1
PENGONTROLAN KUALITAS PRODUKSI BOTOL STING 240 ml DI PT.IGLAS
DENGAN MENGGUNAKAN DIAGRAM KONTROL FUZZY DAN DIRECT FUZZY APPROACH (DFA)
Ikalia Sugihartanti(1), Irhamah(2)
(1)Mahasiswa Jurusan Statistika FMIPA ITS, (2)Dosen Jurusan Statistika FMIPA ITS e-mail : (1)[email protected], (2)[email protected]
ABSTRAK
Diagram kontrol fuzzy sangat sesuai digunakan untuk observasi yang menghasilkan keputusan (informasi) yang berdasarkan subjektivitas (persepsi) seseorang. Pada penilitian ini akan dilakukan studi tentang DFA (Direct Fuzzy Approach) serta penerapannya pada data atribut produksi botol sting 240 ml di PT. IGLAS (Persero) yang telah dikelompokkan menjadi beberapa kriteria tingkatan cacat. Pengontrolan kualitas produksi juga akan dilakukan dengan menggunakan diagram kontrol Demerit dan membandingkannya dengan hasil diagram kontrol fuzzy. Pengontrolan kualitas produksi dengan menggunakan diagram kontrol Demerit dan fuzzy menunjukkan hasil proses yang belum terkendali, tetapi keputusan yang dihasilkan oleh diagram kontrol fuzzy lebih akurat karena masing-masing subgrup memiliki batas kontrol sesuai fungsi keanggotaannya. Sedangkan penerapan DFA pada k asus pengontrolan kualitas produksi botol sting 240 m l di PT. Iglas menghasilkan keputusan yang bersifat linguistik, yaitu keputusan rather in control dan rather out control yang berada diantara keputusan in- control dan out- of control.
Kata Kunci : DFA , Diagram Kontrol Fuzzy, Pengontrolan Kualitas, Produksi Botol
1. Pendahuluan
Fuzzy secara harfiah diartikan sebagai kabur atau samar-samar, yang dimaksud fuzzy secara umum adalah suatu nilai dapat bernilai benar atau salah secara bersamaan. Dalam fuzzy dikenal derajat keanggotaan yang memiliki rentang nilai antara 0 (nol) hingga 1 (satu), seberapa besar suatu nilai dapat bernilai benar atau salah tergantung pada derajat keanggotaan yang dimilikinya, berbeda dengan himpunan crisp yang hanya memiliki nilai keanggotaan 1 (ya) atau 0 ( tidak). Diagram kontrol fuzzy sangat sesuai digunakan untuk observasi yang menghasilkan data (informasi) yang tidak pasti, kurang jelas dan berdasarkan subjektivitas (persepsi) seseorang. Penerapan DFA (Direct Fuzzy Approach) pada pengontrolan kualitas berdasarkan data atribut (Gulbay, 2006a), menunjukkan bahwa diagram kontrol fuzzy dengan DFA lebih sensitif dibandingkan diagram kontrol fuzzy dengan pendekatan transformasi, karena dengan DFA data linguistik tidak diubah menjadi nilai-nilai yang ditransformasikan dengan metode fuzzy transformation, sehingga tidak ada informasi yang hilang dari data tersebut. DFA dikembangkan dengan metode perbandingan fuzzy berdasarkan pengukuran area batas diagram kontrol (Gulbay, 2006b). Ainy (2011) sebelumnya juga telah melakukan penelitian terhadap pengontrolan kekerasan produk rexona SL AP stick dengan diagram kontrol fuzzy.
Pada penelitian ini akan dilakukan studi tentang pendekatan untuk diagram kontrol fuzzy yang dike-
nal dengan DFA (Direct Fuzzy Approach) serta penerapannya pada data atribut yang telah
dikelompokkan menjadi beberapa kriteria. Data yang digunakan diperoleh dari PT. Iglas, berupa data
atribut produksi botol tipe 513 ( sting 240 m l). Untuk mengantisipasi adanya perbedaan persepsi antar
pengawas mutu dalam mengelompokkan botol cacat ke dalam level kecacatan, maka digunakan
pendekatan fuzzy. Selain melakukan pengontrolan kualitas dengan diagram kontrol fuzzy, pengontrolan
kualitas juga akan dilakukan dengan menggunakan diagram kontrol Demerit. Diagram kontrol Demerit
digunakan sebagai pembanding karena terdapat pengelompokkan kategori cacat. Perbandingan tersebut
dilakukan untuk mengetahui diagram kontrol mana yang lebih sensitif dalam mengontrol kualitas
produksi botol Sting 240 ml di PT. Iglas.
