Realisasi Plant Elevator Miniatur
E. Merry Sartika dan Jeffry Augustinus
Jurusan Teknik Elektro, Universitas Kristen Maranatha, Bandung Jl. Suria Sumantri 65, Bandung 40164, Indonesia
[email protected], [email protected]
Abstrak: Saat ini sarana pendidikan banyak menggunakan simulasi dengan komputer. Namun sistem yang dibuat banyak yang tidak dapat mewakili sistem yang sebenarnya. Untuk itu dibutuhkan sistem atau plant nyata, agar mahasiswa dapat mengimplementasinya. Di era modern ini, plant elevator banyak ditemukan di banyak tempat. Pengontrolan pada plant
elevatorpun saat ini sudah otomatis, tidak dilakukan manual oleh manusia. Salah satu pengontrol yang banyak digunakan untuk mengontrol plant elevator adalah PLC (Programmable Logic Controller). Selain itu, Software SCADA (Supervisory Control And Data Acquisition) dapat mendukung untuk realisasi dari plant elevator miniatur. Dalam penelitian ini direalisasikan plant elevator miniatur yang dapat mewakili plant elevator yang sebenarnya dengan menggunakan pengontrol PLC dan SCADA untuk memonitoring kecepatan, kapasitas, dan daya angkut dari elevator. Pengontrolan dapat dilakukan secara langsung melalui panel box yang berisi PLC dan komponen-komponen pengontrol lainnya. SCADA memonitoring dan mengolah data, sehingga dapat meningkatkan efektifitas dan efisiensi dari elevator. Berdasarkan hasil analisis, beban ideal yang dapat diangkut oleh plant elevator miniatur maksimum 5 kg dan dengan memprioritaskan panggilan searah maka daya dan waktu yang digunakan oleh plant elevator miniatur menjadi lebih efektif dan efisien.
Kata kunci:PLC, SCADA, Plant elevator, beban, waktu, daya
Abstract: Many educational facilities using computer simulation, but can not represent the actual system. Therefore, it is required the real system or the real plant, so students can implement them. In this modern era, elevator plants are found in many places. Control of the elevator plant is automatic, not performed manually by humans. One controller that widely used to control the elevator plant is PLC (Programmable Logic Controller). Additionally, SCADA (Supervisory Control And Data Acquisition) software can support the realization of a miniature elevator plant.In this research, has been realized a miniature elevator plant that can represent the actual elevator plant using PLC and SCADA for monitoring the speed, capacity, and the carrying capacity of the elevator. Control can be done through the panel box that contains PLC and other controller components. SCADA monitors and process the data to improve the effectiveness and efficiency of the elevator.Based on the analysis, the ideal loads that can be transported by the miniature elevator plant is maximum 5 kg, and with prioritize the call having the same direction, the power used by the miniature elevator plant become more effective and efficient.
Keywords:PLC, SCADA, elevator plant, load, time, power
ISSN 1979-2867 (print)
Electrical Engineering Journal
I.
PENDAHULUAN
Saat ini sarana pendidikan banyak menggunakan simulasi dengan komputer. Melalui simulasi tersebut dianggap dapat mewakili berbagai sistem yang diinginkan. Namun sistem yang dibuat banyak mengasumsikan berbagai parameter sehingga tidak dapat mewakili sistem yang sebenarnya. Di samping itu berbagai kendala kondisi sebenarnya banyak yang diabaikan. Hal ini dapat mengurangi kemampuan kreatifitas mahasiswa untuk mengatasi berbagai kendala tersebut.
Berbagai sistem atau plant nyata banyak dibutuhkan dan dibuat agar mahasiswa dapat mengimplementasi, sehingga tidak sekedar simulasi saja. Salah satu sistem atau plant banyak ditemukan di banyak tempat adalah plant elevator. Elevator merupakan alat transportasi yang banyak digunakan pada gedung-gedung bertingkat, seperti apartemen, mall, dan lainnya. Elevator merupakan angkutan transportasi vertikal dalam bangunan bertingkat yang digunakan untuk mengangkut orang atau barang. Pemakaian elevator sangat membantu bagi mobilitas baik orang maupun barang dalam suatu gedung. Pengontrolan pada plant elevatorpun saat ini sudah otomatis, tidak dilakukan manual oleh manusia. Salah satu pengontrol yang banyak digunakan untuk mengontrol plant elevator adalah PLC (Programmable Logic Controller).
