EVALUASI MATRIKS MESIN-KOMPONEN : UKURAN PENGELOMPOKKAN BARU
Ir. UKURTA TARIGAN, MT Fakultas Teknik Jurusan Teknik Industri Universitas Sumatera Utara
ABSTRAK
Matriks mesin-komponen merupakan input utama untuk kebanyakan model pengelompokkan mesin-komponen yang digunakan dalam manufaktur selluler. Sejumlah ukuran telah dikembangkan untuk evaluasi performansi algoritma pengelompokkan mesin-komponen. Dalam makalah ini, dievaluasi hubunngan antara ukuran-ukuran tersebut dengan performansi sistem manufaktur selluler dan dikembangkan suatu ukuran pengelompokkan yang baru dimana lebih konsisten dalam memperkirakan kesesuaian/kecocokan suatu sistem manufaktur untuk manufaktur selluler.
PENDAHULUAN
Matriks mesin-komponen merupakan input utama untuk kebanyakan model pengelompokkan mesin-komponen. Matriks ini berupa matriks M x N dengan masukan angka nol atau satu. Ada atau tidaknya masukan 1 dalam baris i dan kolom
j menunjukkan ada atau tidanya operasi dari part j pada mesin i. Bila terdapat
kelompok mesin-komponen dalam sistem produksi, susunan part dan mesin dalam matriks mesin-komponen membentuk diagram blok dimana masukan “1” dikonsentrasikan dalam blok-blok sepanjang diagonal matriks (Burbidge 1977). Blok-blok ini sesuai untuk kelompok mesin-komponen yang digunakan untuk membentuk sistem manufaktur selluler. Bentuk matriks mesin-komponen awalnya dan bentuk diagonal blok terakhir disajikan pada Gambar 1.
Part Part 1 2 3 4 5 6 7 8 9 2 3 5 1 4 7 6 8 9 A 1 1 1 C 1 1 1 M B 1 1 1 M E 1 1 1 e C 1 1 1 e G 1 1 1 s D 1 1 1 s A 1 1 1 i E 1 1 1 i F 1 1 1 n F 1 1 1 n B 1 1 1 G 1 1 1 D 1 1 1
Sejumlah algoritma telah dikembangkan untuk mengidentifikasi kelompok-kelompok mesin-komponen untuk manufaktur selluler. Beberapa algoritma ini membentuk kelompok measin-kelompok dengan permutasi baris dan kolom dari matriks mesin-komponen (King dan Nakornchai 1982, Chan dan Milner 1982). Beberapa algoritma lainnya menggunakan teknik clustering dari sekumpulan bilangan taknsonomi untuk mengelompokkan mesin-mesin ke dalam sel mesin dan komponen-komponen ke dalam famili part (McAuley 1972, Carrie 1973, Seifoddini dan Wolfe 1986). Hasil semua algoritma ini dapat disajikan dalam bentuk diagonal blok. Ada beberapa studi yang membandingkan algoritma-algoritma ini (Mosier 1989, Chu dan Tsi 1991, Mitenburg dan Zhang 1991).
Suatu diagonal blok yang lengkap dimana kelompok-kelompok mesin-komponen terpisah bebas dapat diidentifikasi adalah ideal (cocok) untuk kesuksesan pengembangkan sistem manufaktur selluler. Sebagaimana diketahui jumlah part yang membutuhkan operasi dalam lebih dari satu sel mesin (exceptinal parts) meningkat, maka keefektifan sistem manufaktur selluler akan menurun. Hal ini berhubungan dengan ongkos material handling antaraselluler digabungkan dengan execeptional part (part luar biasa) dan keinginan penyesuaian dalam sistem manufaktur selluler untuk menampung proses exceptional part ini (Seifoddini 1989). Karena jumlah exceptional part merupakan suatu fungsi dari jumlah dari off-diagonal masukan/angka “satu” dalam matriks komponen, struktur matriks mesin-komponen akhir akan memenuhi/memuaskan keefektifan sistem manufaktur sellular. Untuk alasan ini, sejumlah ukuran pengelompokkan telah dikembangkan untuk mengevaluasi efisiensi bentuk diagonal blok termasuk : bond energy (BE)
(McCormick, dkk 1972), grouping efficiency (GE)
(
Chandrasekharan dan Rajagopalan1987), grouping efficaacy (GC) (Kumar dan Chandrasekharan 1990), dan grouping capability index (GCI) (Hsu 1990). Tidak ada studi yang telah dikerjakan untuk menentukan hubungan antara ukuran-ukuran ini dengan performansi sistem manufaktur sellular.