2 2. Diagram Kontrol
Diagram kontrol statistika merupakan teknik membuat grafik statistik yang nilainya diukur berdasarkan hasil plot karakteristik kualitas tertentu. Diagram kontrol digunakan untuk mengetahui apakah proses berada dalam kendali statistik atau tidak (Montgomery, 1998). Beberapa diagram kontrol statistika yang digunakan dalam penelitian ini adalah sebagai berikut.
2.1 Diagram Kontrol Demerit
Diagram kontrol Demerit digunakan apabila data atribut telah diklasifikasikan menjadi beberapa tingkatan kecacatan, sehingga dilakukan pembobotan terhadap data atribut tersebut, dan digunakan persamaan sebagai berikut (Montgomery, 2005).
4 4 3 3 2 2 1
1
c w c w c w c
w
d
i= + + + (1)
dengan w
i= bobot cacat berdasarkan kelasnya c
i= jumlah cacat dalam tiap kelas Jumlah Demerit per unit adalah
n
u
i= D (2)
dengan n adalah jumlah sampel pengamatan dan ∑
=
=
ni
d
iD
Batas kontrol untuk diagram kontrol Demerit adalah sebagai berikut.
1u u
u LCL
u CL
u UCL
σ σ 3 ˆ
ˆ 3
−
=
= +
=
(3)
dengan u = w
1u
1+ w
2u
2+ w
3u
3+ w
4u
4(4)
dan n
u w u w u w u w
u 2 4
4 3 2 3 2 2 2 1 2
ˆ
1+ + +
σ = (5)
2.2 Diagram Kontrol Fuzzy – p
Ketika produk dikategorikan kedalam tingkatan (kelas) cacat, maka digunakan diagram kontrol fuzzy – p untuk menganalisis proses pengontrolan kualitas. Nilai means untuk setiap grup sampel, diperoleh dengan persamaan berikut.
j t
i ij i
j
m
r k
M ∑
=
=1(6)
dengan t adalah jumlah dari kategori (kelas) cacat, k
ijadalah jumlah produk yang termasuk dalam kategori ke-i, r
imerupakan derajat keanggotaan kategori ke-i, dan m
jmerupakan jumlah produk pada sampel ke-j.
Center Line (CL) merupakan means dari n sampel grup yang didefinisikan pada persamaan berikut ini.
n M M
CL
n
j j
j
∑
==
=
1(7)
dengan n adalah jumlah grup dari sampel.
Fungsi keanggotaan dari M dan CL didefinisikan sebagai berikut.
3 1
, 0
1 1 ,
1
0 ,
0 ,
0
≥
≤
− ≤
−
≤
≤
≤
x if
x M M if
x
M x M if
x x if
(8)
Fungsi keanggotaan dari CL dikelompokkan menjadi dua komponen (L dan R), oleh karena itu setiap komponen memiliki nilai CL, LCL, dan UCL masing-masing. Fungsi keanggotaan dari control limit berdasarkan nilai α diilustrasikan pada persamaan berikut.
≤
≤
+ −
=
− −
=
−
−
=
≤
≤
+ −
=
− −
=
=
1 1
), 1 )(
3 ( min
0 ), 1 )(
3 ( max
] ) 1 [(
1
0 1 ), 1 )(
3 ( min
0 ), 1 )(
3 ( max
j R
R R R
R R R
R R
j L
L L L
L L L
L L
M M if
n CL CL CL
UCL
n CL CL CL
LCL
M CL
M M if
n CL CL CL
UCL
n CL CL CL
LCL M CL
α α α
(9) 2.3 Identifikasi Variabel Penyebab Terjadinya Out of Control
Identifikasi variabel penyebab terjadinya proses tidak terkontrol perlu dilakukan jika dalam pengontrolan kualitas produksi terdapat satu atau beberapa variabel yang tidak terkontrol. Persamaan yang digunakan adalah.
( )
∑
=−
=
k−
j ij j
j ij j
j
X X
p n p
n Z
0 0
2 0 0
ˆ ˆ
(10)
dengan Z
jmerupakan indikator kontribusi relatif dari variabel ke-j untuk keseluruhan statistik, n
0dan n
jmerupakan ukuran sample periode ke-0 dan ke-j. Perbaikan proses difokuskan pada variabel yang memiliki nilai Z
jlebih besar dari χ
(2k−1),α(Taleb , 2009).
2.4 Diagram Kontrol
Fuzzy Berdasarkan α-cutPada kasus dengan sampel berupa bilangan fuzzy, nilai mean (garis tengah) diagram kontrol fuzzy dinyatakan dengan persamaan sebagai berikut.
