dari jumlah downtime yang ada pada mesin batch Off. Lalu dilakukan perbaikan dengan menerapkan Total Productive Maintenance (TPM) dan modifikasi free roll pada mesin batch Off sehingga dapat mengurangi downtime sebanyak 98% dan meningkatkan pencapaian MTBF menjadi 25 hari, jumlah downtime yang berkurang juga berdampak pada pencapaian availability
rate yang meningkat sebesar 3% selama periode perbaikan bulan April - Mei 2019.
Kata Kunci : Total Productive Maintenance, Availability Rate, Mixing, Compound, Downtime.
I. PENDAHULUAN
PT XYZ adalah anak perusahaan dari Astra International di bawah naungan PT Astra Honda Motor (AHM). Perusahaan yang berdiri sejak 1991 ini bergerak pada dalam bidang industri tire dan
tube. PT XYZ memproduksi dua merk yaitu FDR yang dijual bebas dan Federal yang merupakan ban
Original Equipment Market (OEM) sepeda motor
Honda tire dan tube produksi PT XYZ yang telah digunakan oleh jutaan sepeda motor di Indonesia dan telah di ekspor ke negara di Eropa, Asia dan Afrika.
Berdasarkan data bulanan oleh area mixing
dalam periode Januari 2019 sampai Maret 2019 diketahui terdapat frekuensi trouble yang cukup banyak disetiap bulannya. Dengan jenis masalah yang bervariasi dan menimbulkan downtime yang cukup banyak, yang menyebabkan nilai Mean Time Before Failure (selanjutnya akan ditulis dengan MTBF) dari area mixing menjdi rendah. Melihat masalah tersebut perlu adanya perbaikan untuk mengatasi small trouble yang memiliki frekuensi banyak tersebut. Oleh karena itu penulis melakukan penelitian untuk “meningkatkan availability dengan mengurangi downtime untuk menerapkan TPM pada area mixing di PT XYZ”.
A. Maintenance (Pemeliharaan)
Menurut (Assauri, 2008: 134) maintenance
merupakan kegiatan untuk memelihara atau
menjaga peralatan pabrik dengan mengadakan perbaikan atau penyesuain atau penggantian yang diperlukan supaya terdapat suatu keadaan operasional produksi yang memuaskan sesuai dengan apa yang direncanakan.
B. Total Productive Maintenance
TPM adalah salah satu proses pemilharaan yang melibatkan seluruh pihak dan divisi dalam organisasi mulai top management, divisi pemeliharaan, produksi, gudang hingga operator mesin (Ishak, 2015: 3). Total Productive Maintenance (TPM) adalah teknik silang fungsional yang melibatkan beberapa bagian fungsional perusahaan bukan hanya pada bagian pemeliharaan saja (Borris, 2009: 6). Tujuan dari TPM ini untuk meningkatkan nilai produksi secara nyata dan pada saat yang sama meningkatkan moral karyawan dan kepuasan kerja.
C. Availability
Adalah waktu yang tersedia untuk melakukan proses, Berguna untuk mengukur keseluruhan waktu dimana sistem tidak beroperasi karena terjadinya kerusakan alat, persiapan produksi dan penyetelan.
D. Downtime
Downtime adalah waktu yang terbuang, dimana
proses produksi tidak berjalan yang biasanya diakibatkan oleh kerusakan mesin. Downtime terdiri dari 2 macam kerugian yaitu:
33
Politeknik Manufaktur Astra
1.Mean Time Between Failure (MTBF)
MTBF adalah rata – rata waktu suatu mesin dapat dioperasikan sebelum terjadinya kerusakan. MTBF ini dirumuskan sebagai hasil bagi dari total waktu pengoperasian mesin dibagi dengan jumlah/frekuensi kegagalan pengoperasian mesin karena breakdown.
2.Proses Mixing
Proses mixing adalah proses pencampuran bahan baku dengan pencampur lainnya seperti karet alam, karet sintetis, karbon, sulfur dan bahan bahan kimia lainnya, untuk diolah menjadi lembaran karet yang disebut compound.
II. METODOLOGI PENELITIAN
Berikut adalah diagram alir metodologi penelitian yang penulis lakukan.
