5.1 Ekstrasi Hasil Pengumpulan Data
Pada dasarnya pengumpulan data yang dilakukan pada lantai produksi trolly adalah digunakan untuk pengukuran waktu dimana pengukuran waktu yang dilakukan adalah dengan menggunakan aturan pengukuran waktu jam henti atau stopwatch.
Pengambilan data dilakukan pata tiap-tiap operasi yang berlangsung pada proses produksi trolly. Adapun jumlah operasi yang terjadi adalah sebanyak 75 operasi namun pada pembuatan bagian-bagian tertentu pengerjaannya dilakukan oleh satu orang operator sehingga terjadi penggabungan operasi hal tersebut untuk menyederhanakan aliran karena apabila aliran perpindahan produk setengah jadi terlalu banyak maka akan memperbesar alur transportasi yang dapat memperbesar waktu produksi. Hal tersebut sudah menjadi prosedur operasi yang telah ditetapkan oleh perusahaan disamping alasan diatas hal tersebut juga dikarenakan keterbatasan tenaga kerja dimana masing-masing pekerja yang mengerjakan bagian-bagian tersebut sudah terbiasa. dalam pengerjaan bagian tersebut. Dampak dari penggabungan operasi tersebut maka jumlah operasi yang diamati atau diukur waktunya menjadi 34 operasi pokok. Dari ke-34 operasi tersebut diambil data sebanyak 30 kali dari setiap elemen kerja dengan cara pengukuran langsung yang kemudian akan dilakukan pengujian tahap awal dengan tiga jenis pengujian.
Adapun pengujian tahap awal tersebut adalah pengujian kecukupan data, pengujian kenormalan data dan pengujian keseragaman data. Dari data yang telah diuji tersebut maka diperoleh waktu siklus yang akan dilanjutkan dengan perhitungan waktu normal dan waktu baku.
5.1.1 Data Proses Produksi
Proses Produksi yang terjadi pada pembuatan trolly dilakukan pada lantai produksi trolly. Adapun produk trolly itu sendiri terdiri dari beberapa jenis produk namun secara umum proses yang dilalui sama pada keseluruhan jenis atau tipe.
Perbedaan yang ada hanya pada ukuran trolly yang harus disesuikan baik dengan ukuran pesawat terbang maupun hal-hal lain berdasarkan permintaan khusus dari pelanggan.
Pada pengamatan kali ini jenis atau tipe trolly yang diamati adalah trolly standar (trolly STD).
5.1.1.1 Peta Proses Operasi
Untuk memahami urutan dari setiap operasi yang terjadi, maka dibuat OPC (Operation Process Chart) atau peta proses operasi yang dapat dilihat pada Gambar 5.1 dibawah. OPC ini akan digunakan sebagai patokan untuk membuat diagram pendahulu atau precedence diagram.
Gambar 5.1 OPC (Operation Process Chart)
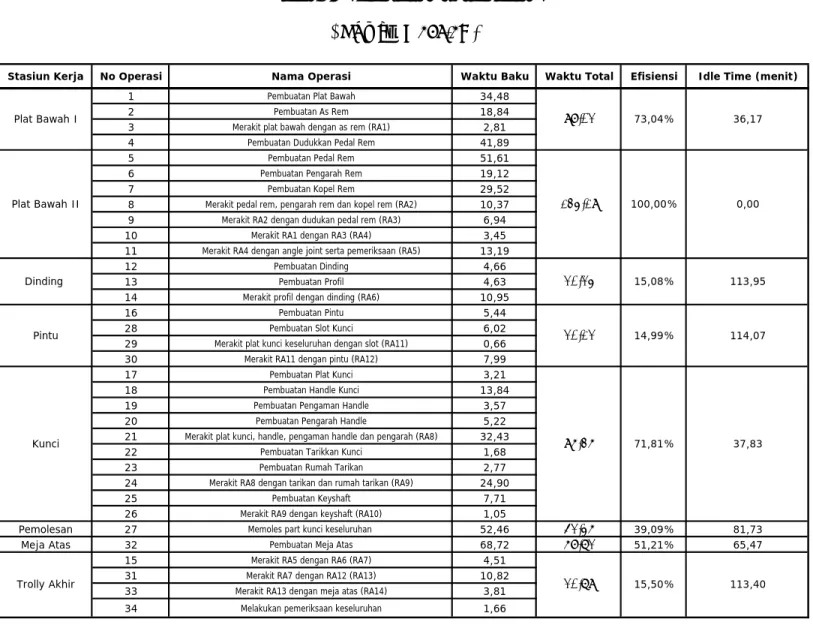
5.1.1.2 Data Stasiun Kerja Saat Ini
Berdasarkan pengamatan dan penelitian di lantai produksi trolly pada PT.
Hanmax, maka diperoleh bahwa jumlah stasiun kerja (workstation) yang ada pada saat ini berjumlah 8 stasiun kerja. Dimana pembagian stasiun kerja berdasarkan bagian- bagian produk yang akan dibuat. Untuk lebih jelasnya, data Stasiun Kerja pada proses pembuatan trooly ini dapat dilihat pada Tabel 5.2.