𝐶𝐶𝐶𝐶 � = �
∑𝑚𝑚𝑗𝑗 =1𝑚𝑚𝑎𝑎𝑗𝑗,
∑𝑚𝑚𝑗𝑗=1𝑚𝑚𝑏𝑏𝑗𝑗,
∑𝑚𝑚𝑗𝑗 =1𝑚𝑚𝑐𝑐𝑗𝑗,
∑𝑚𝑚𝑗𝑗=1𝑚𝑚𝑑𝑑𝑗𝑗� = �𝑎𝑎�, 𝑏𝑏�, 𝑐𝑐̅, 𝑑𝑑̅� (11) dengan m adalah jumlah sampel.
Batas atas dan batas bawah dari diagram kontrol fuzzy dapat diperoleh dengan persamaan sebagai berikut.
𝐶𝐶𝐶𝐶 � = �𝑎𝑎�, 𝑏𝑏�,𝑐𝑐̅, 𝑑𝑑̅� = (𝐶𝐶𝐶𝐶
1, 𝐶𝐶𝐶𝐶
2, 𝐶𝐶𝐶𝐶
3, 𝐶𝐶𝐶𝐶
4) (12) ) =
j
(x
µ
M4 𝐶𝐶𝐶𝐶𝐶𝐶 � = 𝐶𝐶𝐶𝐶 � − 3�𝐶𝐶𝐶𝐶 � = �𝑎𝑎�, 𝑏𝑏�, 𝑐𝑐̅, 𝑑𝑑̅� − 3��𝑎𝑎�, 𝑏𝑏�, 𝑐𝑐̅, 𝑑𝑑̅�
= �𝑎𝑎� − 3�𝑑𝑑̅, 𝑏𝑏� − 3√𝑐𝑐̅, 𝑐𝑐̅ − 3�𝑏𝑏�, 𝑑𝑑̅ − 3√𝑎𝑎��
= (𝐶𝐶𝐶𝐶𝐶𝐶
1, 𝐶𝐶𝐶𝐶𝐶𝐶
2, 𝐶𝐶𝐶𝐶𝐶𝐶
3, 𝐶𝐶𝐶𝐶𝐶𝐶
4) (13) 𝑈𝑈𝐶𝐶𝐶𝐶
� = 𝐶𝐶𝐶𝐶 � + 3�𝐶𝐶𝐶𝐶 � = �𝑎𝑎�, 𝑏𝑏�,𝑐𝑐̅, 𝑑𝑑̅� + 3��𝑎𝑎�, 𝑏𝑏�,𝑐𝑐̅, 𝑑𝑑̅�
= �𝑎𝑎� + 3√𝑎𝑎�, 𝑏𝑏� + 3�𝑏𝑏�, 𝑐𝑐̅ + 3√𝑐𝑐̅, 𝑑𝑑̅ + 3�𝑑𝑑̅�
= (𝑈𝑈𝐶𝐶𝐶𝐶
1, 𝑈𝑈𝐶𝐶𝐶𝐶
2, 𝑈𝑈𝐶𝐶𝐶𝐶
3, 𝑈𝑈𝐶𝐶𝐶𝐶
4) (14) Nilai 𝑎𝑎
𝛼𝛼dan 𝑑𝑑
𝛼𝛼seperti pada gambar 2.3, ditentukan sebagai berikut.
𝑎𝑎
𝛼𝛼= 𝑎𝑎 + 𝛼𝛼(𝑏𝑏 − 𝑎𝑎) (15)
𝑑𝑑
𝛼𝛼= 𝑑𝑑 + 𝛼𝛼(𝑑𝑑 − 𝑐𝑐) (16)
Sehingga batas kendali untuk diagram kontrol fuzzy α-cut dapat diperoleh dengan persamaan sebagai berikut.