1.Identifikasi Masalah
Pada tahap ini penulis melakukan observasi di lapangan untuk menemukan suatu kondisi abnormal atau suatu kondisi yang bisa diperbaiki pada mesin
Batch off dan melakukan analisis secara sederhana. Penulis menemukan kondisi abnormal pada Bending Auto Line.
2.Perumusan Masalah
Kondisi abnormal yang ditemukan kemudian dianalisis dan dirumuskan masalah apa yang akan dibahas.
3.Penentuan Tujuan
Kemudian penulis merumuskan tujuan yang akan berdampak pada mesin yang abnormal jika improvement dilakukan.
4. Observasi Langsung dan Studi Pustaka
Yaitu proses pengambilan data-data yang diperlukan dengan melakukan pengamatan secara langsung di lapangan (Data data tersebut antara lain: a. Pengamatan secara langsung di Line BB#9 b. Pengambilan data laporan produksi di Line BB#9 c. Arsip atau dokumen dari perusahaan.
Berikut adalah diagram alir metode penelitian.
Mulai
Identifikasi Masalah
Perumusan Masalah
Penentuan Tujuan
Observasi dan Studi Pustaka
Pengumpulan Data
Analisa Kondisi Yang Ada
Analisa Sebab Akibat
Rencana Perbaikan
Implementasi
Evaluasi
Kesimpulan dan Saran
Selesai
Gambar 1. Diagram alir metode penelitian III. HASIL DAN DISKUSI
1.Pengenalan Produk Compound
Compound merupakan hasil pencampuran karet
dengan carbon dan bahan kimia lain pada proses mixing, berupa lembaran karet dengan ukuran dan tebal yang sudah sesuaikan untuk nantinya digunakan sebagai bahan baku pada proses selanjutnya yaitu extruding.
2.Flow Process Line BB#9
Flow process chart merupakan gambaran
diagram yang menunjukan seluruh langkah kerja dalam suatu proses pembuatan produk compound.
Gambar 2. Flow process line BB#9 0 MIXER
TSR/ ROLL
BATCH OFF COOLER COMPOUND - RUBBER - FILLER - OIL - CHEMICAL 1 3 4 5 2 6 7 8 9
34
3. Data Pencapaian Availability
Berikut ini merupakan daftar line produksi yang berada di area mixing yang sudah dilengkapi dengan nilai availability-nya masing-masing..
Gambar 3. Data availability
4.Grafik Availability
Dibawah ini merupakan garfik availability
dalam periode bulan Januari sampai dengan bulan Maret 2019.
Gambar 4. Grafik availability tiap line
5.Data Downtime
Dibawah ini merupakan data downtime yang berada di area mixing dalam periode bulan Januari sampai dengan bulan Maret 2019.
Gambar 5. Data Downtime
6.Analisis Availability
Availability merupakan presentasi ketersediaan mesin produksi untuk dapat digunakan dalam proses produksi. Availability 100% menggambarkan mesin produksi dapat digunakan secara penuh dalam rentang time base proses produksi. Time base
produksi sendiri tergantung dari sistem kerja yang dipakai masing – masing pabrik mengikuti target dan kapasitas produksi yang dibuat.
Berikut ini merupakan grafik rata-rata dari
availability di area mixing.
6.1.Availability pada Area Mixing
Gambar 6. Rata-rata availability di area mixing
Berdasarkan gambar 6 di atas, rata-rata penilaian availability terendah terdapat pada Line
BB #9 dengan presentase 92% 6.2 MTBF pada Area Mixing
Gambar 7. MTBF area mixing
6.3 MTBF pada Line BB #9
Gambar 8. Grafik pencapaian MTBF di line BB#9 6.4 Diagram Pareto Downtime Line BB#9
35
Politeknik Manufaktur Astra
6.5 Diagram Pareto Downtime Mesin Batch Off
Gambar 10. Breakdown Pareto pada mesin Batch Off
Berdasarkan data dan analisa diatas penulis memutuskan untuk melakukan penelitian lebih dalam untuk mengetahui sebab masalah dan mencari cara penanggulangan nya.