Tabel 5.1 Data Stasiun Kerja Saat Ini
Stasiun Kerja No Operasi Nama Operasi
1 Pembuatan Plat Bawah
2 Pembuatan As Rem
3 Merakit plat bawah dengan as rem (RA1)
4 Pembuatan Dudukkan Pedal Rem
5 Pembuatan Pedal Rem
6 Pembuatan Pengarah Rem
7 Pembuatan Kopel Rem
8 Merakit pedal rem, pengarah rem dan kopel rem (RA2) 9 Merakit RA2 dengan dudukan pedal rem (RA3)
10 Merakit RA1 dengan RA3 (RA4)
11 Merakit RA4 dengan angle joint serta pemeriksaan (RA5)
12 Pembuatan Dinding
13 Pembuatan Profil
14 Merakit profil dengan dinding (RA6)
16 Pembuatan Pintu
28 Pembuatan Slot Kunci
29 Merakit plat kunci keseluruhan dengan slot (RA11) 30 Merakit RA11 dengan pintu (RA12)
17 Pembuatan Plat Kunci
18 Pembuatan Handle Kunci
19 Pembuatan Pengaman Handle
20 Pembuatan Pengarah Handle
21 Merakit plat kunci, handle, pengaman handle dan pengarah (RA8)
22 Pembuatan Tarikkan Kunci
23 Pembuatan Rumah Tarikan
24 Merakit RA8 dengan tarikan dan rumah tarikan (RA9)
25 Pembuatan Keyshaft
26 Merakit RA9 dengan keyshaft (RA10)
Pemolesan 27 Memoles part kunci keseluruhan
Meja Atas 32 Pembuatan Meja Atas
15 Merakit RA5 dengan RA6 (RA7)
31 Merakit RA7 dengan RA12 (RA13)
33 Merakit RA13 dengan meja atas (RA14) 34 Melakukan pemeriksaan keseluruhan Trolly Akhir
Kunci Pintu Plat Bawah I
Dinding Plat Bawah II
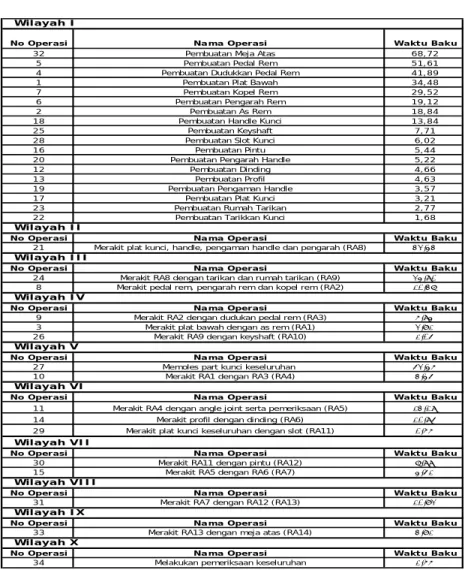
5.1.1.3 Diagram Pendahulu (Precedence Diagram)
Sebagaimana telah dijelaskan diatas bahwa dari jumlah operasi sebanyak 75 operasi pada pembuatan bagian-bagian tertentu pengerjaannya dilakukan oleh satu orang operator sehingga terjadi penggabungan operasi. Hal tersebut sudah menjadi prosedur operasi yang telah ditetapkan oleh perusahaan. Dampak dari penggabungan operasi tersebut maka jumlah operasi yang diamati atau diukur waktunya menjadi 34 operasi pokok. Dengan rincian sebagai berikut disertai dengan hubungan antar operasinya yang ditunjukan pada Tabel 5.2:
Tabel 5.2 Operasi Pembuatan Trolly
Operasi Keterangan Operasi yang mendahului
1 Pembuatan Plat Bawah -
2 Pembuatan As Rem -
3 Merakit plat bawah dengan as rem (RA1) 1,2
4 Pembuatan Dudukkan Pedal Rem -
5 Pembuatan Pedal Rem -
6 Pembuatan Pengarah Rem -
7 Pembuatan Kopel Rem -
8 Merakit pedal rem, pengarah rem dan kopel rem (RA2) 5,6,7
9 Merakit RA2 dengan dudukan pedal rem (RA3) 4,8
10 Merakit RA1 dengan RA3 (RA4) 3,9
11 Merakit RA4 dengan angle joint serta pemeriksaan (RA5) 10
12 Pembuatan Dinding -
13 Pembuatan Profil -
14 Merakit profil dengan dinding (RA6) 12,13
15 Merakit RA5 dengan RA6 (RA7) 11,14
16 Pembuatan Pintu -
17 Pembuatan Plat Kunci -
18 Pembuatan Handle Kunci -
19 Pembuatan Pengaman Handle -
20 Pembuatan Pengarah Handle -
21 Merakit plat kunci, handle, pengaman handle dan pengarah (RA8) 17,18,19,20
22 Pembuatan Tarikkan Kunci -
23 Pembuatan Rumah Tarikan -
24 Merakit RA8 dengan tarikan dan rumah tarikan (RA9) 21,22,23
25 Pembuatan Keyshaft -
26 Merakit RA9 dengan keyshaft (RA10) 24,25
27 Memoles part kunci keseluruhan 26
28 Pembuatan Slot Kunci -
29 Merakit plat kunci keseluruhan dengan slot (RA11) 27,28
30 Merakit RA11 dengan pintu (RA12) 16,29
31 Merakit RA7 dengan RA12 (RA13) 15,30
32 Pembuatan Meja Atas -
33 Merakit RA13 dengan meja atas (RA14) 31,32
34 Melakukan pemeriksaan keseluruhan 33
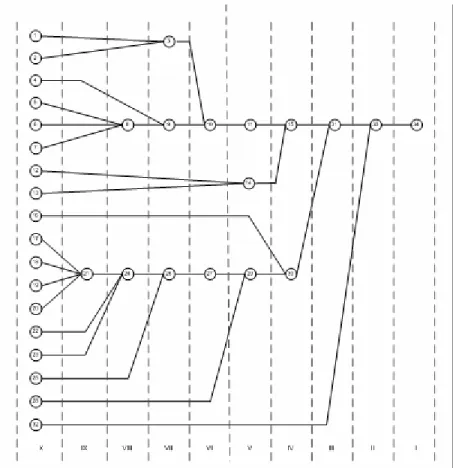
Berdasarkan tabel di atas, maka dapat dibuat diagram pendahulu (precedence diagram) seperti yang terlihat pada Gambar 5.2.:
Gambar 5.2 Precedence Diagram
5.1.2 Data Waktu Pengamatan
Pengumpulan data waktu pengamatan dilakukan pada lantai produksi trolly.
Pengumpulan data dilakukan dengan menggunakan stopwatch dan dilakukan oleh penulis pada tiap-tiap operasi yang terjadi pada proses pembuatan trolly. Adapun pengumpulan data dilakukan sebanyak 30 kali di setiap operasi atau perakitan. Setelah dilakukan pengumpulan data maka dilakukan pengujian tahap awal pada semua data yang telah terkumpul. Data waktu pengamatan yang telah terkumpul kemudian diuji kecukupan, kenormalan dan keseragaman data. Jika pada pengujian tahap awal data
yang didapat belum mencukupi untuk mewakili populasi maka dilakukan pengambilan data kembali agar data yang diperoleh dapat mewakili populasi. Setelah data dinyatakan cukup maka dilakukan uji kenormalan data untuk mengetahui apakah data pengamatan yang diperoleh memiliki sebaran data yang normal setelah itu dilakukan uji keseragaman data agar data pengamatan berada dalam batas-batas yang dinyatakan seragam. Jika hasil pengujian menunjukkan bahwa data telah cukup untuk mewakili populasi, terdistribusi normal dan seragam maka data tersebut dapat digunakan untuk perhitungan selanjutnya yaitu perhitungan waktu normal dan waktu baku. Untak data hasil pengamatan dapat dilihat pada Lampiran 1.
5.2 Analisis Data dan Pembahasan 5.2.1 Pengukuran Pendahuluan
Hal pertama yang dilakukan adalah melakukan pengukuran pendahuluan. Tujuan dari pengukuran pendahuluan ini ialah untuk mengetahui berapa kali pengukuran harus dilakukan untuk tingkat-tingkat ketelitian dan keyakinan yang diinginkan. Pada pengukuran pendahuluan dilakukan tiga jenis pengujian yaitu: uji kecukupan data, uji kenormalan data dan uji keseragaman data.
5.2.1.1 Uji Kecukupan Data
Langkah pertama adalah melakukan pengujian kecukupan data.Pengujian ini dilakukan untuk mengetahui apakah jumlah pengamatan yang diambil sudah cukup mewakili populasi data atau tidak cukup mewakili. Bila hasil perhitungan yang diperoleh kurang dari jumlah pengamatan yang dilakukan, maka data telah mencukupi.