𝐶𝐶𝐶𝐶 � = �𝑎𝑎�
𝛼𝛼 𝛼𝛼, 𝑏𝑏,� 𝑐𝑐̅, 𝑑𝑑̅
𝛼𝛼� = (𝐶𝐶𝐶𝐶
1𝛼𝛼, 𝐶𝐶𝐶𝐶
2, 𝐶𝐶𝐶𝐶
3, 𝐶𝐶𝐶𝐶
𝛼𝛼4) (17) 𝐶𝐶𝐶𝐶𝐶𝐶 � = 𝐶𝐶𝐶𝐶
𝛼𝛼� − 3�𝐶𝐶𝐶𝐶
𝛼𝛼� = �𝑎𝑎�
𝛼𝛼 𝛼𝛼, 𝑏𝑏,� 𝑐𝑐̅, 𝑑𝑑̅
𝛼𝛼� − 3��𝑎𝑎�
𝛼𝛼, 𝑏𝑏,� 𝑐𝑐̅, 𝑑𝑑̅
𝛼𝛼�
= �𝑎𝑎�
𝛼𝛼− 3�𝑑𝑑̅
𝛼𝛼, 𝑏𝑏� − 3√𝑐𝑐̅, 𝑐𝑐̅ − 3�𝑏𝑏�, 𝑑𝑑̅
𝛼𝛼− 3√𝑎𝑎�
𝛼𝛼�
= (𝐶𝐶𝐶𝐶𝐶𝐶
𝛼𝛼1, 𝐶𝐶𝐶𝐶𝐶𝐶
2, 𝐶𝐶𝐶𝐶𝐶𝐶
3, 𝐶𝐶𝐶𝐶𝐶𝐶
𝛼𝛼4) (18) 𝑈𝑈𝐶𝐶𝐶𝐶 � = 𝐶𝐶𝐶𝐶
𝛼𝛼� + 3�𝐶𝐶𝐶𝐶
𝛼𝛼� = �𝑎𝑎�
𝛼𝛼 𝛼𝛼, 𝑏𝑏,� 𝑐𝑐̅, 𝑑𝑑̅
𝛼𝛼� + 3��𝑎𝑎�
𝛼𝛼, 𝑏𝑏,� 𝑐𝑐̅, 𝑑𝑑̅
𝛼𝛼�
= �𝑎𝑎�
𝛼𝛼+ 3√𝑎𝑎�
𝛼𝛼, 𝑏𝑏� + 3�𝑏𝑏�, 𝑐𝑐̅ + 3√𝑐𝑐̅, 𝑑𝑑̅
𝛼𝛼+ 3�𝑑𝑑̅
𝛼𝛼�
= (𝑈𝑈𝐶𝐶𝐶𝐶
1𝛼𝛼, 𝑈𝑈𝐶𝐶𝐶𝐶
2, 𝑈𝑈𝐶𝐶𝐶𝐶
3, 𝑈𝑈𝐶𝐶𝐶𝐶
𝛼𝛼4) (19) 2.5 Direct Fuzzy Approach (DFA)
Terdapat bebarapa pendekatan fuzzy transformation yang dikembangkan untuk diagram kontrol.
Diantaranya adalah fuzzy mode, fuzzy midrange, dan fuzzy median. Pada tahun 2006, Gulbay mengembangkan sebuah alternatif pendekatan fuzzy yang lain untuk diagram kontrol yang disebut dengan DFA. Pada DFA, keputusan apakah proses berada dalam keadaan terkontrol atau tidak, dibuat berdasarkan persentase daerah sampel yang berada di dalam batas control.
3. Pengontrolan Kualitas
Pengontrolan kualitas bertujuan untuk mengurangi variabilitas yang sistematik dalam karak-teristik kualitas kunci suatu produk. Statistical process control (SPC) merupakan metodologi pada monitoring proses untuk mengidentifikasi variasi proses dan diperlukan untuk memperbaiki proses. Teknik SPC yang umum digunakan adalah diagram kontrol statistika. Diagram kontrol statistika merupakan teknik membuat grafik statistik yang nilainya diukur berdasarkan hasil plot karakteristik kualitas tertentu.
Diagram kontrol digunakan untuk mengetahui apakah proses berada dalam kendali statistik atau tidak.
5
Dengan kata lain diagram kontrol merupakan uji hipotesis untuk mengetahui apakah proses berada dalam kendali statistik (Montgomery,1998).
4. Metodologi Penelitian
Data yang digunakan dalam penelitian ini adalah data sekunder yang diperoleh dari PT. Iglas (Persero) berupa data ketidaksesuaian (kecacatan) dari proses produksi botol sting 240 ml tanggal 24 Februari 2011 sampai 22 Maret 2011. Jumlah sampel yang diambil tiap satu hari produksi berjumlah 768 sampel yang berasal dari 16 mesin yang beroperasi selama 24 jam dan setiap mesin diambil 2 sampel tiap jamnya. Data atribut sampel produksi botol tipe 513 ( sting 240 m l) dalam satu hari produksi dikelompokkan menjadi tiga tingkatan cacat (minor, major, dan critical).
Variabel penelitian yang digunakan adalah c
ia= jumlah cacat minor yang terdapat pada sampel ke-i, c
ib= jumlah cacat major yang terdapat pada sampel ke-i, dan c
ic= jumlah cacat critical yang terdapat pada sampel ke-i.
