i
PENGARUH WAKTU DAN JARAK PADA PELAPISAN KROM KERAS BAJA KARBON RENDAH
TUGAS AKHIR
Untuk Memenuhi Sebagian Persyaratan Memperoleh Gelar Sarjana Teknik
Program Studi Teknik Mesin
Diajukan oleh
YOHANES EKO CHRISTIANTO NIM : 095214006
Kepada
PROGRAM STUDI TEKNIK MESIN JURUSAN TEKNIK MESIN FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
ii
THE EFFECT OF TIME AND DISTANCE ON HARD CHROME PLATING CARBON STEEL
FINAL PROJECT
As Partial Fulfillment Of The Requirement To Obtain Sarjana Teknik Degree Mechanical Engineering Study Program
By
YOHANES EKO CHRISTIANTO Student Number : 095214006
To
MECHANICAL ENGINEERING STUDY PROGRAM DEPARTMENT OF ME
FACULTY OF SCIENCE AND TECHNOLOGY SANATA DHARMA UNIVERSITY
vii ABSTRAK
Christianto, Yohanes Eko (2014). Pengaruh Waktu dan Jarak Pada Pelapisan Krom Keras Baja Karbon Rendah. Tugas Akhir. Teknik Mesin, Fakultas Sains dan Teknologi, Universitas Sanata Dharma, Yogyakarta.
Wilayah Indonesia yang cukup luas memiliki potensi energi angin yang melimpah. Energi angin bisa dimanfaatkan secara maksimal untuk menghasilkan energi listrik dengan menggunakan kincir angin. Bagian kontruksi kincir angin membutuhkan komponen yang mempunyai ketahanan kekerasan pada permukaan yang lebih baik. Untuk meningkatkan kekerasan salah satu caranya dengan metode hard chrome plating. Tujuan penelitian adalah: (1) Melakukan proses Hard Chrome Plating pada baja karbon rendah 0,254% C, (2) Mengetahui peningkatan kekerasan lapisan pada permukaan lapisan baja karbon rendah setelah proses pelapisan dengan variasi waktu, (3) Mengetahui peningkatan kekerasan lapisan pada permukaan lapisan baja karbon rendah setelah proses pelapisan dengan variasi jarak.
Pada penelitian ini spesimen yang digunakan adalah baja karbon rendah 0,254 % C. Material baja karbon rendah yang digunakan mempunyai kekerasan 151,47 HV 0,1 / 15. Dimensi dari spesimen adalah panjang 40 mm, lebar 35 mm, dan tebal 6,8 mm. Variabel yang diukur pada penelitian ini : (1) Waktu yang digunakan lamanya pelapisan (t), (2) Jarak antara katoda dan anoda dalam proses pelapisan (l).
Dari penelitian dapat disimpulkan bahwa: (1) Tegangan 12 volt dan jarak 150 mm dengan waktu pelapisan 240 menit nilai kekerasan sebesar 532,57 HV mencapai nilai terbaik dalam variasi waktu. Waktu pelapisan memberikan kesempatan kepada partikel-partikel krom menempel lebih banyak pada katoda, menghasilkan lapisan lebih tebal dan meningkatkan kekerasan pada permukaan spesimen, (2) Tegangan 12 volt dan waktu pelapisan 120 menit dengan jarak 80 mm nilai kekerasan sebesar 414,16 HV mencapai nilai terbaik dalam variasi jarak. Semakin kecil jarak, semakin besar kuat arus. Kuat arus mempengaruhi jumlah partikel-partikel krom menempel pada katoda. Hasilnya lapisan katoda menebal dan permukaan spesimen meningkat kekerasannya.
viii ABSTRACT
Christianto, Yohanes Eko (2014). The Effect of Time and Distance on Hard Chrome Plating Carbon Steel. Final Paper. Mechanical Engineering, Faculty of Science and Technology, Sanata Dharma University, Yogyakarta.
Indonesia’s region is extremely broad so that there is lots of considerable wind energy potential. Wind energy could be best used to produce electrical energy by using windmill. Parts of windmill construction need a component which has hardness resistance towards better surface. In order to increase the hardness resistance, one of the ways is by using Hard Chrome Plating method. The objectives of this study are: (1) Employing Hard Chrome Plating process by using low carbon steel 0.254% C, (2) Knowing the increase of hardness resistance towards low carbon steel surface after the coating process with Time and Distance variations.
The specimen of this study is low carbon steel 0.254% C. Materials hardness of low carbon steel is 151.47 HV 0.1/15. Specimen’s dimension is length 40 mm, width 35 mm and thickness 6.8 mm. Variables measured in this study are: (1) Time spent in the coating process (T), (2) Distance between cathode and anode in the coating process.
The result of this study can be concluded as: (1) the hardness value with the Tension 12 Volt, Distance 150 mm and Coating Time spent 240 minutes is 532.57 HV and it reaches the best values with Time variation. Coating time spent gives opportunity to chrome particles to adhere to the cathode more producing thicker coating and increase hardness to specimen’s surface, (2) Tension 12 V and Coating Time spent 120 minutes with Distance 80 mm produces hardness value 414.16 HV. The best value is in the distance variation. The smaller the distance, the greater the strong currents. Strong currents affect the amount of chromium particles attached to the cathode. The result cathode layer thickens and increases surface hardness specimens.
ix
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yesus Kristus, atas berkat, rahmat, dan karunia-Nya yang diberikan sehingga penulis dapat menyelesaikan Tugas Akhir dengan lancar dan tepat pada waktunya. Tugas Akhir ini disusun untuk memenuhi persyaratan mencapai derajat sarjana S-1 Program Studi Teknik Mesin, Fakultas Sains dan Teknologi, Universitas Sanata Dharma Yogyakarta.
