Sensor merupakan tranduser yang digunakan untuk mendeteksi kondisi suatu proses. Yang dimaksud tranduser yaitu perangkat keras untuk mengubah informasi suatu bentuk energi ke informasi suatu bentuk energi ke informasi bentuk energi yang lain secara proporsional.
Sensor terdiri dari tiga jenis yaitu:
1. Sensor analog : meliputi sensor LVDT (Linier Variable Diferensial
Transformer), sensor temperatur (thermokopel, RDT, thermistor, IC), sensor
suara (mikropon), load cell, LDR dan lain-lain 2. Sensor digital : meliputi rotari encoder
3. sensor on/off : meliputi sensor proximity (kapasitip, induktif, dan infra red), limit switch dan lain-lain.
B. Transistor
Transistor merupakan suatu komponen aktif dengan keluaran/output arus, tegangan atau daya yang dapat dikendalikan oleh arus masukan/input. Di dalam sistem komunikasi, transistor digunakan sebagai penguat untuk memperkuat sinyal dan pada rangkaian elektronik kecepatan tinggi (high speed
swicthing). Ada dua jenis transistor yang terdiri dari transistor bipolar (Bipolar Junction Transistor/BJT), dan transistor efek medan (Field Effect
Transistor/FET), kedua jenis transistor yang disebutkan di atas, karakteristik
kerja dan konstruksinya masing-masing berbeda.
Transistor memiliki tiga terminal yang terdiri dari basis (B), emitor (E), dan kolektor (C). Berdasar struktur dasarnya, transistor dibagi atas dua macam, yaitu tipe PNP dan tipe NPN seperti terlihat pada gambar di bawah ini:
Gambar 3. Konstruksi Transistor Tipe NPN dan tipe PNP
(Sumber: Thomas Sri. 2002. Elektronika Dasar)
Transistor juga memiliki simbol yang terdiri dari tipe PNP dan NPN seperti terlihat pada gambar di bawah ini:
C C
B B
E E
Gambar 4. Simbol Transistor Jenis PNP dan NPN
(Sumber: Thomas Sri. 2002. Elektronika Dasar)
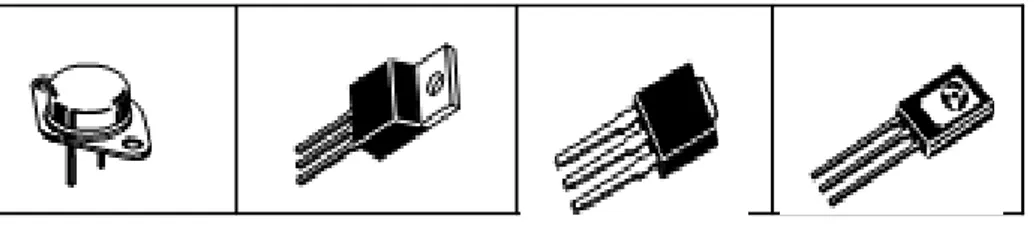
Ada beberapa contoh komponen transistor seperti terlihat pada gambar di bawah ini:
Gambar 5. Contoh Komponen Transistor
(Sumber : data sheet DL111_D_BIPOLAR POWER TRANS)
C. Relai (Relay)
Relai ((relay) merupakan suatu komponen yang bekerja seperti saklar elektrik, membuka dan menutp pada bagian kontak di dalam relai tersebut, prinsip kerjanya berdasarkan input arus listrik. Relai dapat bekerja dengan adanya input atau masukan arus listrik pada bagian kumparan/lilitan yang di tengahnya berinti besi lunak (ferit) di dalam konstruksi relai itu sendiri. Bila kumparan di dalamnya mendapat aliran arus listrik, maka kumparan yang di tengahnya berinti besi lunak (ferit) tersebut akan terjadi induksi elektromagnetik sehingga ujung besi lunak akan menarik suatu plat besi tipis yang fungsinya untuk menghubungkan suatu tegangan (COM/Common) ke kontak yang terbuka (NO/Normally Open) dan kemudian bekerja seperti saklar yang terhubung.
