PERBEDAAN CACAT PERMUKAAN DAN AKURASI
DIMENSI MODEL KERJA GIGI TIRUAN CEKAT MENGGUNAKAN TEKNIK PENCETAKAN
TWO – STEP
SKRIPSI
Diajukan untuk memenuhi tugas dan melengkapi syarat memperoleh gelar Sarjana Kedokteran Gigi
Oleh:
DICKY GUNTARA NIM: 140600175
FAKULTAS KEDOKTERAN GIGI UNIVERSITAS SUMATERA UTARA
MEDAN 2018
Fakultas Kedokteran Gigi Departemen Prostodonsia Tahun 2018
Dicky Guntara
Perbedaan Cacat Permukaan dan Akurasi Dimensi Model Kerja Gigi Tiruan Cekat Menggunakan Teknik Pencetakan Two – Step
viii+72
Pencetakan merupakan hasil dari cetakan gigi dan struktur jaringan pendukung.
Untuk mendapatkan hasil cetakan yang baik maka diperlukan teknik cetakan yang mampu menghasilkan permukaan cetakan yang halus dan akurasi dimensi yang tepat sehingga meningkatkan keberhasilan pembuatan gigi tiruan cekat, salah satunya adalah teknik two – step dengan spacer. Sampel pada penelitian ini diperoleh dari pencetakan model induk berdasarkan spesifikasi ANSI/ADA No.19. Jumlah sampel yang akan digunakan untuk diberi perlakuan adalah 8 setiap kelompok yaitu putty/wash two – step unspacer (kelompok A), putty/wash two – step spacer coping metal 1mm (kelompok B), putty/wash two – step spacer coping metal 2mm (kelompok C), dan putty/wash two – step spacer polyethylene sheet 0,5mm (kelompok D) sehingga total sampel adalah 32. Sample tersebut diperlukan untuk melihat cacat permukaan dan perhitungan akurasi dimensi, kemudian dianalisis univarian untuk mengetahui nilai rerata dan standar deviasi nilai akurasi dimensi masing-masing kelompok. Uji chi-square untuk mengetahui perbedaan dari cacat permukaan. Uji anova untuk mengetahui perbedaan nilai akurasi dimensi. Uji khruskal – wallis untuk mengetahui perbedaan nilai akurasi dimensi. Cacat permukaan cetakan two – step unspacer memiliki cacat permukaan paling banyak adalah tipe 1 (n=4) dan cacat permukaan paling sedikit adalah tipe 0 dan tipe 2 (n=1). Cacat permukaan hasil cetakan two – step spacer coping metal 1mm cacat permukaan paling banyak adalah tipe 1 (n=5) dan cacat permukaan paling sedikit adalah tipe 2 dan 3 (n=0). Cacat permukaan cetakan two – step spacer coping metal 2mm cacat permukaan paling banyak adalah tipe 1 (n=5) dan cacat permukaan paling sedikit adalah tipe 2 dan 3 (n=0). Cacat permukaan cetakan two – step spacer polyethylene sheet 0,5mm cacat permukaan paling banyak adalah tipe 0 (n=6) dan cacat
permukaan paling sedikit adalah tipe 2 dan 3 (n=0). Tidak ada perbedaan cacat permukaan hasil pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm (p=0,130). Rerata dan standard deviasi akurasi dimensi pada kelompok A yaitu OG adalah -0,021±0,004, BL adalah - 0,021±0,004, dan IP adalah +0,015±0,001. kelompok B yaitu OG adalah - 0,005±0,002, BL adalah -0,004±0,001, dan IP adalah +0,010±0,003. Kelompok C yaitu OG adalah -0,001±0,001, BL adalah -0,003±0,001, dan IP adalah +0,009±0,001.
kelompok D yaitu OG adalah -0,019±0,005, BL adalah -0,017±0,003, dan IP adalah +0,012±0,002. Ada perbedaan yang signifikan pada akurasi dimensi model kerja gigi tiruan cekat pada hasil pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm (Interpreparasi p=0,001, oklusal gingiva p=0,001, bukal lingual p=0,001). Bila dilihat dari sisi cacat permukaan maka hasil pencetakan two – step dengan spacer polyethylene sheet 0,5mm yang paling baik digunakan. Bila dilihat dari sisi akurasi dimensi maka pencetakan two – step dengan spacer coping metal 2mm yang paling baik digunakan.
Daftar Rujukan: 41 (1979-2017).
TIM PENGUJI
Skripsi ini telah dipertahankan di hadapan tim penguji pada tanggal 22 November 2018
TIM PENGUJI
KETUA : M. Zulkarnain, drg., M.Kes
ANGGOTA : 1. Ariyani Dallmer, drg., MDSc. Sp.Pros(K)
2. Putri Welda Utami Ritonga, drg., MDSc., Sp.Pros(K)
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas berkat rahmat dan karunia-Nya sehingga skripsi ini dapat berjalan dan diselesaikan dengan baik.
Penulis menyampaikan rasa hormat dan ucapan terima kasih yang sebesar- besarnya kepada kedua orang tua tercinta, yaitu papa (Hasan) dan mama (Suyen) yang telah membesarkan, memberikan kasih sayang, doa, nasehat, semangat, dan dukungan baik moril maupun materil kepada penulis. Penulis juga menyampaikan terima kasih kepada ketiga saudara penulis yaitu Yudi Guntara, Risky Guntara, dan Jacky Guntara dan segenap keluarga yang senantiasa memberikan dukungan kepada penulis.
Dalam penulisan skripsi ini, penulis telah banyak mendapat bantuan, bimbingan, serta saran dari berbagai pihak. Untuk itu, penulis mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Dr. Trelia Boel, drg., M.Kes., Sp.RKG(K) selaku Dekan Fakultas Kedokteran Gigi Universitas Sumatera Utara.
2. Putri Welda Utami Ritonga, drg., MDSc., Sp.Pros(K) selaku dosen pembimbing yang telah meluangkan waktu, memberikan pengarahan, saran, nasehat, dorongan tenaga, pemikiran, kesabaran, dukungan dan bimbingan sehingga penulis dapat menyelesaikan skripsi ini
3. M. Zulkarnain, drg., M.Kes selaku ketua tim penguji skripsi dan Ariyani Dallmer, drg., MDSc., Sp.Pros(K) selaku anggota tim penguji yang telah memberikan saran dan masukan kepada penulis dalam menyelesaikan skripsi ini.
4. Rini Octavia Nasution, drg., M.Kes., S.H., Sp.Perio selaku penasehat akademik yang telah memberikan bimbingan dan motivasi selama masa pendidikan maupun selama penulisan skripsi di Fakultas Kedokteran Gigi Universitas Sumatera Utara.
5. Syafrinani, drg., Sp.Pros(K) selaku Ketua Departemen Prostodonsia Fakultas Kedokteran Gigi Universitas Sumatera Utara
6. Seluruh staf pengajar serta pegawai Departemen Prostodonsia Fakultas Kedokteran Gigi Universitas Sumatera Utara atas motivasi dan bantuan dalam menyelesaikan skripsi ini hingga selesai.
7. Pimpinan dan seluruh karyawan Unit Jasa Industri (UJI) Dental FKG-USU terkhususnya Tun Holida Nst. AMTG yang telah membantu penulis dalam pembuatan sampel serta memberikan dukungan kepada penulis.
8. Prana Ugiana Gio. S.Si., M.Si yang telah meluangkan waktu untuk membantu penulis dalam analisis statistik.
9. Kesebelasan, Amelia Sihotang, Lidya N Sihombing, Sarah Augi Tampubolon, Nurul Hidayati Arbi, Esterlina Singarimbun, Shinta Debora, Hotcharyatta Naibaho, Amelia Kasana, Dinda Faadhilah Hutagalung, Evelin Novita Sari Ompusunggu, Mahranisa Maraya Lubis atas dukungan semangat yang diberikan kepada penulis.
10. Teman-teman terutama William Tandika, Reza, Sudibyo atas dukungan semangat yang diberikan kepada penulis.
11. Kelompok 11 pemicu Rebecca, Hisyam Ali Harahap, Aditha K, Admen, Bellinda, Daniel, Mustika Lili Perdani, Yulenda, Siti Lara, Kubbah, atas dukungan dan semangat yang diberikan kepada penulis
12. Richard Austeen, Martyn, Bernard, Wenny, Jeannie, Anita Siregar, Yossie Simamora, Yuni Uchida, Sarah Sitompul, serta teman-teman angkatan 2014 yang tidak dapat disebutkan satu per satu atas segala bantuan, dan dorongan semangat yang diberikan dari awal hingga akhir penulisan skripsi ini.
13. Teman-teman seperjuangan yang melaksanakan penulisan skripsi di Departemen Prostodonsia Fakultas Kedokteran Gigi Universitas Sumatera Utara: Yogi Ginting, Try Septian, Wilda, Desy Jesrianti, Yuli Kartilla, Anita Ridayanti Srg,
Manogarie Loganathan, Sherly Kurniawan, Loshene Mohan, Miftahussakinah R, Angeline Josethang, Angelline Theresia,Winna Wijaya, Riska Putri Tamara, Windy Putri, Actara Rahmadita, Nia Veronica, Monica Evathalia, Mahrizka Desi Ovy, Lidya Sihombing, Ayu Wanzura, Anggi Dewi, Farra Dilla, Sharmilla dll atas dukungan dan bantuannya selama penulisan skripsi.