Dalam penulisan laporan Tugas Akhir ini penulis menyampaikan ucapan terima kasih yang tak terhingga kepada pihak-pihak yang telah banyak membantu dalam menyelesaikan penelitian ini, khususnya kepada :
1. Ibu Paulina Heruningsih Prima Rosa, S.Si., M.Sc. selaku Dekan Fakultas Sains dan Teknologi. Teknologi, atas bimbingan dan fasilitas yang diberikan.
6. Kepada Bapak Christoforus Mansur, S.Pd. dan Ibu Eulampia Titiek Sawitri, S.Pd., selaku orangtua penulis, yang telah memberi motivasi dan doa sehingga penulis dapat menyelesaikan penulisan Tugas Akhir.
7. Kepada Lucia Nino Dewanti, S.Pd. yang selalu menemani penulis.
8. Dika, Tendi, Paijo Dodo, Kadek, Pak Wo, Kang Andri, Cak nuk, Bu Prapti, Mbak Deni, Bu Kos, Blek Candra, dan anak kos prasetiar yang telah membantu penulis.
9. Rekan-rekan mahasiswa Teknik Mesin Sanata Dharma.
x
xi DAFTAR ISI
HALAMAN JUDUL ... i
TITLE PAGE ... ii
HALAMAN PERSETUJUAN PEMBIMBING ... iii
HALAMAN PENGESAHAN ... iv
PERNYATAAN KEASLIAN TUGAS AKHIR... v
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS ... vi
xii
BAB II ... 5
2.1 Tinjauan Pustaka ... 5
2.2 Dasar Teori ... 6
2.2.1 Pengertian Elektroplating ... 7
2.2.2 Proses Pelapisan Elektroplating ... 7
2.2.3 Prinsip Kerja Elektroplating ... 8
2.2.4 Macam-Macam Pelapisan Krom... 9
2.2.5 Kondisi yang Perlu Diperhatikan Pada Saat Proses Elektroplating ... 10
2.3 Pengujian Kekerasan... 11
BAB III... 14
3.1 Diagram Penelitian ... 14
3.2 Deskripsi Spesimen ... 15
3.3 Skema Alat... 16
3.4 Proses Pembuatan Spesimen ... 17
3.5 Peralatan Penelitian ... 18
3.6 Proses Pembuatan Larutan ... 26
3.7 Variabel yang divariasikan... 30
3.8 Variabel yang diukur... 30
xiii
3.10 Pengujian Komposisi... 32
3.11 Pengujian Kekerasan... 35
BAB IV ... 36
4.1 Perhitungan Hasil Uji Kekerasan ... 36
4.2 Data Hasil Percobaan ... 39
4.3 Grafik Hasil Uji Kekerasan ... 42
4.3.1 Grafik Hubungan Tegangan dan Jarak dengan Waktu ... 42
4.3.2 Grafik Hubungan Tegangan dan Waktu dengan Jarak ... 44
BAB V ... 46
5.1Kesimpulan ... 46
5.2Saran ... 47
DAFTAR PUSTAKA ... 48
LAMPIRAN ... 49
Tabel 1. Hasil data tebal lapisan krom pada spesimen variasi waktu ... 49
Tabel 2. Hasil data tebal lapisan krom pada spesimen variasi jarak ... 50
Hasil uji komposisi baja karbon rendah ... 51
Proses pengujian ketebalan pada spesimen ... 52
Hasil pelapisan dengan variasi waktu 150 menit ... 52
Hasil pelapisan dengan variasi waktu 180 menit ... 52
Hasil pelapisan dengan variasi waktu 210 menit ... 53
xiv
Hasil pelapisan dengan variasi jarak 80 mm ... 53
Hasil pelapisan dengan variasi jarak 120 mm ... 54
Hasil pelapisan dengan variasi jarak 160 mm ... 54
xv
xvi
Gambar 4.2 Perbandingan nilai kekerasan base material dengan nilai kekerasan dengan variasi jarak pada tegangan 12 volt dan
xvii DAFTAR TABEL
Tabel 3.1 Komposisi larutan hard chrome ... 29
Tabel 3.1 Hasil uji komposisi baja karbon rendah 0,254 %C... 32
Tabel 4.1 Nilai Kekerasan Base Material... 39
Tabel 4.2 Nilai kekerasan dan data dari variasi waktu ... 40
1 tidak terbatas dan belum digarap semaksimal mungkin untuk kebutuhan rakyat Indonesia sendiri. Energi angin bisa dimanfaatkan secara maksimal untuk keperluan orang banyak. Energi angin salah satu kegunaannya adalah untuk menghasilkan energi listrik dengan menggunakan kincir angin sebagai penghasil daya.
2
Untuk meningkatkan kekerasan permukaan komponen salah satu caranya dengan metode hard chrome plating. Proses ini menghasilkan kekerasan pada permukaan benda, tahan terhadap karat akibat korosi, penampilan yang lebih menarik, dan benda juga tahan terhadap gesekan. Dengan proses ini bagian-bagian seperti poros, tiang penyangga dan sudu kincir tidak mudah berkarat serta membuat kincir angin yang lebih tahan lama atau tidak mudah rusak.