Langkah- langkah analisis data yang dilakukan adalah sebagai berikut.
1. Membuat diagram kontrol Demerit
Untuk membuat diagram kontrol demerit, langkah pertama yang dilakukan adalah memberikan pembobotan pada data atribut tiap kelas cacat, kemudian menghitung batas kontrol atas dan bawah untuk diagram kontrol Demerit dengan menggunakan persamaan (3) dan membuat diagram kontrol Demerit. Jika diagram kontrol tidak terkendali, dilakukan identifikasi variabel penyebab out of control dengan persamaan (10).
2. Membuat diagram kontrol fuzzy - Diagram Kontrol Fuzzy – p
a. Menghitung nilai mean ( M
j) untuk setiap sampel grup menggunakan persamaan (6).
b. Menghitung nilai mean dari n sampel grup ( M ) dengan persamaan (7).
c. Menentukan komponen fungsi keanggotaan dari M
jdan batas kontrol setiap M
jdengan persamaan (8)
d. Membuat diagram kontrol fuzzy – p.
e. Jika diagram kontrol tidak terkendali, dilakukan identifikasi variabel penyebab out of control dengan persamaan (10).
- Penerapan DFA pada Diagram Kontrol Fuzzy
a. Data yang telah dikalikan dengan derajat keanggotaannya, dihitung nilai rata-ratanya untuk masing-masing fungsi keanggotaan fuzzy dengan menggunakan persamaan (11).
b. Menghitung batas kontrol atas dan bawah untuk diagram kontrol fuzzy dengan menggunakan persamaan (12) - (14).
c. Menghitung nilai 𝑎𝑎
𝛼𝛼dan 𝑑𝑑
𝛼𝛼dengan persamaan (15) - (16).
d. Menghitung batas kontrol atas dan bawah untuk diagram kontrol fuzzy α-cut dengan menggunakan persamaan (17) - (19). Batas kontrol ini merupakan batas kontrol DFA dengan nilai α-cut berdasarkan subjektivitas peneliti.
e. Menghitung luas sampel ( S
αj) untuk titik-titik sampel (𝑎𝑎
𝛼𝛼, b, c, 𝑐𝑐
𝛼𝛼) dan nilai A
αout.jberdasarkan flowchart yang terlampir pada lampiran 1 s ehingga diperoleh per-sentase luas area yang berada di dalam batas kontrol( β
αj).
f. Membandingkan nilai 𝛽𝛽 dengan β
αjg. Membuat plot diagram kontrol fuzzy dengan DFA.
3. Membandingkan hasil pengontrolan kualitas antara diagram kontrol Demerit, diagram kontrol fuuzy –
p, dan diagram kontrol fuzzy DFA.
6 5. Analisis dan Pembahasan
5.1 Diagram Kontrol Demerit
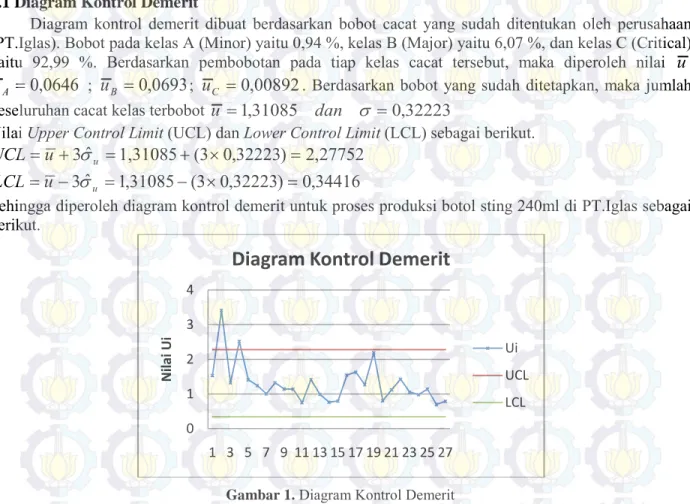
Diagram kontrol demerit dibuat berdasarkan bobot cacat yang sudah ditentukan oleh perusahaan (PT.Iglas). Bobot pada kelas A (Minor) yaitu 0,94 %, kelas B (Major) yaitu 6,07 %, dan kelas C (Critical) yaitu 92,99 %. Berdasarkan pembobotan pada tiap kelas cacat tersebut, maka diperoleh nilai u
0646 , 0
A
=
u ; u
B= 0 , 0693 ; u
C= 0 , 00892 . Berdasarkan bobot yang sudah ditetapkan, maka jumlah keseluruhan cacat kelas terbobot u = 1 , 31085 dan σ = 0 , 32223
Nilai Upper Control Limit (UCL) dan Lower Control Limit (LCL) sebagai berikut.