Hal pertama yang harus dilakukan pada pengujian kecukupan data adalah menentukan nilai Z dengan cara melihat pada tabel kurva normal, dimana besar tingkat keyakinan yang diharapkan adalah 0,95 kemudian dibagi 2 (karena dua arah), sehingga hasilnya adalah 0,475. Untuk mendapatkan nilai Z dapat dilihat pada tabel kurva normal di Lampiran yaitu sebesar 1.96 ≈ 2.
Hal berikutnya melakukan perhitungan dengan rumus yang ada untuk memperoleh hasil dari N’. Berikut ini adalah tiga contoh perhitungan uji kecukupan data pada operasi 1 sampai dengan operasi 3:
9 Uji kecukupan data pada operasi 1:
( )
2i X
Xi 2 Xi2
s N Z N'
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢
⎣
⎡
∑
∑ − ∑
=
N’=
( )
211 , 764
764,112 -
30 , 19583 05 30
, 20
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢
⎣
⎡ ×
= 9.961
9 Uji kecukupan data pada operasi 2:
( )
2i X
Xi 2 Xi2
s N Z N'
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢
⎣
⎡
∑
∑ − ∑
=
N’=
( )
238 , 397
397,38 2 -
24 , 5321 05 30
, 20
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢
⎣
⎡ ×
= 17.490
9 Uji kecukupan data pada operasi 3:
( )
2i X
Xi 2 Xi2
s N Z N'
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢
⎣
⎡
∑
∑ − ∑
=
N’=
( )
266 , 62
62,66 2 - 37 , 132 05 30
, 20
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢
⎣
⎡ ×
= 18.562
Setelah dilakukan perhitungan N’ maka tahap selanjutnya adal membandingkan dengan jumlah pengamatan yang telah dilakukakan yakni 30 pengamatan.
Operasi 1 → N’ = 9,961
Karena N’ = 9,961 < N=30 Maka data dinyatakan cukup Operasi 2 → N’ = 17,490
Karena N’ = 17,490 < N=30 Maka data dinyatakan cukup Operasi 3 → N’ = 18,562
Karena N’ = 18,562 < N=30 Maka data dinyatakan cukup
Hasil perhitungan untuk pengujian kecukupan data secara lengkap dapat dilihat pada Lampiran 2.
5.2.1.2 Uji Kenormalan Data
Pengujian ini dimaksudkan untuk mengetahui apakah data telah terdistribusi normal atau belum. Di dalam melakukan pengujian digunakan tingkat keyakinan (k) sebesar 95% dan tingkat ketelitian (s) sebesar 5%. Alasan dipakainya tingkat ketelitian tersebut adalah untuk mendapatkan hasil yang semakin mendekati keadaan sebenarnya sehingga pada prakteknya tidak terjadi perbedaan atau selisih yang jauh dari yang sebenarnya terjadi di lapangan. Sebagai contoh perhitungan akan diambil data Operasi 1 sampai dengan 3. Untuk lebih jelasnya hasil perhitungan pengujian kenormalan data untuk tiap-tiap operasi dapat dilihat pada Lampiran 2.
9 Uji kenormalan data pada operasi 1:
Menghitung rata-rata dan standar deviasi sample
N X = ΣXi
= 25,47 30
11 ,
764 = detik
Standar deviasi sample :
( )
1 N
X σ Xi
2
−
=
∑
−30 1
) 47 , 25 16 , 23 ( ...
) 47 , 25 31 , 27 ( ) 47 , 25 56 , 24
( 2 2 2
−
− +
+
− +
= − σ
σ = 2,04
Menghitung jumlah kelas
k = 1 + 3.3 log N = 1 + 3.3 log 30
= 1 + 4,919 = 5,919 ≈ 6
Menghitung lebar ( interval ) kelas
k
I = R B R = Xmaks – Xmin = 28,71-22,36 = 6,35
1,07 919 . 5
35 ,
6 =
=
Menentukan interval untuk setiap kelas
Menentukan batas bawah setiap kelas
Menghitung frekuensi teramati ( oi ) untuk setiap interval kelas
Menghitung nilai Z normal pada setiap kelas
σ X Z = BKA−
5199 , 0 05
, 04 0
, 2
47 , 25 575 , 25
3192 , 0 47
, 04 0
, 2
47 , 25 505 , 24
1587 , 0 00
, 04 1
, 2
47 , 25 435 , 23
3 2 1
=
→ +
− =
=
=
→
−
− =
=
=
→
−
− =
=
tabel tabel tabel
Z Z
Z Z
Z Z
9484 , 0 63
, 04 1
, 2
47 , 25 785 , 28
8643 , 0 10
, 04 1
, 2
47 , 25 715 , 27
7190 , 0 58
, 04 0
, 2
47 , 25 645 , 26
6 5 4
=
→ +
− =
=
=
→ +
− =
=
=
→ +
− =
=
tabel tabel tabel
Z Z
Z Z
Z Z
Menentukan luas daerah berdasarkan nilai Z yang berpedoman pada tabel luas wilayah di bawah kurva normal
1357 , 0 8643 , 0 1 1
1453 , 0 7190 , 0 8643 , 0
1991 , 0 5199 , 0 7190 , 0
2007 , 0 3192 , 0 5199 , 0
1605 , 0 1587 , 0 3192 , 0 1587 , 0
5 6
4 5 5
3 4 4
2 3 3
1 2 2
1 1
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
=
Z Ln
Z Z Ln
Z Z Ln
Z Z Ln
Z Z Ln
Z Ln
Menghitung frekuensi harapan ( ei )
071 , 4 30 1357 , 0
359 , 4 30 1453 , 0
973 , 5 30 1991 , 0
021 , 6 30 2007 , 0
815 , 4 30 1605 , 0
761 , 4 30 1587 , 0
6 5 4 3 2 1
=
×
=
=
×
=
=
×
=
=
×
=
=
×
=
=
×
=
×
=
e e e e e e
N Ln ei
Menghitung total nilai X2 hitung
i i i
e e hit o
x
2
2 Σ( − )
=
650 , 021 0
, 6
) 021 , 6 8 (
023 , 815 3
, 4
) 815 , 4 1 (
204 , 761 2
, 4
) 761 , 4 8 (
2 3
2
2 2
2
2 1
2
− =
= Σ
− =
= Σ
− =
=Σ
hit x
hit x
hit x
212 , 071 0
, 4
) 071 , 4 5 (
094 , 359 0
, 4
) 359 , 4 5 (
480 , 973 1
, 5
) 973 , 5 3 (
2 6
2
2 5
2
2 4
2
− =
= Σ
− =
= Σ
− =
= Σ
hit x
hit x
hit x
Total hitx2 =7,663
Menghitung nilai X2 tabel tabel
x2 ( vα, ):
05 , 0 95 , 0 1
2 3 6 3
=
−
=
=
−
=
−
= α
k v
Dari tabel A-6, didapat nilai X2 tabel = 7,810
Jika : X2 hitung > X2 tabel, maka data tidak berdistribusi secara normal.