Dalam makalah ini, dievaluasi keefektifan ukuran yang ada dalam memperkirakan performansi suatu sistem manufaktur sellular dan dikembangkan suatu ukuran pengelompokkan yang baru dimana lebih konsisten dalam menentukan efisiensi bentuk diagonal blok untuk mengembangkan sistem manufaktur sellular.
2. LATAR BELAKANG
Salah satu algoritma pertama untuk mengubah matriks binary ke dalam bentuk diagonal blok menggunakan ukuran pengelompokkan yang disebut “bond energy” (BE) (McCormick, dkk. 1972). Ukuran ini dihitung sebagai berikut :
m n
BE = ∑ ∑ dij [ di,j+1 + di,j-1 + di+1,j + di-1,j ]
i=1 j=1
dimana :
m = jumlah baris dalam matriks binary n = jumlah kolom dalam matriks binary
dij = bilangan binary (nol atau satu) dalam baris i dan kolom j dari matriks
binary
d0,j = dm+1,j = di,0 = di,n+1 = 0
Karena ukuran ini selalu pada nilai maksimumnya bila bentuk diagonal blok yang diinginkan tercapai, hal ini dapat digunakan untuk evaluasi matriks mesin-komponen.
Grouping efficiency (GE) dikembangkan untuk mengevaluasi efisiensi matriks diagonal blok (Chandrasekharan dan Rajagopalan 1987). Hal ini didefinisikan dengan :
GE = qE1 + (1-q)E2 dimana :
Jumlah angka satu di dalam blok diagonal
E1 =
Total jumlah elemen dalam diagonal blok Jumlah angka nol di dalam blok off-diagonal
E2 =
Total jumlah elemen dalam off-diagonal blok
q = faktor pembobotan dengan range antara nol dan satu.
Pemilihan q untuk grouping efficiency adalah berubah-ubah dan menurut desainer ukuran (Kumar dan Chandrasekharan 1990), range nilai ukuran ini terbatas 75 - 100%. Yang berarti tetap bila ada sejumlah besar exceptional part, grouping efficiency dari matriks mesin-komponen paling sedikit 0.75.
Untuk menanggulangi masalah pemilihan q dan batasan range grouping efficiency, ukuran pengelompokkan lain dikembangkan. Ukuran ini adalah grouping efficacy (GC) dan didefinisikan sebagai (Kumar dan Chandrasekharan 1990) :
GC = q E1 + (1 - q) E2 dimana : K q = ∑ Mr . Nr / m . n r=1 e0 E1 = K ∑ Mr . Nr r=1 e0 E2 = 1 - K m . n - ∑ Mr . Nr r=1 dimana : K = jumlah blok
Mr = jumlah baris dalam blok ke-r Nr = jumlah kolom dalam blok ke-r
e0 = jumlah bilangan satu dalam blok diagonal
Grouping efficacy menanggulangi masalah grouping efficiency dengan memasukkan ukuran matriks ke dalam perhitungan ukuran. Hal ini juga memberikan dasar kuantitatif untuk perhitungan faktor pembobotan, q.
Dalam studi oleh Hsu (1990), ditunjukkan bahwa tidak ada group efficiency yang tidak group efficacy adalah konsisten dalam memperkirakan performansi sistem manufaktur sellular didasarkan pada struktur matriks mesin-komponen.
Grouping capability index (GCI) (Hsu 1990), didefinisikan sebagai berikut : e0
GCI = 1 - e dimana :
e0 = jumlah elemen exceptional dalam matriks mesin-komponen
e = total jumlah bilangan satu dalam matriks mesin-komponen
Berlawanan dengan dua ukuran sebelumnya, GCI tidak termasuk angka nol dari perhitungan grouping efficiency.