27752 , 2 ) 32223 , 0 3 ( 1,31085
3 ˆ = + × =
+
= u
uUCL σ
34416 , 0 ) 32223 , 0 3 ( 31085 ˆ ,1
3 = − × =
−
= u
uLCL σ
Sehingga diperoleh diagram kontrol demerit untuk proses produksi botol sting 240ml di PT.Iglas sebagai berikut.
Gambar 1. Diagram Kontrol Demerit
Gambar 1 menunjukkan bahwa pengontrolan kualitas botol sting 240 ml dengan menggunakan diagram kontrol demerit
dalam kondisi tidak terkendali, hal ini dikarenakan terdapat dua titik yang keluar dari batas kontrol, adapun dua yang keluar adalah titik pada pengamatan ke- 2 dan 4 dengan tanggal observasi yaitu 25 dan 27 F ebruari 2011. Karena proses belum terkendali, maka dilakukan identifikasi variabel penyebab out of control, dan diperoleh hasil bahwa variabel penyebab pengamatan ke-2 tidak terkontrol adalah X
1(Wrinkle), X
2(Bad ring), X
3(Mold seam), X
4= (Shear mark on r ing), X
5= (Displaced bottom), X
9= (Cr shoulder), X
10= (Cr und ring), X
11= (Cr on ring), dan X
16= (Over press). Variabel penyebab pengamatan ke-4 tidak terkontrol adalah X
1(Wrinkle), X
2(Bad ring), X
3(Mold seam), X
9= (Cr shoulder), X
10= (Cr und ring), dan X
11= (Cr on ring).
5.2 Diagram Kontrol Fuzzy
Langkah pertama yang harus dilakukan dalam pembuatan diagram kontrol fuzzy - p adalah menentukan nilai mean (M
j) dari setiap sampel atau subgrup dengan menggunakan persamaan (6), nilai derajat keanggotaan untuk kelas cacat minor (r
1) = 0,0094; cacat major (r
2) = 0,0607; dan cacat critical (r
3)= 0,9299. sehingga nilai M
juntuk subgrup 1 adalah.
( ) 0 , 074515
158
) 9299 , 0 8 ( ) 0607 , 0 57 ( 0094 , 0 93
1
= × + × + × =
M
Dilakukan perhitungan yang sama untuk mendapatkan nilai M
jdari 26 s ubgrup yang lain. Setelah mendapatkan nilai M
juntuk masing-masing subgrup, langkah selanjutnya adalah mencari nilai rata-rata dari M
jsesuai persamaan (7).
0 1 2 3 4
1 3 5 7 9 11 13 15 17 19 21 23 25 27
Nilai Ui
Diagram Kontrol Demerit
Ui UCL LCL
7 0,094195
2,543267 = 27
j
= M
Setiap membership function dari CL terbagi kedalam dua komponen (L atau R), dan setiap komponen memiliki nilai CL, LCL, dan UCL masing-masing. Jika nilai 0 ≤ M ≤
jM
jmaka digunakan nilai control limit untuk komponen L, sedangkan jika M
j≤ M
j≤ 1 maka digunakan nilai control limit untuk komponen R. Tingkat ketelitian pemeriksaan (α) ditentukan oleh manager mutu PT.Iglas, yaitu sebesar 65%. Berikut akan disajikan diagram kontrol fuzzy – p untuk pengontrolan kualitas produksi botol sting 240 ml di PT. Iglas.
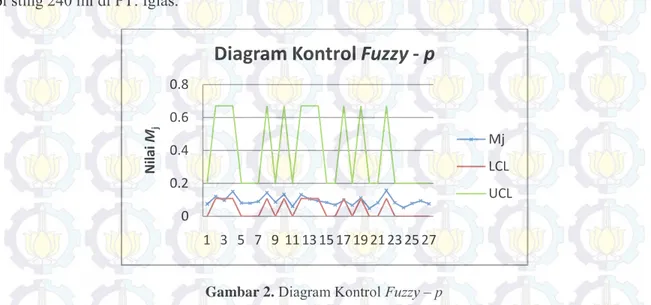
Gambar 2. Diagram Kontrol Fuzzy – p
Gambar 2 menunjukkan bahwa masing-masing subgrup memiliki nilai CL, LCL, dan UCL yang berbeda sesuai komponen membership function-nya. Selain itu, Gambar 2 juga menunjukkan bahwa pengontrolan kualitas botol sting 240 m l dengan menggunakan diagram kontrol fuzzy - p dalam kondisi tidak terkendali, hal ini dikarenakan terdapat empat titik yang keluar dari batas kontrol, yaitu titik pengamatan (subgrup) ke- 3, 13, 14 da n 17 dengan tanggal observasi yaitu 26 Februari, 8, 9, dan 12 M aret 2011.