7.Analisis Kondisi yang Ada 7.1 Line BB#9 Layout
Gambar 11. Line BB#9 layout
7.2 Masalah yang Terjadi
Berikut adalah hasil yang perawatan pada area mesin merupakan aspek penting yang harus diperhatikan, terutama pada area mixing, dikarenakan pada area ini mesin yang ada bekerja dengan padat dan hampir tidak berhenti setiap harinya. Maka dari itu sangat penting untuk memperhatikan perawatan yang ada pada area ini terutama pada mesin batch off di line BB #9 yang diketahui memiliki downtime yang tinggi dan dijadikan area penelitian
Gambar 12. Kondisi ketika mesin abnormal Setelah melihat langsung kondisi yang ada diketahui bahwa belum ada tindakan yang dilakukan ketika mesin mengalami keadaan abnormal (kotor, bising, suara, pelumasan kurang)
Gambar 13. Small trouble tidak terdeteksi
Kondisi seperti ini sangat mungkin untuk menyebabkan masalah kecil yang ada setiap harinya tidak terdeteksi sejak dini dan menjadi masalah besar.
8.Target Perbaikan
Gambar 14. SMART methode
9.Analisis Fault Tree Analysis (FTA)
Gambar 15. FTA diagram dari permasalahan yang terjadi
10.Rencana Perbaikan
Tabel 1. Rencana perbaikan dengan metode 5W + 2H
Adapun dalam penerapan TPM yang akan dilakukan, terdapat estimasi biaya untuk perbaikan yang dilakukan pada April 2019 sebesar Rp. 250.000,00. Untuk kegiatan persiapan penerapan TPM ini dilakukan setiap hari selasa dengan melakukan Meeting Bersama tim TPM, untuk pembuatan checkhseet, red tag & white tag, serta
before & after sheet dilakukan pada hari kerja biasa. Dan untuk penerapan TPM step 1 berupa checksheet
pemeriksaan sebelum start, mulai diterapkan pada awal bulan April 2019.
11.Implementasi Perbaikan
Dalam pelaksanaan implementasi perbaikan yang sudah direncanakan sesuai dengan metode 5W + 2H, berikut ini merupakan langkah-langkah perbaikan yang dilakukan.
What Why Where When Who How
Methode Rantai Incline Putus Tidak ada pemeriksaa n rutin
Batch Off, line BB #9, area Mixing, PT. Suryaraya Rubberindo Industries April, 2019 Tim TPM (Total Productive Maintenance) Menerapkan TPM (Total Productive Maintenance) Step 1, dengan pembuatan checksheet pemeriksaan sebelum start, red tag & white tag, serta before after
sheet Rp250,000 Rencana Penanggulangan Subject Analysis Biaya Masalah Akar Masalah Lokasi Penanggulangan Waktu Penanggulangan PIC
36
11.1 Pembuatan Struktur Organisasi
Sebagai penanggung jawab berlangsungnya kegiatan TPM dia area tersebut
11.2 Penerapan Checksheet TPM
Menunjukkan kondisi setelah adanya pembuatan dan penerapan checksheet, masalah masalah kecil yang ada dapat langsung terdeteksi langsung, dikarenakan pemeriksaan dilakukan setiap hari sebelum mesin start.
Gambar 16. Checksheet TPM
11.3 Penerapan Initial Tag
Menunjukkan bentuk dari initial tag yang dibuat dan diterapkan di area mixing, terdapat 2 jenis tag yang digunakan yakni, red tag & white tag, dan keduanya memiliki fungsi yang berbeda, white tag
berfungsi jika terjadi masalah dan bisa diperbaiki mandiri namun tidak dikerjakan langsung, maka ditempelkan white tag. Sedangkan red tag berfungsi jika masalah yang tidak bisa diperbaiki mandiri oleh teknisi, dan diserahkan kepada pihak maintenance, namun tidak dikerjakan langsung, maka ditempelkan red tag sebagai penanda.