Lagi pula, untuk kebutuhan mesin dari part dimana diberikan pada matriks mesin-komponen, beberapa faktor produksi lain seperti volume produksi dan waktu proses produksi mempengaruhi performansi sistem manufaktur sellular. Tidak ada ukuran yang dibicarakan sebelumnya yang mempertimbangkan faktor-faktor ini. Dalam makalah ini, ukuran pengelompokkan baru didefinisikan, yang didasarkan pada mesin yang dibutuhkan part, volume produksi dan waktu proses operasi.
3. UKURAN PENGELOMPOKKAN YANG BARU
Ukuran pengelompokkan yang baru yang disebut “quality index” (QI) dihitung berdasarkan rasio dari beban kerja antarsellular dengan total beban kerja pabrik. Beban kerja antarsellular (intercellular workload = ICW) didefinisian sebagai :
K M N
ICW = ∑ ∑ Xil {∑ (1 - Yjl) Zij . Vj . Tij} l=1 i=1 j=1
dimana : 1 jika mesin i ditugaskan kepada sel mesin l
Xil = {
0 sebaliknya
1 jika part j ditugaskan kepada sel mesin l Yjl = {
0 sebaliknya
1 jika part j dioperasikan pada mesin i Zjj = {
0 sebaliknya
Vj = volume produksi untuk part j
Tij = waktu proses part j pada mesin i
K, M, dan N = masing-masing jumlah sel mesin, mesin dan part Total beban kerja pabrik (plant workload = PW) dihitung senagai berikut
M N
PW = ∑ ∑ Zij . Vj . Tij
i=1 j=1
Quality index (QI) untuk diagonal blok matriks mesin-komponen dihitung sebagai
ICW QI = 1 -
PW
Dengan memasukkan volume produksi dan waktu proses dalam perhitungan ukuran pengelompokkan, QI mempunyai potensi untuk memperbaiki evaluasi bentuk-bentuk diagonal blok. Hal ini sesuai dengan kenyataan bahwa volume produksi dan waktu proses adalah dua faktor yang berpengaruh pada performansi sistem manufaktur sellular. Sebagai suatu hasil, QI merupakan hubungan yang lebih tertutup terhadap performansi sistem manufaktur sellular daripada semua ukuran pengelompokkan lainnya yang melulu hanya menggunakan data dalam matiks mesin-komponen.
4. PERBANDINGAN UKURAN PENGELOMPOKKAN
Suatu model simulasi dikembangkan untuk evaluasi performansi sistem manufaktur sellular. Evaluasi performansi adalah dasar perbandingan dari lima ukuran pengelompokkan yang berbeda yang telah didefinisikan sebelumnya. Hal ini digunakan untuk menentukan ukuran yang lebih akurat dalam memperkirakan performansi sistem manufaktur sellular dengan mengevaluasi matriks mesin-komponen yang sesuai. Efisiensi matriks mesin-mesin-komponen dihitung dengan menggunakan ukuran pengelompokkan yang berbeda-beda. Kemudian performansi sistem manufakatur sellular ditentukan dengan menggunakan ukuran performansi seperti rata-rata waktu aliran (average flow time) dan rata-rata persediaan dalam proses (average in-process inventories). Terakhir, didasarkan pada hubungan antara nilai ukuran pengelompokkan matriks mesin-komponen dengan performansi sistem manufaktur sellular, dievaluasi keefektifan tiap-tiap ukuran pengelompokkan.
Bentuk algoritma prosedur evaluasi ukuran grouping efficiency adalah sebagai berikut :
Langkah 1. Pilih suatu matriks mesin-komponen dan ubah ke dalam bentuk diagonal
blok dengan menggunakan salah satu algoritma pengelompokkan mesin-komponen yang ada sperti ROC, DCA atau SCM.
Langkah 2. Hitung efisiensi bentuk diagonal blok dengan menggunakan ukuran
pengelompokkan termasuk : bond energy (BE), grouping efficiency (GE), grouping efficacy (GC), grouping capacity index (GCI), dan quality index (QI).
Langkah 3. Kembangkan suatu model simulasi dari sistem manufaktur sellular yang
sesuai untuk bentuk diagonal blok yang dihasilkan langkah 1.