Penulis menyadari bahwa skripsi ini masih jauh dari kesempurnaan, oleh karena itu saran dan kritik yang membangun dari berbagai pihak sangat diharapkan.
Akhir kata, penulis mengharapkan agar skripsi ini dapat memberikan sumbangan pikiran yang berguna bagi pengembangan disiplin ilmu di Fakultas Kedokteran Gigi Universitas Sumatera Utara khususnya Departemen Prostodonsia, serta pengembangan ilmu dikalangan masyarakat.
Medan, 22 November 2018 Penulis
(Dicky Guntara) NIM: 140600175
DAFTAR ISI
Halaman
HALAMAN JUDUL
HALAMAN PERSETUJUAN
HALAMAN TIM PENGUJI SKRIPSI KATA PENGANTAR
DAFTAR ISI ii
DAFTAR TABEL v
DAFTAR GAMBAR vi
DAFTAR LAMPIRAN viii
BAB 1. PENDAHULUAN
1.1 Latar Belakang 1
1.2 Permasalahan 5
1.3 Rumusan Masalah 5
1.4 Tujuan Penelitian 6
1.5 Manfaat Penelitian 6
1.5.1 Manfaat Teoritis 6
1.5.2 Manfaat Praktis 7
BAB 2. TINJAUAN PUSTAKA
2.1 Kehilangan Gigi Sebagian 8
2.2 Pencetakan 8
2.3 Bahan Cetak Elastomer 9
2.3.1 Pengertian 9
2.3.2 Klasifikasi 9
2.4 Bahan Pengisi 13
2.4.1 Klasifikasi 13
2.4.2 Reaksi Dental stone type IV 14
2.5 Teknik Pencetakan 14
2.5.1 Pencetakan Putty/Wash One – Step 14
2.5.2 Pencetakan Putty/Wash Two – Step 15
2.6 Kualitas Pencetakan 17
2.6.1 Kriteria 17
2.6.2 Faktor yang Memengaruhi 18
2.7 Cacat Permukaan 20
2.8 Akurasi Dimensi 21
2.9 Landasan Teori 25
2.10 Kerangka Konsep 26
2.11 Hipotesis Penelitian 27
BAB 3. METODOLOGI PENELITIAN
3.1 Rancangan Penelitian 28
3.2 Sampel dan Besar Sampel Penelitian 28
3.2.1 Sampel Penelitian 28
3.2.2 Besar Sampel Penelitian 28
3.3 Variabel Penelitian 29
3.3.1 Klasifikasi Variabel 29
3.3.1.1 Variabel Bebas 27
3.3.1.2 Variabel Terikat 27
3.3.1.3 Variabel Terkendali 27
3.3.1.4 Variabel Tidak Terkendali 28
3.3.2 Definisi Operasional 30
3.4 Tempat dan Waktu Penelitian 34
3.4.1 Tempat Pembuatan Model Induk 34
3.4.2 Tempat Pembuatan Spacer, Sampel dan Pengujian Sampel
Penelitian 34
3.4.3 Waktu Penelitian 34
3.5 Alat dan Bahan Penelitian 34
3.5.1 Alat Penelitian 34
3.5.2 Bahan Penelitian 38
3.6 Cara Penelitian 41
3.6.1 Persiapan Pembuatan Sampel Penelitian 41 3.6.2 Persiapan Spacer Polyethylene Sheet 42
3.6.3 Pembuatan Spacer Coping Metal 42
3.6.4 Pembuatan Sampel 47
3.7 Pemeriksaan Cacat Permukaan Cetakan 48
3.8 Pengukuran Akurasi Dimensi Model Kerja 49
3.9 Analisis Data 52
3.10 Kerangka Operasional 53
BAB 4 . HASIL PENELITIAN
4.1 Cacat Permukaan Cetakan Two – Step dengan Spacer Coping Metal 1mm, Coping Metal 2mm, dan Polyethylene
Sheet 0,5mm. 54
4.2 Perbedaan Cacat Permukaan Cetakan Two – Step dengan Spacer
Coping Metal 1mm, Coping Metal 2mm, dan Polyethylene
Sheet 0,5mm. 55
4.3 Nilai Akurasi Dimensi Model Kerja Gigi Tiruan Cekat Pada Hasil Pencetakan Two – Step dengan Spacer Coping Metal
1 mm, Spacer Coping Metal 2 mm, dan Spacer Polyethylene
Sheet 0,5 mm. 56
4.4 Perbedaan Akurasi Dimensi Model Kerja Gigi Tiruan Cekat Pada Pencetakan Two – Step dengan Spacer Coping Metal 1mm, Spacer Coping metal 2mm, dan Polyethylene Sheet 0,5mm. 58 BAB 5. PEMBAHASAN
5.1 Cacat Permukaan Cetakan Two – Step
dengan Spacer Coping Metal 1mm, Coping Metal 2mm,
dan Polyethylene Sheet 0,5mm. 60
5.2 Perbedaan Cacat Permukaan Cetakan Two – Step dengan Spacer Coping metal 1mm, Coping metal 2mm, dan
Polyethylene Sheet 0,5mm. 61
5.3 Nilai Akurasi Dimeni Model Kerja Gigi Tiruan Cekat Pada Hasil Pencetakan Two – Step Unspacer dengan Spacer Coping Metal 1 mm, Spacer Coping Metal 2 mm, dan Spacer
Polyethylene Sheet 0,5 mm. 62
5.4 Perbedaan Akurasi Dimensi Model Kerja Gigi Tiruan Cekat Hasil Pencetakan Two – Step dengan Spacer Coping Metal 1mm, Spacer Coping metal 2mm, dan Polyethylene
Sheet 0,5mm. 64
BAB 6. KESIMPULAN DAN SARAN
6.1 Kesimpulan 67
6.2 Saran 68
DAFTAR PUSTAKA 69
LAMPIRAN
DAFTAR TABEL
Tabel Halaman
1. Perbandingan sifat – sifat (kualitatif) bahan cetak elastomer 12
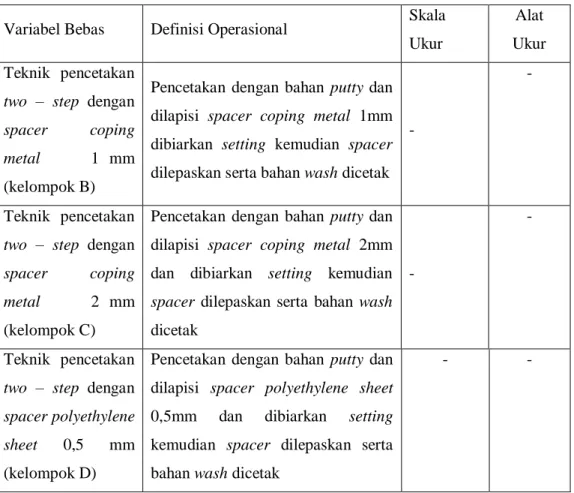
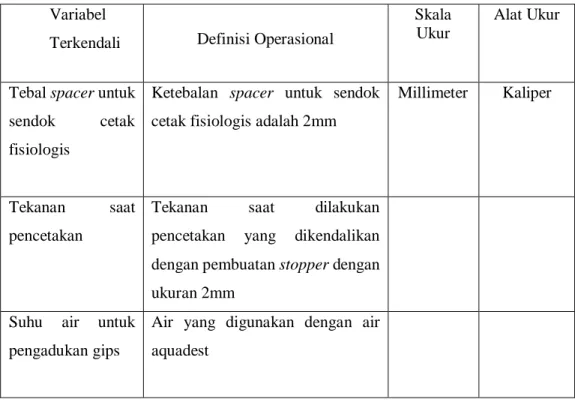
2. Definisi operasional variabel bebas 30
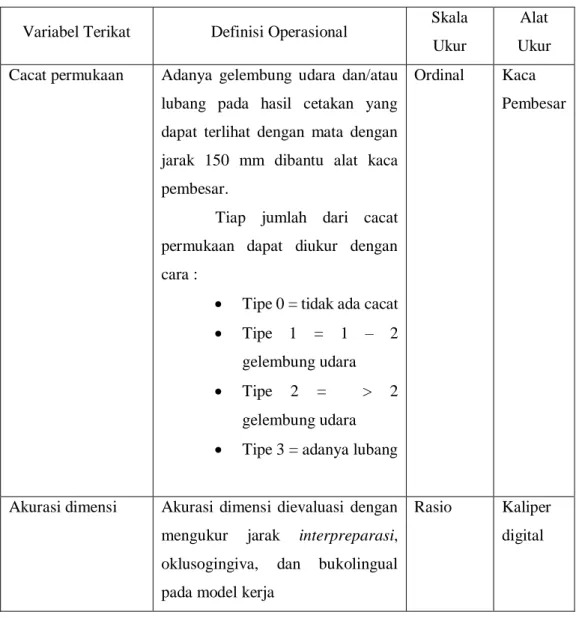
3. Definisi operasional variabel terikat 31
4. Definisi operasional variabel terkendali 32
5. Definisi operasional variabel tidak terkendali 33
6. Cacat permukaan cetakan putty/wash two – step unspacer, spacer coping metal 1mm, coping metal 2mm,
polyethylene sheet 0,5mm 55
7. Perbedaan cacat permukaan cetakan two – step dengan
spacer coping metal 1mm, coping metal 2mm, dan polyethylene
sheet 0,5mm 55
8. Nilai akurasi dimensi pada pencetakan putty/wash two – step unspacer, spacer coping metal 1mm, coping metal 2mm,
polyethylene sheet 0,5mm 57
9. Perbedaan Akurasi Dimensi Model Kerja Gigi Tiruan Cekat Hasil Pencetakan Two – Step dengan Spacer Coping Metal 1mm, Spacer
Coping metal 2mm, dan Polyethylene Sheet 0,5mm. 59
DAFTAR GAMBAR
Gambar Halaman 1. Pencetakan one – step dimana bahan putty mendorong wash
keluar dari preparasi termasuk daerah preparasi margin 15
2. Teknik pencetakan putty/wash two – step 16
3. Spesifikasi ANSI/ADA No. 19 dimana oklusal gingiva 8,02mm, bukal
lingual 6,33mm dan interpreparasi 6,33mm 28
4. Oven furnace 34
5. Kaliper coping 35
6. Waxer (Smartwax Duo) 35
7. Alat casting 36
8. Sandblaster Ø 25µm 36
9. Automatic mixer 37
10. Kaliper digital (Vernier) 37
11. Kaca pembesar (Rapid) 38
12. Nickel-Chromium 38
13. Spacer, Hardener, Vaselin 39
14. Putty base dan catalyst (Flexceed) 39
15. Wash base dan catalyst (Flexceed) 40
16. Spacer yang digunakan. A: Spacer copings metal 1mm, B:
Spacer copings metal 2mm, C: Spacer polyethylene sheets
0,5mm 40
17. Model induk sesuai dengan ANSI/ADA No. 19 41
18. Sendok cetak fisiologis 42
19. Pengukuran polyethylene sheet 42
20. Pengguntingan polyethylene sheet 43
21. Polyethylene sheet 43
22. Wax-up yang telah diletakkan diatas rubber sprue dan telah
ditutup dengan casting ring 44
23. Adonan invesment gips pada casting ring. 45
24. Casting ring didalam alat casting 46
25. Coping metal 46
26. Proses pengadukan dan pencetakan dengan bahan putty 47
27. Proses pencetakan dengan bahan wash 48
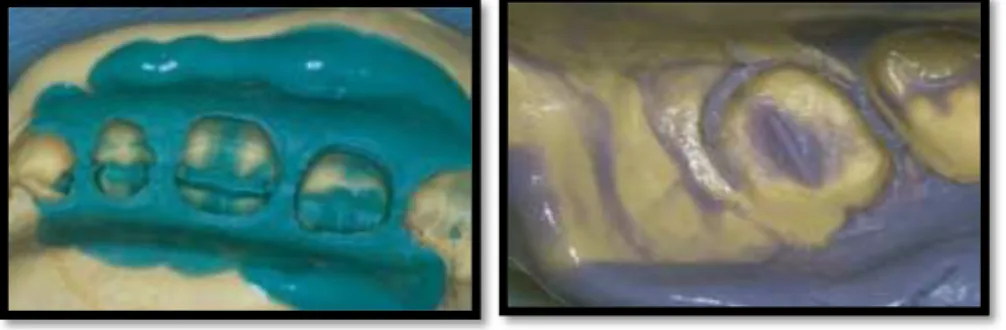
28. Bubble pada permukaan cetakan, gambar A dan B tidak ada bubble, gambar C terdapat bubble, gambar D berupa lubang 49
29. Sampel model kerja akurasi dimensi. 50
30. Perhitungan akurasi dimensi dilihat secara oklusogingiva, bukolingual