1.2 Rumusan Masalah
Di daerah pantai memiliki potensi energi angin yang mumpuni. Energi angin yang dihasilkan tidak terbatas sehingga dapat dimanfaatkan sebaik mungkin. Jika energi angin bisa dimanfaatkan, energi angin termasuk kedalam energi terbaharukan dan dari segi ekonomi jauh lebih murah daripada energi yang memanfaatkan bahan bakar fosil. Dari beberapa perancangan kincir angin memiliki kendala yang dihadapi yaitu uap air yang mengandung garam yang terbawa oleh angin sehingga beberapa komponen yang mengandung ferro atau besi pada kincir terkena korosi.
3
seperti melakukan pengecatan pada komponen, mengganti material dasar dengan material yang tahan terhadap korosi dan keras, melakukan proses perlakuan panas untuk meningkatkan kardar karbon agar lebih keras namun menjadi getas, melakukan pelapisan pada permukaan komponen dengan menggunakan material lain yang memiliki sifat yang tahan terhadap korosi seperti pelapisan krom keras (hard chrome plating). Dari beberapa cara tadi yang lebih baik adalah dengan pelapisan krom keras karena hasil dari pelapisan menjadikan permukaan lebih keras, tahan terhadap gesekan, penampilan yang cemerlang, dan tahan terhadap korosi. Komponen kincir angin menjadi lebih baik setelah pelapisan krom keras. Dengan memilih cara tersebut menyelesaikan masalah perancangan kincir angin karena dari segi biaya jauh lebih murah dan dari segi material juga tidak perlu diubah. Material tetap terjangkau, tetap mudah untuk dibentuk, dan tetap memiliki sifat ulet tapi permukaannya juga menjadi keras.
1.3 Tujuan Penelitian
Tujuan yang akan dicapai yaitu :
1. Melakukan proses Hard Chrome Plating pada baja karbon rendah 0,254 % C.
2. Mengetahui peningkatan kekerasan lapisan pada permukaan lapisan baja karbon rendah setelah proses pelapisan dengan variasi waktu.
4
1.4 Manfaat Penelitian
Manfaat dari penelitian ini adalah :
1. Meningkatkan kekerasan pada permukaan baja karbon rendah untuk pengembangan kincir angin
2. Menambah kasanah ilmu pengetahuan untuk civitas akademika dan masyarakat luas
1.5 Batasan Masalah
Batasan masalah yang dihadapi dalam penelitian ini adalah :
1. Proses Hard Chrome Plating yang dilakukan menggunakan baja karbon rendah 0,254 % C
2. Variasi waktu menggunakan 150 menit, 180 menit, 210 menit, dan 240 menit
5 BAB II DASAR TEORI
2.1 Tinjauan Pustaka
Pelapisan krom keras mempunyai ketebalan yang dapat mencapai 20 sampai 150 µm dengan kekerasan lebih dari 600 HV, yang umumnya diaplikasikan untuk alat-alat industri yang bergerak dan memerlukan ketahanan goresan dan abrasi yang tinggi (Purwanto, 2005). Proses pengerasan permukaan pada baja karbon banyak digunakan pada bidang industri khususnya digunakan pada komponen kendaraan bermotor yang membutuhkan pengerasan permukaan adalah schock absorber. Pada dasarnya proses pengerasan pada baja karbon ada yang bersifat
6
Penelitian lainnya oleh Adhi Setya Hutama (2011), material yang dikerjakan dengan permesinan menghasilkan lapiasan hard chrome yang bagus. Sumber arus listrik mengunakan rectifier menghasilkan lapisan yang baik karena arus listrik lebih stabil. Jika menggunakan arus listrik menggunakan aki, arus listrik yang dihasilkan tidak stabil karena arus listrik cenderung menurun selama proses pelapisan. Jarak antar anoda dan katoda 10 cm akan membuat proses elektroplating jauh lebih cepat.
2.2 Dasar Teori
Elektroplating merupakan salah satu proses pelapisan bahan padat
dengan lapisan logam dengan mengunakan bantuan arus listrik melalui suatu larutan elektrolit. Benda yang dilapisi harus merupakan konduktor atau dapat menghantarkan arus listrik. Elektroplating ditujukan untuk perlindungan terhadap karat seperti pada pelapisan seng pada besi baja, pelapisan nikel dan krom umumnya ditujukan untuk menjadikan benda mempunyai permukaan lebih keras dan mengkilap selain juga sebagai perlindungan terhadap korosi.
Elektroplating didefinisikan sebagai perpindahan ion logam dengan
7
2.2.1. Pengertian Elektroplating
Elektroplating adalah proses terjadinya pengendapan ion-ion
logam pada katoda suatu permukaan logam (benda kerja) dengan bantuan arus listrik melalui elektrolit sehingga ion logam mengendap. Ion logam didapatkan dari larutan elektrolit maupun berasal dari pelarutan anoda logam kedalam elektrolit. Lapisan logam yang mengendap pada katoda disebut sebagai deposit. Hal ini dapat terjadi dikarenakan ada ion-ion logam dengan menggunakan arus listrik berpindah dari suatu anoda (positif) melalui elektrolit akan mengendap ke katoda (negatif).