Langkah 4. Estimasi rata-rata waktu alir dan rata-rata persediaan dalam proses
untuk sistem manufaktur sellular dengan menggunakan model simulasi yang dikembangkan dalam langkah 3.
Langkah 5. Ulangi langkah 1 sampai 4 untuk sejumlah siatuasi yang berbeda dan
evaluasi hubungan antara tiap-tiap ukuran pengelompokkan dengan performansi sistem manufaktur sellular.
Prosedur ini akan digunakan dalam bagian berikut untuk membandingkan ukuran pengelompokkan yang ada.
Model simulasi untuk evaluasi performansi sistem manufaktur sellular mempunyai karakteristik sebagai berikut :
1. Matriks mesin-komponen yang digunakan untuk membentuk sistem manufaktur sellular diberikan pada Gambar 2.
2. Waktu antara pesanan part berdistribusi eksponensial dengan mean 10 jam. Ukuran tiap pesanan mempunyai distribusi uniform antara 1-10 part.
3. Waktu set-up dan waktu proses adalah seterministik (digunakan data dari suatu shop nyata).
4. Waktu set-up adalah tergantung urutan. Waktu set-up untuk part-part dalam famili part adalah setengah dari semua part dari dua famili part yang berbeda. Rasio ini menurun sampai 0.1 bila dua part yang identik mendatangi suatu mesin dalam baris.
5. Proses dan tranportasi part antara sel mesin dikerjakan/dimasukkan dalam batch. Dalam satu sel mesin, part-part ditransfer ke mesin berikutnya sesegera mungkin diproses pada mesin yang berlangsung.
6.
Rata-rata waktu aliran dan persediaan dalam proses digunakan sebagai ukuranperformansi sistem manufaktur selular.
Part 1 2 3 4 5 6 7 8 9 10 11 1 1 1 1 M 2 1 1 1 1 e 3 1 1 1 1 s 4 1 1 1 1 i 5 1 1 1 n 6 1 1 1 7 1 1 1 1
(a) Matriks mesin-komponen awal
Famili part 1 2 6 9 3 7 11 4 5 8 10 2 1 1 1 1 M 3 1 1 1 1 e 1 1 1 1 s 5 1 1 1 i 6 1 1 1 n 4 1 1 1 1 7 1 1 1 1
(b) Bentuk diagonal blok
Model simulasi ini digunakan untuk mengetimasi dua ukuran performansi yaitu : rata-rata waktu aliran dan rata-rata persediaan dalam proses. Satu periode warm-up (pemanasan) terdiri dari 6 bulan digunakan untuk meminimisasi pengaruh periode transient. Metode grafik diketahui sebagai metode replikasi/penghilangan (deletion) digunakan untuk menentukan panjang periode warm-up. Uji visual dari grafik menunjukkan bahwa performansi sistem mencari keadaan steady state dalam enam bulan. Bagaimanapun periode warm-up sama dengan enam bulan dipertimbangkan dan semua pengamatan yang dicatat selama periode tersebut dipotong.
Model disimulasi lebih dari satu periode dalam satu tahun melebihi periode warm-up. Metode yang disebut batching data dianjurkan dalam teks simulasi sebagai suatu teknik untuk menyusun suatu titik estimasi dan interval convidence mean. Didasarkan pada metode batching ini, data dibangkit selama kondisi steady state dibagi dalam n batch dari ukuran k. Dalam studi ini data dibagi dalam 20 batch terdiri dari 13 hari (hampir sama dengan satu tahun termasuk hari libur). Hal ini layak membagi pengamatan dari simulasi panjang tunggal dirun ke dalam 10 sampai 20 batch (Law dan Kelton 1982).
Jika diinginkan untuk meminimisasi varians dari mean perbedaan aliran bilangan random dikerjakan semua model simulasi. Yaitu, aliran yang sama digunakan untuk membangkitkan waktu antara pesanan dan ukuran pesanan untuk semua versi.
5. ANALISA HASIL
Untuk mengevaluasi hubungan antara nilai ukuran pengelompokkan : BE, GE, GC, GCI dan QI, dengan performansi sistem manufaktur sellular, ada lima versi yang berbeda dari chart mesin-komponen Gambar 2 digunakan dalam eksperimen simulasi. Variasi dari satu versi dengan lainnya terbatas dalam perubahan jumlah exceptional part dan kebutuhan prosesnya.