X2 hitung < X2 tabel, maka data berdistribusi secara normal.
Kesimpulan : karena nilai X2 hitung (7,663) < X2 tabel ( 7,810) maka, data normal.
Tabel 5.3 Uji Kenormalan Operasi 1
Kelas Interval Batas kelas Z Z tabel Luas ei oi X2 X2 Kesimpulan
kelas atas hitung tabel
1 22,36-23,43 23,435 -1,00 0,1587 0,1587 4,761 8 2,204 2 23,43-24,50 24,505 -0,47 0,3192 0,1605 4,815 1 3,023 3 24,50-25,75 25,575 0,05 0,5199 0,2007 6,021 8 0,650
4 25,75-26,64 26,645 0,58 0,7190 0,1991 5,973 3 1,480 7,663 7,810 Data normal 5 26,64-27,71 27,715 1,10 0,8643 0,1453 4,359 5 0,094
6 27,71-28,78 28,785 1,63 0,9484 0,1357 4,071 5 0,212
Total 30 7,663
i i i
e e o )2 ( −
9 Uji kenormalan data pada operasi 2:
Menghitung rata-rata dan standar deviasi sample
N X = ΣXi
= 13,25 30
38 ,
397 = detik
Standar deviasi sample :
( )
1 N
X σ Xi
2
−
=
∑
−30 1
) 25 , 13 23 , 16 ( ...
) 25 , 13 59 , 13 ( ) 25 , 13 62 , 11
( 2 2 2
−
− +
+
− +
= − σ
σ = 1,41
Menghitung jumlah kelas k = 1 + 3.3 log N = 1 + 3.3 log 30
= 1 + 4,919 = 5,919 ≈ 6
Menghitung lebar ( interval ) kelas
k
I = R B R = Xmaks – Xmin = 16,23-11,05= 5,18
0,88 919
. 5
18 ,
5 =
=
Menentukan interval untuk setiap kelas
Menentukan batas bawah setiap kelas
Menghitung frekuensi teramati ( oi ) untuk setiap interval kelas
Menghitung nilai Z normal pada setiap kelas
σ X Z = BKA−
6255 , 0 32
, 41 0
, 1
25 , 13 695 , 13
3783 , 0 31
, 41 0
, 1
25 , 13 815 , 12
1762 , 0 93
, 41 0
, 1
25 , 13 935 . 11
3 2 1
=
→ +
− =
=
=
→
−
− =
=
=
→
−
− =
=
tabel tabel tabel
Z Z
Z Z
Z Z
9857 , 0 19
, 41 2
, 1
25 , 13 335 , 16
9406 , 0 56
, 41 1
, 1
25 , 13 455 , 15
8264 , 0 94
, 41 0
, 1
25 , 13 575 , 14
6 5 4
=
→ +
− =
=
=
→ +
− =
=
=
→ +
− =
=
tabel tabel tabel
Z Z
Z Z
Z Z
Menentukan luas daerah berdasarkan nilai Z yang berpedoman pada tabel luas wilayah di bawah kurva normal
0594 , 0 9406 , 0 1 1
1142 , 0 8264 , 0 9406 , 0
2009 , 0 6255 , 0 8264 , 0
2472 , 0 3783 , 0 6255 , 0
2021 , 0 1762 , 0 3783 , 0 1762 , 0
5 6
4 5 5
3 4 4
2 3 3
1 2 2
1 1
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
=
Z Ln
Z Z Ln
Z Z Ln
Z Z Ln
Z Z Ln
Z Ln
Menghitung frekuensi harapan ( ei )
782 , 1 30 0594 , 0
426 , 3 30 1142 , 0
027 , 6 30 2009 , 0
416 , 7 30 2472 , 0
063 , 6 30 2021 , 0
286 , 5 30 1762 , 0
6 5 4 3 2 1
=
×
=
=
×
=
=
×
=
=
×
=
=
×
=
=
×
=
×
=
e e e e e e
N Ln ei
Menghitung total nilai X2 hitung
i i i
e e hit o
x
2
2 Σ( − )
=
573 , 416 1
, 7
) 416 , 7 4 (
619 , 063 0
, 6
) 063 , 6 8 (
096 , 286 0
, 5
) 286 , 5 6 (
2 3
2
2 2
2
2 1
2
− =
= Σ
− =
=Σ
− =
=Σ
hit x
hit x
hit x
343 , 782 0
, 1
) 782 , 1 1 (
723 , 426 0
, 3
) 426 , 3 5 (
000 , 027 0
, 6
) 027 , 6 6 (
2 6
2
2 5
2
2 4
2
− =
= Σ
− =
= Σ
− =
= Σ
hit x
hit x
hit x
Total hitx2 =3,355
Menghitung nilai X2 tabel tabel
x2 ( vα, ):
05 , 0 95 , 0 1
2 3 6 3
=
−
=
=
−
=
−
= α
k v
Dari tabel A-6, didapat nilai X2 tabel = 7,810
Jika : X2 hitung > X2 tabel, maka data tidak berdistribusi secara normal.
X2 hitung < X2 tabel, maka data berdistribusi secara normal.
Kesimpulan : karena nilai X2 hitung (3,355) < X2 tabel ( 7,810) maka, data normal.
Tabel 5.4 Uji Kenormalan Operasi 2
Kelas Interval Batas kelas Z Z tabel Luas ei oi X2 X2 Kesimpulan
kelas atas hitung tabel
1 11,05-11,93 11,935 -0,93 0,1762 0,1762 5,286 6 0,096 2 11,93-12,81 12,815 -0,31 0,3783 0,2021 6,063 8 0,619 3 12,81-13,69 13,695 0,32 0,6255 0,2472 7,416 4 1,573
4 13,69-14,57 14,575 0,94 0,8264 0,2009 6,027 6 0,000 3,355 7,810 Data normal 5 14,57-15,45 15,455 1,56 0,9406 0,1142 3,426 5 0,723
6 15,45-16,33 16,335 2,19 0,9857 0,0594 1,782 1 0,343
Total 30 3,355
i i i
e e o )2 ( −
9 Uji kenormalan data pada operasi 3:
Menghitung rata-rata dan standar deviasi sample
N X ΣXi
=
= 2,09 30
66 ,
62 = detik
Standar deviasi sample :
( )
1 N
X σ Xi
2
−
=
∑
−30 1
) 09 , 2 89 , 1 ( ...