2.2.2. Proses Pelapisan Elektroplating
Sumber arus listrik searah dihubungkan dengan dua buah elektroda yaitu elektroda yang dihubungkan dengan kutub negatif disebut sebagai katoda dan elektroda positif disebut anoda. Arus listrik mengalir dari anoda menuju katoda melalui elektrolit. Benda yang akan dilapisi harus memiliki sifat konduktif atau dapat menghantarkan arus listrik yang berfungsi sebagai katoda, disebut benda kerja.
2.2.3. Prinsip Kerja Elektroplating
8
dihubungkan dengan kutub positif dan katoda dengan kutub negatif. Keduannya dimasukkan kedalam larutan elektrolit dan diberikan arus listrik, sehingga terjadi proses pelapisan pada katoda. Berikut ini adalah beberapa kegunakannya :
1. Sumber arus searah
Sumber arus listrik yang digunakan pada proses pelapisan adalah arus searah (DC) yang didapatkan dari keluaran rectifier. Tegangan yang dihasilkan berkisar 6-12 Volt. Keunggulan dari rectifier adalah arus yang dihasilkan arus searah (DC), tegangan
rendah dan menghasilkan arus yang stabil. 2. Larutan elektrolit
Untuk penggunaan larutan elektrolit pada proses elektroplating mempunyai komposisi larutan yang berbeda-beda tergantung jenis pelapisan.
3. Anoda
Anoda merupakan terminal positif dalam larutan elektrolit dan terbagi dalam dua golongan, yaitu :
a. Anoda larut (soluble anode)
9
b. Anoda tak larut (unsoluble anode)
Anoda yang tidak larut berfungsi sebagai penghantar arus listrik saja. Contohnya anoda Pb pada proses pelapisan kromium.
4. Katoda
Pada proses elektroplating, katoda bisa diartikan sebagai benda kerja yang akan dilapisi.
2.2.4. Macam – Macam Pelapisan Krom
Pelapisan krom dibedakan menjadi 2 macam yaitu : 1. Krom dekoratif
Pelapisan krom dekoratif (Decoratif Chrome Plating) benda yang akan dilapisi terlebih dahulu dilapisi oleh tembaga dan nikel serta untuk pengerjaan akhir dilapisi dengan krom yang tipis. Tebal lapisan berkisar 0,25-0,5 mikron. Lapisan ini menghasilkan penampilan yang cemerlang dan berkilau. Lapisan krom dekoratif tahan terhadap abrasi dan banyak digunakan untuk pelapisan perabot rumah tangga, spare part kendaraan bermotor, alat-alat medis, dan lain-lain.
2. Krom keras
10
dilakukan dengan langsung melapisi benda dengan krom tanpa ada pelapisan perantara. Lapisan pada krom keras lebih tebal daripada krom dekoratif dengan ketebalan berkisar 0,1-0,3 mm. Manfaat yang didapat dari krom keras diantara logam tersebut :
a. Lebih tahan terhadap karat
b. Dihasilkan lapisan yang lebih keras menjadikan tahan terhadap gesekan
c. Permukaan logam juga lebih licin
d. Material terlindungi terhadap karat, gesekan, suhu, dan goresan
2.2.5. Kondisi yang perlu diperhatikan pada saat proses elektroplating 1. Karat dan minyak yang melekat pada spesimen menyebabkan
hasil pelapisan kurang baik.
2. Uap larutan elektrolit dan minyak yang melekat pada batang tembaga untuk menggantung kawat tembaga sebagai pengantar arus listrik dari rectifier terhambat menjadikan hasil pelapisan kurang baik
3. Klem kabel dari rectifier dipasang dengan baik dan kencang agar proses pengaliran arus listrik dapat bekerja dengan baik. 4. Kotoran, debu, dan minyak yang bercampur pada larutan
11
5. Arus listrik yang terputus-putus menuju katoda menyebabkan hasil pelapisan kurang baik.
2.3 Pengujian Kekerasan
Dalam penelitian ini pengujian yang dilakukan adalah pengujian kekerasan Vikers. Secara sederhana proses pengujian ini sama dengan pengujian Brinell maupun Rockwell. Hal yang membedakan hanya dibagian ujung penekanannya berupa piramida intan. Alat yang untuk pengujian disebut Hardness Vikers Tester.
12
Gambar 2.1 Bentuk dan sudut indentor
Untuk menghitung angka kekerasan permukaan material baja dengan metode Vickers dapat digunakan persamaan (2.1), (2.2) dan (2.3)
im =
(2.1)
S
=
(2.2)
HV = (2.3)
Dengan :
im = impression surface
α = sudut ujung indentor
S = luas permukaan bekas injakan indentor HV = angka kekerasan Vickers
13
Dalam pembacaan hasil pengujian Viker memiliki notasi pembacaan sendiri. Misalnya didapatkan hasil 440 HV 30 / 20 adalah cara menbacanya sebagai berikut :
1. 440 berarti hasil nilai dari Hardness Vikers.
2. HV berarti Hardness Vikers atau satuan kekerasan Vikers. 3. 30 berarti load in kg atau hasil penekanan beban terhadap
benda yang akan diuji dalam satuan kg.
4. 20 berarti waktu saat melakukan penekanan terhadap benda uji dalam satuan detik.
Proses pengujian Vikers dilakukan dengan melalui beberapa tahap pengujian. Tahap pengujian itu dijabarkan sebagai berikut :
1. Piramida intan disinggungkan secara tegak lurus dengan benda yang akan diuji. Pembebanan dilakukan dalam keadaan bebas hentakan dan terhindar dari getaran sampai proses penekan selesai dilakukan. Lamanya beban pengujian tergantung material benda itu sendiri. Jika hasil krom keras sekitar 10-15 detik.
2. Jarak tempat pengujian sebaiknya 2,5d sekurang-kurangnya dari tepian material uji atau dari pusat tempat pengujian lainnya.
14 BAB III
METODE PENELITIAN
3.1. Diagram Penelitian
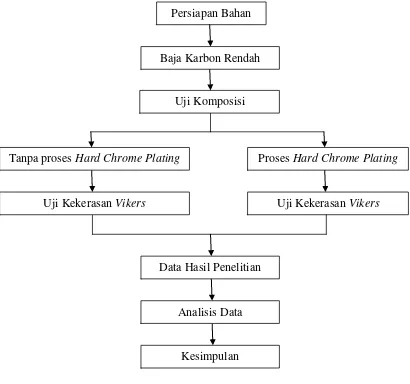
Langkah kerja penelitian yang akan dilakukan disajikan dalam bentuk diagram alir penelitian yang dapat dilihat pada gambar 3.1.
Gambar 3.1. Diagram alir penelitian Kesimpulan
Analisis Data Data Hasil Penelitian
Uji Kekerasan Vikers Uji Kekerasan Vikers
Tanpa proses Hard Chrome Plating Proses Hard Chrome Plating Uji Komposisi
Persiapan Bahan
15
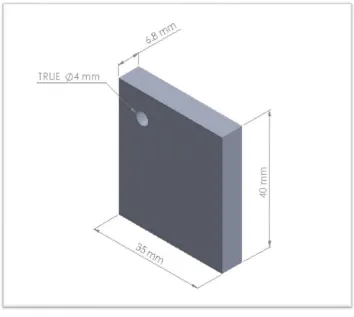
3.2. Deskripsi Spesimen
Pada penelitian ini spesimen digunakan adalah baja karbon rendah 0,254 % C. Selain itu di dalam spesimen juga terkandung beberapa unsur lainnya seperti kandungan Fe sebesar 98%, kandungan Si sebesar 0,204%, kandungan Mn sebesar 0,557%, dan unsur-unsur lain yang ada didalam spesimen. Material baja karbon rendah yang digunakan mempunyai kekerasan 151,47 HV 0,1 / 15 diperoleh dari hasil pengujian menggunakan alat Hardness Vikers Tester. Dimensi dari spesimen adalah rata–rata panjang 40 mm, lebar 35 mm, dan tebal 6,8 mm. Berikut ini gambaran bentuk dari spesimen di gambar 3.2.
16
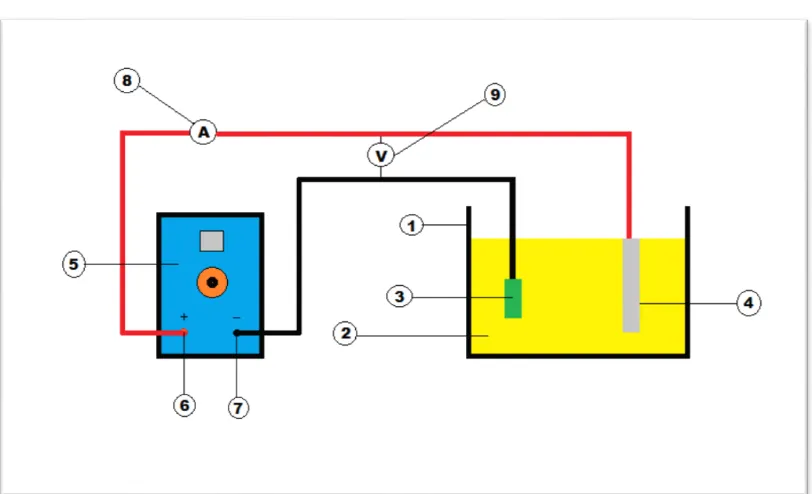
3.3. Skema Alat
Skema alat yang digunakan pada penelitian hard chrome plating dapat dilihat dalam gambar 3.3.
Gambar 3.3. Skema alat Keterangan :
1. Bak larutan elektrolit 2. Larutan Elektrolit 3. Katoda (Spesimen) 4. Anoda (Batang Krom) 5. Rectifier
6. Terminal positif rectifier 7. Terminal negatif rectifier 8. Ampere meter
17
3.4. Proses Pembuatan Spesimen Tahapan pembuatan spesimen yaitu :
1. Bahan material yang digunakan berbentuk plat strip yang diperoleh di UD. Wasul, Wirosaban
2. Pembuatan spesimen dilakukan di bengkel rekayasa Pirus, Terban. Plat strip diratakan salah satu permukaannya, selanjutnya spesimen dipotong dengan rata-rata dimensi panjang 40 mm, lebar 35 mm, dan tebal 6,8 mm
3. Spesimen dibor pada bagian ujungnya untuk mengaitkan kawat tembaga
4. Setelah spesimen menjadi sesuai yang diinginkan selanjutnya diamplas hingga rata dan halus
18
3.5. Peralatan Penelitian
Peralatan yang digunakan selama penelitian yaitu : 1. Bak larutan elektrolit
Digunakan untuk tempat atau wadah larutan elektrolit.
Gambar 3.4. Bak larutan elektrolit 2. Rektifier
Digunakan untuk mengalirkan arus listrik DC.
19
3. Kawat tembaga
Digunakan untuk mengaitkan benda kerja dengan pipa tembaga.
Gambar 3.6. Kawat tembaga 4. Anoda
Digunakan untuk terminal positif dalam larutan elektrolit.
20
5. Pipa tembaga
Digunakan untuk tempat mengaitkan kawat tembaga dan sebagai perantara arus dari rectifier.
Gambar 3.8. Pipa tembaga 6. Katoda / Benda Kerja
Digunakan untuk terminal negatif dalam larutan elektrolit yang berperan sebagi benda kerja yang akan dilapisi.
21
7. Rak Kayu
Digunakan untuk menempatkan pipa tembaga diatas bak plastik.
Gambar 3.10. Rak Kayu 8. Kabel rol
Digunakan untuk mengantar arus listrik dari listrik PLN ke rectifier.
9. Bak sabun
22
10.Ampere meter
Digunakan untuk mengukur kuat arus pada alat elektroplating.
Gambar 3.11. Ampere meter
11.Outside mikrometer
Digunakan untuk mengukur ketebalan benda kerja sebelum dan setelah dilapisi.
23
12.Vernier caliper
Digunakan untuk dimensi dari benda kerja.
Gambar 3.13. Vernier Caliper
13.Penggaris mika
Digunakan untuk mengatur jarak antara anoda dan katoda.
24
14.Metal polish
Digunakan untuk menghaluskan permukaan benda kerja saat proses polishing.
Gambar 3.15. Metal polish 15.Mesin polish
Digunakan untuk memoles benda kerja dengan kehalusan tertentu.
25
16.Heater
Digunakan untuk memanaskan air sabun.
Gambar 3.17. Heater 17.Mesin uji kekerasan
Digunakan untuk menguji kekerasan hasil elektroplating.
26
3.6. Proses Pembuatan larutan
Dalam pembuatan larutan elektrolit terdiri dari bahan-bahan kimia yaitu 1. Asam Kromat (Chrome Acid)
Asam kromat merupakan satu-satunya sumber ion krom yang akan melapisi pada benda kerja. Karena anoda yang digunakan tidak larut, maka berkurangnya konsentrasi ion krom perlu ditambahkan asam kromat untuk menjaga kadar krom dalam larutan. Takaran asam kromat yang digunakan untuk membuat larutan elektrolit sebesar 150 gr/l.
27
2. Asam Sulfat
Asam sulfat adalah salah satu katalis yang berperan untuk mempercepat terjadinya reaksi pengendapan ion logam. Takaran asam sulfat yang digunakan untuk membuat larutan elektrolit sebesar 0,87gr/l.
Gambar 3.20. Asam sulfat
3. Aquades
28
Gambar 3.21. Aquades
4. Katalis
Katalis memiliki peran sebagai pengendap ion chrome.Takaran katalis yang digunakan untuk pembuatan larutan elektrolit sebesar 15 ml/l.
29
Untuk proses pembuatan larutan elektrolit dilakukan dengan pendoman dari buku Purwanto dan Syamsul Huda (2005). Setelah semua bahan sudah terkumpul bahan tersebut dibuat sesuai tabel 3.1.
1. Bak plastik untuk wadah larutan elektrolit dibersihkan dari kotoran dan minyak
2. Aquades sebanyak 20 liter dimasukan ke dalam bak plastik 3. Asam Kromat sebanyak 3 kg dicampurkan dengan aquades
Tabel 3.1. Komposisi larutan Hard Chrome
Hard Chrome
dikutip dari buku Syamsul Huda, Purwanto (2005).
4. Larutan elektrolit diaduk menggunakan tongkat kayu agar tidak ikut larutan dalam larutan elektrolit
5. Asam sulfat ditambahkan sebanyak 17,4 gr/l ke larutan elektrolit. 6. Asam sulfat diaduk hingga merata
7. Larutan tersebut tidak bisa langsung digunakan sebaiknya didiamkan selama 1 malam
30
3.7. Variabel yang divariasikan
Variabel yang divariasikan pada penelitian ini :
1. Tegangan listrik DC 12 volt dan jarak 150 mm dengan variasi waktu 150 menit, 180 menit, 210 menit, dan 240 menit
2. Tegangan listrik DC 12 volt dan waktu 120 menit dengan variasi jarak 80 mm, 120 mm, 160 mm, dan 200 mm
3.8. Variabel yang diukur
Variabel yang diukur pada penelitian ini : 1. Kuat arus pada proses pelapisan (A) 2. Kekerasan pada hasil pelapisan (HV)
3.9. Proses Pelapisan
Tahapan yang dilakukan dalam proses pelapisan yaitu :
1. Peralatan alat elektroplating dan spesimen disiapkan sebelum proses pelapisan
2. Spesimen dibersihkan menggunakan detergen sambil digosok-gosok pada permukaan spesimen kemudian dibilas dengan air hingga bersih
31
4. Spesimen dirangkai pada rak kayu dan dihubungkan dengan kutub negatif dari rectifier
5. Spesimen dimasukan ke dalam bak larutan krom dengan volume 20 liter dengan variasi yang sudah disiapkan
6. Spesimen diangkat kemudian bilas dengan air hingga bersih
32
3.10. Pengujian Komposisi
Pengujian komposisi dilakukan di Politeknik Manufacturing Ceper, Klaten. Tujuan dari proses pengujian komposisi untuk mengetahui unsur-unsur yang terdapat dalam material bahan. Dari hasil pengujian ini nampak bahwa spesimen tergolong dalam baja karbon rendah dengan nilai karbon (C) <0,3%. Data hasil uji komposisi tersajikan dalam tabel 3.2.
Tabel 3.2. Hasil uji komposisi baja karbon rendah 0,254 %C
No. UNSUR SAMPEL UJI
33
Dari 18 unsur kandungan dalam spesimen ini, hal yang terpenting adalah kandungan karbon (C) sebesar 0,254%. Menandakan spesimen termasuk ke dalam golongan baja karbon rendah.
34
Gambar 3.24. Elektroda uji komposisi
Tahapan dalam proses pengujian komposisi sebagai berikut :
1. Spesimen diamplas hingga terlihat pori-porinya kemudian dicuci dengan detergen hingga terbebas dari kotoran dan minyak
2. Spesimen diletakkan pada meja kerja dan dibakar dengan elektroda sampai bahan yang mengandung didalamnya mengalami pencairan 3. Selama proses pencairan tersebut alat uji akan menangkap warna
35
4. Hasil pengujian bisa langsung dibaca pada layar komputer
5. Pengujian dilakukan 3 kali dalam satu benda kerja yang kemudian dirata-rata hasilnya
3.11. Pengujian Kekerasan
Pengujian kekerasan mikro merupakan salah satu dari proses pengujian sifat mekanik yang mudah untuk digunakan, karena dapat dilakukan pada benda kerja yang relatif kecil tanpa kesukaran mengenai spesifikasi benda kerja. Sederhananya permukaan logam yang diuji ditekan dengan indentor yang berbentuk piramida intan yang pada dasarnya berbentuk bujur sangkar. Besar dari sudut-sudut antara permukaan yang berhadapan adalah 136°. Pengukuran kekerasan lapisan dilakukan di Laboratorium Teknik Mesin Gajah Mada, dengan tahapan-tahapan sebagai berikut :
1. Benda kerja diletakkan pada meja kerja mesin Hardness Vikers Tester
2. Letak indentor ditentukan sesuai yang diinginkan dengan cara melihat pada lensa okuler
3. Beban utama 100 gram sehingga beban akan turun dan benda kerja ditekan dan ditahan selama 15 detik
4. Indentor piramida intan diangkat setelah 15 detik
36 BAB IV
HASIL DAN PEMBAHASAN
4.1. Perhitungan Hasil Uji Kekerasaan
Pada awalnya permukaan logam yang akan diuji akan mengalami penekanan dengan indentor yang berbentuk piramida intan. Piramida ini bagian dasarnya berbentuk bujur sangkar dengan besar sudut 136°. Pengujian kekerasan dengan metode Vikers dilakukan dengan langkah-langkah sebagai berikut :
1. Spesimen disiapkan sebelum pengujian
2. Alat uji Hardness Vikers Tester disiapkan sebelum digunakan 3. Spesimen diletakan pada bagian bawah indentor Vikers
4. Spesimen ditekan mengunakan indentor dengan beban 100 gram 5. Spesimen ditekan oleh indentor dalam waktu 15 detik
6. Hasil dari penekanan dapat dilihat langsung dengan mikroskop 7. Hasil diagonal-diagonal dicatat
37
Sebagai contoh, perhitungan kekerasan dengan metode Vickers yang ditampilkan adalah data dari tabel 4.1 pada perhitungan kekerasan base material tanpa proses pelapisan
a. Perhitungan diagonal rata-rata injakan indentor (d2) : Diketahui dari data tabel 4.1
d1 = 0,035
d2 = 0,035
d3 = 0,035
=
= 0,035 mm
b. Perhitungan beban penekanan indentor (F) :
Diketahui beban penekanan indentor 100 gram dikonversi ke dalam kilogram sehingga hasilnya = 0,1 kg
F = 0,1 × 9,81
= 0,981 N
c. Perhitungan penekanan luas injakan indentor pada permukaan benda kerja (im) :
Diketahui α = 136° im =
38
d. Perhitungan luas permukaan bekas injakan indentor (S) : Diketahui: d = 0,035 mm
e. Perhitungan angka kekerasan dengan metode Vikers (HV) : Diketahui : konstanta = 0,102 (1/9,81)
F = 0,981 N
39
4.2. Data Hasil Percobaan
Penelitian pengaruh waktu dan jarak pada baja karbon rendah dengan menggunakan metode hard chrome plating menggunakan variasi waktu lamanya pelapisan (150 menit, 180 menit, 210 menit, dan 240 menit) dan jarak antara katoda dan anoda (80 mm, 120 mm, 160 mm, dan 200 mm). Dalam proses pengujian kekerasan dilakukan tiga kali penekanan dan kemudian hasil dari ketiga data dirata-rata sehingga bisa diolah dan dimasukkan ke dalam rumus Vikers.
Penelitian ini bermaksud meningkatkan kekerasan baja karbon rendah. Sebelumnya kekerasaan baja diuji untuk mengetahui nilai kekerasannya. Spesimen kemudian diproses dengan cara dilapisi krom agar dapat meningkatkan nilai kekerasannya. Hal ini dilakukan agar menjadi nilai pembanding antara spesimen yang tanpa proses pelapisan dan spesimen yang menggunakan proses pelapisan. Data hasil pengujian base material disajikan dalam tabel 4.1.