Pada bagian berikutnya, tiap-tiap versi matriks mesin-komponen dan hasil-hasil simulasi gabungan disajikan. Dan juga, matriks mesin-komponen yang sering disebutkan dalam literatur akan digunakan untuk menghitung ukuran efisiensi dan mengestimasi (menggunakan simulasi) performansi sistem manufaktur sellular. Hal ini memberikan suatu dasar khusus untuk membandingkan hasil-hasil studi dengan hasil-hasil yang sudah ada.
Dalam versi 1 (Gambar 3(a)), ada tiga sel mesin dimana tidak ada
exceptional part. Sebagaimana diharapkan dalam kasus ini, semua ukuran pengelompokkan menghasilkan efisiensi 100%. Nilai ukuran-ukuran ini dan hasil-hasil simulasi diberikan pada Gambar 3(b). Dapat dicatat bahwa semua ukuran pengelompokkan terkecuali BE ada dalam skala 0 - 1.0. Jika ingin menyajikan BE dalam skala yang sama, nilai BE untuk matriks mesin-komponen yang ideal dipertimbangkan sama dengan 1.0. Kemudian nilai BE untuk versi yang lain dari matriks tersebut dibagi dengan nilai matriks yang ideal. Sebagai contoh, asumsi bahwa matriks ideal manghasilkan BE sama dengan 64 dan matriks versi lain menghasilkan BE sama dengan 59. Jadi nilai penyesuaian untuk matriks ideal adalah 64/64 = 1, dan matriks berikutnya adalah 59/64 = 0.92.
Part 1 2 6 9 3 7 11 4 5 8 10 2 1 1 1 1 M 3 1 1 1 1 e 1 1 1 1 s 5 1 1 1 i 6 1 1 1 n 4 1 1 1 1 7 1 1 1 1
(a) Bentuk diagonal blok Efisiensi matriks
BE GE GC GCI QI
1 1 1 1 1
Performansi shop
Waktu aliran Pekerjaan sedang berjalan
35 19
(b) Ukuran pengelompokkan dan hasil-hasil simulasi Gambar 3. Matriks mesin-komponen versi 1
Versi 2 (Gambar 4(a) sedikit berbeda dengan versi 1. Part 1, dalam versi ini mempunyai satu operasi diluar sel mesin 1 dan menjadi exceptional part. Karena part ini mempunyai minimum kadar beban kerja (workload content) (waktu proses x volume), pengaruhnya pada performansi manufaktur sellular adalah minimum. Hal ini digambarkan dalam hasil simulasi dimana rata-rata waktu aliran adalah secara marginal lebih tinggi dari versi tetapi tidak ada perubahan pada rata-rata persediaan dalam proses. Semua ukuran pengelompokkan lebih rendah dari versi 1 seperti yang disajikan pada Gambar 4(b).
Part 1 2 6 9 3 7 11 4 5 8 10
2 1 1 1 1
M 3 1 1 1 1
e 1
1 1 1
s 5
1 1 1
i 6
1 1 1
n 4
1 1 1 1
7
1 1 1 1
(a) Bentuk diagonal blok Efisiensi matriks BE GE GC GCI QI 0.93 0.97 0.92 0.96 0.99 Performansi shop
Waktu aliran Pekerjaan sedang berjalan
38 19
(b) Ukuran pengelompokkan dan hasil-hasil simulasi Gambar 4. Matriks mesin-komponen versi 2
Dalam versi 3 (Gambar 5(a), part 8 menjadi suatu exceptional part (part istimewa) (dengan penggantian operasinya dari mesin 4 ke mesin3). Part ini mempunyai kadar beban kerja yang paling tinggi dan perubahan statusnya akan merubah ukuran performansi sebagaimana ditunjukkan oleh hasil-hasil simulasi (Gambar 5(b)). Hanya satu ukuran pengukuran, QI, memperlihatkan perubahan secara dramatis. QI menurun dari 0.99 pada versi 2 menjadi 0.90 pada versi ini. BE menurun dari 0.93 menjadi 0.90. Semua ukuran yang lain tidak merasakan perubahan dalam versi 3 dan yang lainnya juga sama (Gambar 5(b)).