Maka pada penelitian ini dirancang plant elevator miniatur yang dapat mewakili plant
elevator yang sebenarnya, yang dapat bekerja secara otomatis menggunakan pengontrol PLC dengan tambahan software SCADA (Supervisory Control And Data Acquisition) sehingga dapat mendukung untuk dalam pengamatan dan pengolahan data dari plant elevator. Hal ini akan membantu sistem kerja dari elevator yaitu menampung setiap permintaan atau interupsi dari dalam maupun dari luar elevator, yang kemudian dikerjakan satu per satu sampai semua permintaan dijalankan. Untuk itu dengan adanya SCADA, efektifitas dan efisiensi dari elevator dapat diperhatikan dengan memonitoring kecepatan, kapasitas, dan daya angkut elevator.
II.
PERANCANGAN
Bab ini membahas perancangan dan pengontrolan plant miniatur elevator. Spesifikasi sistem untuk miniatur elevator ini ditunjukkan pada Gambar 1.
Sistem miniatur elevator ini dibagi menjadi 3 bagian besar yaitu PC pada Gambar 1.a, Panel box pada Gambar 1.b, dan Plant miniatur elevator pada Gambar 1.c. Pada bagian PC terdapat software Twidosuite yang berfungsi untuk mentransfer program PLC dan Vijeo Citect (SCADA) yang berfungsi untuk memonitor miniatur elevator. Pada bagian Panel box terdapat komponen-komponen pengontrol miniatur elevator seperti PLC, Altivar dan lain-lain.[1]
Plant miniatur elevator terdiri atas hoistway, sangkar, counter weight dan door elevator. Pada plant tersebut dipasang sensor dan aktuator seperti motor 3 phasa untuk memutarkan
pulley agar sangkar dapat naik dan counter weight dapat turun sebagai pemberat, inverter (diletakkan pada panel box) yang digunakan untuk mengendalikan kecepatan putaran motor listrik, rotary encoder sebagai pencatat putaran motor untuk mengetahui posisi sangkar, dan motor dc untuk menggerakkan rantai yang terhubung langsung dengan door elevator.[2]
Pada panel box selain inverter terdapat Programmable Logic Controller (PLC) yang digunakan untuk mengontrol sistem plant miniatur elevator, dengan membaca data dari sensor dan memberikan perintah kepada aktuator. Selain untuk mengontrol PLC juga dapat digunakan untuk mengakuisisi data sehingga dapat digunakan untuk memonitor kondisi plant miniatur elevator.[3] Melalui software SCADA, pengamatan dan pengolahan data yang dibaca PLC dapat ditampilkan di PC. Pada plant miniatur elevator, pengontrolan dapat dilakukan secara langsung melalui panel box, atau melalui PC dengan memilih tombol virtual yang disediakan.
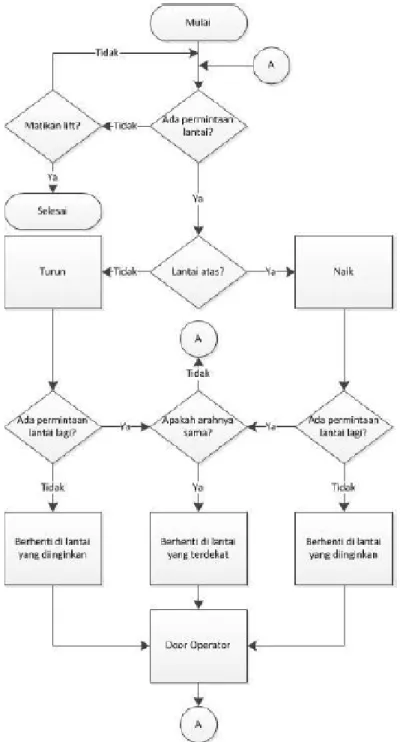
Realisasi naik turun sangkar miniatur elevator ditunjukkan pada Gambar 2. Elevator bekerja dengan algoritma kondisi sebagai berikut:
1. Pada saat PLC di stop maka posisi sangkar harus di mulai dari lantai 1 kembali. 2. Motor baru dapat menarik sangkar ketika pintu sudah tertutup.
3. Input berupa tombol luar pada tiap lantai yaitu, tombol naik pada lantai 1, tombol naik dan tombol turun pada lantai 2, dan tombol turun pada lantai 3.
4. Jika elevator berada di lantai 1, lalu ditekan tombol naik dan turun pada lantai 2, dan tombol turun dari lantai 3, maka elevator akan naik ke lantai 2 kemudian harus naik dahulu ke lantai 3 setelah itu dapat turun kembali ke lantai 2 untuk memenuhi panggilan turun pada lantai 2.