Keuntungan relay:
2. Relay dapat dikoneksikan dengan tegangan tinggi
3. Relay pilihan yang tepat untuk penghubung arus yang besar 4. Relay dapat dihubungkan banyak kontak dalam 1 waktu Kekurangan relay:
1. Relay tidak dapat dikoneksikan dengan cepat 2. Relay butuh daya yang besar
3. Relay membutuhkan arus input yang besar
D. Programable Logic Controller (PLC)
1. Pengertian PLC
PLC diperkenalkan pertama kali pada tahun 1969 oleh Madicon for
general motor Hyderamatic devision. Kemudian beberapa perusahaan
seperti Allan Breadly, general electric, GEC Siemens and Westinghouse memproduksinya dengan harga standar, kemudian degan kerja yang tinggi. Pemasaran PLC dengan harga yang rendah didominasi oleh perusahaan Jepang seperti Mitsubishi, Omron dan Toshiba.
PLC secara khusus dirancang untuk dapat menangani suatu sistem kontrol otomatis pada mesin-mesin industri ataupun aplikasi-aplikasi selain pada industri seperti kontrol lampu lalu lintas, air mancur, sistem bagasi pada lapangan terbang, penyiraman lapangan golf secara otomatis dan lain-lain. Didalam otak (CPU = Central Processing Unit) PLC dapat dibayangkan seperti kumpulan ribuan relay, akan tetapi bukan berarti didalamnya banyak terdapat relay dalam ukuran yang sangat kecil. Didalam PLC berisi rangkaian elektronika digital yang dapat difungsikan seperti contact NO dan NC (on dan off) relay. Bedanya dengan relay bahwa satu nomor contact relay (baik NO maupun NC) pada PLC dapat digunakan berkali kali utuk semua instruksi dasar selain instruksi output. Jadi dapat dikatakan bahwa dalam suatu pemrograman PLC tidak dijinkan menggunakan output dengan nomor contact yang sama.
Dafinisi yang tepat untuk PLC adalah suatu peralatan elektronika digital yang dapat memprogram memori untuk menyimpan instruksi-instruksi dan melaksanakan fungsi khusus seperti logika, skuaensial, timer, counter dan aritmatika dan untuk kontrol mesin dan proses.
2. Pengenalan PLC
PLC adalah tipe sistem kontrol yang memiliki input device yang disebut sensor, kontroller serta output device. Peralatan yang dihubungkan dengan PLC yang befungsi mengirim sebuah sinyal ke PLC disebut input
divice. Sinyal input masuk ke PLC melalui terminal atau pin-pin yang
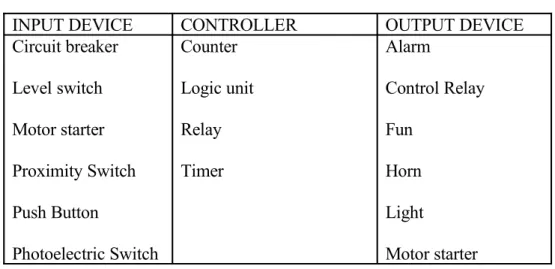
ditempatkan dalam lokasi memori sesuai dengan statusya ON dan OFF. Sedangkan bagian kontroller adalah melaksanakan perhitungan, pengambilan keputusan, pengendalian dari masukan untuk dikeluarkan di bagian output, yang dilakukan dengan PLC. Sebenarnya dapat dilakukan dengan peralatan lain, seperti PC, one board komputer, dan sebagainya. Adapun peralatan unit input atau sensor, controller dan output dapat dilihat pada Tabel 2.
Tabel 2. Peralatan Input, Controller Serta Output Dari PLC.
INPUT DEVICE CONTROLLER OUTPUT DEVICE
Circuit breaker Level switch Motor starter Proximity Switch Push Button Photoelectric Switch Counter Logic unit Relay Timer Alarm Control Relay Fun Horn Light Motor starter 3. Keuntungan PLC
Adapun beberapa keuntungan menggunakan PLC adalah: a. Fleksibel
b. Peralatan dengan standar yang tinggi
Kontrol panel konvensional telah diproduksi dengan cara bahwa setiap unit mempunyai spesifikasi tersendiri. Hal ini memerlukan waktu pembuatan yang lama dan kesulitan dalam pemeliharaan. Tapi dengan menggunakan PLC dapat diperoleh standar panel kontrol yang tinggi.
c. Kemudahan peralatan
PLC menyediakan fungsi yang dapat memeriksa keadaan fasilitas dan program, sehingga apabila ada masalah tau kesalahan memungkinkan untuk melakukan perbaikan dengan cepat dibandingkan dengan unit control lain. Indikator input dan output dengan cepat dan mudah diketahui pada sebuah system. Konfigurasi output yang menggunakan tipe relay plug-in.
d. Rendahnya desipasi daya dan ringkas
Sebagian besar komponen mengandung IC yang memiliki kemampuan yang tinggi dalam bentuk yang ringan dan ringkas. Oleh sebab itu dimungkinkan untuk membuat panel kontrol yang ringkas, sehingga mempunyai desipasi daya yang relatif rendah.