) 09 , 2 02 , 2 ( ) 09 , 2 14 , 2
( 2 2 2
−
− +
+
− +
= − σ
σ = 0,23
Menghitung jumlah kelas k = 1 + 3.3 log N = 1 + 3.3 log 30
= 1 + 4,919 = 5,919≈ 6
Menghitung lebar ( interval ) kelas
k
I = R B R = Xmaks – Xmin = 2,61-1,65 = 0,96
0,16 919 . 5
96 ,
0 =
=
Menentukan interval untuk setiap kelas
Menentukan batas bawah setiap kelas
Menghitung frekuensi teramati ( oi ) untuk setiap interval kelas
Menghitung nilai Z normal pada setiap kelas
σ X Z BKA−
=
5793 , 0 20
, 23 0
, 0
09 , 2 135 , 2
3085 , 0 50
, 23 0
, 0
09 , 2 975 , 1
1151 , 0 20
, 23 1
, 0
09 , 2 815 , 1
3 2 1
=
→ +
− =
=
=
→
−
− =
=
=
→
−
− =
=
tabel tabel tabel
Z Z
Z Z
Z Z
9887 , 0 28
, 23 2
, 0
09 , 2 615 , 2
9441 , 0 59
, 23 1
, 0
09 , 2 455 , 2
8133 , 0 89
, 23 0
, 0
09 , 2 295 , 2
6 5 4
=
→ +
− =
=
=
→ +
− =
=
=
→ +
− =
=
tabel tabel tabel
Z Z
Z Z
Z Z
Menentukan luas daerah berdasarkan nilai Z yang berpedoman pada tabel luas wilayah di bawah kurva normal
0559 , 0 9441 , 0 1 1
1308 , 0 8133 , 0 9441 , 0
2340 , 0 5793 , 0 8133 , 0
2708 , 0 3085 , 0 5793 , 0
1934 , 0 1151 , 0 3085 , 0 1151 , 0
5 6
4 5 5
3 4 4
2 3 3
1 2 2
1 1
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
−
=
−
=
=
=
Z Ln
Z Z Ln
Z Z Ln
Z Z Ln
Z Z Ln
Z Ln
Menghitung frekuensi harapan ( ei )
677 , 1 30 0559 , 0
924 , 3 30 1308 , 0
020 , 7 30 2340 , 0
124 , 8 30 2708 , 0
802 , 5 30 1943 , 0
453 , 3 30 1151 , 0
6 5 4 3 2 1
=
×
=
=
×
=
=
×
=
=
×
=
=
×
=
=
×
=
×
=
e e e e e e
N Ln ei
Menghitung total nilai X2 hitung
i i i
e e hit o
x
2
2 Σ( − )
=
849 , 124 1
, 8
) 124 , 8 12 (
111 , 802 0
, 5
) 802 , 5 5 (
059 , 453 0
, 3
) 453 , 3 3 (
2 3
2
2 2
2
2 1
2
− =
= Σ
− =
= Σ
− =
= Σ
hit x
hit x
hit x
062 , 677 0
, 1
) 677 , 1 2 (
001 , 924 0
, 3
) 924 , 3 4 (
299 , 020 1
, 7
) 020 , 7 4 (
2 6
2
2 5
2
2 4
2
− =
= Σ
− =
= Σ
− =
=Σ
hit x
hit x
hit x
Total hitx2 =3,382
Menghitung nilai X2 tabel tabel
x2 ( vα, ):
05 , 0 95 , 0 1
2 3 6 3
=
−
=
=
−
=
−
= α
k v
Dari tabel A-6, didapat nilai X2 tabel = 7,810
Jika : X2 hitung > X2 tabel, maka data tidak berdistribusi secara
normal.
X2 hitung < X2 tabel, maka data berdistribusi secara normal.
Kesimpulan : karena nilai X2 hitung (3,382) < X2 tabel ( 7,810) maka, data normal.
Tabel 5.5 Uji Kenormalan Operasi 3
Kelas Interval Batas kelas Z Z tabel Luas ei oi X2 X2 Kesimpulan
kelas atas hitung tabel
1 1,65-1,81 1,815 -1,20 0,1151 0,1151 3,453 3 0,059 2 1,81-1,97 1,975 -0,50 0,3085 0,1934 5,802 5 0,111 3 1,97-2,13 2,135 0,20 0,5793 0,2708 8,124 12 1,849
4 2,13-2,29 2,295 0,89 0,8133 0,2340 7,020 4 1,299 3,382 7,810 Data normal
5 2,29-2,45 2,455 1,59 0,9441 0,1308 3,924 4 0,001
6 2,45-2,61 2,615 2,28 0,9887 0,0559 1,677 2 0,062
Total 30 3,382
i i i
e e o )2 ( −
5.2.1.3 Uji Keseragaman Data
Untuk mengetahui apakah data pengamatan telah seragam maka dilakukan uji keseragaman data.
Langkah pertama yang harus dilakukan pada uji keseragaman data adalah mengelompokkan 30 data ke dalam sub group, dimana masing-masing subgroup terdiri dari 5 data berdasarkan jumlah data yang diambil dalam satu kali pengambilan data, sehingga 30 data tersebut terbagi dalam 6 sub group. Selain itu haruslah terlebih dahulu menentukan tingkat keyakinan dan tingkat ketelitian Dimana tingkat keyakinan yang digunakan dalam pengujian data waktu siklus ini adalah 95 %, dengan tingkat ketelitian sebesar 5%. Berikut ini akan dijelaskan pengujian keseragaman data dengan contoh perhitungan kesergaman data pada operasi 1 sampai dengan operasi 3. Untuk lebih
jelasnya hasil perhitungan pengujian keseragaman data beserta gambar peta kontrol untuk tiap-tiap operasi dapat dilihat pada Lampiran 2.
9 Uji keseragaman data pada operasi 1:
Menghitung waktu siklus rata-rata dari masing-masing sub group dan menghitung waktu siklus rata-rata keseluruhan sampel pada elemen kerja
n Xi
X
i = Σ−
83 , 5 24
50 , 22 46 , 25 23 , 26 59 , 27 36 , 22 3
98 , 5 25
05 , 27 75 , 26 10 , 24 29 , 23 71 , 28 2
60 , 5 25
06 , 25 65 , 28 44 , 22 31 , 27 56 , 24 1
+ = + +
= +
+ = + +
= +
+ = + +
= +
−
−
−
X X X
73 , 5 24
16 , 23 96 , 24 11 , 25 92 , 27 50 , 22 6
46 , 5 25
14 , 26 14 , 25 16 , 25 55 , 27 30 , 23 5
22 , 5 26
15 , 23 41 , 28 86 , 24 05 , 28 64 , 26 4
+ = + +
= +
+ = + +
= +
+ = + +
= +
−
−
−
X X X
47 , 30 25
11 , 764 = Σ =
= N
X Xi detik
Menghitung standar deviasi sample dan standar deviasi dari distribusi subgroup
Standar deviasi sample :
( )
1 N
X σ Xi
2
−
=
∑
−30 1
) 47 , 25 16 , 23 ( ...