Selanjutnya dilakukan identifikasi variabel penyebab out of control, dan diperoleh hasil bahwa bahwa variabel penyebab pengamatan ke-3 dan 17 tidak terkontrol adalah X
1(Wrinkle), X
2(Bad ring), X
3(Mold seam), X
9= (Cr shoulder), X
10= (Cr und ring), dan X
11= (Cr on ring). Variabel penyebab pengamatan ke-13 tidak terkontrol adalah X
1(Wrinkle), X
2(Bad ring), X
9= (Cr shoulder), dan X
10= (Cr und ring).
Sedangkan variabel penyebab pengamatan ke-14 tidak terkontrol adalah variabel X
1(Wrinkle) dan X
9= (Cr shoulder).
5.3 Penerapan DFA Pada Diagram Kontrol Fuzzy
Berdasarkan penelitian sebelumnya, kriteria pengambilan keputusan dengan DFA dapat didefinisikan sebagai berikut.
10 . 0 0
,
60 . 0 10
. 0 ,
85 . 0 60
. 0 ,
1 85
. 0 ,
≤
≤
−
≤
≤
≤
≤
≤
≤
−
j j j j
control of
out
control out
rather
control in
rather control in
β β β β
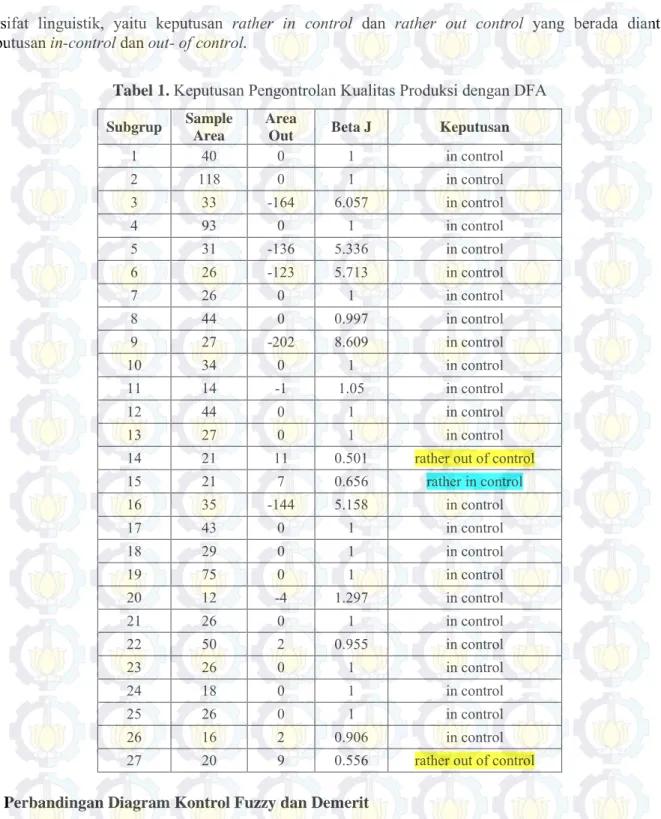
Hasil pengontrolan kualitas botol sting 240 ml dengan DFA ditampilkan pada Tabel 1 yang menunjukkan bahwa pengontrolan kualitas produksi yang dilakukan dengan DFA menghasilkan keputusan yang
0 0.2 0.4 0.6 0.8
1 3 5 7 9 11 13 15 17 19 21 23 25 27 Nilai Mj
Diagram Kontrol Fuzzy - p
Mj LCL UCL
Proses control
8
bersifat linguistik, yaitu keputusan rather in control dan rather out control yang berada diantara keputusan in-control dan out- of control.
Tabel 1. Keputusan Pengontrolan Kualitas Produksi dengan DFA
Subgrup SampleArea
Area
Out Beta J Keputusan
1 40 0 1 in control
2 118 0 1 in control
3 33 -164 6.057 in control
4 93 0 1 in control
5 31 -136 5.336 in control
6 26 -123 5.713 in control
7 26 0 1 in control
8 44 0 0.997 in control
9 27 -202 8.609 in control
10 34 0 1 in control
11 14 -1 1.05 in control
12 44 0 1 in control
13 27 0 1 in control
14 21 11 0.501 rather out of control
15 21 7 0.656 rather in control
16 35 -144 5.158 in control
17 43 0 1 in control
18 29 0 1 in control
19 75 0 1 in control
20 12 -4 1.297 in control
21 26 0 1 in control
22 50 2 0.955 in control
23 26 0 1 in control
24 18 0 1 in control
25 26 0 1 in control
26 16 2 0.906 in control
27 20 9 0.556 rather out of control
5.4 Perbandingan Diagram Kontrol Fuzzy dan Demerit
Perbandingan antara hasil pengontrolan kualitas dengan diagram kontrol fuzzy dan demerit dilakukan untuk mengetahui diagram kontrol mana yang menghasilkan keputusan lebih teliti.