11.4 Penerapan Before & After sheet
Gambar 17. Before & after sheet
11.5 Pembuatan Information Board
Gambar 18. Information board
Menunjukkan bentuk dari information board
yang berguna untuk menampilkan segala informasi tentang laporan kegiatan TPM yang berlangsung di area tersebut, dari mulai struktur organisasi yang ada, layout area, rekap permasalah yang ada, prosedur, initial tag, before & after sheet, sampai laporan nilai MTBF yang ada di area tersebut sebagai tolak ukur dan diagnosa progress TPM yang ada berjalan dengan baik atau tidak.
12.Evaluasi Sebelum dan Sesudah Perbaikan
Gambar 19. Perbandingan jumlah downtime rantai
incline
Gambar 20. Perbandingan downtime keseluruhan
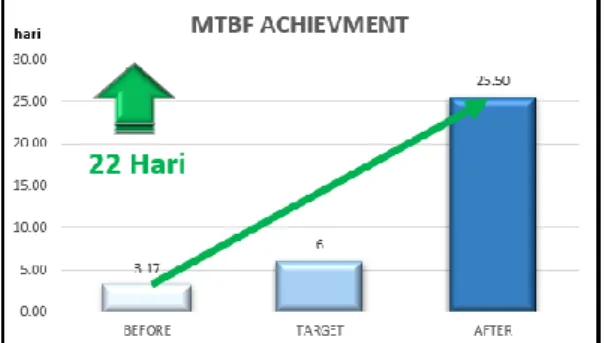
Gambar 21. Perbandingan MTBF
37
Politeknik Manufaktur Astra
Gambar 22. Perbandingan Availability
13. Standardisasi
Setelah melakukan perbaikan dengan menerapkan TPM yang disertakan penerapan pemeriksaan sebelum start, initial tag, before and after sheet & information board,
Gambar 23. Standar pemeriksaan mesin sebelum start
Penulis membuat standard sebagai acuan ketika melakukan pemeriksaan sebelum start terutama pada area mixing. Standardisasi yang dibuat oleh penulis yaitu berupa checksheet
Gambar 24. Check sheet harian
Setelah mendapatkan vefirikasi dari beberapa pihak yang terkait, checksheet sebagai acuan baru tersebut disosialisasikan kepada karyawan khususnya kepada MP bagian Line BB #9 di area
mixing PT XYZ. Berikut ini merupakan checksheet
yang telah dibuat dan ditetapkan untuk proses perawatan ke depannya.
IV. KESIMPULAN
Setelah melakukan perbaikan-perbaikan yang sudah dibahas pada bab sebelumnya, dapat ditarik beberapa kesimpulan sebagai berikut:
1. Downtime pada Batch Off BB #9 menurun dari 2736 menit/bulan menjadi 30 menit/bulan dengan pencapaian akhir yaitu sebesar 92% atau sama dengan mengurangi downtime sebanyak 2527 menit untuk bulan berikutnya;
2. Persentase dari availability rate dalam OEE meningkat dari 96% untuk rata-rata 3 bulan sebelum perbaikan, menjadi 99% pada 2 bulan setelah perbaikan dan sekaligus mencapai target yang telah ditentukan yaitu sebesar 3%.
V. DAFTAR PUSTAKA
[1] Assauri, Sofyan. 2008. Manajemen Produksi dan Operasi. Jakarta: Lembaga Penerbit Fakultas Ekonomi Universitas Indonesia. [2] Assauri, Sofyan. 2016. Manajemen Operasi dan
Produksi, Jakarta: Penerbit PT Raja Grafindo Perkasa.
[3] Anwar, Riyantono. 2011. Belajar Lean: Cara Praktis Membuat Proses Lebih Efisien Edisi 08. [4] Doran, George T. 1981. Management Review
edisi November 1981.
[5] Prof. M. S. Sivakumar, 1993. Strength of Materials
[6] Somantri, Gumilar Rusliwa. 2005, Desember. MAKARA, SOSIAL HUMANIORA, VOL. 9, NO. 2, hal. 57-65.
[7] Tim Redaksi. (2012, November 6). 5 Langkah Tetapkan Target yang SMART!, diambil
kembali dari
http://shiftindonesia.com/menetapkan-target- yang-smart/ diakses pada tanggal 30 April 2018.