Selain dari keuntugan diatas, juga terdapat beberapa keuntungan lain dari PLC yang dapat diuraikan sebagai berikut:
1) Waktu implementasi proyek yang singkat 2) Training penguasaan teknik lebih cepat
3) Aplikasi kontrol yang luas
4. Fungsi PLC
Selintas PLC hanya berfungsi sebagai kontrol ON dan OFF saja (komentar banyak orang yang belum mengetahui fungsi PLC lebih dalam). Sebenarnya banyak hal yang dapat dilakukan oleh PLC yaitu sebagai berikut:
a. Sequensial Control 1) Pengganti relay kontrol logic konvensional 2) Pewaktu/pencacah
3) Pengganti pengontrol card
4) Mesin control auto/auto-semi/manual dari berbagai proses di industri. b. Kontrol canggih
1) Operasi aritmatik 2) Penanganan informasi
3) Kontrol analog (suhu, tekanan dan lain-lain) 4) PID (Proportional Integrator Differensiator) 5) Fuzzi logic
6) Kontrol motor servo
c. Kontrol pengawasan 1) Proses monitor dan alalrm
2) Monitor dan diagnose kesalahan
3) Antar muka dengan komputer(RS-232C/RS-422) 4) Antar muka dengan printer/ASCII
Input Modul
5) Jaringan kerja otomatisasi pabrik 6) Local area network
7) Wide area network
5. Perbedaan PLC dengan Komputer
Perbedaan utama antara PLC dengan komputer adalah kemampuan PLC untuk beroperasi dalam lingkungan yang keras, perbedaan dalam pemrograman serta kemudahan dalam menyelesaikan masalah dan pemeliharaannya. PLC dirancang untuk dapat beroperasi dalam lingkungan industri yang berat, kotor, penuh polusi, tingkat kebisingan yang tinggi, fluktuasi temperatur yang besar (0o-60o)dan kelembaban relatif antara antara
0-95%.
Pada PLC untuk pemrograman digunakan ladder diagram dengan standart symbol relay yang telah digunakan sebelumnya mnemonik kode yang dapat langsung dimasukkan ke programming console. Pemeliharaan PLC dapat dilakukan oleh seorang teknisi dengan minimal training. Sebagian besar pemeliharaannya dilakukan dengan memindahkan modul-modulnya. Sedangkan PLC sendiri memiliki program diagnose yang digunakan oleh seorang teknisi untuk mengetahui lokasi modul yang rusak.
Ada tiga komponen utama yang menyusun PLC yaitu : Central Processing Unit (CPU), input/output, dan programming device, seperti pada blok diagram dibawah:
Central Prosessing Unit
Program Consule Input Modul
Gambar 6. Blok Diagram PLC
Sedangkan komponen yang lain adalah seperti : power supply, recorder player/tape atau disk, optional remote interconnection dan optional remote master komputer. CPU bekerja berdasarkan mikroprosesor yang bekerja menggantikan fungsi relay, counter, timer, dan sequences. Karenanya programmer bisa membuat rangkaian yang menggunakan fungsi-fungsi relay diatas.
6. Hal Penting dalam Menggunakan PLC
Hal-hal yang perlu diperhatikan dalam memilih Programable Logic Controllerler (PLC) adalah sebagai berikut:
Input : a. Jumlah Input b. Type Input Output : a. Jumlah Output
b. Type Output
Memory : a. RAM (Random Acces Memory)
Memory).
Peripherial : a. Handheld Programming Console.
b. LSS (Ladder Support Sofware) atau SS (Sysmac Support
7. Dasar Dari Teknik Pemrograman
Untuk memprogram PLC terlebih dahulu kita harus mengenal atau mengetahui tentang organisasi dari dari memorinya. Ilustrasi dari organisasi memori adalah sebagai peta memori (memori map), yang spacenya tetrdiri dari dari kategori user program dan data table. User program adalah dimana program logic ladder dimasukkan dan disimpan yang berupa instruksi-instruksi dalam format logic ladder. Setiap instruksi memerlukan satu word didalam memori.