) 47 , 25 31 , 27 ( ) 47 , 25 56 , 24
( 2 2 2
−
− +
+
− +
= − σ
σ = 2,04
Standar deviasi subgroup :
91 , 5 0 04 ,
2 =
=
=
−
n
x
σ σ
Menghitung nilai dari Z tabel
975 , 2 0
95 , 0 1 1
2
1 1 ⎥⎦⎤=
⎢⎣⎡ −
−
⎥⎦=
⎢⎣ ⎤
−⎡ −
= β
Z
Dari table A.4, didapat nilai Z =1.96≈ 2
Menghitung Batas Kelas Atas (BKA) dan Batas Kelas Bawah (BKB) )
.( −
+
=
x
Z x
BKA σ
30 , 27
) 91 , 0 ( 2 47 , 25
=
+
=
) .( −
−
=
x
Z x
BKB σ
64 , 23
) 91 , 0 ( 2 47 , 25
=
−
=
Peta Kontrol Keseragam an Data
20,00 22,00 24,00 26,00 28,00
1 2 3 4 5 6
sub grup
waktu (menit)
BKA BKB X
Gambar 5.3 Peta Kontrol Keseragaman Data Operasi 1
Kesimpulan : Dari Peta Kontrol tersebut dapat diambil kesimpulan bahwa data seragam karena tidak ada subgrup yang keluar dari batas kendali.
9 Uji keseragaman data pada operasi 2:
Menghitung waktu siklus rata-rata dari masing-masing sub group dan menghitung waktu siklus rata-rata keseluruhan sampel pada elemen kerja
n Xi
X
i = Σ−
31 , 5 12
06 , 11 25 , 11 69 , 11 48 , 12 05 , 15 3
17 , 5 13
05 , 13 32 , 15 21 , 14 05 , 11 20 , 12 2
01 , 5 13
80 , 11 21 , 15 85 , 12 59 , 13 62 , 11 1
+ = + +
= +
+ = + +
= +
+ = + +
= +
−
−
−
X X X
64 , 5 13
23 , 16 38 , 12 50 , 12 70 , 14 37 , 12 6
63 , 5 13
89 , 13 38 , 13 08 , 14 20 , 14 60 , 12 5
72 , 5 13
35 , 12 35 , 14 05 , 15 32 , 14 55 , 12 4
+ = + +
= +
+ = + +
= +
+ = + +
= +
−
−
−
X X X
25 , 30 13
38 ,
397 =
Σ =
= N
X Xi detik
Menghitung standar deviasi sample dan standar deviasi dari distribusi subgroup
Standar deviasi sample :
( )
1 N
X σ Xi
2
−
=
∑
−30 1
) 25 , 13 23 , 16 ( ...
) 25 , 13 59 , 13 ( ) 25 , 13 62 , 11
( 2 2 2
−
− +
+
− +
= − σ
σ = 1,41
Standar deviasi subgroup :
63 , 5 0 41 ,
1 =
=
=
−
n
x
σ σ
Menghitung nilai dari Z tabel
975 , 2 0
95 , 0 1 1
2
1 1 ⎥⎦⎤=
⎢⎣⎡ −
−
⎥⎦=
⎢⎣ ⎤
−⎡ −
= β
Z
Dari table A.4, didapat nilai Z =1.96≈ 2
Menghitung Batas Kelas Atas (BKA) dan Batas Kelas Bawah (BKB) )
.( −
+
=
x
Z x
BKA σ
51 , 14
) 63 , 0 ( 2 25 , 13
=
+
=
) .( −
−
=
x
Z x
BKB σ
99 , 11
) 63 , 0 ( 2 25 , 13
=
−
=
Peta Kontrol Keseragam an Data
0,00 5,00 10,00 15,00 20,00
1 2 3 4 5 6
sub grup
waktu (menit)
BKA BKB X
Gambar 5.4 Peta Kontrol Keseragaman Data Operasi 2
Kesimpulan : Dari Peta Kontrol tersebut dapat diambil kesimpulan bahwa data seragam karena tidak ada subgrup yang keluar dari batas kendali.
9 Uji keseragaman data pada operasi 3:
Menghitung waktu siklus rata-rata dari masing-masing sub group dan menghitung waktu siklus rata-rata keseluruhan sampel pada elemen kerja
n Xi
X
i = Σ−
19 , 5 2
10 , 2 10 , 2 86 , 1 29 , 2 61 , 2 3
09 , 5 2
46 , 2 02 , 2 20 , 2 97 , 1 79 , 1 2
01 , 5 2
80 , 1 10 , 2 98 , 1 02 , 2 14 , 2 1
+ = + +
= +
+ = + +
= +
+ = + +
= +
−
−
−
X X X
18 , 5 2
89 , 1 60 , 2 35 , 2 02 , 2 06 , 2 6
01 , 5 2
05 , 2 99 , 1 06 , 2 31 , 2 65 , 1 5
05 , 5 2
21 , 2 30 , 2 98 , 1 90 , 1 85 , 1 4
+ = + +
= +
+ = + +
= +
+ = + +
= +
−
−
−
X X X
09 , 30 2
66 ,
62 =
Σ =
= N
X Xi detik
Menghitung standar deviasi sample dan standar deviasi dari distribusi subgroup
Standar deviasi sample :
( )
1 N
X σ Xi
2
−
=
∑
−30 1
) 09 , 2 89 , 1 ( ...
) 09 , 2 02 , 2 ( ) 09 , 2 14 , 2
( 2 2 2
−
− +
+
− +
= − σ
σ = 0,23
Standar deviasi subgroup :
10 , 5 0 23 ,
0 =
=
=
−
n
x
σ σ
Menghitung nilai dari Z tabel
975 , 2 0
95 , 0 1 1
2
1 1 =
⎥⎦⎤
⎢⎣⎡ −
−
⎥⎦=
⎢⎣ ⎤
−⎡ −
= β
Z
Dari table A.4, didapat nilai Z =1.96≈ 2
Menghitung Batas Kelas Atas (BKA) dan Batas Kelas Bawah (BKB) )
.( −
+
=
x
Z x
BKA σ
29 , 2
) 10 , 0 ( 2 09 , 2
= +
=
) .( −
−
=
x
Z x
BKB σ
88 , 1
) 10 , 0 ( 2 09 , 2
=
−
=
Peya Kontrol Keseragam an Data
0,00 0,50 1,00 1,50 2,00 2,50
1 2 3 4 5 6
sub grup
waktu (menit)
BKA BKB X
Gambar 5.5 Peta Kontrol Keseragaman Data Operasi 3
Kesimpulan : Dari Peta Kontrol tersebut dapat diambil kesimpulan bahwa data seragam karena tidak ada subgrup yang keluar dari batas kendali.
5.2.2 Perhitungan Waktu Normal
Setelah pengukuran pendahuluan telah selesai dilaksanakan maka kita dapat melihat waktu siklus atau rata-rata waktu pengerjaan yang dilakukan oleh operator.