dan interpreparasi. 51
DAFTAR LAMPIRAN Lampiran
1. Persetujuan Komisi Etik Tentang Pelaksanaan Penelitian Bidang Kesehatan (Ethical Clearance)
2. Surat Izin Penelitian di Unit Jasa Industri (UJI) Dental Fakultas Kedokteran Gigi Universitas Sumatera Utara
3. Surat Keterangan Selesai Penelitian di Unit Jasa Industri (UJI) Dental Fakultas Kedokteran Gigi Universitas Sumatera Utara
4. Nilai Akurasi Dimensi Model Kerja Gigi Tiruan Cekat Pada Hasil Pencetakan Two – Step dengan Spacer Coping Metal 1 mm, Spacer Coping Metal 2 mm, dan Spacer Polyethylene Sheet 0,5 mm.
5. Analisis Statistik
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Kehilangan gigi sebagian adalah hilangnya sebagian gigi asli dalam satu atau lebih lengkung rahang. Pada umumnya, hal ini disebabkan oleh karies, penyakit periodontal, trauma kecelakaan, gigi impaksi, supernumerary teeth, neoplastic dan lesi kista. Kehilangan gigi sebagian akan memengaruhi baik perubahan secara klinis maupun kualitas hidup. Secara klinis, kehilangan gigi sebagian akan menyebabkan pergeseran serta tilting pada gigi yang dekat dengan daerah edentulus, supra erupsi pada gigi yang berlawanan, gangguan fonetik, perubahan pada wajah dan gangguan pada temporo mandibular joint. Secara kualitas hidup kehilangan gigi akan menyebabkan terganggunya fungsi pencernaan, menurunnya berat badan serta menurunkan percaya diri yang berdampak pada aktivitas sosial.1 Pemakaian gigi tiruan mampu untuk menanggulangi hal tersebut, baik pemakaian gigi tiruan lepasan maupun pemakaian gigi tiruan cekat. Perawatan gigi tiruan cekat merupakan gigi tiruan yang direkatkan secara permanen dengan semen ke gigi asli sehingga tidak dapat dilepas oleh pasien.2
Salah satu prosedur dalam pembuatan gigi tiruan cekat yang penting adalah pencetakan yang akurat.3 Pencetakan merupakan hasil dari cetakan gigi dan struktur pendukung di sekitarnya.4 – 7 Pencetakan termasuk proses memindahkan keadaan jaringan lunak dan keras pasien ke laboratorium dan bagian terpenting dalam proses permbuatan gigi tiruan cekat.8 Tujuan dari pencetakan adalah menciptakan hasil cetakan yang bebas dari cacat pada hasil negatif dari preparasi gigi yang akan memengaruhi akurasi model kerja. Bagian ini penting untuk menghasilkan gigi tiruan memiliki bentuk serta fungsi yang baik.3
Pencetakan dapat dibagi menjadi dua yaitu pencetakan anatomis untuk mendapatkan model diagnostik atau model study dan pencetakan fisiologis untuk
mendapatkan model kerja. Bahan cetak yang umumnya digunakan dalam pencetakan anatomis berupa bahan irreversible hydrocolloid. Bahan cetak yang digunakan dalam pencetakan fisiologis dapat berupa polisulfida, polieter, silikon adisi, dan silikon kondensasi.2
Beberapa tahun ini, bahan cetak silikon adisi (polyvinyl siloxanes) dilaporkan memiliki hasil yang akurat serta menghasilkan permukaan yang lebih halus.9 Hal ini dikarenakan kemampuan dalam mengkombinasikan physical property yang baik, mudah digunakan dan stabilitas dimensi yang baik.10 – 12 Walau demikian silikon adisi tetap memiliki kekurangan dimana pada akurasi dimensi terjadi perubahan karena adanya shrinkage polimeritation, namun shrinkage polimeritation yang terjadi pada bahan cetak tersebut masih bisa diterima.13 Sehingga silikon adisi dikenal sebagai bahan cetak yang baik karena stabilitas dimensinya, namun teknik pencetakan menjadi faktor yang memengaruhi akurasi dimensi.14 Menurut Hung dkk (1992) pencetakan putty/wash direkomendasikan untuk mengatasi masalah shrinkage polimeritation pada silikon adisi.13
Kualitas pencetakan memiliki beberapa kriteria antara lain kemampuan dalam mendapatkan detail hasil yang baik, ada atau tidaknya gelembung udara, ada atau tidaknya robekan, daya alir yang baik.15 Beberapa faktor yang memengaruhi hasil cetakan yaitu hasil preparasi gigi, penanganan jaringan lunak, pemilihan sendok cetak, teknik pencetakan, bahan cetak, dan ketebalan bahan cetak.16 Akurasi dimensi masih merupakan masalah yang terjadi akhir akhir ini. Dimana lebih dari 89% hasil cetakan menghasilkan satu atau lebih hasil cetakan yang kurang akurat. Ditambah lagi vikositas yang rendah pada material dan kontraksi yang tinggi pada saat polimerisasi akan mempengaruhi kualitas pencetakan.17
Teknik pencetakan dapat dibagi dalam dua kategori yaitu monophase atau dual phase. Teknik pencetakan dengan monophase biasa disebut single – step prosedur, menggunakan bahan cetak berviskositas sedang. Sedangkan teknik pencetakan dual phase biasanya menggunakan bahan cetak putty dan wash.17 Terdapat dua jenis teknik pencetakan dengan putty/wash yang biasa digunakan yaitu putty/wash one – step technique dan putty/wash two – step technique.18 Teknik pencetakan one – step dengan
cara melakukan pencetakan putty dengan wash yang dilakukan secara bersamaan dengan keuntungan waktu yang digunakan untuk mencetak lebih singkat. Sedangkan teknik pencetakan two – step pencetakan dilakukan terlebih dahulu dengan putty kemudian di lakukan pencetakan dengan washhasil pencetakan two – step lebih akurat dibandingkan dengan teknik pencetakan one – step, namun waktu yang digunakan untuk mencetak lebih lama dibanding one – step. Menurut Caputi S dkk (2008) teknik pencetakan two – step menghasilkan cetakan yang lebih akurat dibanding dengan one – step.17
Baik one – step maupun two – step hanya wash aja yang harus menutupi keseluruhan preparasi, namun hal ini tidak dapat dihasilkan secara klinis. Teknik two – step dengan spacer dimana bahan wash dimasukan setelah putty mengalami polimerisasi dan kontraksi, dalam hal ini spacer yang digunakan dalam teknik two – step berfungsi untuk menahan efek dari polimerisasi dan kontraksi pada putty.17 Pada pencetakan putty/wash two – step terdapat kemungkinan terjadinya ekspansi disebabkan karena ketika cetakan telah dilepas terjadi polimerisasi yang berlebihan sehingga akan menghasilkan model yang lebih kecil. Hal tersebut dapat diatasi dengan menggunakan spacer untuk mempersiapkan tempat wash sehingga meminimalisasi distorsi.19 Jenis bahan yang digunakan untuk spacer antara lain wax, cellophane strip, foil, coping metal dan polyethylene sheet.