Data table dibagi menjadi dua kaegori, yaitu: status data dan number atau codes. Status adalah informasi ON/OFF yang dipresentasikan sebagai “1” dan “0”, yang disimpan dalam bit location. Sedangkan informasi number atu codes dipresentasikan sebagai grup dari bit yang disimpan dalam byte atau word location. Data table dibagi menjadi tiga seksi. Tergantung menurut jenis informasinya, yaitu input image table, output image table, timer dan counter storage.
a. Ladder Diagram dan Mnemonic Code
Untuk memudahkan dalam menulis dan memasukkan program pada PLC maka dibutuhkan beberapa tahap dasar. Ladder diagram dari suatu program dibuat terlebih dahulu untuk memudahkan dalam penyusunan mnemonic code. Program bentuk mnemonic code dapat langsung dimasukkan ke CPU melalui program console.
memanjang kebawah disisi kiri disebut dengan busbar. Sedangkan cabang-cabangnya disebut dengan garis instruksi. Sepanjang garis instruksi ditempatkan kondisi-kondisi yang memimpin garis instruksi, lain pada sisi kanan berikutnya. Kombinasi logic dari kondisi-kondisi ini menentukan kapan dan bagaimana instruksi pada sisi kanan dijalankan. Dua garis ke coil vertical pada garis instruksi menunjukkan kondisi invers dari LD, AND, OR yaitu LD NOT, AND NOT, atau OR NOT.
b. Normally Open (NO) dan Normally Close (NC)
Masing-masing kondisi dalam ladder diagram adalah ON/OFF, bergantung pada operand bit yang telah ditentukan. Normally Open adalah kondisi dimana suatu operasi akan berjalan jika operand bit ON. Jika operand bit OFF maka operasi tersebut akan berhenti. Normally Close adalah kondisi dimana suatu operasi akan berjalan jika operand bit OFF, jika operand bit ON makak akan berhenti.
c. Instrusi – instruksi Dasar PLC (Programable Logic Controllerler)
mengetikkan FUN (01) pada programming console, maka pada layar
programming console akan tampil END (01).
1) LOAD (LD)
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol hanya membutuhkan satu kondisi logic saja dan sudah dituntut untuk mengeluarkan satu output.
Logikanya sepeti contact NO relay Ladder diagram simbol
B
Operand data area B : Bit
IR, SR, AR, HR, TC, LR, TR 2) LOAD NOT (LD NOT)
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol hanya membutuhkan satu kondisi logic saja dan sudah dituntut untuk mengeluarkan satu output.
Logikanya seperti contact NC relay. Ladder diagram simbol.
B
B : Bit
IR, SR, AR, HR, TC, LR 3) AND (AND)
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol membutuhkan lebih dari satu kondisi logic yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logikanya seperti contact NO relay.
Ladder diagram simbol. B
Operand data area. B : Bit
IR, SR, AR, HR, TC, LR
4) AND NOT (AND NOT)
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol membutuhkan lebih dari satu kondisi logic yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logikanya seperti contact NC relay.
Ladder diagram simbol. B
Operand data area. B : Bit
5) OR (OR)
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol hanya membutuhkan salah satu saja dari beberapa kondisi logic untuk mengeluarkan satu output.
Logikanya seperti contact NO relay. Ladder diagram simbol.
B
Operant data area. B : Bit
IR, SR, AR, HR, TC, LR
6) OR NOT (OR NOT)
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol hanya membutuhkan salah satu saja dari beberapa kondisi logic untuk mengeluarkan satu output.
Logikanya seperti contact NC relay. Ladder diagram simbol.
B
Operand data area. B : Bit
0001 0002
IR, SR, AR, HR, TC, LR
7) OUT (OUT)
Instruksi ini berfungsi untuk mengeluarkan output jika semua kondisi logika ladder diagram sudah terpenuhi.
Logikanya seperti contact NO relay. Ladder diagram simbol.
B
Operant data area. B : Bit
IR, HR, LR, TR
8) OUT NOT (OUT NOT)
Instruksi ini berfungsi untuk mengeluarkan output jika semua kondisi logika ladder tidak terpenuhi.
Logikanya seperti contact NC relay Ladder diagram simbol.