Langkah selanjutnya adalah menentukan faktor penyesuaian untuk mendapatkan waktu normal. Faktor penyesuaian ini diperlukan agar waktu normal yang diperoleh dapat diasumsikan sebagai waktu penyelesaian pekerjaan dalam kondisi wajar. Adapun rumus perhitungan waktu normal adalah sebagai berikut:
Waktu normal = Waktu siklus x p
Pada penelitian ini penentuan faktor penyesuaian menggunakan metode Westinghouse hal tersebut dikarenakan metode Westinghouse merupakan metode penyesuaian yang dinilai paling obyektif serta memberikan penjelasan yang cukup jelas pada setiap faktor-faktor yang terkandung didalamnya. Alasan lain dipilihnya metode Westinghouse dikarenakan pada metode ini mengamati aspek-aspek yang dirasa perlu untuk dipertimbangkan dalam mengamati kewajaran kerja yang ditunjukkan oleh operator di lantai produksi trolly. Hal-hal yang diperhatikan tersebut adalah kondisi ruangan yang kurang baik pada lantai produksi trolly juga diperlukannya ketrampilan yang tinggi pada beberapa bagian pengerjaan trolly. Keempat faktor atau aspek yang dinilai pada metode Westinghouse adalah ketrampilan, usaha, kondisi kerja dan konsistensi. Dalam menentukan nilai pada metode Westinghouse terlebih dulu dilakukan diskusi dengan kepala bagian trolly untuk memperoleh nilai-nilai yang dapat mewakili kondisi sebenarnya.
Operasi 1 (Pembuatan Plat Bawah)
1. Skill (Ketrampilan) : Kemampuan operator dalam mengikuti cara kerja yang telah ditentukan adalah sudah cukup baik. Kualitas produk setengah jadi yang dihasilkan baik, bekerja dengan baik walaupun tanpa pengawasan dari kepala bagian dan memiliki koordinasi gerakan yang baik. Dari hasil pengamatan tersebut maka faktor skill dari operator yang bersangkutan adalah Good (C1) dengan nilai penyesuaian +0,06.
2. Effort (Usaha) : Kesungguhan operator pada pembuatan plat bawah dapat dilihat dari perhatian yang diberikan pada pekerjaannya cukup besar serta menerima saran-saran yang bertujuan untuk perbaikan kerja selain itu operator juga menggunakan peralatan secara tepat dan merawat alat yang telah digunakan dengan baik, seperti membersihkan alat sehabis pemakaian. Dari hasil pengamatan tersebut maka faktor effort dari operator yang bersangkutan adalah Good (C1) dengan nilai penyesuaian +0,05.
3. Condition (Kondisi) : Kondisi dari pengerjaan plat bawah yang dialami oleh operator dirasakan kurang ideal hal tersebut dikarenakan temperatur tempat kerja yang cukup tinggi sehingga menyebabkan ketidaknyamanan dalam bekerja. Dari hasil pengamatan tersebut maka faktor condition dari operator yang bersangkutan adalah Fair (E1) dengan nilai penyesuaian -0,04.
4. Consistency (Konsistensi) : Tingkat konsistensi pada pengerjaan plat bawah dapat dikatakan tidak terlalu konsisten namun masih dalam batas-batas kewajaran sehingga dalam penilaiannya maka konsistensi yang terjadi adalah Average (D) dengan nilai penyesuaian 0,00.
Total penyesuaian ( p1 )= 1 + 0,07 = 1,07
Contoh perhitungan waktu normal untuk Operasi-1:
Wn1 = Ws1 x p1
= 25,47 x 1,07
= 27,25 menit
Operasi 2 (Pembuatan As Rem)
1. Skill (Ketrampilan) : Kemampuan operator dalam mengikuti cara kerja yang telah ditentukan adalah sudah cukup baik. Hal tersebut dapat terlihat pada kualitas produk setengah jadi yang dihasilkan baik, bekerja dengan baik walaupun tanpa pengawasan dari kepala bagian dan memiliki koordinasi gerakan yang baik. Dari hasil pengamatan tersebut maka faktor skill dari operator yang bersangkutan adalah Good (C1) dengan nilai penyesuaian +0,06.
2. Effort (Usaha) : Kesungguhan operator pada pembuatan plat bawah dapat dilihat dari perhatian yang diberikan pada pekerjaannya dapat dikatakan baik. Operator terlihat berusaha untuk menghasilkan as rem sesuai dengan pola yang telah dibuat karena apabila terlihat ketidak rapian pada pembuatan as rem maka operator akan segera memperbaikinya. Selain itu operator mendengarkan saran- saran yang bertujuan untuk perbaikan kerja walaupun pada prakteknya operator perlu menyesuaikan diri untuk dapat secara konsisten melakukan saran yang diberikan. Dalam hal pemakaian alat operator sudah cukup bertanggung jawab seperti melakukan pembersihan pada kompresor setelah pemakaian dan membersihkan area sekitar yang terkena cat. Dari hasil pengamatan tersebut maka faktor effort dari operator yang bersangkutan adalah Good (C2) dengan
nilai penyesuaian +0,03.
3. Condition (Kondisi) : Kondisi dari pengerjaan as rem yang dialami oleh operator dirasakan kurang ideal hal tersebut dikarenakan temperatur tempat kerja yang cukup tinggi sehingga menyebabkan kekurangnyamanan dalam bekerjanamun letaknya yang dekat dengan exhaust fan memberikan sirkulasi udara yang lebih baik. Dari hasil pengamatan tersebut maka faktor condition dari operator yang bersangkutan adalah Average (E) dengan nilai penyesuaian 0,00.
4. Consistency (Konsistensi) : Tingkat konsistensi pada pengerjaan plat bawah dapat dikatakan tidak terlalu konsisten namun masih dalam batas-batas kewajaran sehingga dalam penilaiannya maka konsistensi yang terjadi adalah Average (D) dengan nilai penyesuaian 0,00.
Total penyesuaian ( p2 )= 1 + 0,09 = 1,09
Contoh perhitungan waktu normal untuk Operasi-2:
Wn2 = Ws2 x p2
= 13,25 x 1,09
= 14,44 menit
Operasi 3 (Merakit plat bawah dengan as rem (RA1))
1. Skill (Ketrampilan) : Kemampuan operator dalam mengikuti cara kerja yang telah ditentukan adalah sudah cukup baik. Hal tersebut dapat terlihat pada kualitas produk setengah jadi yang dihasilkan baik, bekerja dengan baik walaupun tanpa pengawasan dari kepala bagian dan memiliki koordinasi gerakan yang baik. Dari hasil pengamatan tersebut maka faktor skill dari operator yang
bersangkutan adalah Good (C2) dengan nilai penyesuaian +0,03.
2. Effort (Usaha) : Kesungguhan operator pada perakitan (RA1) dapat dilihat dari perhatian yang diberikan operator pada pekerjaannya dimana dalam merakit operator cukup serius dalam merakit hal tersebut terlihat dari sikap dan pembawaan operator yang tidak berbicara dengan sesama operator pada saat merakit serta dengan senang hati menerima saran-saran yang bertujuan untuk perbaikan kerja. Dari hasil pengamatan tersebut maka faktor effort dari operator yang bersangkutan adalah Good (C1) dengan nilai penyesuaian +0,05.