Part 1 2 6 9 3 7 11 4 5 8 10
2 1 1 1 1
M 3 1 1 1 1
e 1
1 1 1
s 5
1 1 1
i 6
1 1 1
n 4
1 1 1 1
7
1 1 1 1
(a) Bentuk diagonal blok
Efisiensi matriks
BE GE GC GCI QI 0.90 0.97 0.92 0.96 0.90
Performansi shop
Waktu aliran Pekerjaan sedang berjalan
78 40
(b) Ukuran pengelompokkan dan hasil-hasil simulasi
Pada versi 4, (Gambar 6(a)), ada dua part istimewa (exceptioanl part) yaitu part 1 dan 5. Kedua part ini merupakan kadar beban kerja terendah, dan sebagaimana diharapkan mempunyai pengaruh kurang merugi terhadap performansi sistem manufaktur sellular dibandingkan dengan part istimewa tunggal pada versi 3. Hal ini digambarkan dengan nilai QI yang menaik menjadi 0.92 dari 0.90 dalam kasus sebelumnya. Ukuran lain menunjukkan kemunduran/penurunan dalam GE (Gambar 6(b)). Ukuran performansi pada versi ini juga menunjukkan perbaikan secara konsisten dengan kenaikan dalam QI.
Part 1 2 6 9 3 7 11 4 5 8 10 2 1 1 1 1 M 3 1 1 1 e 1 1 1 1 1 s 5 1 1 1 i 6 1 1 1 1 n 4 1 1 1 1 7 1 1 1 1
(a) Bentuk diagonal blok
Efisiensi matriks
BE GE GC GCI QI 0.84 0.94 0.85 0.92 0.92
Performansi shop
Waktu aliran Pekerjaan sedang berjalan
43 19
(b) Ukuran pengelompokkan dan hasil-hasil simulasi
Gambar 6. Matriks mesin-komponen versi 4
Terakhir, pada versi 5, dua elemen istimewa diciptakan (Gambar 7(a)) tetapi dalam kasus ini dua operasi dengan kadar beban kerja terbesar dilokasikan kembali (operasi part 6 dan part 4 pada mesin7). Dalam hal ini diharapkan bahwa beban kerja intersellular yang lebih berat diciptakan oleh kedua elemen istimewa ini akan menuju penurunan dalam performansi perusahaan. Hasil-hasil run simulasi menunjukkan suatu perubahan drastis dalam ukuran performansi (Gambar 7(b)). Kriteria QI ditunjukkan terjadi penurunan efisiensi matriks dari 0.96 ke 0.78. Semua ukuran yang lain ditunjukkan tidak terjadi perubahan dalam efisiensi walaupun terjadi perubahan pada performansi perusahaan.
Part 1 2 6 9 3 7 11 4 5 8 10 2 1 1 1 M 3 1 1 1 1 1 e 1 1 1 1 s 5 1 1 1 i 6 1 1 1 n 4 1 1 1 1 1 7 1 1 1 1
(a) Bentuk diagonal blok
Efisiensi matriks
BE GE GC GCI QI 0.84 0.94 0.85 0.92 0.78
Performansi shop
Waktu aliran Pekerjaan sedang berjalan 67.2 jam 33 part
(b) Ukuran pengelompokkan dan hasil-hasil simulasi Gambar 7. Matriks mesin-komponen versi 5
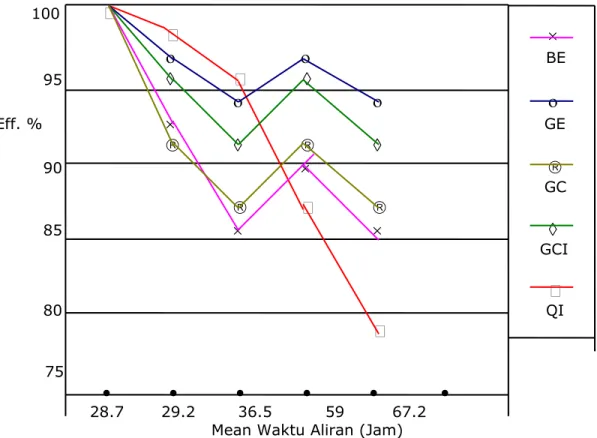
5.1. Grafik Perbandingan Hasil-hasil Eksperimen
Didasarkan pada hasil-hasil yang diperoleh oleh lima versi matriks mesin-komponen, nilai-nilai ukuran efisiensi versus performansi perusahaan diplotkan pada Gambar 8. Gambar ini menunjukkan, mean waktu aliran menaik dan efisiensi matriks mesin-komponen menurun. Grafik QI secara konsisten mengikuti suatu hubungan dengan GE, GC, GCI dan BE yang mempunyai pola gabungan.