Gambar 3. merupakan gambar Flowchart Program naik turun sangkar. Pertama-tama saat Program PLC diaktifkan sangkar harus berada pada lantai 1. Panggilan dilakukan melalui push button yang terhubung dengan PLC. Panggilan tidak dapat dilakukan saat sangkar sedang berjalan. Sangkar akan bergerak menuju panggilan dari lantai 2 atau lantai 3. Jika sangkar berhenti pada lantai 2 setelah berangkat dari lantai 1, panggilan terhadap lantai 1 dapat terpenuhi jika tidak ada panggilan pada lantai 3. Elevator cenderung untuk mengejar panggilan yang searah dengan panggilan sebelumnya, baru kemudian memenuhi panggilan yang berlawanan arah.
Realisasi door operator pada miniatur elevator memiliki kondisi-kondisi berikut: 1. Tidak ada benda yang menahan saat pintu terbuka maupun tertutup .
2. Input berupa push button sehingga tidak perlu ditekan terlalu lama.
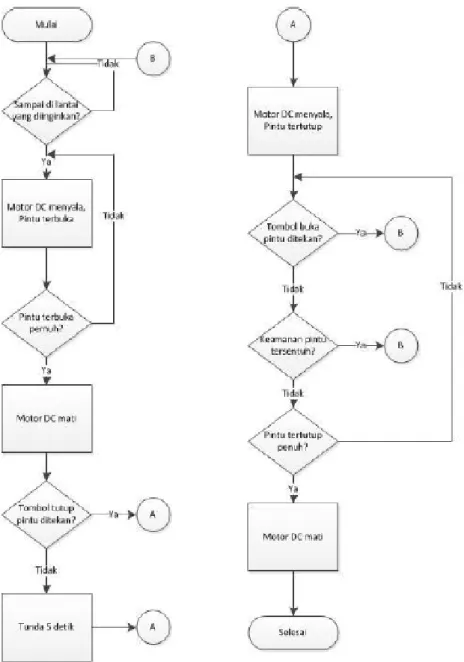
Gambar 4. merupakan gambar Flowchart Program Buka Tutup Pintu. Pertama-tama saat Program PLC diaktifkan sangkar pintu harus dalam keadaan tertutup. Bila ingin membuka atau menutup pintu dapat dilakukan melalui push button yang terhubung dengan PLC. Saat pintu tiba di lantai yang diinginkan maka motor dc akan bekerja dan pintu terbuka. Saat pintu terbuka, tombol close tidak akan berpengaruh bila ditekan. Bila pintu telah terbuka, motor akan mati dan PLC menunda selama 5 detik sebelum motor kembali bekerja untuk menutup pintu. Bila sebelum 5 detik tombol close ditekan maka motor akan langsung menyala untuk menutup pintu dan waktu tunda diabaikan. Bila saat motor sedang menutup pintu tombol open kembali ditekan maka pintu akan kembali terbuka dan mengulang proses saat pintu terbuka.
Terdapat 2 buah Sensor Limit Switch yang dipakai pada Door Operator. Penempatan posisi ke dua sensor itu disesuaikan dengan bentuk papan Door Operator. Posisi sensor ditempatkan untuk dua kondisi yaitu saat pintu tertutup dan saat pintu terbuka. Saat elevator sampai pada lantai yang diinginkan maka motor akan otomatis berputar menarik pintu sehingga terbuka.
Batas pintu terbuka adalah saat mengenai sensor limit switch untuk pintu terbuka. Saat pintu tertutup, batas untuk pintu tertutup adalah sensor limit switch untuk pintu tertutup dan motor dc akan mati. Selain itu terdapat juga sensor slow door berupa limit switch juga yang membuat pintu bergerak menjadi lambat karena ada perubahan tegangan input dari motor DC.
Semua tombol-tombol input dan lampu-lampu indikator output miniatur elevator terdapat di depan Panel box seperti pada Gambar 5. Di dalam panel box terdapat converterpower supply
AC to DC 24V, Altivar 31, PLC, Relay, dan Rangkaian door operator seperti pada Gambar 5.