B
Mnemonic
ALAMAT INSTRUKSI OPERAND
0000 LD 0000 0001 OR NOT 0002 0002 OR 0015 0003 AND HR 0205 0004 AND NOT AR 0203 0005 OUT 10000
9) SET DAN RESET
Instruksi SET adalah seperti seperti instruksi OUT, akan tetapi pada instruksi SET, bit yang menjadi operant-nya akan bersifat latching (mempertahankan kondisinya). Artinya bit – nya akan tetap dalam kondisi ON walaupun kondisi inputnya sudah
OFF. Untuk mengembalikannya kekondisi OFF harus digunakan
instruksi RESET. Instruksi ini hanya berlaku untuk Sysmac C-series tipe baru seperti CQM1, C200H, C200HS, C200HX/HE/HG, CV-Series.
Contoh:
Mnemonic
ALAMAT INSTRUKSI OPERAND
0000 LD 0000
0001 SET XXXX
0002 LD 0002
0003 RESET XXXX
10) AND LOAD (AND LD)
LD 0000 OR 0001 LD 0002 OR NOT 0003 AND LD 11) OR LOAD (OR LD)
Untuk kondisi logika ladder diagram yang khusus seperti dibawah ini: Mnemonic. INSTRUKSI ALAMAT LD 0000 AND 0001 LD NOT 0002 AND 0003 OR LD
Operant data area. B : Bit
IR, SR, HR, TC, LR
12) TIMER (TIM) DAN COUNTER (CNT)
Timer/Counter pada PLC berjumlah 512 buah yang
bernomor TC 000 sampai dengan TC 511. Jika suatu nomer sudah dipakai sebagai timer/counter maka nomer tersebut tidak boleh dipakai lagi sebagai timer ataupun counter. Jadi dalam satu program tidak boleh ada nomer timer/counter yang sama.
0000 0002
Nilai timer/counter pada PLC bersifat countdown (menghitung mundur) dari nilai awal yang ditetapkan oleh program. Setelah hitungan mundur tersebut mencapai angka nol, maka
contact NO timer/counter akan ON.
Timer mempunyai batas antara 0000 sampai dengan 9999
dalam bentuk BOD dan dalam orde 100ms. Sedangkan untuk
counter mempunyai orde angka BOD dan mempunyai batas antara
0000 sampai dengan 9999. Simbol Ladder diagram:
b) COUNTER CP R Keterangan: CP= pulsa R = reset N : Nomer TC #0000 sampai 511 SV : Set Value IR, AR, DM, HR, LR, # 8. Pembuatan Program PLC
Ada 5 cara dalam memprogram PLC yaitu: a. Programming Console.
b. Prompt Writer.
c. Sysmac Support Software + Personal Computer. d. Factory Intelegent Terminal (FIT).
e. Graphic Programming Console.
Langkah-langkah dalam pembuatan program PLC menggunakan
programming console yaitu:
a. Membersihkan Program
Menghapus atau membersihkan program dapat dilakukan baik clear all, yang akan menghapus seluruh program dengan HR, CNT dan DM,
ataupun sebagian dari program/mulai dari address tertentu ataupun HR/CNT/DM ada yang dipertahankan.
Operasi clear all dilakukan dengan switch seleksi mode diset ke program
Run MonitorProgram
Tekan tombol CLR sampai terlihat 000 yang di tampilkan pada
programming console
Memori PLC akan dihapus setelah menekan tombol berikut:
< PROGRAM >
CLR
0000CLR
PLAYSETNOT
b. Fungsi tombol-tombol pada programming console:
LOAD memasukkan input yang dikehendaki sebagai bagian awal dari tangga
Untuk memanggil fungsi yang diinginkan, setelah menekan tombol ini diikuti dua digit sesuai dengan fungsi yang dikehendaki.
AND memasukkan input yang diseri dengan input sebelumnya
OR memasukkan input yang diparalel dengan input sebelumnya
Output dari rangkaian
TIM (timer) dikontrol dengan perintah ini, baik untuk fungsi maupun untuk kontak output dari fungsi tersebut.
CNT (counter) dikontrol dengan perintah ini, baik untuk fungsi maupun untuk kontak output dari fungsi tersebut.
SHIFT digunakansebagai fungsi pengganti dari 4 tombol dengan kegunaan yang lebih tertulis play,
record, channel, contack.
NOT digunakan bersama LD, AND atau OR untuk menandakan kontak NC (Normally Open). Sedangkan OUT untuk menandakan output invers. Digunakan untuk mendefinisikan fungsi aktif sesaat bila digunkan bersama FUN.
Mendefinisikan Holding Relay.
Mendefinisikan Temporary Relay.
Mendefinisikan Shift Register.