100
×
ο
ο
BE 95◊ ◊
ο
ο
ο
Eff. %×
GE
◊
◊
90×
GC
85× ×
◊
GCI
80 QI
75
• • • • • •
28.7 29.2 36.5 59 67.2
Mean Waktu Aliran (Jam)
Gambar 8. Nilai ukuran pengelompokkan versus mean waktu aliran 5.2. Test Hipotesa
Untuk menggambarkan kesimpulan statistik pada pengujian kecocokan ukuran QI yang dusulkan, suatu test hipotesa dilakukan dimana didefinisikan sebagai berikut :
Ho1 :Tidak ada perbedaan, antara mean waktu aliran pada level yang berbeda dari QI
Ho2 : Tidak ada perbedaan, antara persediaan work-in-proses (WIP) pada level yang berbeda dari QI.
Penolakan Ho1 dan Ho2 menunjukkan bahwa performansi manufaktur sellular adalah sensitif terhadap perubahan efisiensi matriks mesin-komponen.
Tabel 1 menunjukkan mean waktu aliran dan persedian work-in-proses (WIP) ke-lima kasus yang dipelajari dalam keadaan steady state dengan convidence interval 95%.
Versi
matriks Mean waktu aliran (Fi)
CI (95%) WIP (WMean i) CI (95%) 1 2 3 4 5 28.7 29.2 59 36.5 67.2 22.7 - 34.6 23.4 - 34.9 41.8 - 77.3 28.8 - 44.1 47.3 - 87.0 13.2 13.4 29 17.0 33 9.05 - 17.7 9.29 - 28.5 18.6 - 41.2 12.0 - 22.1 21.9 - 44.2
Tabel 1. Mean dan convidence interval waktu aliran dan WIP
Dari tabel tersebut, estimasi mean flow time (Fi ) dan mean WIP inventory (Wi )
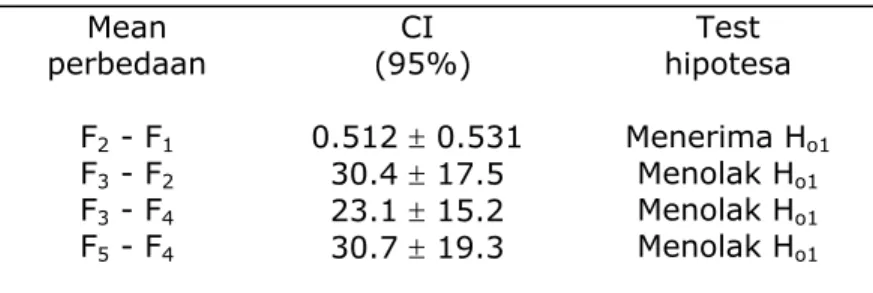
kelihatan menjadi sedikit berbeda dari satu versi ke versi lainnya.Untuk melihat perbedaan ini dilakukan secara statistik dengan convidence interval uji t-berpasangan (paired-t test) (Djassemi 1994) dan hasil-hasilnya diringkaskan dalam Tabel 2 dan 3. Mean perbedaan CI (95%) Test hipotesa F2 - F1 F3 - F2 F3 - F4 F5 - F4 0.512 ± 0.531 30.4 ± 17.5 23.1 ± 15.2 30.7 ± 19.3 Menerima Ho1 Menolak Ho1 Menolak Ho1 Menolak Ho1
Tabel 2. Hasil test hipotesa untuk mean waktu aliran
Dari tabel 2, hipotesa null (Ho1 ) memperhatikan perbedaan antara versi 1 dan
2 dalam mean waktu aliran diterima pada level significance 5%. Dengan kata lain, kedua versi ini mempunyai mean waktu aliran kerja yang sangat tertutup. Efisiensi matriks sistem manufaktur sellular pada bagian QI adalah masing-masing 1 dan 0.99 yang menjelaskan performansi tertutup dari kedua versi tersebut.
Hipotesa null ditolak pada kasus yang lain menunjukkan bahwa mean waktu aliran tidak sama antara versi 2 dan 3, 3 dan 4, serta 4 dan5. Ada penjelasan untuk hasil ini, yaitu perubahan dalam level QI mempunyai pengaruh pada mean waktu aliran, sementara itu perubahan pada ukuran efisiensi yang lain tidak menunjukkan pengaruh yang sama dan pada beberapa kasus tidak menunjukkan pengaruh.
Mean perbedaan CI (95%) Test hipotesa W2 - W1 W3 - W2 W3 - W4 W5 - W4 0.167 ± 0.232 16.7 ± 8.62 3.84 ± 2.34 19.8 ± 8.81 Menerima Ho1 Menolak Ho1 Menolak Ho1 Menolak Ho1 Tabel 3. Hasil test hipotesa untuk mean WIP
Tabel 3 menunjukkan hasil-hasil hipotesa null pada persediaan WIP. Kesimpulan hasil meyarankan untuk menerima hipotesa null Ho2 dengan memperhatikan perbedaan mean antara versi 1 dan 2 pada bagian WIP. Bila level QI tidak berubah dari versi 1 ke versi 2, performansi perusahaan membuat tindakan yang bebar. Hipotesa null untuk perbedaan mean versi 3 dan 2, 3 dan 4, serta 5 dan 4 ditolak, menandakan bahwa perubahan dalam level QI mempunyai pengaruh pada mean WIP dalam manufaktur sellular perusahaan.
Hasil-hasil di atas menunjukkan bahwa QI antara ukuran pengelompokkan adalah sensitif terhadap perubahan kadar beban kerja dari part pada sistem
manufaktue sellular. Karena kadar beban kerja adalah hubungan tertutup terhadap performansi sistem manufaktur sellular, QI adalah ukuran efisiensi pengelompokkan yang lebih efisien daripada ukuran lain yang telah dibicarakan dalam literatur. Hal ini dipertegas oleh hasil simulasi yang konsisten dengan nilai QI.
1. KESIMPULAN
Model simulasi digunakan untuk menentukan hubungan antara nilai ukuran pengelompokkan dengan performansi sistem manufaktur sellular. Lima ukuran pengelompokkan yang berbeda dibandingkan didasarkan pada hasil-hasil simulasi. Studi menunjukkan bahwa ukuran pengelompokkan bila memungkinkan diidentifikasi dapat memperkirakan performansi sistem manufaktur sellular yang sesuai. Didasarkan pada hasil simulasi, ukuran pengelompokkan yang baru yaitu QI ternyata lebih efisien daripada ukuran pengelompokkan lain karena hubungannya lebih tertutup terhadap performansi sistem manufaktur sellular.
DAFTAR PUSTAKA
1. Burbridge, J.L., The Introduction of Group Technology , Wiley, New York, 1875
2. Chandrasekharan, M.P., and Rajogophalan, R., MODROC: An Extension of Rank
Order Clustering for Group Technology, International Journal of Production Research, 24(5), 1221-1233, 1986.
3. Eichler, E.F., Group Technology of Assembly Process, MSC Thesis, Clarkson
University, USA, 1989.
4. Hahn, W.F., Perrego, T.A., and Petersen, H.C., Cellular Manufacturing, Can’t It
Help You ? , The Journal of Applied Manufacturing Systems, 5(1), 47-52,
1992.
5. Khator, S.K., and Irani, S.A., Cell Formation in Group Technology : A New
Approach, Computers in Industrial Engineering, 12(2), 131-142, 1986.
6. Perrego, T.A., Flexible Machine-component Grouping Algorithm Based On Group
Technology Techniques, M.Sc. Thesis, Alfred University, USA, 1991.
7. Seifoddini, H., and Wolfe, P.M., Application of the Similarity Coefficient Method in
Group Technology, Insitute of Industrial Engineering Transaction, 18(3),