Gambar 5. Panel Box tampak luar
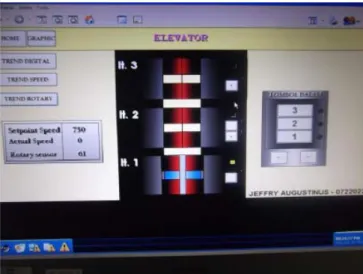
Pengontrolan elevator selain dapat dilakukan langsung menggunakan tombol-tombol yang terdapat di Panel box, dapat juga dilakukan melalui software SCADA[4] seperti pada Gambar 6.
Pembuatan gambar pada software SCADA dibuat mewakili realisasi elevator miniatur. Terdapat tombol luar dan tombol dalam yang fungsinya sama seperti pada panel box. Terdapat juga tampilan untuk setpoint speed[5] dan actual speed sehingga dapat dilihat berapa nilai kecepatan dari miniatur elevator. Selain itu terdapat pula nilai sensor rotary encoder yang menentukan posisi elevator.
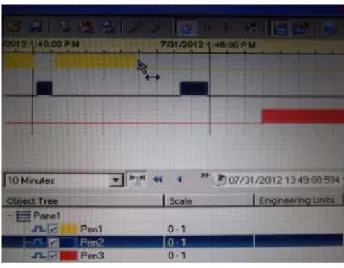
Untuk melihat nilai kecepatan dan posisi dalam bentuk trend atau grafik, pada layout Gambar 7. terdapat tombol TREND DIGITAL yang berfungsi untuk melihat posisi sudah berapa kali miniatur elevator melewati tiap lantai. Pada Gambar 7, warna kuning menandakan lantai 1, warna merah menandakan lantai 2, dan warna biru menandakan lantai 3.
Gambar 7. Display Trend Digital
Selain itu terdapat pula tombol TREND SPEED yang berfungsi untuk melihat nilai kecepatan motor dalam bentuk grafik seperti pada Gambar 8. dan TREND ROTARY yang berfungsi untuk melihat posisi elevator dalam bentuk grafik seperti pada Gambar 9.
Gambar 9. Display Trend Rotary
III.
DATA PENGAMATAN DAN ANALISIS
Data pengamatan pada miniatur elevator yang diambil dibagi menjadi 4 bagian yaitu: waktu naik turun sangkar dan buka tutup pintu, pengaruh perubahan beban terhadap kecepatan miniatur elevator, pengaruh perubahan beban terhadap error posisi yang ditimbulkan, daya yang dibutuhkan miniatur elevator. Keempat data ini diambil untuk mengetahui kinerja dari miniatur elevator yang telah direalisasikan.
III.1.
Waktu naik turun sangkar dan buka tutup pintu.
Data waktu yang diambil adalah data waktu saat naik turun sangkar dan buka tutup pintu.
TABEL 1.WAKTU ELEVATOR MINIATUR TURUN
TABEL 2.WAKTU ELEVATOR MINIATUR NAIK
Dari data pada Tabel 1 dan 2, waktu naik dari lantai 1 ke lantai 2 lebih kecil 0.193 detik dibandingkan waktu turun dari lantai 2 ke lantai 1. Waktu naik dari lantai 2 ke lantai 3 lebih kecil 0.15 detik dibandingkan waktu turun dari lantai 3 ke lantai 2. Waktu naik dari lantai 1 ke lantai 3 lebih kecil 0.335 detik dibandingkan waktu turun dari lantai 3 ke lantai 1.
Selain itu, jumlah waktu dari waktu naik dari lantai 1 ke 2 dan waktu naik dari lantai 2 ke 3 lebih besar 2.626 detik dibandingkan dengan waktu naik dari lantai 1 ke lantai 3 langsung. Jumlah waktu turun dari lantai 3 ke 2 dan waktu turun dari lantai 2 ke lantai 1 lebih besar 2.634 detik dibandingkan dengan waktu turun dari lantai 3 ke lantai 1 langsung.
Dari kedua analisa tersebut, dapat disimpulkan bahwa waktu naik elevator lebih kecil dibandingkan dengan waktu turun elevator karena adanya gaya gravitasi dari counter weight
(pemberat). Selain itu, waktu naik dari lantai 1 ke 3 melalui lantai 2 dan waktu turun dari lantai 3 ke 1 melalui lantai 2 lebih besar dibandingkan waktu naik lantai1 ke 3 langsung maupun waktu turun lantai 3 ke 1 langsung, hal ini disebabkan adanya percepatan dan perlambatan dari lift.
TABEL 3.WAKTU ELEVATOR MINIATUR BUKA TUTUP PINTU
Dari Tabel 3 dapat disimpulkan bahwa waktu buka pintu lebih besar 0.773 detik dibandingkan waktu tutup pintu. Hal ini disebabkan oleh kurang baiknya pemasangan dan bentuk gerigi roda untuk door operator yang dibuat.
III.2.
Pengaruh perubahan beban terhadap kecepatan miniatur elevator.
Untuk pengukuran kecepatan dari miniatur elevator ini, ditambahkan beban 3kg, 5kg, 8kg, 10kg, dan 13 kg. Beban ini dipakai untuk membandingkan nilai kecepatan elevator yang menggunakan variasi beban dan tanpa beban.
Pengukuran kecepatan dibagi menjadi 3 yaitu waktu percepatan, waktu kecepatan tetap dan waktu perlambatan. Dari Gambar 10. dapat dilihat bahwa slope naik adalah percepatan elevator, garis puncak yang tetap adalah kecepatan puncak tetap, dan slope turun adalah perlambatan elevator.
TABEL 4.RATA-RATA WAKTU PERCEPATAN ELEVATOR MINIATUR
TABEL 5.RATA-RATA WAKTU KECEPATAN TETAP ELEVATOR MINIATUR
TABEL 6.RATA-RATA WAKTU PERLAMBATAN ELEVATOR MINIATUR
Dari Tabel 4, Tabel 5,dan Tabel 6 dapat disimpulkan bahwa percepatan, kecepatan tetap dan perlambatan dari miniatur elevator dengan beban kosong hingga beban 13 kg tidak ada perubahan yang sangat signifikan. Selisih – selisih yang terjadi disebabkan kurang sempurnanya
rail lift dan adanya gesekan antara rail lift dengan guide shoe.
III.3.
Pengaruh perubahan beban terhadap error posisi yang ditimbulkan
Nilai dari sensor rotary encoder digunakan untuk melihat error dari posisi bila elevator diberi beban variasi dari 0 kg, 3 kg, 5 kg, 8 kg, 10kg, dan 13 kg. Nilai setpoint lantai 1 adalah 304, lantai 2 adalah 41958 , dan lantai 3 adalah 83975. Konversi cm menjadi rotary encoder
yaitu 1cm = 416.54. Nilai ini didapat dari selisih setpoint lantai 2 dan lantai 1 dibagi dengan jarak lantai ke lantai 2. Jarak lantai 1 dan lantai 2 adalah 1 meter. Tabel 7 menunjukan error
posisi miniatur elevator dari masing-masing lantai tanpa diberi beban.
TABEL 7.ERROR POSISI TANPA BEBAN PADA ELEVATOR MINIATUR
Untuk memudahkan perbandingan error posisi, maka dibuat Tabel 8. Agar dapat melihat perbedaan dari beban 0 kg hingga 13 kg.
TABEL 8.PERBANDINGAN ERROR POSISI DALAM CM PADA ELEVATOR MINIATUR
Dari Tabel 8 dapat disimpulkan bahwa semakin besar beban yang diberikan pada miniatur elevator semakin besar pula error posisi yang ditimbulkan saat perpindahan posisi elevator ke lantai yang dituju dengan kecepatan yang sama.
Jadi nilai berat beban dalam sangkar yang seharusnya dapat diangkut oleh miniatur elevator adalah 10kg, tetapi berdasarkan data pengamatan error posisi sudah mencapai kesalahan lebih dari 1 cm. Kondisi setimbang dari miniatur elevator adalah selisih dari berat
counter weight dengan berat sangkar kosong yaitu 5 kg. Maka beban ideal yang dapat diangkut miniatur elevator bawa maksimum 5 kg karena nilai dari error posisi kurang dari 1 cm.
III.4.
Daya yang dibutuhkan miniatur elevator
Untuk pengukuran daya, digunakan clamp meter untuk mengukur arus yang ditarik oleh motor AC untuk menggerakkan miniatur elevator (sinyal kontrol). Nilai arus mewakili besarnya daya karena tegangan untuk motor AC tetap.
Gambar 11. Grafik nilai arus lt 1 ke lt 3 dan nilai arus lt3 ke lt1
Dari Gambar 11 dapat disimpulkan bahwa daya yang dibutuhkan oleh miniatur elevator untuk naik dari lantai 1 ke lantai 3 maupun turun dari lantai 3 ke lantai 1 sama besar.
Gambar 12. Grafik Nilai Arus lt1 ke lt2 ke lt3 dan Nilai arus lt3 ke lt2 ke lt1
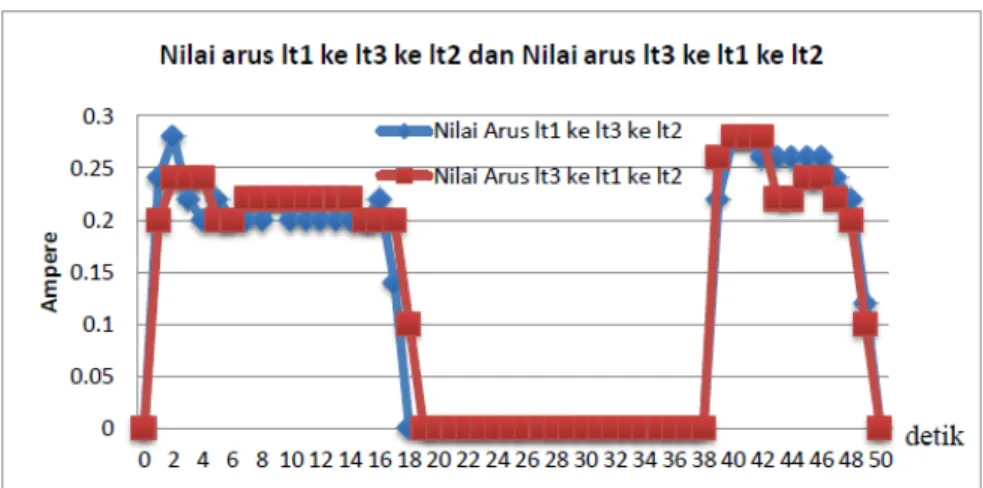
Gambar 13. Grafik Nilai arus lt1 ke lt3 ke lt2 dan Nilai arus lt3 ke lt1 ke lt2
Dari Gambar 12 dan Gambar 13 dapat disimpulkan bahwa daya yang dibutuhkan untuk pergerakan elevator dari lantai 1 ke lantai 3 melalui lantai 2 lebih kecil dibandingkan dengan pergerakan elevator dari lantai 1 ke lantai ke 3 lalu ke lantai 2. Sama halnya dengan daya yang dibutuhkan untuk pergerakan elevator dari lantai 3 ke lantai 1 melalui lantai 2 lebih kecil
dibandingkan dengan pergerakan elevator dari lantai 3 ke lantai 1 lalu ke lantai 2.
Untuk elevator miniatur ini, pilihan tombol luar untuk memanggil elevator dari lantai 2 ada 2 jenis yaitu ke atas dan bawah. Tujuannya adalah untuk efektifitas waktu. Jika ada panggilan yang berlawanan arah maka panggilan tersebut akan ditunda hingga panggilan sebelumnya selesai. Daya lebih efisien bila permintaan lantai searah dibandingkan dengan permintaan lantai yang berlawanan arah.[1]
IV.
KESIMPULAN
1. Pada plant elevator miniatur telah berhasil direalisasikan dengan memiliki beban ideal maksimum 5 kg.
2. Pengontrolan elevator miniatur telah berhasil direalisasikan dengan algoritma PLC yang telah dibuat memprioritaskan permintaan lantai yang searah sehingga waktu dan daya yang dipakai lebih efektif dan efisien.
3. Waktu naik sangkar lebih kecil dibandingkan waktu turun sangkar, hal ini disebabkan oleh gravitasi.
4. Waktu dari percepatan, kecepatan tetap, dan perlambatan tidak terpengaruh oleh perubahan beban.
5. Pengamatan elevator miniatur dapat dilakukan dengan software SCADA dan data-data dapat diambil dan dibuat grafik sehingga dapat memudahkan untuk menganalisis data.
DAFTAR REFERENSI
[1]J. Augustinus, “Realisasi, Kontrol, dan Pengamatan Plant Lift Miniatur”, Tugas Akhir Jurusan Teknik Elektro, Universitas Kristen Maranatha, Bandung, 2012.
[2]F. Briz, Speed Measurement Using Rotary Encoder for High Performance AC Drive, Industrial Electronics, Control, and Instrumentation, 1994.
[3]PLC TC, “Modul Pelatihan Advanced Programmable Logic Controller (PLC) PLC TWIDO”, Bandung: Universitas Kristen Maranatha, 2012.
[4]K. Stouffer, Guide to Supervisory Control and Data Acquisition (SCADA) and Industrial Control Systems Security, NIST Special Publication, September 2006.