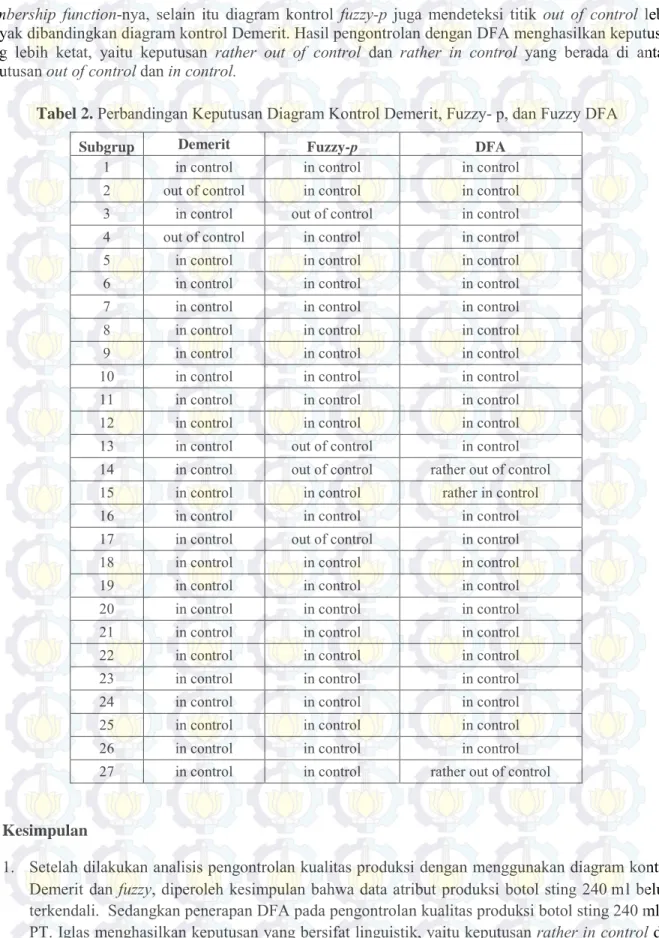
Perbandingan hasil dari ketiga metode pengontrolan kualitas disajikan pada Tabel 2. Berdasarkan Tabel 2
diketahui diketahui bahwa pada kasus ini, pengontrolan produksi dengan diagram kontrol demerit
menghasilkan dua titik pengamatan yang out of control, sedangkan diagram kontrol fuzzy – p
menghasilkan empat titik pengamatan (subgrup) yang out of control. Hasil pengontrolan kualitas untuk
diagram kontrol fuzzy- p lebih teliti dibandingkan diagram kontrol demerit, karena pada diagram kontrol
fuzzy – p setiap pengamatan (subgrup) memiliki nilai CL, LCL, dan UCL yang berbeda sesuai komponen
9
membership function-nya, selain itu diagram kontrol fuzzy-p juga mendeteksi titik out of control lebih banyak dibandingkan diagram kontrol Demerit. Hasil pengontrolan dengan DFA menghasilkan keputusan yang lebih ketat, yaitu keputusan rather out of control dan rather in control yang berada di antara keputusan out of control dan in control.
Tabel 2. Perbandingan Keputusan Diagram Kontrol Demerit, Fuzzy- p, dan Fuzzy DFA
Subgrup Demerit Fuzzy-p DFA
1 in control in control in control
2 out of control in control in control
3 in control out of control in control
4 out of control in control in control
5 in control in control in control
6 in control in control in control
7 in control in control in control
8 in control in control in control
9 in control in control in control
10 in control in control in control
11 in control in control in control
12 in control in control in control
13 in control out of control in control
14 in control out of control rather out of control
15 in control in control rather in control
16 in control in control in control
17 in control out of control in control
18 in control in control in control
19 in control in control in control
20 in control in control in control
21 in control in control in control
22 in control in control in control
23 in control in control in control
24 in control in control in control
25 in control in control in control
26 in control in control in control
27 in control in control rather out of control