Tabel 4.1. Nilai Kekerasan Base Material No. Uji chrome plating sebagai nilai pembanding dengan material setelah proses hard
40
Data hasil pengujian kekerasan dari variasi waktu dan jarak disajikan dalam bentuk tabel 4.2 sampai dengan tabel 4.3 :
Tabel 4.2. Nilai kekerasan dan data dari variasi waktu
No. Waktu Tegangan Jarak Kuat arus d1 d2 Kekerasan
41
Tabel 4.3. Nilai kekerasan dan data dari variasi jarak
42
4.3. Grafik Hasil Uji Kekerasan
4.3.1.Grafik hubungan tegangan dan jarak dengan waktu
Data yang diperoleh dari tabel 4.1 dan tabel 4.2 disajikan menjadi grafik pada gambar 4.1.
Gambar 4.1. Perbandingan nilai kekerasan base material dengan nilai kekerasan dengan variasi waktu pada tegangan 12 volt dan jarak 150 mm.
Gambar 4.1. menunjukkan perbandingan nilai kekerasan base material dengan nilai kekerasan dari variasi waktu. Dari gambar tersebut dapat dilihat grafik perbandingan spesimen yang tidak melalui proses pelapisan dengan yang melalui proses pelapisan. Spesimen tanpa pelapisan memiliki kekerasan 151,47 HV. Setelah spesimen melalui proses pelapisan ada peningkatan nilai kekerasan.
151,47
Base Material 150 180 210 240
43
44
4.3.2.Grafik hubungan tegangan dan waktu dengan jarak
Data yang diperoleh dari tabel 4.1 dan tabel 4.3 disajikan menjadi grafik pada gambar 4.2.
Gambar 4.2. Perbandingan nilai kekerasan base material dengan nilai kekerasan dengan variasi jarak pada tegangan 12 volt dan waktu pelapisan 120 mm
45
46 BAB V
KESIMPULAN DAN SARAN 5.1 Kesimpulan
Dari penelitian yang dilaksanakan, maka dapat diambil kesimpulan sebagai berikut :
1. Telah berhasil melakukan proses hard chrome plating menggunakan baja karbon rendah 0,254 % C.
2. Tegangan 12 volt dan jarak 150 mm dengan waktu pelapisan 240 menit nilai kekerasan sebesar 532,57 HV mencapai nilai terbaik dalam variasi waktu. Waktu pelapisan memberikan kesempatan kepada partikel-partikel krom menempel lebih banyak pada katoda, menghasilkan lapisan lebih tebal dan meningkatkan kekerasan pada permukaan spesimen. 3. Tegangan 12 volt dan waktu pelapisan 120 menit dengan jarak 80 mm
47
5.2 Saran
1. Perlu dilakukan pengecekan secara berkala pada konsentrasi larutan.
2. Spesimen perlu dibersihkan dengan larutan HCl untuk menghilangkan lapisan karat.
3. Untuk penelitian selanjutnya bisa dilakukan penelitian perubahan larutan elektrolit setelah proses pelapisan krom pada waktu pencelupan.
48
DAFTAR PUSTAKA
GUIDELINE FOR EMCO HARDNESS (BASIC INFO), Technical Asisstance Program, 2002.
Hutama, Setya Adhi. 2011. “Peningkatan Ketahanan Aus Baja Karbon Rendah 0,07225 C dengan Metode Pelapisan Hard Chrome”, Universitas Sanata Dharma.
Mitutoyo-Mechanical”Outside micrometer”. 2012. Alamat web :
http://www.thespectruminternational.com/wp 21 November 2013,19.11WIB Isnan M”Voltmeter”. 2010. Alamat Web :
http://www.google.com/url?url=http://www.amazon.com/Class-Accuracy-Voltmeter-0-30V-Panel/, 21 November 2013, 19.36 WIB
Panduan Praktikum Ilmu Logam, Laboratorium Ilmu Logam, Jurusan Teknik Mesin, Fakultas Sains dan Teknologi, Universitas Sanata Dharma Yogyakarta, 2006.
Purwanto dan Syamsul Huda. 2005. “Teknologi Industri Elektroplating”. Badan Penerbit Universitas Diponegoro. Semarang.
Raharjo, Samsudi, 2010. “Pengaruh Variasi Tegangan Listrik dan Waktu Proses Elektroplating Terhadap Ketebalan Serta Kekerasan Lapisan Pada Baja Karbon Rendah dengan Krom” Universitas Diponegoro.
49 No.
Variasi Waktu (menit)
Data ketebalan
(mikron)
Data Ketebalan
(mm)
Gambar data ketebalan
1 150 0,025 2,5
2 180 0,04 4
3 210 0,045 6
4 240 0,06 6
50
No.
Variasi Jarak (mm)
Data ketebalan
(mikron)
Data Ketebalan
(mm)
Gambar data ketebalan
1 80 0,035 3,5
2 120 0,025 2,5
3 160 0,015 1,5
4 200 0,01 1
51
52
Proses pengujian ketebalan pada spesimen
Hasil pelapisan dengan variasi waktu 150 menit
53
Hasil pelapisan dengan variasi waktu 210 menit
Hasil pelapisan dengan variasi waktu 240 menit
54
Hasil pelapisan dengan variasi jarak 120 mm
Hasil pelapisan dengan variasi jarak 160 mm