Beberapa penelitian menyatakan dalam meningkatkan kualitas hasil pencetakan pada permukaan secara detail lebih dipengaruhi oleh teknik pencetakan dibandingkan dengan bahan cetak. Beberapa penelitian juga menyatakan teknik pencetakan tidak memengaruhi kualitas dari permukaan cetakan.3 Penelitian oleh Varvara dkk (2015) menunjukan pada teknik putty/wash two – step memiliki cacat permukaan yang lebih sedikit dibanding dengan one – step.20 Berdasarkan penelitian Nafsani (2017) pada pencetakan putty/wash two – step jumlah cacat permukaan yang dihasilkan lebih sedikit dibanding dengan one – step walau dalam hal ini tidak ada perbedaan yang signifikan.21 Hal ini dihubungkan dengan tekanan yang diaplikasikan pada bahan cetak putty dengan bahan cetak wash yang mampu meningkatkan laju alir dan membantu
dalam menghasilkan cetakan yang lebih tepat.3 Menurut Rubel (2007) gelembung udara terbentuk karena adanya udara yang terperangkap pada bahan wash.22
Penelitian oleh Shrestha dkk (2015) menunjukkan teknik yang menggunakan spacer, udara yang terperangkap lebih banyak karena ruang untuk wash yang terlalu besar sehingga menyebabkan terbentuknya gelembung udara pada permukaan cetakan.23 Menurut penelitian Heidari dkk (2016) terbentuknya bubble disebabkan oleh karena ketebalan spacer yang lebih dari 2mm.24
Nissan dkk (2000) merekomendasikan teknik two – step untuk meningkatkan akurasi dimensi cetakan.25 Menurut Anshul dkk (2012) dan Nissan dkk (2002) spacer coping metal dengan ketebalan 1mm dan 2mm mampu meningkatkan akurasi dimensi walau ada perbedaan signifkan dari penelitian tersebut.18,26 Menurut Nissan dkk (2013) dan W. B Eames dkk (1979) ada pengaruh spacer untuk meningkatkan akurasi dimensi pada cetakan.27,28 Menurut Hung dkk( 1992 ), tidak ada pengaruh terhadap penambahan spacer pada akurasi dimensi.13
Menurut Ramandeep dkk (2013) spacer coping metal dengan ketebalan 1mm memiliki akurasi dimensi yang paling baik karena bahan cetak wash yang terkontrol akan mengakibatkan sistem perlekatan yang baik antara putty dengan wash sehingga mengurangi terjadinya kontraksi dan polimerisasi terhadap bahan cetak..4 Menurut Kanmani dkk (2015) spacer coping metal dengan ketebalan 2mm memiliki akurasi dimensi yang paling baik, karena adanya bahan cetak wash yang terkontrol dapat mengimbangi akibat dari kontraksi pada wash terhadap dinding putty yang mengakibatkan model kerja menjadi mengecil terlihat pada daerah vertikal mengecil dan meluas kearah horizontal.7,26 Menurut Winston dkk (1992) dan Shifra dkk (2013) penggunaan polyethylene sheet sudah cukup untuk meningkatkan akurasi dimensi pada cetakan.29,11 Polyethylene sheet mampu menahan tekanan hidraulik yang besar dan akan meningkat jika bahan cetak wash diletakkan di atas hasil pencetakan bahan putty.30
Dari perbedaan pendapat penelitian – penelitian sebelumnya tentang pengaruh teknik pencetakan terutama penambahan spacer pada teknik pencetakan two – step
terhadap kualitas cetakan berupa cacat permukaan serta akurasi dimensi dari model kerja GTC merupakan alasan peneliti tertarik untuk melakukan penelitian tersebut.
1.2 Permasalahan
Hasil cetakan yang tidak akurat dan cacat permukaan yang buruk akan memengaruhi pembuatan gigi tiruan cekat. Sehingga prosedur pencetakan merupakan prosedur penting dalam pembuatan gigi tiruan cekat. Pemilihan bahan cetak serta teknik pencetakan yang tepat dapat memengaruhi keakuratan dari model kerja GTC serta permukaan yang detail bahan cetak tersebut. Teknik pencetakan two – step merupakan salah satu teknik yang biasa digunakan dalam pencetakan putty/wash. Two – step dengan spacer merupakan salah satunya. Spacer yang digunakan diantaranya coping metal dengan ketebalan yang berbeda antara lain 1 mm dan 2 mm serta polyethylene sheet dengan ketebalan 0,5 mm.
Permukaan cetakan yang detail dan halus akan menghasilkan GTC yang baik.
Cacat permukaan cetakan dilihat dengan cara ada atau tidaknya bubble – like pada permukaan cetakan. Akurasi dimensi juga sangat penting dalam menghasilkan GTC yang baik sehingga teknik pencetakan yang baik perlu dilakukan. Masih terjadi perdebatan terhadap penambahan spacer pada teknik two – step ada atau tidaknya pengaruh dalam hal – hal tersebut.
Dari hal – hal tersebut timbul permasalahan apakah ada perbedaan akurasi dimensi model kerja gigi tiruan cekat dan cacat permukaan hasil pencetakan two – step dengan spacer coping metal dan polyethylene sheet.
1.3 Rumusan Masalah
Berdasarkan permasalahan diatas dapat dirumuskan masalah :
1. Bagaimanakah cacat permukaan cetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm?
2. Apakah ada perbedaan cacat permukaan cetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm?
3. Berapakah nilai akurasi dimensi model kerja gigi tiruan cekat pada pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm?
4. Apakah ada perbedaan akurasi dimensi model kerja gigi tiruan cekat pada pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm?
1.4 Tujuan Penelitian
1. Untuk mengetahui cacat permukaan cetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm.
2. Untuk mengetahui perbedaan cacat permukaan cetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm.
3. Untuk mengetahui nilai akurasi dimensi model kerja gigi tiruan cekat pada pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5 mm.
4. Untuk mengetahui perbedaan akurasi dimensi model kerja gigi tiruan cekat pada pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5 mm.
1.5 Manfaat Penelitian 1.5.1 Manfaat Teoritis
1. Penelitian ini mampu meningkatkan wawasan kepada klinisi dalam hal menggunakan spacer pada pencetakan putty/wash two – step.
2. Sebagai bahan masukan untuk peneliti lain yang ingin meneliti lebih lanjut tentang pemakaian spacer pada pencetakan putty/wash two – step.
3. Penelitian ini mampu menambah wawasan tentang adanya pengaruh pencetakan putty/wash two – step dengan pemakaian spacer pada cacat permukaan cetakan dan akurasi dimensi model kerja GTC.
1.5.2 Manfaat Praktis
1. Untuk klinisi penelitian ini dapat menjadi bahan masukan kepada mereka tentang teknik pencetakan putty/wash two – step dengan spacer dalam mengurangi cacat permukaan cetakan serta meningkatkan akurasi dimensi model kerja GTC.
2. Klinisi mampu menjadikan teknik two – step dengan spacer pada pencetakan putty/wash two – step dalam suatu prosedur untuk mengurangi jumlah cacat permukaan cetakan serta meningkatkan akurasi dimensi model kerja GTC.
BAB 2
TINJAUAN PUSTAKA
2.1 Kehilangan Gigi Sebagian
Kehilangan gigi sebagian adalah hilangnya gigi namun tidak semua dalam satu atau lebih lengkung rahang. Pada umumnya, hal ini disebabkan oleh karies, penyakit periodontal, trauma kecelakaan, gigi impaksi, supernumerary teeth, neoplastic dan lesi kista. Kehilangan gigi sebagian akan memengaruhi baik perubahan secara klinis maupun kualitas hidup. Jika dilihat secara klinis, kehilangan gigi sebagian akan menyebabkan pergeseran serta tilting pada gigi yang dekat dengan daerah edentulus, supra erupsi pada gigi yang berlawanan, gangguan fonetik, perubahan pada wajah dan gangguan pada temporo mandibular joint. Jika dilihat dari kualitas hidup kehilangan gigi akan menyebabkan terganggunya fungsi pencernaan, menurunnya berat badan serta menurunkan percaya diri yang berdampak pada aktivitas sosial.1
Pemakaian gigi tiruan mampu untuk menanggulangi hal tersebut, baik pemakaian gigi tiruan lepasan maupun pemakaian gigi tiruan cekat. Perawatan gigi tiruan cekat melibatkan restorasi gigi oleh pengganti gigi yang tidak bisa dilepas dari mulut. Perawatan ini bertujuan untuk mengembalikan fungsi, estetik dan kenyamanan pasien. Perawatan gigi tiruan cekat dapat mengubah gigi yang tidak sehat, tidak menarik dan keadaan fungsi gigi yang tidak maksimal menjadi lebih nyaman, keadaan oklusi yang lebih sehat serta estetik yang baik.2 Salah satu prosedur dalam pembuatan gigi tiruan cekat yaitu pencetakan.
2.2 Pencetakan
Dalam pembuatan gigi tiruan cekat tidak mungkin dilakukan dalam rongga mulut, maka di perlukan pencetakan atau hasil negatif gigi serta struktur sekitar mulut pasien dalam bentuk model kerja. Model kerja tersebut digunakan dalam laboratorium untuk pembuatan gigi tiruan cekat. Pencetakan yang tepat harus mampu mencetak segala aspek untuk mempersiapkan gigi. Hal ini dimaksudkan mampu mencetak
struktur gigi yang tidak di preparasi dan berdekatan dengan daerah margin gigi agar dokter gigi dan teknisi labolatorium mampu mengidentifikasi kontur dan permukaan.
Jika pencetakan tidak dapat menghasilkan bentuk dari servikal gigi dipreparasi restorasi dengan kontur yang tepat tidak mungkin bisa didapatkan. Semua gigi serta jaringan lunak disekitar gigi yang dipersiapkan harus tercetak dengan baik. Hal tersebut membantu untuk mendapatkan model yang akurat sehingga pembuatan kontur permukaan restorasi yang baik dapat dilakukan sesuai rencana.2
Pencetakan dapat dibagi menjadi dua yaitu pencetakan anatomis untuk mendapatkan model diagnostik atau model study dan pencetakan fisiologis untuk mendapatkan model kerja. Bahan cetak yang digunakan pada pencetakan anatomis yaitu bahan irreversible hydrocolloid. Bahan cetak yang digunakan dalam pencetakan fisiologis adalah polysulfid, polyeter, silikon adisi, dan silikon kondensasi. Model diagnostik nantinya akan di tanam ke artikulator dalam merencanakan pembuatan gigi tiruan cekat. Model kerja nantinya akan dikirim ke labolatorium untuk pembuatan gigi tiruan cekat.2
2.3 Bahan Cetak Elastomer 2.4.1 Pengertian
Bahan cetak adalah satu bahan atau kombinasi dari bahan – bahan untuk menghasilkan cetakan atau reproduksi negative. Bahan cetak umumnya diaplikasikan ke dalam mulut dengan menggunakan sendok cetak. Sekali diposisikan kedalam mulut pasien, cetakan akan mengalami setting atau mengeras baik melalui proses kimiawi maupun fisikal.28 Bahan cetak elastomer telah dikembangkan terutama untuk memenuhi kebutuhan industri tetapi ternyata ini juga berpotensi besar dalam memenuhi kebutuhan di bidang medis dan kedokteran gigi dan dengan cepat terealisasi bahkan hingga kini banyak digunakan. Bahan cetak elastomer dapat diterima di bidang kedokteran gigi karena memberikan solusi terhadap dua masalah utama yang dimiliki hidrokoloid yaitu ketahanan robek yang buruk dan stabilitas dimensi yang buruk.28
2.4.2 Klasifikasi
Empat tipe elastomer yang sering digunakan adalah28:
1. Polieter
Bahan ini pada umumnya tersedia dalam dua pasta. Pasta base mengandung polimer dan inert filler yang tersedia dalam tube besar. Pasta katalis mengandung inisiator reaksi bersama dengan minyak pembentuk pasta dan filler yang tersedia dalam tube kecil. Kedua pasta diukur berdasarkan volume proposional. Panjang yang sama dari pasta dikeluarkan pada tempat pencampur yang memberikan rasio volume pasta basis:pasta katalis sekitar 8:1. Kontras warna yang bagus di antara kedua pasta membantu dalam pencampuran. Bahan ini juga tersedia dalam bulk – automixed.
Polieter mempunyai resistensi terhadap robek yang cukup kuat dan sifat – sifat elastis mendekati yang ada pada silikon. Semua bahan cetak tersebut relatif kaku pada saat mengeras dan mungkin dibutuhkan kekuatan yang agak lebih untuk melepaskan cetakan setelah mengeras, terutama jika terdapat undercut didalam. Akurasi bahan cetak polieter sebanding dengan elastomer – elastomer regular – bodied yang lain.
2. Polisulfida
Bahan cetak ini pada umumnya tersedia dalam dua pasta yang dikemas dalam tabung. Satu pasta sebagai pasta basis sedangkan pasta yang lain sebagai pasta katalis.
Pasta basis pada umumnya berwarna putih, akibat pengaruh filler, serta mempunyai bau tidak sedap yang disebabkan oleh tingginya konsentrasi gugus tiol. Perubahan dimensi yang terjadi setelah reaksi setting polisulfida terlihat dipengaruhi oleh dua faktor. Faktor pertama yaitu bahwa reaksi yang terus berlangsung selama beberapa waktu setelah waktu setting, menyebabkan pengerutan lanjutan. Faktor kedua yaitu bahwa air yang dihasilkan sebagai produk sampingan reaksi setting dapat hilang karena penguapan yang terjadi pada permukaan bahan.
3. Silikon kondensasi
Bahan cetak ini tersedia dalam bentuk dua pasta. Metode apapun yang digunakan untuk pencampuran kedua bahan pada prinsipnya sama karena reaksi setting yang terjadi sama dan tergantung dari ikatan silang pada rantai – rantai hydroxyl – terminated polydimethyl siloxane disebabkan oleh agen ikatan silang alkyl – silicate dan campuran timah sebagai katalis. Karakteristik setting bahan silikon cenderung lebih baik dibanding dengan polisulfida. Perubahan – perubahan dimensi setelah setting, untuk bahan cetak silikon kondensasi, terjadi karena waktu setting lambat dan yang masih terus berlangsung atau karena hilangnya alkohol yang terbentuk sebagai hasil sampingan saat reaksi setting. Efek terakhir menyebabkan hilangnya berat diiikuti oleh pengerutan cetakan. Perubahan – perubahan dimensi dari cetakan silikon kondensasi regular – bodied sedikit lebih besar dari pada bahan cetak polisulfida regular – bodied tetapi lebih kecil dibandingkan dengan perubahan – perubahan yang terjadi pada bahan cetak alginate.
4. Silikon adisi
Bahan cetak ini tersedia dalam dua pasta. Masing – masing pasta mengandung prepolimer silikon cair dan filler serta salah satu pasta tersebut mengandung katalis.
Bahan ini memiliki sifat karakteristik setting dan daya tahan terhadap robek yang baik disertai dengan elastisitas mendekati ideal.28 Silikon adisi memiliki sifat shrinkage polimeritation yang lebih dari pada silikon kondensasi. Bahan cetak ini banyak digunakan juga karena elastisitas yang amat baik, akurasi dimensi, kemampuan menghasilkan beberapa model dalam sekali pencetakan, menghasilkan detail yang sangat baik, serta dalam pengerjaanya cukup mudah dilakukan.5 Sifat dari pada bahan cetak silikon pada umumnya berhubungan dengan kuantitas dari pada filler didalam pasta – pasta tersebut. Semakin tinggi filler dalam satu pasta maka vikositas dari pasta tersebut juga semakin tinggi. Empat viskositas tersedia di pasaran tergantung dari jumlah filler yang ditambahkan oleh pabrik pembuat. Empat sediaan viskositas tersebut antara lain28 :
Light – body (wash) digunakan untuk mencetak detail permukaan gigi secara akurat
Medium – body umumnya digunakan dalam pencetakan tunggal atau monophase pada pekerjaan mahkota dan jembatan.
Heavy – body digunakan untuk mensuport bahan cetak light – body pada sendok cetak pabrik ketika pencetakan mahkota dan jembatan.
Putty memiliki fungsi yang sama dengan heavy – body dan tersedia dalam konsistensi kenyal.
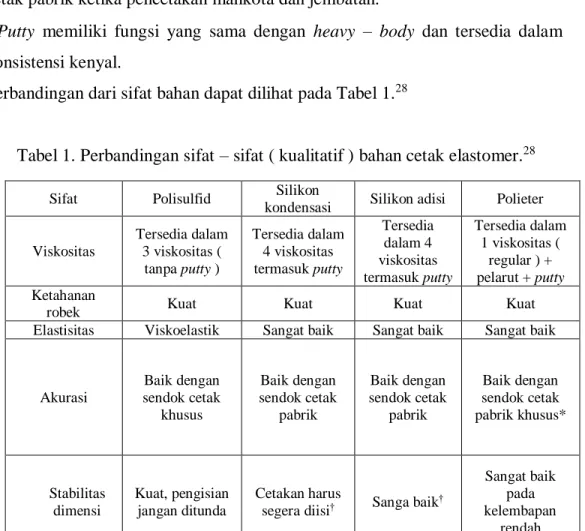
Perbandingan dari sifat bahan dapat dilihat pada Tabel 1.28
Tabel 1. Perbandingan sifat – sifat ( kualitatif ) bahan cetak elastomer.28
Sifat Polisulfid Silikon
kondensasi Silikon adisi Polieter
Viskositas
Tersedia dalam 3 viskositas (
tanpa putty )
Tersedia dalam 4 viskositas termasuk putty
Tersedia dalam 4 viskositas termasuk putty
Tersedia dalam 1 viskositas (
regular ) + pelarut + putty Ketahanan
robek Kuat Kuat Kuat Kuat
Elastisitas Viskoelastik Sangat baik Sangat baik Sangat baik
Akurasi
Baik dengan sendok cetak
khusus
Baik dengan sendok cetak
pabrik
Baik dengan sendok cetak
pabrik
Baik dengan sendok cetak pabrik khusus*
Stabilitas dimensi
Kuat, pengisian jangan ditunda
Cetakan harus
segera diisi† Sanga baik†
Sangat baik pada kelembapan
rendah Keterangan: * Memberikan akurasi yang baik menggunakan sendok cetak pabrik dengan
penuh hati hati.
† Beberapa pabrik pembuat merekomendasikan penundaan sejenak untuk pengisian cetakan, untuk memberikan kesempatan terjadinya elastic recovery atau untuk memberi produk gas keluar yang dapat menyebabkan terbentuknya bubble pada permukaan cetakan.
2.4 Bahan Pengisi 2.4.1 Klasifikasi
Bahan pengisi terdiri dari:19 1. Impression Plaster (Tipe 1)
Bahan pengisi ini terdiri dari komponen plaster of paris (β-hemihydrate) dimana telah dimodifikasi dengan cara ditambahkan bahan yang mampu mengatur setting time dan setting expansion. Bahan ini sudah jarang digunakan untuk pencetakan dalam kedokteran gigi karena telah digantikan dengan bahan yang lebih elastis seperti hydrocolloids dan elastomer.19
2. Model Plaster (Tipe II)
Bahan pengisi ini banyak digunakan terutama untuk mengisi cetakan yang digunakan dalam kedokteran gigi sebagai model anatomis. Bahan ini digunakan karena memiliki setting expansion yang tidak begitu berdampak buruk dan kekuatan yang adekuat sesuai dengan standart yang diberikan oleh ADA maupun ISO. 19
3. Dental Stone (Tipe III)
Bahan ini cenderung digunakan untuk pengisian bahan cetak hydrocolloid dengan meningkatkan sifat kekerasan dari bahan ini menggunakan α – hemihydrate membuat model lebih kuat dan dapat digunakan untuk indirect wax yang diukir. Bahan ini memiliki minimal compressive strength 20,7 MPa (3000 psi) dan maksimalnya 34,5 MPa (5000 psi). Bahan ini lebih sering digunakan dalam pembuatan gigi tiruan lepasan karena sifat bahan yang cukup kuat. 19
4. Dental Stone, High Strength (Tipe IV)
Pada intinya bahan ini memiliki sifat yang kuat, keras dan setting expansion yang minimal. Untuk mendapatkan sifat – sifat tersebut bahan ini menggunakan α – hemihydratae yang dimodifikasi. Bahan ini disebut juga sebagai die stone. Permukaan yang keras pada bahan ini memungkinkan efek abrasi yang terjadi selama proses pembuatan gigi tiruan cekat dapat diminimalisasi.19
5. Dental Stone, High Strenth, High Expansion (Tipe V)
Bahan ini memiliki sifat compressive yang lebih tinggi disbanding dental stone tipe IV. Setting expansion yang terjadi juga meningkat minimal 0,10% dan maksimal 0,30%. Sehingga bahan ini cenderung digunakan untuk pengisian metal karena mampu mengurangi efek shrinkage yang terjadi pada metal.19
2.4.2 Reaksi Dental Stone Type IV
Ketika hemihydrate bercampur dengan air, hasil yang didapatkan adalah dalam bentuk cair karena hemihydrate akan larut hingga membentuk larutan yang terdiri dari ion Ca2+ dan (SO4)2-. Larutan inilah yang akan membentuk dihydrate. Selama dihydrate mengalami pengendapan, sisa – sisa hemihydrate akan terus larut. Proses inilah akan membentuk kristal baru atau membuat kristal yang sudah terbentuk membesar hingga tidak ada lagi dihydrate yang dapat mengendap. Kristal – kristal yang berasal dari dihydrate akan membesar sehingga membuat terjadinya ekspansi pada dental stone. Ekspansi pada dental stone cenderung menyebabkan terjadinya perubahan dimensi walau hanya berkisar 0,06% - 0,5%.19
2.5 Teknik Pencetakan
2.5.1 Pencetakan Putty/Wash One – Step
Teknik pencetakan putty/wash one – step adalah pencetakan dengan bahan cetak putty dan bahan wash dilakukan secara bertahap.17 Bahan putty dimasukkan ke dalam sendok cetak dan bahan wash secara bertahap diletakkan di gigi penyangga. Operator memposisikan bahan cetak wash dengan menggunakan spuit di sekitar preparasi/gigi sedangkan asistennya meletakkan bahan putty ke dalam sendok cetak. Sendok cetak yang telah diisi kemudian diposisikan ke dalam mulut dan kedua viskositas bahan akan menyatu bersama dan mengeras (Gambar 1).28,31
Walaupun kelihatannya teknik ini secara waktu menguntungkan, namun masih ada beberapa keraguan terhadap akurasi pada teknik ini. Viskositas bahan putty ketika dimasukan kedalam mulut bagian dari bahan cetak pada sisi – sisi sendok cetak dapat
menekuk ke arah luar. Jika cetakan dilepas dari mulut bahan cetak saling berikatan masuk kedalam dan mendistorsi cetakan. Sayangnya, distorsi ini terjadi tidak merata karena suatu cetakan dengan objek bulat jika dicetakan akan menghasilkan die dengan bentuk lonjong atau oval dengan penyempitan buko – lingual.28 Hal ini dipengaruhi oleh tidak terkontrolnya ketebalan dari bahan cetak.17
Gambar 1. Pencetakan one – step dimana bahan putty mendorong wash keluar dari preparasi termasuk daerah preparasi margin.31
2.5.2 Pencetakan Putty/Wash Two – Step
Teknik pencetakan putty/wash two – step adalah pencetakan dengan bahan putty dibuat terlebih dahulu dan dibiarkan setting dan dikeluarkan dari mulut kemudian bahan wash ditambahkan dan cetakan dimasukkan kembali. Detail dari gigi yang dipreparasi hanya dicetak dengan bahan wash (Gambar 2).17,31 Menurut penelitian Nissan dkk (2000) menyatakan pencetakan dengan teknik ini memiliki hasil akurasi dimensi yang baik.25 Kerugian dari teknik ini sendiri membutuhkan waktu pencetakan yang lebih lama.17
Gambar 2. Teknik pencetakan putty/wash two – step.31
Ada dua teknik pencetakan putty/wash two – step32:
Two – step Unspacer yaitu bahan putty dicetakan terlebih dahulu dan setelah setting baru dicetak dengan bahan cetak wash.
Two – step spacer yaitu bahan spacer dipasangkan sekitar gigi ketika dicetak dengan bahan putty, kemudian spacer dilepas setelah setting kemudian dicetak dengan bahan wash pada bahan putty.
Pencetakan putty/wash two – step dengan spacer yang digunakan sebagai perantara antara bahan putty dengan gigi. Terdapat beberapa macam bahan spacer yang digunakan dalam pencetakan two – step :
1. Polyethylene Sheet
Bahan ini dibiarkan sampai bahan putty mengalami setting kemudian dilepas dan ditambah dengan bahan wash pada bahan putty. Polyethylene sheet akan menahan tekanan hidraulik besar yang akan berkembang jika material wash diletakkan di dalam cetakan putty yang sudah terbentuk dengan tepat.28
2. Wax
Bahan ini diletakkan pada daerah gigi preparasi yang akan dicetak dalam bentuk baseplate kemudian bahan putty dicetakan dan dibiarkan sampai terjadi polimerisasi kemudian spacer dilepaskan dan ditambahkan dengan bahan wash.33
3. Cellophane strip
Bahan ini diletakkan pada daerah gigi yang akan dicetak kemudian bahan putty dicetakan dan dibiarkan sampai setting kemudian spacer dilepaskan dan ditambahkan dengan bahan wash.31
4. Foil
Bahan ini diletakkan pada daerah gigi yang akan dicetak kemudian bahan putty dicetakan dan dibiarkan sampai setting kemudian spacer dilepaskan dan ditambahkan dengan bahan wash.34
5. Coping Metal
Coping diletakkan pada tiap gigi hasil preparasi, kemudian bahan putty dicetakkan terlebih dahulu dan dibiarkan hingga setting.Coping kemudian dilepas dan bahan wash dimasukan. Penambahan dari coping ini bertujuan agar ketebalan dari bahan cetak wash dapat terkontrol sehingga perubahan dimensi yang diterima dapat diminimalisasi.18
2.6 Kualitas Pencetakan 2.6.1 Kriteria
Kualitas pencetakan memiliki beberapa kriteria antara lain kemampuan dalam mendapatkan detail hasil yang baik, ada atau tidaknya gelembung udara, ada atau tidaknya robekan, daya alir yang baik.15
Detail hasil yang baik
Bahan cetak yang mengeras melibatkan reaksi kimiawi atau perubahan kondisi fisik. Bahan cetak pada umumnya menghasilkan perubahan dimensi yang berpengaruh terhadap detail yang didapatkan. Bahan yang mengembang selama proses setting menghasilkan cetakan yang lebih kecil. Efek akurasi terhadap ketepatan hasil restorasi tergantung dari tipe restorasi dan kompleksitas yang dibuat.28
Ada atau tidaknya gelembung udara
Cara bahan berinteraksi dengan saliva akan mempengaruhi detail halus jaringan oral. Beberapa produk bahan cetak yang bersifat hidrofobik serta mungkin bisa tidak
mendapatkan reproduksi detil yang halus. Hal ini pada umumnya mengakibatkan pembentukan gelembung udara pada hasil cetakan.28
Ada atau tidaknya robekan
Teknik dengan hanya mengisi sendok cetak tanpa menggunakan spuit kecil untuk meletakkan bahan cetak pada margin yang dipreparasi dapat menyebabkan void atau terbentuknya robekan.15
Daya alir yang baik
Untuk mendapatkan hasil cetakan pada jaringan keras maupun jaringan lunak dalam mulut yang baik, bahan cetak harus bersifat encer pada saat di insersi kedalam mulut.28
2.6.2 Faktor yang Memengaruhi
Beberapa faktor yang memengaruhi hasil cetakan antara lain hasil preparasi gigi, penanganan jaringan lunak, pemilihan sendok cetak, teknik pencetakan, bahan cetak, dan ketebalan bahan cetak.3,16 – 17
Hasil preparasi gigi
Memperhatikan semua detail merupakan hal yang sangat penting saat preparasi gigi. Preparasi yang baik akan memastikan teknik selanjutnya (seperti gigi tiruan sementara, pembuatan cetakan, penuangan cetakan, pembuatan wax) dapat dicapai.2
Penanganan jaringan lunak
Pembuangan jaringan biasanya dibutuhkan untuk mendapatkan akses yang adekuat di gigi yang sudah disiapkan untuk mengekspos permukaan yang dibutuhkan, baik yang sudah dipreparasi maupun belum dipreparasi. Hal ini paling efektif dicapai dengan penempatan dari displacement cord (yang dilengkapi dengan bahan kimia).
Kadang – kadang jaringan gingiva di eksisi dengan skalpel atau electrosurgery.
Kesulitan dengan pembuangan jaringan ini seringnya menghasilkan inflamasi jaringan.
Jaringan yang inflamasi dan bengkak lebih mudah berdarah, yang dapat menghalangi akses bahan cetak.2
Pemilihan sendok cetak
Bahan cetak elastomer dapat digunakan lebih baik dengan sendok cetak fisiologis. Hal ini akan memproduksi cetakan yang akurat. Sendok cetak fisiologis meningkatkan akurasi dari bahan cetak elastomer karena dengan membatasi volume bahan sehingga mengurangi dua sumber kesalahan yaitu tekanan saat pelepasan dan kontraksi termal.2
Teknik pencetakan
Ada beberapa teknik pencetakan yang digunakan dengan memakai bahan cetak elastomer dengan masing-masing teknik memiliki kelebihan dan kekurangan masing- masing. Teknik putty/wash dilaporkan dapat mengeliminasi penggunaan sendok cetak fisiologis. Beberapa peneliti meyakini bahwa teknik putty/wash two – step lebih superior karena dapat meminimalisasi produk sisa alkohol, mengeliminasi penyusutan akibat polimerisasi dari cetakan pertama sehingga dapat menjaga stabilitas dimensi dari cetakan.15
Bahan cetak
Hasil penelitian Faria dkk (2008) menyimpulkan bahwa bahan cetak dan teknik pencetakan yang berbeda mempengaruhi akurasi model stone dimana polieter, polisulfid, dan silikon adisi (mengikuti teknik single-phase) lebih akurat daripada bahan yang lain (alginat dan silikon kondensasi).16
Ketebalan bahan cetak
Ketebalan bahan wash merupakan faktor penting yang mempengaruhi akurasi dari bahan cetak elastomer. Bahan cetak wash yang terkontrol dapat mengimbangi kontraksi dengan perubahan yang minimal. Pada bahan cetak wash yang tidak terkontrol dapat menyebabkan perbedaan kontraksi yang menghasilkan perubahan dimensi.19
2.7 Cacat Permukaan
Pencetakan gigi merupakan prosedur yang penting karena adanya potensi terjadinya lubang dan robekan, yang dapat memengaruhi pembuatan restorasi gigi tiruan. Bahan cetak polyvinyl siloxane (PVS) dikenalkan pada tahun 1970-an dan sejak saat itu bahan ini sudah diterima dan digunakan sebagai bahan cetak untuk membuat gigi tiruan cekat, gigi tiruan lepasan, dan gigi tiruan dukungan implan. PVS dianggap sebagai pencapaian tertinggi dalam hal pencetakan untuk gigi tiruan cekat karena PVS adalah bahan yang paling banyak digunakan untuk pembuatan gigi tiruan cekat.23
Untuk mendapatkan hasil cetakan yang baik, gelembung udara pada cetakan harus diminimalisasi. Banyak faktor dapat mempengaruhi masuknya gelembung udara pada pencetakan, khususnya teknik dan kemampuan dari operator.35 Untuk itu diperlukan teknik yang tepat agar kebutuhan klinis bisa didapatkan. Ketika pengadukan, terjadi reaksi adisi dan terjadi proses crosslinking dari vinyl terminated polydimethyl siloxane yang dikatalis oleh garam platinum (asam kloroplatina). Gas hydrogen merupakan hasil sampingan dari reaksi polimerisasi tersebut. Hal tersebut dapat diminimalisasi dengan adanya waktu recovery elastic yang dilakukan selama 30 menit.36 Soh dkk (1991) menyatakan manipulasi bahan wash dengan automixed lebih baik dalam mengurangi jumlah gelembung udara dibandingkan dengan hand - mixing.37 Berdasarkan hasil penilitian Shrestha dkk (2015), gelembung udara merupakan cacat yang paling sering terjadi pada pencetakan.23
Untuk mengevaluasi hal tersebut dapat dilakukan pengamatan dalam melihat gelembung udara (bubble – like) dan voids yang terbuka dengan penglihatan secara langsung dari jarak 150mm untuk semua permukaan.3 Tiap jumlah dari cacat permukaan dapat diukur dengan cara3 :
Tipe 0, tidak ada defek
Tipe 1, 1 – 2 gelembung udara
Tipe 2, > 2 gelembung udara
Tipe 3, adanya lubang
Penelitian oleh Varvara dkk (2015) menunjukan hasil kerusakan permukaan pada teknik putty/wash two – step yang memiliki cacat permukaan lebih sedikit dibanding
dengan one – step.20 Berdasarkan penelitian Nafsani (2017) pada pencetakan putty/wash two – step jumlah cacat permukaan yang dihasilkan lebih sedikit dibanding dengan one – step.21. Hal ini dihubungkan dengan tekanan yang diaplikasikan pada bahan cetak putty dengan bahan cetak wash yang mampu meningkatkan laju alir dan membantu dalam menghasilkan cetakan yang lebih tepat.3 Varvara dkk (2015) menyatakan jumlah cacat permukaan pada teknik yang menggunakan spacer lebih sedikit dibanding tanpa spacer.20 Jenis bahan spacer yang elastis seperti polyethylene sheet mampu memberikan ruang untuk bahan wash yang tidak berlebihan sehingga menyebabkan gelembung udara lebih susah terperangkap dibanding dengan bahan spacer yang cenderung kaku.23,25
Menurut Rubel (2007) gelembung udara terbentuk karena adanya udara yang terperangkap pada bahan wash.22 Karena spacer dibutuhkan pada pencetakan two – step untuk menahan efek ekspansi yang mengakibatkan ukuran model menjadi lebih kecil.19 Akibatnya berdasarkan penelitian oleh Shrestha dkk (2015) menunjukkan dalam teknik yang menggunakan spacer, operator harus memanipulasi bahan wash dalam jumlah yang lebih banyak yang menyebabkan terkumpulnya udara dan dapat meningkatkan jumlah defek.23 Shrestha dkk (2015) menyatakan pada pencetakan menggunakan spacer sebesar 1mm dan 2mm sering menyebabkan gelembung udara yang terbentuk lebih banyak.23 Menurut penelitian Heidari dkk (2016) efek dari terbentuknya bubble mungkin dikarenakan ketebalan spacer yang lebih dari 2mm.24
2.8 Akurasi Dimensi
Ada dua aspek untuk mengevaluasi akurasi dimensi. Menurut spesifikasi no.19 American Dental Association, bahan cetak elastomer yang digunakan untuk menghasilkan cetakan yang tepat harus bisa mencetak detil yang baik sampai 25μm atau lebih kecil (batas yang dapat ditolerir dimana perubahan dimensi ≤0,5%).38,39 Semua bahan cetak yang tersedia sudah memenuhi spesifikasi ini. Bahan cetak polyvinyl siloxane (PVS) merupakan bahan yang paling baik dan reversible hydrocolloid (bahan cetak berbasis air) adalah yang paling buruk meskipun bahan ini
memenuhi batas 25μm. Aspek yang kedua adalah akurasi dimensi yang dievaluasi dengan mengukur jarak baik oklusal gingiva, bukal lingual dan interpreparasi.23,39
Pengukuran akurasi dimensi dilakukan sebanyak tiga kali dengan menggunakan kaliper dan dengan mengukur:37, 38
a. Bukolingual: diukur pada bukal dan lingual (depan tepi oklusal abutment ke belakang tepi oklusal abutment melewati titik tengah abutment)
b. Oklusogingival: titik oklusal ke akhiran servikal
c. Interpreparasi: diukur dari groove (titik tengah) abutment I ke groove abutment II
Akurasi dimensi dapat diketahui dengan mengukur persentase deviasi dengan rumus:17, 19, 40
Keterangan:
X : Rata-rata dari model kerja Y : Rata-rata dari model induk
Penelitian yang berhubungan dengan teknik pencetakan dengan atau tanpa spacer masih menjadi perdebatan berdasarkan akurasinya. Hal ini dikarenakan banyaknya jenis spacer yang digunakan dan hasil penelitian tiap spacer berbeda.
Perdebatan ini juga dikarenakan adanya perbedaan pendapat tentang spacer yang menyatakan dapat meningkatkan akurasi dimensi dari cetakan atau tidaknya. Menurut Hung dkk (1992), penggunaan spacer tidak memiliki perbedaan yang berarti dengan
tanpa menggunakan spacer terhadap akurasi dimensi cetakan.13 Menurut Nissan dkk (2000) penggunaan spacer dapat meningkatkan ke akuratan dari hasil cetakan.25
Menurut Shifra dkk (2012) penggunaan spacer dengan menggunakan polyethylene sheet dengan ketebalan 0,5 mm sudah dapat meningkatkan keakuratan dari pada cetakan.11 Hal ini dikarenakan Polyethylene sheets mampu menghindari adanya
Persentase deviasi (%) = -
X 100%
tekanan hidraulik besar yang akan berkembang jka bahan cetakwash diletakkan di dalam bahan putty yang sudah terbentuk dengan tepat.28 Sedangkan berdasarkan Chugh dkk (2012) penggunaan spacer coping metal dengan ketebalan 1 mm dan 2 mm memiliki ke akuratan yang baik.18 Pada dasarnya ke akuratan ini terbentuk karena ketebalan dari bahan wash yang terkontrol.25 Menurut Ramandeep dkk (2013) spacer coping metal dengan ketebalan 1mm memiliki akurasi dimensi yang paling baik karena bahan cetak wash yang terkontrol akan mengakibatkan sistem perlekatan yang baik antara putty dengan wash sehingga mengurangi terjadinya kontraksi dan polimerisasi terhadap bahan cetak..4 Menurut Kanmani dkk (2015) spacer coping metal dengan ketebalan 2mm memiliki akurasi dimensi yang paling baik, karena adanya bahan cetak wash yang terkontrol dapat mengimbangi akibat dari kontraksi pada wash terhadap dinding putty yang mengakibatkan model kerja menjadi mengecil terlihat pada daerah vertikaldanmeluas kearah horizontal.7,26 Hal lain yang mempengaruhi yaitu perbedaan dari jenis spacer yang digunakan dimana bahan spacer yang elastis seperti polyethylene sheet cenderung lebih susah dalam mengontrol ketebalan wash secara keseluruhan dibanding dengan jenis spacer yang kaku seperti coping metal.23,25 Nissan dkk (2000) menunjukkan dari aspek intraabutment yaitu pada daerah oklusogingiva dan bukolingual terjadi pengurangan ukaran dan jika dilihat dari aspek interabutment yaitu daerah interpreparasi terjadi penambahan ukuran model. Kemungkinan hal ini terjadi karena kontraksi dari dinding sendok cetak menyebabkan terjadinya pengerutan dari segala aspek pada abutment sehingga ukuran dari abutment menjadi mengecil dan menyebabkan penambahan ukuran pada daerah interpreparasi. Akibatnya ukuran dari model kerja menjadi lebih kecil dari ukuran model induk.25 Reaksi yang terjadi pada dental stone type IV (pro – stone 21) juga mempengaruhi akurasi dimensi. Ekspansi pada dental stone selama proses reaksi setting akan menyebabkan perubahan dimensi walau hanya cenderung 0,06% - 0,5% saja namun hal tersebut tentu memengaruhi akurasi dimensi yang terjadi.Hal tersebut terjadi karena adanya proses kristalisasi yang terjadi ketika dental stone mengalami proses setting yaitu proses berubahnya hemihydrate menuju dehydrate.19
Belum ada literatur yang menyepakati alat ukur apa yang digunakan untuk mengevaluasi cacat permukaan cetakan dan akurasi dimensi model kerja gigi tiruan cekat. Kaca pembesar dan kaliper dapat digunakan karena alat ukur manual ini mudah digunakan dan tersedia meskipun menghabiskan cukup banyak waktu dan bisa mengalami kesalahan akibat operator yang kelelahan.41
2.9 Landasan Teori
Kehilangan gigi sebagian
Pemilihan sendok cetak
Ketebalan bahan cetak Penanganan jaringan
lunak
Pembuatan GTC Pembuatan GTSL
Pencetakan
Pencetakan Anatomis Pencetakan Fisiologis
Teknik
Polisulfida d Polieter
Bahan Cetak Elastomer
Silikon Kondensasi
Light Body Medium Body Heavy Body
Putty Silikon
Adisi
One - Step Two - Step
Cacat Permukaan Akurasi Dimensi Kualitas
Pencetakan
Coping Metal Polyethylene
Sheet
Two – Step with Spacer
Two – Step Unspacer ( Conventional )
Wax Cellophane strip
Foil
Faktor Kriteri
a
Detail hasil baik
Daya alir baik
Tidak adanya robekan Tidak adanya bubble udara
Bahan cetak Teknik pencetakan
Hasil preparasi gigi Bahan Pengisi
2.10 Kerangka Konsep
Bahan cetak wash yang terkontrol dapat mengimbangi akibat dari kontraksi pada wash terhadap dinding putty yang membuat model kerja menjadi mengecil terlihat pada daerah vertical mengecil dan meluas kearah
horizontal.
Pencetakan Fisiologis Kualitas Pencetakan
Cacat Permukaan Tekanan yang di
aplikasikan oleh bahan cetak Putty pada bahan cetak Wash akan
meningkatkan aliran dan memberikan hasil yang lebih detail.
Akurasi Dimensi Two – step
with Spacer
Coping Metal 2 mm
Two – step with Spacer
Coping Metal 1 mm
Two – step with Spacer Polyethylene Sheet 0,5mm
Polyethylene sheet mampu menghindari adanya tekanan hidraulik yang besar dan akan meningkat jika bahan cetak wash diletakkan di datas hasil pencetakan bahan putty.
Bahan cetak wash yang terkontrol akan mengakibatkan sistem perlekatan yang baik antara putty dengan wash sehingga
mengecilkan
terjadinya kontraksi dan polimerisasi
2.11 Hipotesis Penelitian
1. H0: Tidak ada perbedaan cacat permukaan cetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm.
Ha: Ada perbedaan cacat permukaan cetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm.
2. H0: Tidak ada perbedaan akurasi dimensi model kerja gigi tiruan cekat pada hasil pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm.
Ha: Ada perbedaan akurasi dimensi model kerja gigi tiruan cekat pada hasil pencetakan two – step dengan spacer coping metal 1mm, coping metal 2mm, dan polyethylene sheet 0,5mm.
BAB 3
METODOLOGI PENELITIAN
3.1 Rancangan Penelitian
Rancangan penelitian yang dilakukan adalah eksperimental labolatoris
3.2 Sampel dan Besar Sampel Penelitian 3.2.1 Sampel Penelitian
Sampel pada penelitian ini diperoleh dari pencetakan model induk yang terdiri dari dua mahkota, preparasi abutment yang dibuat berdasarkan spesifikasi ANSI/ADA No.19 dengan tinggi 8,02mm, diameter 6,33mm dan, jarak antara dua mahkota 28,25mm sesuai dengan gambar. 3.
Gambar. 3. Spesifikasi ANSI/ADA No. 19 dimana oklusal gingiva 8,02mm, bukal lingual 6,33mm dan interpreparasi 6,33mm17,38
3.2.2 Besar Sampel Penelitian
Pada penelitian ini besar sampel diestimasi berdasarkan rumus:
(t-1) (r-1) ≥ 15 Keterangan:
t : jumlah perlakuan r : jumlah ulangan
BL IP
OG G
Penelitian ini terdiri dari 4 kelompok sampel maka t = 4 dan jumlah sampel (r) setiap kelompok dapat ditentukan sebagai berikut :
(4 – 1) (r – 1) ≥ 15 3 (r -1) ≥ 15
r – 1 ≥ 5 r ≥ 5 + 1 r ≥ 6
Jumlah sampel minimal yang dibutuhkan adalah 6 dan jumlah sampel yang akan digunakan untuk diberi perlakuan adalah 8 setiap kelompok, sehingga total sampel adalah 32, yaitu 8 sampel untuk teknik putty/wash two – step unspacer, 8 sampel untuk teknik putty/wash two – step spacer coping metal 1mm, 8 sampel untuk teknik putty/wash two – step spacer coping metal 2mm, dan 8 sampel untuk teknik putty/wash two – step spacer polyethylene sheet 0,5mm.
3.3 Variabel Penelitian 3.3.1 Klasifikasi Variabel 3.3.1.1 Variabel Bebas
a. Teknik pencetakan two – step dengan spacer coping metal 1mm.
b. Teknik pencetakan two – step dengan spacer coping metal 2mm.
c. Teknik pencetakan two – step denganspacer polyethylene sheet 0,5mm.
3.3.1.2 Variabel Terikat
a. Akurasi dimensi model kerja GTC.
b. Cacat permukaan hasil cetakan.
3.3.1.3 Variabel Terkendali a. Ukuran model induk.
b. Ukuran ketebalan spacer.
c. Waktu pengisian hasil cetakan.
d. Sendok cetak yang digunakan.