3. Condition (Kondisi) : Kondisi dari perakitan plat bawah dengan as rem memang masih belum dapat dikatakan baik, namun apabila dibandingkan dengan kedua operasi diatas maka tempat perakitan RA1 dapat dikatakan sedikit lebih baik karena berdekatan dengan jendela sehingga udara lebih segar dan pada pagi hari sinar matahari masuk melalui jendela tersebut. Sehingga dari hasil pengamatan maka nilai dari faktor Condition adalah Good (C) dengan nilai penyesuaian 0,02.
4. Consistency (Konsistensi) : Tingkat konsistensi pada pengerjaan plat bawah dapat dikatakan tidak terlalu konsisten namun masih dalam batas-batas kewajaran sehingga dalam penilaiannya maka konsistensi yang terjadi adalah Average (D) dengan nilai penyesuaian 0,00.
Total penyesuaian ( p3 )= 1 + 0,10 = 1,10
Contoh perhitungan waktu normal untuk Operasi-2:
Wn3 = Ws3 x p3
= 2,09 x 1,10
= 2,30 menit
5.2.3 Perhitungan Waktu Baku
Waktu normal suatu pekerjaan belum memperhitungkan faktor kelonggaran.
Suatu hal yang tidak mungkin bahwa seorang operator terus-menerus bekerja seharian penuh tanpa gangguan. Operator mungkin mengambil waktu untuk kebutuhan pribadi, istirahat, atau sekedar berhenti sejenak untuk menghilangkan rasa lelah atau fatique.
Maka, dalam menentukan waktu baku elemen kerja faktor kelonggaran harus diikutsertakan dalam perhitungan.
Berikut ini adalah contoh perhitungan kelonggaran berdasarkan faktor-faktor yang berpengaruh pada operasi 1, 2 dan 3.
Operasi 1 (Pembuatan Plat Bawah)
1. Tenaga yang dikeluarkan : sangat ringan (menggunakan mesin bor dengan berat kurang dari 2,25 kg) = 7,00
2. Sikap kerja : berdiri diatas 2 kaki = 1,50
3. Gerakan kerja : normal (tangan dan kaki dapat bergerak secara leluasa) = 0,00 4. Kelelahan mata : pandangan terputus-putus (tatapan mata dapat berpindah tidak
perlu terlalu fokus karena bidang kerja yang luas dan jelas) = 3,00 5. Temperatur : tinggi 28-38 oC (temperature ruangan cukup tinggi) = 5,00
6. Atmosfir : cukup (ventilasi udara kurang baik dan ada bau-bauan namun tidak membahayakan bagi kesehatan pekerja) = 3,00
7. Keadaan lingkungan : terasa ada getaran lantai (akibat gerakan mesin cetak alumunium atau HanmaxPack di lantai dasar, adapun lokasi lantai produksi trolly
adalah pada lantai 3) = 5,00
8. Kebutuhan pribadi : pria (kebutuhan pribadi yang dimaksudkan disini adalah ke seperti kamar kecil) = 2,00
Total faktor kelonggaran (Operasi 1 (Pembuatan Plat Bawah)) = 26,50 % = 0,265 Waktu Baku (Wb1) = Wn1 x (1 + All)
= 27,25 x (1 + 0,265)
= 34,48 menit
Operasi 2 (Pembuatan As Rem)
1. Tenaga yang dikeluarkan : sangat ringan (hal tersebut dikarenakan pekerja menggunakan mesin potong elektrik yang telah tertanam di meja sehingga tenaga yang diperlukan sangat kecil serta menggunakan mesin milling dengan berat kurang dari 2,25 kg) = 6,00
2. Sikap kerja : duduk = 0,50
3. Gerakan kerja : agak terbatas (bagian as rem cukup kecil sehingga gerakan kerja menjadi lebih terbatas) = 2,00
4. Kelelahan mata : pandangan hampir terus-menerus (karena as rem merupakan bagian yang memiliki cukup banyak detil dan ukurannya tidak terlalu besar sehingga pandangan mata sebaiknya lebih terfokus) = 6,00
5. Temperatur : tinggi 28-38 oC (temperature ruangan cukup tinggi) = 5,00
6. Atmosfir : cukup (ventilasi udara kurang baik dan ada panas serta bau-bauan yang timbul saat pengelasan namun tidak membahayakan bagi kesehatan
pekerja) = 4,00
7. Keadaan lingkungan : terasa ada getaran lantai (akibat gerakan mesin cetak alumunium atau HanmaxPack di lantai dasar, adapun lokasi lantai produksi trolly adalah pada lantai 3) = 5,00
8. Kebutuhan pribadi : pria (kebutuhan pribadi yang dimaksudkan disini adalah seperti ke kamar kecil) = 2,00
Faktor kelonggaran (Operasi 2 (Pembuatan As Rem)) = 30,50 % = 0,305 Waktu Baku (Wb2) = Wn2 x (1 + All)
= 14,44 x (1 + 0,305)
= 18,84 menit
Operasi 3 (Merakit plat bawah dengan as rem (RA1))
1. Tenaga yang dikeluarkan : sangat ringan (hal tersebut dikarenakan pekerja menggunakan obeng dan sekrup yang ringan, roda, dudukan as rem dan plat bawah alumunium diletakan diatas meja) = 7,00
2. Sikap kerja : duduk = 0,20
3. Gerakan kerja : normal (gerakan tangan dalam jangkauan yang wajar dan mudah terjangkau tanpa harus mengatur posisi tubuh terlebih dahulu serta bidang kerja yang cukup besar) = 0,20
4. Kelelahan mata : pandangan terputus-putus (tatapan mata dari operator dapat berpindah sewaktu-waktu atau dapat dikatakan pengerjaan ini tidak diperlukan ketelitian tingkat tinggi) = 3,00
5. Temperatur : tinggi 28-38 oC (temperature ruangan cukup tinggi) = 5,00
6. Atmosfir : baik (ventilasi udara baik karena dekat dengan jendela sehingga udara segar dapat masuk pada saat jendela dibuka) = 0,00
7. Keadaan lingkungan : terasa ada getaran lantai (akibat gerakan mesin cetak alumunium atau HanmaxPack di lantai dasar, adapun lokasi lantai produksi trolly adalah pada lantai 3) = 5,00
8. Kebutuhan pribadi : pria (kebutuhan pribadi yang dimaksudkan disini adalah seperti ke kamar kecil) = 2,00
Faktor kelonggaran (Operasi 3 (Merakit plat bawah dengan as rem (RA1))) = 22,40 % = 0,224
Waktu Baku (Wb3) = Wn3 x (1 + All)
= 2,30 x (1 + 0,224)
= 2,81 menit
Berikut ini adalah data waktu baku dari tiap-tiap operasi pada produk trolly yang telah diperoleh: