CETAKAN DAN AKURASI DIMENSI MODEL KERJA
GIGI TIRUAN CEKAT
SKRIPSI
Diajukan untuk memenuhi tugas dan melengkapi syarat guna memperoleh gelar Sarjana Kedokteran Gigi
Oleh:
NAFSANI FAUZIA NIM: 130600120
FAKULTAS KEDOKTERAN GIGI
UNIVERSITAS SUMATERA UTARA
Tahun 2017
Nafsani Fauzia
Pengaruh Teknik Pencetakan Putty/wash One-Step dan Two-Step terhadap Cacat Permukaan Cetakan dan Akurasi Dimensi Model Kerja Gigi Tiruan Cekat xii + 59 halaman
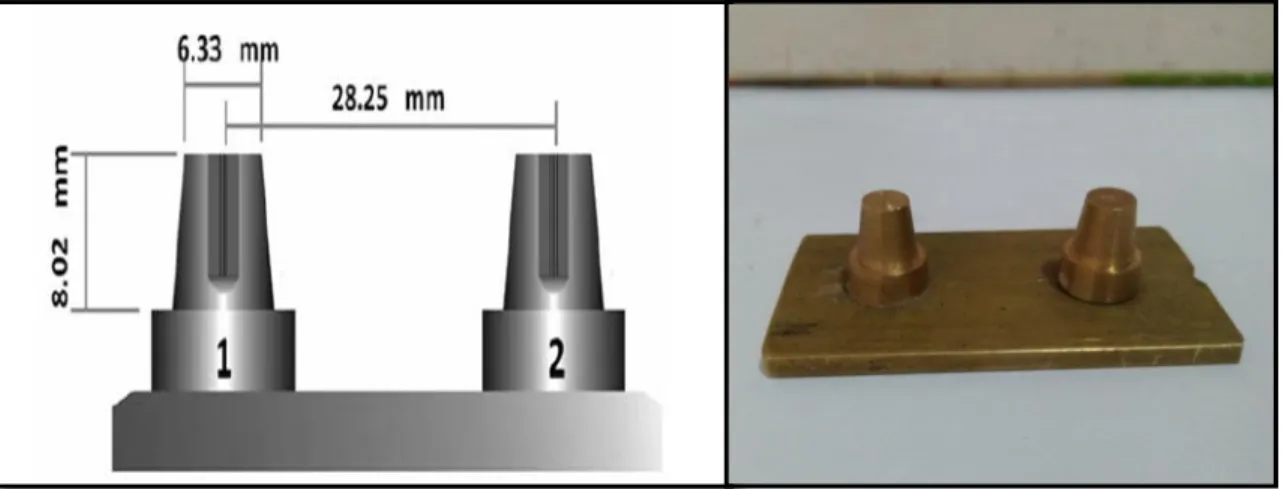
Faktor utama keberhasilan perawatan jangka panjang prostodonsia adalah keakuratan dari gigi tiruan. Hasil cetakan yang tidak akurat dan memiliki cacat permukaan dapat memengaruhi hasil pembuatan gigi tiruan cekat. Prosedur penting yang harus dilakukan untuk mendapatkan cetakan dan membuat model kerja yang akurat adalah pemilihan dan penggunaan teknik pencetakan dan bahan cetak yang tepat. Bahan cetak elastomer dapat mencetak jaringan keras dan lunak rongga mulut dengan akurat, termasuk undercut dan daerah interproksimal. Secara kimia, ada tiga jenis elastomer yang digunakan sebagai bahan cetak: polisulfid, silikon (kondensasi dan adisi), dan polieter. Bahan cetak silikon tersedia dalam beberapa viskositas, membuat bahan tersebut dapat digunakan dalam beberapa teknik pencetakan seperti teknik putty/wash one-step, putty/wash two-step. Penelitian ini bertujuan untuk mengetahui pengaruh teknik pencetakan putty/wash one-step dan two-step terhadap cacat permukaan cetakan dan akurasi dimensi model kerja gigi tiruan cekat. Rancangan penelitian ini adalah eksperimental laboratoris dengan sampel hasil cetakan elastomer dan model kerja yang didapat dari cetakan elastomer yang diisi dengan gips tipe IV dengan mencetak model induk yang terbuat dari stainless steel berbentuk 2 mahkota yang telah dipreparasi dengan ukuran mesiodistal 6,33 mm, oklusogingival 8,02 mm, dan interabutment 28,25 mm dengan dua teknik yaitu
putty/wash one-step dan putty/wash two-step sebanyak 60 buah yang dibagi menjadi
dua kelompok dengan masing-masing 30 buah sampel. Setiap sampel hasil cetakan dilakukan pemeriksaan cacat permukaan dengan kaca pembesar dan model kerja
dengan uji t tidak berpasangan. Hasil penelitian ini menunjukkan bahwa tidak ada pengaruh teknik pencetakan putty/wash one-step dan two-step terhadap cacat permukaan cetakan dilihat dari nilai p = 0,804 (p>0,05) dan ada pengaruh pengaruh teknik pencetakan putty/wash one-step dan two-step terhadap akurasi dimensi model kerja gigi tiruan cekat namun perubahan dimensi yang terjadi masih dalam batasan yang ditolerir dengan nilai p dilihat dari mesiodistal dan interabutment adalah p = 0,001 (p<0,05), dan nilai p dilihat dari oklusogingival adalah p = 0,013 (p<0,05) dan persentase deviasi dibandingkan dengan model induk kurang dari 0,5%. Dari hasil penelitian ini dapat disimpulkan bahwa tidak ada pengaruh antara kedua teknik pencetakan dalam hal cacat permukaan namun terdapat pengaruh pada teknik pencetakan terhadap akurasi dimensi, yaitu teknik putty/wash two-step dinilai memiliki nilai akurasi dimensi yang lebih baik dibandingkan teknik putty/wash
one-step jika dilihat dari nilai persentase deviasinya, sehingga dapat disarankan
menggunakan teknik putty/wash two-step untuk mendapatkan cetakan yang baik dan lebih akurat.
Skripsi ini telah disetujui untuk dipertahankan di hadapan tim penguji skripsi
Medan, 5 Oktober 2017
Pembimbing: Tanda tangan
Putri Welda Utami Ritonga., drg., MDSc., Sp.Pros ……….
NIP : 198708182009122005
Skripsi ini telah dipertahankan di hadapan tim penguji pada tanggal 5 Oktober 2017
TIM PENGUJI
KETUA : Dwi Tjahyaning Putranti, drg., MS
ANGGOTA : 1. Putri Welda Utami Ritonga, drg., MDSc., Sp.Pros 2. Eddy Dahar, drg., M.Kes
KATA PENGANTAR
Puji dan syukur penulis haturkan kepada Tuhan Yang Maha Esa atas rahmat dan karunia-Nya sehingga skripsi ini selesai disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Kedokteran Gigi pada Fakultas Kedokteran Gigi Universitas Sumatera Utara.
Ucapan terima kasih yang sebesar-besarnya penulis sampaikan kepada kedua orang tua tercinta, yaitu ayahanda Amuransyah dan ibunda Fardiani yang telah membesarkan, memberikan kasih sayang yang tak terbalas, doa, semangat, dan dukungan kepada penulis sehingga mampu menyelesaikan pendidikan dan skripsi ini. Penulis juga menyampaikan terima kasih kepada kakak penulis, Fairuza Laily, Nuria Fazrina, dan Farah Oktamurdiantri serta segenap keluarga yang senantiasa memberikan dukungan kepada penulis.
Dalam penulisan skripsi ini, penulis telah banyak mendapatkan pengarahan, bimbingan, saran serta doa dari berbagai pihak sehingga skripsi ini dapat disusun dengan baik. Pada kesempatan ini, dengan segala kerendahan hati, penulis ingin menyampaikan rasa terima kasih yang sebesar-besarnya kepada:
1. Putri Welda Utami Ritonga, drg., MDSc., Sp.Pros selaku pembimbing penulis yang telah banyak meluangkan waktu untuk memberikan bimbingan, arahan, dukungan, dan semangat kepada penulis selama penulisan skripsi hingga selesai.
2. Dr. Trelia Boel, drg., M.Kes., Sp.RKG (K) selaku Dekan Fakultas Kedokteran Gigi Universitas Sumatera Utara.
3. Prof. Haslinda Z. Tamin, drg., M.Kes., Sp.Pros (K) selaku Koordinator skripsi yang telah turut memberikan bimbingan, bantuan, serta arahan kepada penulis dalam menyelesaikan skripsi ini.
4. Syafrinani, drg., Sp.Pros (K) selaku Ketua Departemen Prostodonsia Fakultas Kedokteran Gigi Universitas Sumatera Utara yang telah memberikan saran dan masukan kepada penulis dalam menyelesaikan skripsi ini.
5. Dwi Tjahyaning Putranti, drg., MS selaku ketua tim penguji skripsi, Eddy Dahar, drg., M.Kes dan Siti Wahyuni drg., MDSc selaku anggota tim penguji skripsi yang telah memberikan saran dan masukan kepada penulis dalam menyelesaikan skripsi ini.
6. Cek Dara Manja, drg., Sp.RKG selaku penasehat akademik atas motivasi dan nasehat selama masa pendidikan di Fakultas Kedokteran Gigi Universitas Sumatera Utara.
7. Seluruh staf pengajar serta karyawan di Departemen Prostodonsia Fakultas Kedokteran Gigi Universitas Sumatera Utara atas bantuan dan motivasi sehingga skripsi ini berjalan dengan lancar.
8. Seluruh pimpinan dan karyawan Unit Jasa Industri Dental Fakultas Kedokteran Gigi Universitas Sumatera Utara yang telah membantu penulis dalam pembuatan sampel serta memberikan dukungan kepada penulis.
9. Prana Ugiana Gio, M.Si yang telah meluangkan waktu untuk membantu penulis dalam analisis statistik.
10. Sahabat-sahabat terbaik penulis Dinda, Ades, Lili, Bayu, Zuhra, Marza, Larissa, Yuli dan seluruh teman-teman FKG USU stambuk 2013 yang tidak dapat disebutkan satu per satu atas segala bantuan, perhatian, dukungan, doa, dan dorongan semangat kepada penulis selama perkuliahan dan penulisan skripsi.
11. Sahabat terkhusus penulis yang telah memberikan bantuan, perhatian, doa, dukungan, dan semangat kepada penulis, Fika, Asty, dan Sitah.
12. Teman-teman yang melaksanakan penulisan skripsi di Departemen Prostodonsia Fakultas Kedokteran Gigi Universitas Sumatera Utara: Allya, Cia, Fitra, Karina, Yudi, Saima, Rintan, Uswatun, Mira, Yosanna, Afrita, Afrina, Hanny, Riri, Jeewena, Tri Rizki, Tasya, Jaasphreet, Raudhatul, Ulita, Dean, Ludwika, serta para residen PPDGS Prostodonsia FKG USU atas motivasi, dukungan, dan bantuannya selama penulis mengerjakan skripsi.
Semoga Tuhan Yang Maha Esa membalas kebaikan dan memberikan kemudahan kepada kita. Penulis menyadari bahwa dalam penulisan skripsi ini masih terdapat banyak kekurangam oleh karena itu penulis memohon maaf yang
sebesar-besarnya apabila terdapat kesalahan dalam penyusunan skripsi ini. Dengan kerendahan hati penulis berharap semoga skripsi ini dapat memberikan sumbangan pikiran yang berguna bagi pengembangan ilmu pengetahuan.
Medan, 5 Oktober 2017 Penulis ,
(Nafsani Fauzia) 130600120
DAFTAR ISI
Halaman
HALAMAN JUDUL... HALAMAN PERSETUJUAN... HALAMAN TIM PENGUJI SKRIPSI...
KATA PENGANTAR... iv
DAFTAR ISI... vii
DAFTAR TABEL... x
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN... xii
BAB 1 PENDAHULUAN ... 1 1.1 Latar Belakang ... 1 1.2 Permasalahan ... 4 1.3 Rumusan Masalah ... 5 1.4 Tujuan Penelitian ... 5 1.5 Manfaat Penelitian ... 6 1.5.1. Manfaat Teoritis ... 6 1.5.2. Manfaat Praktis ... 6
BAB 2 TINJAUAN PUSTAKA ... 7
2.1 Pencetakan ... 7
2.1.1 Bahan Cetak ... 7
2.1.1.1 Pengertian ... 7
2.1.1.2 Klasifikasi Bahan Cetak Elastomer ... 8
2.1.2 Teknik Pencetakan ... 12
2.1.2.1 Teknik Putty/wash One-Step ... 12
2.1.2.2 Teknik Putty/wash Two-Step ... 13
2.2 Kualitas cetakan ... 14
2.2.1 Kriteria ... 14
2.3 Cacat Permukaan ... 18
2.4 Akurasi Dimensi ... 19
2.5 Landasan Teori... 21
2.6 Kerangka Konsep ... 22
2.7 Hipotesis Penelitian ... 23
BAB 3 METODOLOGI PENELITIAN ... 24
3.1 Rancangan Penelitian ... 24
3.2 Sampel dan Besar Sampel Penelitian ... 24
3.2.1 Sampel Penelitian ... 24
3.2.2 Besar Sampel Penelitian ... 25
3.3 Variabel Penelitian ... 25
3.3.1 Klasifikasi Variabel ... 25
3.3.1.1 Variabel Bebas ... 25
3.3.1.2 Variabel Terikat ... 25
3.3.1.3 Variabel Terkendali ... 26
3.3.1.4 Variabel Tidak Terkendali ... 26
3.3.2 Definisi Operasional ... 26
3.4 Tempat dan Waktu Penelitian ... 28
3.4.1 Tempat Pembuatan Model Induk ... 28
3.4.2 Tempat Pembuatan dan Pengujian Sampel Penelitian ... 29
3.4.3 Waktu Penelitian ... 29
3.5 Alat dan Bahan Penelitian ... 29
3.5.1 Alat Penelitian ... 29
3.5.2 Bahan Penelitian ... 30
3.6 Cara Penelitian ... 30
3.6.1 Persiapan Pembuatan Sampel Penelitian ... 30
3.6.2 Pembuatan Sampel ... 31
3.6.2.1 Pembuatan Sampel dengan Teknik Putty/wash One-Step ... 31
3.6.2.2 Pembuatan Sampel dengan Teknik Putty/wash Two-Step ... 34
3.7 Pemeriksaan Cacat Permukaan ... 35
3.8 Pengukuran Akurasi Dimensi ... 36
3.8.1 Persentase Akurasi Dimensi ... 36
3.9 Kerangka Operasional Penelitian ... 37
3.10 Analisis Data ... 37
BAB 4 HASIL PENELITIAN ... 39
4.1 Jumlah Cacat Permukaan Cetakan dengan Teknik Pencetakan Putty/wash One-step dan Putty/wash Two-step ... 39
4.2 Nilai Akurasi Dimensi Model Kerja dengan Teknik Putty/wash One-step dan Putty/wash Two-Step ... 41
4.3 Pengaruh Teknik Pencetakan Putty/wash One-Step dan Putty/wash Two-Step terhadap Cacat Permukaan Cetakan ... 44
4.4 Pengaruh Teknik Pencetakan Putty/Wash One-Step dan Putty/Wash Two-Step terhadap Akurasi Dimensi pada Model
Kerja Gigi Tiruan Cekat... 45
BAB 5 PEMBAHASAN ... 47
5.1 Jumlah Cacat Permukaan Cetakan dengan Teknik Pencetakan Putty/wash One-step dan Putty/wash Two-step ... 47
5.2 Nilai Akurasi Dimensi Model Kerja dengan Teknik Putty/wash One-step dan Putty/wash Two-Step ... 48
5.3 Pengaruh Teknik Pencetakan Putty/Wash One-Step dan Putty/Wash Two-Step terhadap Cacat Permukaan Cetakan ... 50
5.4 Pengaruh Teknik Pencetakan Putty/Wash One-Step dan Putty/Wash Two-Step terhadap Akurasi Dimensi pada Model Kerja Gigi Tiruan Cekat... 51
BAB 6 KESIMPULAN DAN SARAN ... 55
6.1 Kesimpulan ... 55
6.2 Saran ... 56
DAFTAR PUSTAKA... 57 LAMPIRAN
DAFTAR TABEL
Tabel Halaman
1 Perbandingan Sifat-Sifat (Kualitatif) dari Bahan Cetak Elastomer ... 11
2 Definisi Operasional Variabel Bebas ... 26
3 Definisi Operasional Variabel Terikat... 27
4 Definisi Operasional Variabel Terkendali ... 27
5 Definisi Operasional Variabel Tidak Terkendali... 28
6 Jumlah cacat permukaan teknik pencetakan putty/wash one-step... 39
7 Jumlah cacat permukaan teknik pencetakan putty/wash two-step... 40
8 Rerata dan standar deviasi persentase deviasi model kerja dengan teknik pencetakan putty/wash one-step... 42
9 Rerata dan standar deviasi persentase deviasi model kerja dengan teknik pencetakan putty/wash two-step... 43
10 Pengaruh teknik pencetakan putty/wash one-step dan teknik pencetakan teknik putty wash two-step terhadap cacat permukaan ... 44
11 Pengaruh teknik pencetakan putty/wash one-step dan teknik pencetakan putty/wash two-step terhadap akurasi dimensi model kerja gigi tiruan cekat... 46
DAFTAR GAMBAR
Gambar Halaman
1 Pencetakan dengan teknik putty/wash one-step... 12
2 Pencetakan dengan teknik putty/wash two-step... 14
3 Model stainless steel dengan 2 abutment (1 dan 2), dengan jarak intraabutment (diameter dan tinggi 6,33 mm dan 8,02 mm) dan jarak interabutment (28,25 mm)... 24
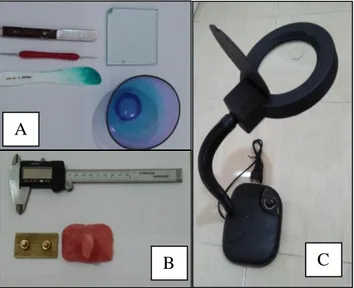
4 Alat penelitian: (A) Rubber bowl, spatula, glass plate, lekron; (B) kaliper digital, model induk, sendok cetak; (C) kaca pembesar.. 29
5 Bahan penelitian: (A) Bahan cetak polivinil siloksan putty/wash; (B) Dental Stone Tipe IV... 30
6 Sendok cetak fisiologis... 31
7 Pengadukan putty dengan tangan... 31
8 Pengadukan bahan wash... 31
9 Bahan putty dan wash diletakkan pada sendok cetak... 32
10 Bahan wash diletakkan di mahkota model induk... 32
11 Pencetakan dengan putty dan wash... 32
12 Hasil cetakan dengan teknik pencetakan putty/wash one-step... 33
13 Model kerja dengan teknik pencetakan putty/wash one-step... 33
14 Pencetakan dengan bahan putty dengan spacer polietilen... 34
15 Hasil cetakan dengan teknik pencetakan putty/wash two-step... 34
DAFTAR LAMPIRAN
Lampiran
1 Surat Permohonan Izin Penelitian di Unit Jasa Industri Dental FKG USU 2 Surat Persetujuan Komite Etik Penelitian
3 Surat Selesai Penelitian di Unit Jasa Industri Dental FKG USU
4 Hasil Pengukuran Model Kerja dengan Teknik Pencetakan Putty/wash
One-step dan Putty/wash Two-One-step
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Kehilangan gigi sebagian adalah hilangnya satu atau beberapa gigi dalam satu lengkung rahang. Umumnya hal itu disebabkan oleh karies, masalah periodontal, luka trauma, gigi impaksi, gigi supernumerary, neoplastic dan lesi kista. Secara klinis, kehilangan gigi sebagian mengakibatkan berpindahnya atau miringnya gigi, supraerupsi dari gigi antagonis, cara berbicara yang berubah, perubahan pada penampilan wajah, dan temporomandibular disorder.1 Gigi tiruan digunakan untuk menggantikan gigi yang hilang dan mengembalikan estetika serta kondisi fungsional pasien. Penggantian gigi yang hilang dapat dilakukan dengan pembuatan gigi tiruan lepasan atau gigi tiruan cekat.2 Perawatan gigi tiruan cekat melibatkan restorasi gigi
oleh pengganti artifisial yang tidak bisa dilepas dari mulut.3 Faktor utama
keberhasilan perawatan jangka panjang prostodonsia adalah keakuratan dari gigi tiruan dan untuk menghindari kegagalan, seluruh prosedur klinis maupun laboratoris harus diikuti. Prosedur pencetakan harus dapat mencetak dengan akurat detail dari struktur rongga mulut untuk mendapatkan model yang akurat.4
Pencetakan atau bentuk negatif dari gigi dan struktur sekitarnya dibutuhkan karena pembuatan pola untuk gigi tiruan tidak mungkin atau tidak bisa dilakukan langsung di mulut. Gips dental yang sesuai kemudian dituang ke cetakan negatif dan sebuah bentuk positif dari model kerja didapatkan. Model kerja ini yang nantinya digunakan untuk membuat restorasi di laboratorium.3 Beberapa prosedur yang penting harus diikuti untuk mendapatkan cetakan yang akurat, diantaranya adalah pemilihan dan penggunaan teknik pencetakan dan bahan cetak yang tepat.4 Bahan cetak yang sudah setting memiliki sifat menjadi kaku (inelastis) atau elastis. Bahan yang kaku sangat resistan terhadap kekuatan fleksural dan bisa patah saat diberikan tekanan. Bahan ini tidak fleksibel dan akan patah jika terjadi deformasi. Bahan cetak
inelastis misalnya pasta ZOE, impression plaster, impression compound. Istilah elastis berarti bahan cetak ini fleksibel dan bisa deformasi dan tetap kembali ke bentuk semula ketika tekanan diangkat kembali, misalnya agar, alginat, dan elastomer. Bahan cetak elastomer dapat mencetak jaringan keras dan lunak rongga mulut dengan akurat, termasuk undercut dan daerah interproksimal. Secara kimia, ada tiga jenis elastomer yang digunakan sebagai bahan cetak: polisulfid, silikon (kondensasi dan adisi), dan polieter.5 Penelitian oleh Samet dkk (2005) menunjukkan bahan yang paling jarang digunakan adalah polieter (18,2%) dan bahan yang lebih sering digunakan adalah silikon kondensasi (24,4%) diikuti silikon adisi (49,8%).6
Silikon adisi yang diperkenalkan sebagai bahan cetak pada tahun 1970 juga dikenal sebagai polivinil siloksan.3,5 Silikon adisi ini didasari dengan polimerisasi adisi antara divinylpolysiloxane and polymethylhydrosiloxane dengan garam platinum sebagai katalis.5 Bahan cetak silikon tersedia dalam beberapa viskositas, membuat
bahan tersebut dapat digunakan dalam beberapa teknik pencetakan yang adekuat untuk meningkatkan akurasi pencetakan, seperti teknik putty/wash one-step,
putty/wash two-step.4
Teknik pencetakan putty/wash one-step adalah pencetakan dengan bahan cetak putty dan bahan wash diaduk secara bersamaan.7-10 Bahan putty dimasukkan ke dalam sendok cetak dan bahan wash secara bersamaan juga diletakkan di gigi penyangga. Keuntungan dari teknik ini adalah waktu kerja dapat dikurangi dan menghemat bahan cetak.8 Kerugiannya adalah ketebalan bahan wash cenderung tidak terkontrol yang dapat menghasilkan perubahan dimensi.9 Teknik pencetakan
putty/wash two-step adalah pencetakan dengan bahan putty dibuat terlebih dahulu dan
dibiarkan setting kemudian bahan wash ditambahkan dan cetakan dimasukkan kembali.7 Keuntungan dari teknik ini adalah dapat memberikan akurasi yang baik. Kerugian dari teknik ini adalah lebih banyak waktu kerja yang dibutuhkan dan lebih banyak bahan cetak yang digunakan.8 Tujuan pencetakan adalah mendapatkan cetakan yang bebas dari cacat sehingga menghasilkan cetakan yang akurat dari gigi yang dipreparasi dan daerah sekitarnya.9 Pada hasil penelitian Saifudin dkk (2014) ditemukan banyaknya kesalahan pada hasil cetakan sepeti detail yang buruk pada gigi
yang dipreparasi dan adanya lubang pada daerah gigi yang dipreparasi, sehingga kualitas cetakan yang dikirim ke laboratorium tidak dapat diterima.11
Kualitas cetakan memiliki beberapa kriteria seperti, merekam detail penting, daya alir dari bahan cetak, ada atau tidaknya robek pada akhiran servikal, ada atau tidaknya gelembung udara.6,11 Hasil cetakan yang bebas dari lubang berpengaruh penting pada pembuatan restorasi yang akurat. Banyak faktor yang dapat memengaruhi masuknya gelembung udara di hasil cetakan, khususnya teknik klinis dan keahlian dari operator.12 Faktor-faktor yang memengaruhi kualitas cetakan adalah desain preparasi gigi, penanganan jaringan lunak, pemilihan sendok cetak, bahan cetak, teknik pencetakan, ketebalan bahan.7,9,13 Beberapa penulis menunjukkan bahwa akurasi cetakan dan kualitas permukaan hasil cetakan lebih dipengaruhi oleh teknik pencetakan daripada bahan cetak, namun ada peneliti lain melaporkan bahwa teknik pencetakan tidak memengaruhi kualitas permukaan dan akurasi dimensi.4,9
Cacat permukaan dapat dievaluasi dengan menghitung jumlah gelembung udara yang terlihat dengan mata pada jarak kerja sekitar 150 mm dan hanya gelembung udara pada permukaan abutment yang dihitung.9,12 Akurasi dimensi
adalah sedikitnya perubahan dimensi saat proses setting dan sesaat setelah bahan cetak dilepaskan dari mulut.5 Akurasi dimensi dapat dievaluasi dengan mengukur jarak baik antara intraabutment dan interabutment.14,15 Akurasi dimensi saat membuat cetakan merupakan hal penting yang memengaruhi kualitas dari perawatan prostodonsia.7 Ada beberapa faktor yang dapat memengaruhi akurasi dimensi dari bahan elastomer, misalnya viskositas bahan, teknik pencetakan.4
Banyak teknik sudah dideskripsikan di literatur tetapi jumlah penelitian klinis yang mengevaluasi keberhasilan klinis dalam pencetakan cukup terbatas.16 Hanya ada sedikit penelitian yang melaporkan kualitas dari pencetakan yang dibuat secara klinis.11 Penelitian Millar dkk (1998) menyatakan tidak ada perbedaan yang signifikan antara teknik monophase dan teknik two-phase, namun lubang pada teknik
two-phase lebih sedikit dibandingkan dengan monophase.12 Penelitian oleh Caputi dkk (2015) diperoleh hasil cacat permukaan pada teknik putty/wash one-step dan
Shresta dkk (2015) menunjukkan teknik putty/wash one-step lebih sedikit terdapat cacat dibandingkan dengan teknik putty/wash two-step.16 Penelitian mengenai akurasi dimensi yang dihubungkan dengan bahan cetak dan/atau teknik pencetakan masih menimbulkan kontroversi. Penelitian oleh Nissan dkk (2000) menyatakan putty/wash
two-step paling akurat untuk membuat model dan menghasilkan cetakan yang tepat.10
Penelitian oleh Caputi S dan Varvara G (2008) menyatakan bahwa teknik putty/wash
two-step lebih akurat dibandingkan dengan putty/wash one-step.7 Penelitian Vitti dkk (2013) diperoleh tidak ada perbedaan diantara teknik monophase, one-step dan
two-step, dan pada penelitian lain juga menunjukkan perubahan akurasi dimensi tidak
dipengaruhi oleh teknik pencetakan yang digunakan.4
Perbedaan hasil penelitian yang berbeda-beda mengenai ada atau tidaknya pengaruh teknik pencetakan terhadap cacat permukaan dan akurasi dimensi model kerja GTC merupakan alasan peneliti merasa perlu melakukan penelitian tentang hal tersebut.
1.2 Permasalahan
Hasil cetakan yang tidak akurat dan memiliki cacat permukaan dapat memengaruhi hasil pembuatan gigi tiruan cekat. Prosedur penting yang harus dilakukan untuk mendapatkan cetakan dan membuat model kerja yang akurat adalah pemilihan dan penggunaan teknik pencetakan dan bahan cetak yang tepat. Ada beberapa teknik pencetakan untuk silikon, seperti teknik putty/wash one-step,
putty/wash two-step dan masing-masing teknik tersebut memiliki kelebihan dan
kekurangan. Dalam pembuatan model kerja GTC, perlu diperhatikan akurasi dimensi dan kualitas permukannya untuk mendapatkan model yang baik.
Cacat permukaan perlu dievaluasi dengan cara memeriksa ada atau tidaknya gelembung udara pada hasil cetakan, dan hal ini mungkin dipengaruhi teknik pencetakan, walaupun belum banyak penelitian yang menyatakan hal tersebut. Akurasi dimensi juga perlu dievaluasi untuk mendapatkan model yang akurat dan hal tersebut mungkin dipengaruhi oleh teknik pencetakan, walaupun masih ada
kontroversi mengenai ada atau tidaknya pengaruh teknik pencetakan terhadap akurasi dimensi. Berdasarkan hal tersebut timbul permasalahan apakah ada pengaruh teknik pencetakan dengan teknik pencetakan putty/wash one-step dan putty/wash two-step terhadap akurasi dimensi dan cacat permukaan model kerja gigi tiruan cekat.
1.3 Rumusan Masalah
Berdasarkan permasalahan diatas dapat dirumuskan masalah sebagai berikut: 1. Berapa jumlah cacat permukaan cetakan yang didapat dengan teknik pencetakan putty/wash one-step dan putty/wash two-step.
2. Berapa nilai akurasi dimensi model kerja yang didapat dengan teknik
putty/wash one-step dan putty/wash two-step.
3. Apakah ada pengaruh teknik pencetakan putty/wash one-step dan
putty/wash two-step terhadap cacat permukaan cetakan.
4. Apakah ada pengaruh teknik pencetakan putty/wash one-step dan
putty/wash two-step terhadap akurasi dimensi pada model kerja gigi tiruan cekat.
1.4 Tujuan Penelitian
1. Untuk mengetahui jumlah cacat permukaan cetakan yang didapat dengan teknik pencetakan putty/wash one-step dan putty/wash two-step.
2. Untuk mengetahui nilai akurasi dimensi model kerja yang didapat dengan teknik putty/wash one-step dan putty/wash two-step.
3. Untuk mengetahui pengaruh teknik pencetakan putty/wash one-step dan
putty/wash two-step terhadap cacat permukaan cetakan.
4. Untuk mengetahui pengaruh teknik pencetakan putty/wash one-step dan
1.5 Manfaat Penelitian 1.5.1. Manfaat Teoritis
1. Bagi peneliti merupakan pengetahuan yang berharga dalam rangka menambah wawasan keilmuan melalui penelitian.
2. Sebagai bahan masukan bagi peneliti lain yang ingin melakukan penelitian lebih lanjut mengenai teknik pencetakan putty/wash one-step dan two-step untuk model kerja gigi tiruan cekat.
1.5.2. Manfaat Praktis
1. Bagi mahasiswa kepaniteraan Klinik Prostodonsia diharapkan menjadi masukan dan memberikan informasi yang benar mengenai teknik pencetakan
putty/wash one-step dan two-step dan pengaruhnya kepada cacat permukaan dan
akurasi dimensi.
2. Dengan adanya hasil penelitian ini diharapkan dapat membantu mahasiswa kepaniteraan Klinik Prostodonsia dalam memilih teknik pencetakan yang akurat.
BAB 2
TINJAUAN PUSTAKA
2.1 Pencetakan
Pencetakan atau bentuk negatif dari gigi dan struktur sekitarnya dibutuhkan untuk mendapatkan cetakan, karena pembuatan pola untuk gigi tiruan cekat tidak mungkin atau tidak bisa dilakukan langsung di mulut. Pencetakan yang dapat diterima harus dapat mencetak dengan tepat segala aspek dari gigi yang telah dipreparasi. Hal ini termasuk mencetak struktur gigi yang tidak dipreparasi yang berdekatan dengan margin agar dokter gigi dan teknisi dapat mengetahui kontur dari gigi dan seluruh permukaan gigi yang dipreparasi. Kontur servikal dari gigi yang tidak dipreparasi sampai daerah margin yang dipreparasi adalah informasi penting yang harus ada ketika cetakan dibuat di laboratorium. Jika cetakan tidak mencetak bagian penting daerah bertemunya gigi dan restorasi yang akan dipasang, maka restorasi dengan kontur yang baik akan sulit untuk dibuat. Seluruh gigi di dalam lengkung rahang dan jaringan lunak yang berada disekitar gigi yang dipreparasi harus dapat tercetak di cetakan. Hal ini dapat membantu cetakan dibuat dengan tepat dan membantu dalam membuat kontur yang baik pada restorasi yang direncanakan.3
2.1.1 Bahan Cetak 2.1.1.1 Pengertian
Bahan cetak adalah bahan atau kombinasi bahan-bahan yang digunakan untuk membuat cetakan atau reproduksi negatif.17 Setiap bahan cetak memiliki setting time yaitu waktu dari bahan cetak diaduk sampai bahan cetak dapat dilepaskan dari mulut tanpa ada distorsi. Bahan cetak juga memiliki elastic recovery yaitu kembalinya bahan ke bentuk semula setelah diberikan tekanan dan tekanan tersebut sudah diangkat.
Bahan cetak elastomer mengacu pada kelompok polimer rubber yang dapat terikat-silang secara kimiawi. Bahan cetak ini dapat dengan mudah ditarik dan kembali ke bentuk awalnya dengan cepat ketika tekanannya dilepaskan. Bahan cetak elastomer dapat mencetak jaringan keras dan lunak rongga mulut dengan akurat, termasuk undercut dan daerah interproksimal Secara kimiawi, ada tiga jenis elastomer yang digunakan sebagai bahan cetak yaitu polisulfid, polieter dan silikon (kondensasi dan adisi).5 Bahan silikon terdapat dalam kepekatan (viskositas) yang bervariasi, mulai dari cairan yang mudah mengalir sampai pada bahan yang keras menyerupai dempul. Pada umumnya disajikan dalam sistem dua pasta atau sebagai dempul dan pasta. Perbedaan berasal dari metode polimerisasi. Pada awalnya bahan silikon terdiri dari aktivator cair dan kondensasi, membentuk ikatan silang polimerisasi. Jenis yang lebih mutakhir diperbaiki dengan menambah panjang rantai polimer dan ikatan silang. Ini dikenal sebagai pengerasan adisi.18
2.1.1.2 Klasifikasi Bahan Cetak Elastomer
Secara kimia, ada tiga jenis elastomer yang digunakan sebagai bahan cetak: polisulfid, polieter, dan silikon (kondensasi dan adisi)5:
1. Polisulfid
Reaksi dimulai pada saat awal pengadukan dan mencapai puncaknya segera setelah pengadukan selesai. Pada saat setting akhir, bahan dengan elastisitas dan kekuatan yang adekuat akan terbentuk sehingga dapat dilepaskan dari undercut.5 Kelembaban dan suhu memiliki efek yang signifikan. Kondisi yang panas dan kering akan mempercepat kerasnya bahan cetak polisulfid. Reaksi ini menyisakan produk sisa yaitu air. Kehilangan molekul kecil ini dari bahan yang sudah mengeras memiliki efek yang signifikan terhadap stabilitas dimensi bahan tersebut.5
Perubahan dimensi yang terjadi setelah setting dari bahan polisulfid disebabkan karena dua faktor utama. Pertama, reaksi yang terus berlanjut untuk beberapa waktu setelah waktu setting, menyebabkan penyusutan yang terus berlanjut. Kedua, adanya air yang diproduksi sebagai produk sisa dari reaksi setting dapat hilang karena penguapan dari permukaan.19
2. Polieter
Bahan cetak polieter yang dikembangkan di Jerman pada pertengahan 1960-an memiliki mek1960-anisme polimerisasi y1960-ang tidak sama deng1960-an elastomer lainnya.3,5 Tidak ada produk sisa yang menguap yang dapat menghasilkan stabilitas dimensi yang baik. Penyusutan akibat polimerisasi cukup rendah dibandingkan dengan kebanyakan sistem polimerisasi dengan suhu. Tetapi, ekspansi suhunya lebih besar dibandingkan dengan polisulfida.3
Dengan tingginya stabilitas dimensi dari bahan polieter dapat diproduksi cetakan yang akurat ketika bahan diisi lebih dari satu hari setelah cetakan selesai dibuat. Hal ini sangat berguna ketika menuang bahan cetak tidak mungkin dilakukan secepatnya. Keuntungan lain dari polieter adalah waktu pengerasan bahan yang pendek (sekitar 5 menit) yang biasanya kurang dari setengah waktu terhadap waktu yang dibutuhkan untuk polisulfida. Karena alasan inilah, polieter banyak digunakan oleh banyak dokter. Tetapi, polieter memiliki kerugian tertentu. Kekakuan dari bahan yang sudah keras merupakan satu kerugian, yang menyebabkan masalah saat melepaskan cetakan dengan gips dental dari cetakan.3
3. Silikon Kondensasi
Bahan cetak silikon kondensasi tersedia dalam bentuk pasta base dan katalis dalam viskositas yang rendah (pasta catalyst). Bahan putty ini dapat digunakan sebagai sendok cetak untuk bahan cetak silikon yang memiliki viskositas rendah yang dapat disebut dengan teknik putty/wash.5
Keuntungan dari bahan ini adalah waktu setting yang singkat di dalam mulut (sekitar 6-8 menit). Kondensasi silikon juga tidak begitu dipengaruhi oleh suhu kamar dan kelembapan. Kelemahan utama bahan silikon adalah sifat wetting yang rendah, yang membuatnya menjadi sangat hidrofobik. Gigi yang di preparasi dan sulkus gingiva harus benar-benar tidak lembab untuk membuat cetakan yang bebas cacat. Menuang tanpa terperangkapnya gelembung udara juga lebih sulit dibandingkan bahan cetak yang lain. Silikon dan polisulfid memiliki ketidakstabilan dimensi yang dihasilkan dari polimerisasinya. Keduanya merupakan polimer kondensasi, dimana produk sampingan dari reaksi polimerisasinya adalah alkohol dan udara.3,5 Hasilnya,
penguapan dari bahan yang sudah mengeras akan meyebabkan kontraksi dimensi pada keduanya.3
4. Silikon Adisi
Silikon adisi sering disebut polivinil siloksan atau bahan cetak vinil polisiloksan.3,5 Silikon adisi ini didasari dengan polimerisasi adisi antara
divinylpolysiloxane and polymethylhydrosiloxane dengan garam platinum sebagai
katalis. Pasta base mengandung polymethylhydrosiloxane dan divinylpolysiloxane. Pasta katalis atau akselerator mengandung divinylpolysiloxane dan garam platinum. Garam platinum dan polymethylhydrosiloxane dipisahkan sebelum diaduk. Kedua pasta sama-sama mengandung bahan pengisi.5
Tidak terdapat bahan yang mudah menguap sebagai produk sisa yang dapat menimbulkan perubahan dimensional; dengan demikian bahan cetak ini akurat dan stabil.5,18 Salah satu kelemahan dari bahan cetak silikon adalah hidrofobik. Adanya
distorsi atau hilangnya detail pada tepi cetakan mungkin disebabkan oleh tidak disadarinya kelembaban daerah yang akan dicetak. Kontaminasi sulfur dari sarung tangan lateks juga menghambat setting bahan cetak silikon adisi.3,5
Salah satu sifat dari bahan cetak adisi adalah viskositas. Semakin banyak filler, semakin tinggi viskositas. Bahan cetak silikon adisi tersedia dalam berbagai viskositas:19,20
1. Light-body (wash): bahan cetak light-body dapat mencetak dengan sangat akurat bagian permukaan dari gigi yang dipreparasi
2. Medium-body (monophase): bahan cetak medium-body memiliki viskositas yang cukup untuk mencegah kelebihan bahan jika diletakkan pada sendok cetak
3. Heavy-body: bahan heavy-body dapat digunakan untuk mendukung bahan
light-body dalam pencetakan mahkota dan jembatan.
4. Putty: bahan putty juga dapat digunakan untuk mendukung bahan
Perbandingan sifat bahan cetak elastomer dapat dilihat pada tabel 1.19 Tabel 1. Perbandingan Sifat-Sifat (Kualitatif) dari Bahan Cetak Elastomer
Sifat Polisulfid Silikon
Kondensasi Silikon Adisi Polieter
Viskositas Tersedia dalam 3 viskositas (tidak ada putty) Tersedia dalam 4 viskositas termasuk putty Tersedia dalam 4 viskositas termasuk putty Tersedia dalam satu viskositas (regular)+ diluent+putty Ketahanan Robekan
Adekuat Adekuat Adekuat Adekuat
Elastisitas Bahan viskoelastis
Sangat Baik Sangat Baik Adekuat
Akurasi Baik dengan
sendok cetak khusus Bisa diterima dengan sendok cetak jadi Baik dengan sendok cetak jadi Baik dengan sendok cetak khusus* Stabilitas Dimensi Adekuat, tetapi pengisian sebaiknya tidak ditunda† Model harus dituang secepat mungkin†
Sangat baik† Sangat baik pada kondisi kelembaban rendah
Keterangan: *Dapat memberikan akurasi yang baik dengan sendok cetak pabrik (dengan hati-hati)
†Beberapa pabrik merekomendasikan penundaan sebentar saat menuang model untuk bahan ini, untuk membiarkan pemulihan elastis terjadi atau untuk membiarkan produk gas keluar yang dapat menyebabkan lubang pada permukaan model
2.1.2 Teknik Pencetakan
2.1.2.1 Teknik Putty/wash One-Step
Teknik pencetakan putty/wash one-step adalah pencetakan dengan bahan cetak putty dan bahan wash diaduk secara bersamaan.7-10 Bahan putty dimasukkan ke dalam sendok cetak dan bahan wash secara bersamaan diletakkan di gigi penyangga. Operator memposisikan bahan cetak wash dengan menggunakan siring di sekitar preparasi/gigi sedangkan asistennya meletakkan material yang lebih berat atau padat ke dalam sendok cetak. Sendok cetak yang telah diisi kemudian diinsersikan ke dalam mulut dan kedua viskositas material bercampur bersama dan mengeras.19
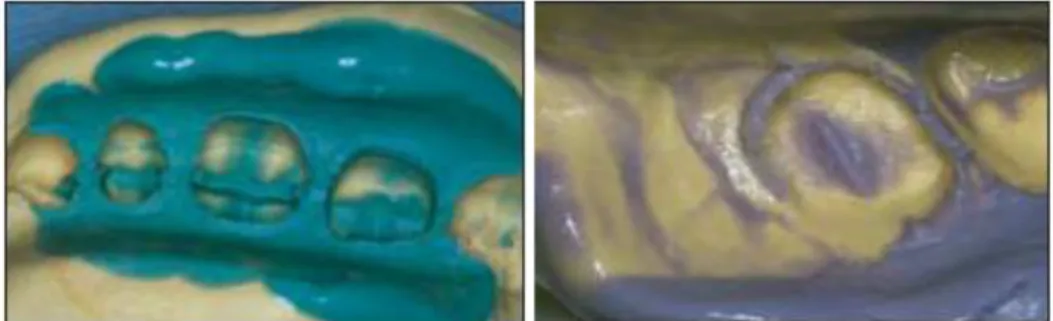
Hal yang sering terjadi pada teknik putty/wash one-step adalah bahan putty cenderung mendorong bahan wash dari gigi yang sudah dipreparasi (Gambar 1). Bahan wash akan berakhir di sulkus lingual atau bukal dan daerah-daerah penting seperti bagian pinggir dari gigi yang dipreparasi dapat tercetak dengan bahan putty yang tidak dapat mencetak detail sebaik bahan wash. Permasalahan untuk teknik ini adalah saat bahan wash berada di gigi yang dipreparasi, bahan putty harus diletakkan ke posisinya. Pada fase ini, pasien dapat mendekatkan lidah mereka ke gigi dan memindahkan bahan wash dari gigi.21 Pada teknik putty/wash one-step, keuntungannya adalah waktu kerja dapat dikurangi dan menghemat bahan cetak.8,21 Kerugiannya adalah ketebalan bahan wash cenderung tidak terkontrol yang dapat menghasilkan perubahan dimensi.9
Gambar 1. Pencetakan dengan teknik putty/wash one-step: Bahan
putty mendorong bahan wash pada daerah yang dipreparasi
2.1.2.2 Teknik Putty/wash Two-Step
Teknik pencetakan putty/wash two-step adalah pencetakan dengan bahan putty dibuat terlebih dahulu dan dibiarkan setting kemudian bahan wash ditambahkan dan cetakan dimasukkan kembali.Detail dari gigi yang dipreparasi hanya dicetak dengan bahan wash.7 Pada teknik putty/wash two-step, bahan dengan viskositas tinggi digunakan untuk pencetakan awal, kemudian pada pencetakan akhir menggunakan bahan dengan viskositas yang lebih rendah.8 Bahan cetak wash baru digunakan setelah bahan putty sudah setting dan berkontraksi sehingga dapat bertindak sebagai sendok cetak buatan. Bahan wash yang terkontrol akan mengimbangi kontraksi ini dengan perubahan dimensi yang minimal.10 Keuntungan dari teknik ini adalah dapat memberikan akurasi yang baik dan detail yang didapatkan baik. Kerugian dari teknik ini adalah lebih banyak waktu kerja yang dibutuhkan dan lebih banyak bahan cetak yang digunakan.8,21
Teknik ini putty/wash two-step dapat dibedakan menjadi dua22:
1. Teknik two-step unspaced: mencetak dengan menggunakan bahan putty terlebih dahulu dan melapisnya dengan selapis tipis bahan wash setelah setting.22
2. Teknik two-step spaced: hampir sama dengan teknik two-step unspaced
hanya saja sebuah space dibuat untuk bahan wash. Pertama bahan putty dimasukkan ke dalam mulut dengan selapis spacer pada permukaan putty.21 Spacer yang dapat digunakan polyethylene spacer, prefabricated stainless steel coping, atau mengerok
putty dan menyediakan tempat untuk bahan wash.10,22,23 Bahan putty segera diangkat dan dibiarkan setting diluar mulut. Ketika sudah berpolimerisasi, spacer dilepaskan sebelum mencetak dengan menggunakan bahan wash yang diletakkan di gigi dan di bahan putty tadi. Bahan wash yang digunakan akan lebih banyak pada metode ini tetapi semua gigi akan tercetak dengan detail yang baik (Gambar 2).21
Hasil penelitian Nissan dkk (2002) menunjukkan teknik putty/wash 2-step dengan ketebalan koping 1 dan 2 mm lebih menghasilkan model yang akurat dibandingkan menggunakan koping dengan ketebalan 3 mm.24
2.2 Kualitas cetakan 2.2.1 Kriteria
Kualitas cetakan memiliki beberapa kriteria seperti, merekam detail penting, daya alir dari bahan cetak, ada atau tidaknya robek pada akhiran servikal, ada atau tidaknya gelembung udara.6,11
1. Merekam Detail Penting
Tes reproduksi permukaan adalah bagian dari standar untuk bahan cetak elastomer. Ada sedikit keraguan bahwa bahan elastomer dapat mencetak detail dengan baik. Ketika dental stone dituang pada permukaan dari hasil cetakan penelitian, detail yang baik tidak selalu direproduksi. Hal ini karena bahan cetak dengan bahan elastomer dapat mereproduksi detail dengan lebih akurat daripada yang dapat dipindahkan ke model kerja yang mungkin tidak memiliki kekakuratan seperti itu. Ada kemungkinan bahwa detail cetakan yang diproduksi dari bahan cetak elastomer dalam penelitian in vitro akan lebih baik daripada di rongga mulut karena adanya sifat hidrofobik pada bahan elastomer.5
Gambar 2. Pencetakan dengan teknik putty/wash
2. Daya Alir dari Bahan Cetak
Bahan yang memiliki viskositas tinggi dan aliran yang berkurang, dapat membuat injeksi ke preparasi lebih sulit untuk dikontrol.12 Bahan yang cair dapat menghasilkan reproduksi yang baik dari preparasi akhiran servikal dan margin subgingiva.9
3. Ada atau Tidaknya Robek pada Akhiran servikal
Teknik dengan hanya mengisi sendok cetak tanpa menggunakan siring kecil untuk meletakkan bahan cetak pada margin yang dipreparasi dapat menyebabkan lubang atau terbentuknya robekan.11
4. Ada atau Tidaknya Gelembung Udara
Gelembung udara pada cetakan terbentuk karena hasil dari pengadukan, pengisian sendok cetak, proses siring.22 Pengadukan bahan cetak dengan tangan dapat dilakukan dengan cara meletaakkan kedua pasta (base dan katalis) dengan panjang yang sama, diratakan melebar diatas glass lab lalu diaduk dengan gerakan melipat ke depan dan ke belakang hingga homogen.5 Pengadukan menggunakan siring
mengurangi gelembung udara dibandingkan dengan pengadukan dengan spatula tapi tidak menjamin sepenuhnya. Udara bisa terjebak pada sulkus gingiva saat ujung siring mengelilingi gigi dan cara yang baik adalah untuk menjaga ujung siring didalam material yang dikeluarkan selama proses siring.22 Gelembung udara dapat disebabkan juga karena polimerisasi yang terlalu cepat yang mencegah mengalirnya bahan dan adanya udara saat pengadukan.5
2.2.2 Faktor yang Memengaruhi
Faktor-faktor yang memengaruhi kualitas cetakan adalah desain preparasi gigi, penanganan jaringan lunak, pemilihan sendok cetak, bahan cetak, teknik pencetakan, ketebalan bahan.7,9,13
1. Desain Preparasi Gigi
Memperhatikan semua detail merupakan hal yang sangat penting saat preparasi gigi. Preparasi yang baik akan memastikan teknik selanjutnya seperti gigi
tiruan sementara, pembuatan cetakan, penuangan cetakan, wax-up coping dapat dicapai.3
2. Penanganan Jaringan Lunak
Pembuangan jaringan biasanya dibutuhkan untuk mendapatkan akses yang adekuat di gigi yang sudah disiapkan untuk mengekspos permukaan yang dibutuhkan, baik yang sudah dipreparasi maupun belum dipreparasi. Hal ini paling efektif dicapai dengan penempatan dari displacement cord (yang dilengkapi dengan bahan kimia). Kadang-kadang jaringan gingiva di eksisi dengan skalpel atau electrosurgery. Kesulitan dengan pembuangan jaringan ini seringnya menghasilkan inflamasi jaringan. Jaringan yang inflamasi dan bengkak lebih mudah berdarah, yang dapat menghalangi akses bahan cetak.3
3. Pemilihan Sendok Cetak
Semua bahan cetak memerlukan retensi pada sendok cetak. Hal ini dapat disediakan untuk irreversible hydrocolloid dengan menggunakan sebuah adhesif atau dengan membuat perforasi atau undercut disekitar pinggir sendok cetak. Bahan cetak elastomer dapat digunakan lebih baik dengan sendok cetak buatan yang pas. Hal ini akan memproduksi cetakan yang akurat. Sendok cetak buatan meningkatkan akurasi dari bahan cetak elastomer karena dengan membatasi volume bahan sehingga mengurangi dua sumber kesalahan: tekanan saat pelepasan dan kontraksi termal.3
4. Bahan Cetak
Bahan cetak yang sudah setting memiliki sifat bisa menjadi kaku (inelastis) atau elastis. Bahan yang kaku sangat resistan terhadap kekuatan fleksural dan bisa patah saat diberikan tekanan seperti kapur. Bahan ini tidak fleksibel dan akan patah jika terjadi deformasi. Bahan cetak inelastis misalnya pasta ZOE, impression plaster,
impression compound. Istilah elastis berarti bahan cetak ini fleksibel dan bisa
deformasi dan tetap kembali ke bentuk semula ketika tekanan diangkat kembali, misalnya agar, alginat, dan elastomer.5
Bahan cetak dimasukkan ke dalam mulut dengan viskositas pasta yang memiliki daya alir yang tepat. Viskositas dan daya alir dari komponen yang belum diaduk juga penting dalam hal pengadukan, terperangkapnya gelembung udara saat
pengadukan dan kecenderungan udara yang terperangkap untuk keluar sebelum cetakan dibuat. Idealnya, bahan cetak dapat mengalir dengan bebas dan membasahi jaringan dan kemudian tidak dapat tergeser pada daerah permukaan yang diinginkan.5
Hasil penelitian Faria dkk (2007) menyimpulkan bahwa bahan cetak dan teknik pencetakan yang berbeda memengaruhi akurasi model stone dimana polieter, polisulfid, dan silikon adisi (mengikuti teknik single-phase) lebih akurat daripada bahan yang lain (alginat dan silikon kondensasi).13
5. Teknik Pencetakan
Ada beberapa teknik pencetakan yang digunakan dengan memakai bahan cetak elastomer dengan masing-masing teknik memiliki kelebihan dan kekurangan masing-masing. Teknik putty-wash dilaporkan dapat mengeliminasi penggunaan sendok cetak buatan. Beberapa peneliti meyakini bahwa teknik putty/wash two-step lebih superior karena ia dapat meminimalisasi produk sisa alkohol, mengeliminasi penyusutan akibat polimerisasi dari cetakan pertama (putty) sehingga dapat menjaga stabilitas dimensi dari cetakan.11 Penelitian oleh Bansal (2010) menunjukkan bahwa
teknik pencetakan yang digunakan (monophase dan putty/wash) yang digunakan untuk membuat cetakan akhir tidak memengaruhi akurasi dimensi dan stabilitas.25
Pada teknik putty/wash two-step, setelah bahan putty sudah setting, kontraksi pada bahan cetak wash akan mengakibatkan perubahan dimensi yang minimal.10 Teknik putty/wash one-step dicela karena ketebalan bahan cetak wash yang tidak terkontrol yang dapat menyebabkan perubahan dimensi. Bahan putty pada teknik
putty/wash one-step juga cenderung mendorong bahan cetak wash dari gigi yang
dipreparasi dan dari daerah-daerah yang penting seperti garis akhir, yang dapat tertutup oleh bahan putty yang tidak dapat merekam detail dengan memuaskan. Kerugian terhadap teknik putty/wash two-step dimana sebagian bahan cetak wash dapat menyebar ke daerah permukaan oklusal saat bahan putty diletakkan kembali atau bisa memindahkan bahan cetak putty saat bahan wash dimasukkan; hal ini dapat menghasilkan distorsi yang mengurangi akurasi dimensi.
6. Ketebalan Bahan
Ketebalan bahan wash merupakan faktor penting yang memengaruhi akurasi dari bahan cetak elastomer.10,24 Bahan cetak wash yang terkontrol dapat mengimbangi kontraksi dengan perubahan yang minimal. Pada bahan cetak wash yang tidak terkontrol dapat menyebabkan perbedaan kontraksi yang menghasilkan perubahan dimensi.10
2.3 Cacat Permukaan
Pencetakan gigi memiliki potensi terjadinya lubang dan robekan, yang dapat memengaruhi pembuatan restorasi indirek dengan tepat. Bahan cetak polyvinyl
siloxane (PVS) dikenalkan pada tahun 1970-an dan sejak saat itu bahan ini sudah
diterima dan digunakan sebagai bahan cetak untuk membuat gigi tiruan cekat, gigi tiruan lepasan, dan gigi tiruan dukungan implan. PVS dianggap sebagai pencapaian tertinggi dalam hal pencetakan untuk gigi tiruan cekat karena PVS adalah bahan yang paling banyak digunakan untuk pembuatan gigi tiruan cekat.16 Pencetakan yang bebas
dari lubang merupakan hal yang penting untuk membuat restorasi yang akurat. Banyak faktor dapat memengaruhi masuknya gelembung udara pada pencetakan, khususnya teknik dan kemampuan dari operator.12 Banyak teknik sudah dideskripsikan di literatur tetapi jumlah penelitian klinis yang mengevaluasi keberhasilan klinis dalam pencetakan cukup terbatas. Demi mendapatkan keberhasilan klinis, penting untuk mengetahui teknik pencetakan dengan pengadukan secara manual yang menghasilkan cacat yang lebih sedikit. Berdasarkan hasil penelitian oleh Shresta dkk (2015), lubang dan gelembung udara adalah cacat yang paling sering terjadi.16 Cacat permukaan dapat dievaluasi dengan menghitung jumlah lubang berukuran kira-kira 2-4 mm dan gelembung udara berukuran kira-kira < 2 mm yang terlihat dengan mata pada jarak kerja sekitar 150 mm dan hanya gelembung udara dan lubang pada permukaan abutment yang dihitung.9,12 Tipe cacat berdasarkan jumlah pada setiap spesimen diurutkan dengan9:
2. tipe 1: 1-2 gelembung udara 3. tipe 2: >2 gelembung udara 4. tipe 3: adanya lubang.
Penelitian oleh Caputi dkk (2015) menunjukkan data dari penelitian saat ini mengkonfirmasi hasil yang lebih lanjut dari teknik putty/wash two-step yang dibandingkan dengan teknik putty/wash one-step. Sesuai dengan literatur, kedua teknik yaitu putty/wash one-step dan putty/wash two-step, menunjukkan insidensi yang rendah terjadinya lubang dan gelembung udara. Hal ini dihubungkan dengan tekanan yang diaplikasikan oleh bahan cetak dengan viskositas yang mayor (putty) pada bahan cetak dengan viskositas minor (wash), yang meningkatkan laju alir dan membantu dalam menghasilkan cetakan yang lebih tepat. Hasil penelitian oleh Caputi dkk (2015) tidak ada perbedaan yang siginifikan antara teknik putty/wash one-step dan putty/wash two-step dalam hal jumlah cacat.9 Penelitian oleh Shresta dkk (2015)
menunjukkan teknik putty/wash one-step lebih sedikit terdapat cacat dibandingkan dengan teknik putty/wash two-step. Hal ini dihubungkan dengan gelembung udara pada pencetakan dapat terjadi ketika bahan cetak diaduk dan menyebabkan udara terperangkap, jumlah bahan wash yang lebih sedikit pada teknik putty/wash one-step akan mengecilkan kemungkinan terjadinya cacat tetapi dalam teknik yang menggunakan spacer, operator harus memanipulasi bahan wash dalam jumlah yang lebih banyak yang mungkin menyebabkan terkumpulnya udara dan dapat meningkatkan jumlah cacat.16
2.4 Akurasi Dimensi
Akurasi dimensi adalah sedikitnya perubahan dimensi saat proses setting dan sesaat setelah bahan cetak dilepaskan dari mulut.5 Ada dua aspek untuk mengevaluasi akurasi dari bahan cetak. Menurut spesifikasi no.19 American Dental Association, bahan cetak elastomer yang digunakan untuk menghasilkan cetakan yang tepat harus bisa mencetak detail yang baik sampai 25 μm atau lebih kecil. Semua bahan cetak yang tersedia sudah memenuhi spesifikasi ini. Bahan cetak polyvynil siloksan (PVS)
merupakan bahan yang paling baik dan reversible hydrocolloid adalah yang paling buruk meskipun bahan ini memenuhi batas 25 μm.14
Aspek yang kedua adalah akurasi dimensi yang dievaluasi dengan mengukur jarak baik antara intraabutment dan interabutment.14,15 Pengukuran akurasi dimensi dilakukan dengan dua cara yaitu pertama mengukur intrabument yang diukur pada tinggi (titik oklusal ke akhiran servikal) dan diameter (kiri pinggir oklusal abutment ke kanan pinggi oklusal abutment melewati titik tengah abutment); kedua mengukur
interabutment yang diukur dari groove (titik tengah) abutment I ke groove abutment
II.7,15 Pengukuran dilakukan sebanyak tiga kali pada model untuk memastikan keakuratannya.25 Nilai akurasi dimensi dapat dinyatakan dalam persentase deviasi dan dapat dihitung dengan mengurangkan rata-rata dari ukuran model kerja dengan ukuran model induk lalu dibagi dengan rata-rata ukuran model induk dan dikali 100%.7,10,25 Belum ada literatur yang menyepakati alat ukur apa yang digunakan
untuk mengevaluasi akurasi dari bahan cetak. Mikroskop dan kaliper dapat digunakan karena alat ukur manual ini mudah digunakan dan tersedia meskipun menghabiskan cukup banyak waktu dan bisa mengalami kesalahan akibat operator yang kelelahan.26
Penelitian mengenai akurasi dimensi yang dihubungkan dengan bahan cetak dan teknik pencetakan masih menimbulkan kontroversi.4 Penelitian oleh Caputi S dan Varvara G (2008) menyatakan bahwa teknik putty/wash two-step lebih akurat dibandingkan dengan teknik putty/wash one-step.7 Penelitian oleh Nissan dkk (2000) menyatakan putty/wash two-step paling akurat untuk membuat model dan menghasilkan cetakan yang tepat.10 Hasil penelitian oleh Hendry (2012) menyatakan bahwa teknik pencetakan putty/wash one-step merupakan teknik yang paling akurat karena mempunyai selisih jarak intraabutment dan interabutment yang paling kecil dibandingkan dengan teknik pencetakan putty/wash two-step dan putty/wash two-step dimodifikasi.15 Penelitian Vitti dkk (2013) diperoleh tidak ada perbedaan diantara teknik monophase, one-step dan two-step. Pada penelitian yang lain juga menunjukkan perubahan akurasi dimensi tidak dipengaruhi oleh teknik pencetakan.4
2.5 Landasan Teori Merekam detail penting Desain preparasi gigi Putty/wash 1-Step Putty/wash 2-Step Kriteria Polieter Polisulfid Silikon Kondensasi Silikon Ada atau tidaknya gelembung udara Ada atau tidaknya robek pada akhiran servikal Daya alir dari
bahan cetak Pembuatan GTC Faktor Memengaruhi Teknik Pencetakan Bahan Cetak Penanganan jaringan lunak Pemilihan sendok cetak Bahan cetak Ketebalan Teknik pencetakan Kehilangan gigi Sebagian
Pencetakan Fisiologis Kualitas Cetakan
Pembuatan GTSL Akurasi Dimensi Cacat Permukaan Light-body Medium-body Heavy-body Putty Silikon Adisi
2.6 Kerangka Konsep Putty/wash one-Step Putty/wash two-step Banyaknya bahan
wash yang tidak
terkontrol yang
mungkin dapat
menyebabkan perubahan dimensi
Bahan putty dapat
mendorong bahan
wash dari gigi yang
dipreparasi dan
daerah-daerah seperti garis akhir dapat tertutupi oleh bahan
putty yang tidak
dapat mencetak
detail dengan baik
Sebagian bahan cetak
wash dapat menyebar
disekitar permukaan
oklusal selama
penempatan bahan
putty
Bahan cetak wash dapat memindahkan bahan cetak putty
yang sebelumnya
sudah ada saat
penempatan bahan
wash; dapat
menghasilkan distorsi
yang mengurangi
dimensi akurasi
Pencetakan Fisiologis Kualitas Cetakan
Gelembung udara dapat terjadi ketika bahan cetak diaduk dan menyebabkan udara terperangkap. Akurasi Dimensi Cacat Permukaan Pada teknik putty/wash two-step yang menggunakan
spacer, jumlah bahan wash yang harus dimanipulasi lebih banyak udara yang
terkumpul lebih
banyak
meningkatkan jumlah kecacatan.
Jumlah bahan
wash yang lebih
sedikit pada teknik putty/wash one-step akan mengecilkan kemungkinan terjadinya cacat
2.7 Hipotesis Penelitian
1. H0: Tidak ada pengaruh teknik pencetakan putty/wash one-step dan putty/wash two-step terhadap cacat permukaan cetakan.
Ha: Ada pengaruh teknik pencetakan putty/wash one-step dan putty/wash
two-step terhadap cacat permukaan cetakan.
2. H0: Tidak ada pengaruh teknik pencetakan putty/wash one-step dan putty/wash two-step terhadap akurasi dimensi pada model kerja GTC.
Ha: Ada pengaruh teknik pencetakan putty/wash one-step dan putty/wash two-step terhadap akurasi dimensi pada model kerja GTC.
BAB 3
METODOLOGI PENELITIAN
3.1 Rancangan Penelitian
Rancangan penelitian yang dilakukan adalah eksperimental laboratoris.
3.2 Sampel dan Besar Sampel Penelitian 3.2.1 Sampel Penelitian
Sampel pada penelitian ini diperoleh dari pencetakan model induk yang terdiri dari dua mahkota, preparasi abutment yang dibuat berdasarkan spesifikasi ANSI/ADA No.19 dengan tinggi 8,02 mm, diameter 6,33 mm, jarak antara dua mahkota 28,25 mm (Gambar 3).7,9
Gambar 3. Model stainless steel dengan 2 abutment (1 dan 2), dengan jarak
intraabutment (diameter dan tinggi 6,33 mm dan 8,02 mm) dan jarak interabutment (28,25 mm)7
3.2.2 Besar Sampel Penelitian
Pada penelitian ini besar sampel diestimasi berdasarkan rumus: (t-1) (r-1) ≥ 15
Keterangan:
t : jumlah perlakuan r : jumlah ulangan
Penelitian ini terdiri dari 2 kelompok sampel maka t = 2 dan jumlah sampel (r) setiap kelompok dapat ditentukan sebagai berikut :
(2 – 1) (r – 1) ≥ 15 1 (r -1) ≥ 15
r – 1 ≥ 15
r ≥ 15 + 1 r ≥ 16
Jumlah sampel minimal yang dibutuhkan adalah 16 dan jumlah sampel yang akan digunakan untuk diberi perlakuan adalah 30 setiap kelompok, sehingga total sampel adalah 60, yaitu 30 sampel untuk teknik putty/wash one-step dan 30 sampel untuk teknik putty/wash two-step.
3.3 Variabel Penelitian 3.3.1 Klasifikasi Variabel 3.3.1.1 Variabel Bebas
a. Teknik pencetakan putty/wash one-step b. Teknik pencetakan putty/wash two-step
3.3.1.2 Variabel Terikat
a. Cacat permukaan cetakan
3.3.1.3 Variabel Terkendali
a. Ukuran model induk
b. Waktu pengisian hasil cetakan c. Sendok cetak yang digunakan
d. Perbandingan bahan cetak polivinil siloksan base:katalis e. Perbandingan gips dan air
f. Waktu melepaskan cetakan
3.3.1.4 Variabel Tidak Terkendali
a. Pengadukan bahan wash
3.3.2 Definisi Operasional
Tabel 2. Definisi Operasional Variabel Bebas
Variabel Bebas Definisi Operasional Skala
Ukur Alat Ukur Teknik pencetakan putty/wash one-step
Teknik pencetakan putty/wash
one-step adalah pencetakan dengan bahan putty dan bahan wash diaduk secara
bersamaan, kemudian bahan putty dimasukkan ke dalam sendok cetak dan bahan wash diletakkan di gigi penyangga
- -
Teknik pencetakan
putty/wash two-step
Teknik pencetakan putty/wash
two-step adalah pencetakan dengan bahan putty dibuat terlebih dahulu dan
dilapisi spacer dan dibiarkan setting kemudian bahan wash ditambahkan dan cetakan dimasukkan kembali
Tabel 3. Definisi Operasional Variabel Terikat
Variabel Terikat Definisi Operasional Skala
Ukur
Alat Ukur Cacat permukaan Adanya gelembung udara dan/atau
lubang pada hasil cetakan yang dapat terlihat dengan mata dengan jarak 150 mm dibantu alat kaca pembesar
Ordinal -
Akurasi dimensi Akurasi dimensi dievaluasi dengan mengukur jarak intraabutment maupun
interabutment pada model kerja
Rasio Kaliper
digital
Tabel 4. Definisi Operasional Variabel Terkendali Variabel
Terkendali Definisi Operasional
Skala Ukur Alat Ukur Ukuran model induk
Ukuran model induk sesuai spesifikasi ANSI/ADA No.19 ( tinggi 8,02 mm, diameter 6,33 mm, jarak antara dua mahkota 28,25 mm)
- Kaliper
digital
Waktu pengisian hasil cetakan
Waktu yang dibutuhkan untuk mengisi cetakan dengan gips yaitu segera setelah pencetakan
- -
Sendok cetak yang digunakan
Sendok cetak yang digunakan adalah sendok cetak fisiologis yang terbuat dari resin akrilik swapolimerisasi
Variabel
Terkendali Definisi Operasional
Skala
Ukur Alat Ukur
Perbandingan bahan cetak polivinil siloksan base:katalis
Perbandingan bahan cetak putty/wash polivinil siloksan base:katalis dalam penelitian ini adalah 1:1 (sesuai dengan petunjuk pabrik).
- -
Perbandingan gips dan air
Perbandingan gips dan air adalah 100 gram gips: 25 ml air (sesuai petunjuk pabrik).
- Timbangan
digital
Waktu Melepaskan Cetakan
Waktu yang dibutuhkan untuk
melepaskan model dari cetakan yaitu 30 menit setelah pengisian (sesuai petunjuk pabrik).
- Stopwatch
Tabel 5. Definisi Operasional Variabel Tidak Terkendali Variabel Tidak
Terkendali Definisi Operasional
Skala
Ukur Alat Ukur
Pengadukan bahan
wash
Bahan wash diaduk diatas glass lab menggunakan spatula dengan gerakan melipat ke depan dan belakang hingga homogen
- -
3.4 Tempat dan Waktu Penelitian 3.4.1 Tempat Pembuatan Model Induk
3.4.2 Tempat Pembuatan dan Pengujian Sampel Penelitian
Unit Jasa Industri Dental FKG USU
3.4.3 Waktu Penelitian
Penelitian dilakukan pada Bulan Mei 2017
3.5 Alat dan Bahan Penelitian 3.5.1 Alat Penelitian
Alat yang digunakan pada penelitian ini (Gambar 4): 1. Model induk
2. Rubber bowl dan spatula 3. Glass plate dan lekron 4. Sendok cetak 5. Stopwatch 6. Timbangan digital 7. Kaliper digital 8. Kaca Pembesar 9. Vibrator A B
Gambar 4. Alat Penelitian: A) Rubber bowl, spatula, glass plate, lekron; (B) kaliper digital, model induk, A
3.5.2 Bahan Penelitian
Bahan yang digunakan pada penelitian (Gambar 5):
1. Bahan cetak polivinil siloksan putty-wash (I-Sil Spident, Korea) 2. Dental Stone Tipe IV (Infinity)
3. Liquid dan Powder resin akrilik swapolimerisasi 3. Air
4. Sellopan strip (spacer) 5. Wax
3.6 Cara Penelitian
3.6.1 Persiapan Pembuatan Sampel Penelitian
1. Persiapkan model induk berbentuk mahkota gigi yang telah dipreparasi dengan ikuran tinggi 8,02 mm, diameter 6,33 mm, dan jarak antara 2 mahkota adalah 28,25 mm.
2. Pembuatan sendok cetak fisiologis yang terbuat dari resin akrilik swapolimerisasi. Tahap-tahapnya:
a. Model induk dilapisi selembar wax (± 2mm) menutupi batas tepi model induk yang berfungsi sebagai spacer
Gambar 5. Bahan penelitian: (A) Bahan cetak polivinil siloksan
putty/wash; (B) Dental Stone Tipe IV
b. Kemudian dibuat stopper pada sisi yang ditentukan dengan ukuran 2 mm x 2 mm dan diatasnya dilapisi dengan resin akrilik
c. Kemudian diberi tangkai pada sendok cetak yang terbuat dari kawat dan dilapisi dengan resin akrilik
d. Setelah resin akrilik mengeras, sendok cetak dilepaskan dari model induk e. Sendok cetak dihaluskan, dibuang spacer dan dilubangi untuk retensi bahan
cetak (Gambar 6)
3.6.2 Pembuatan Sampel
3.6.2.1 Pembuatan Sampel dengan Teknik Putty/wash One-Step
1. Siapkan model induk dan sendok cetak fisiologis
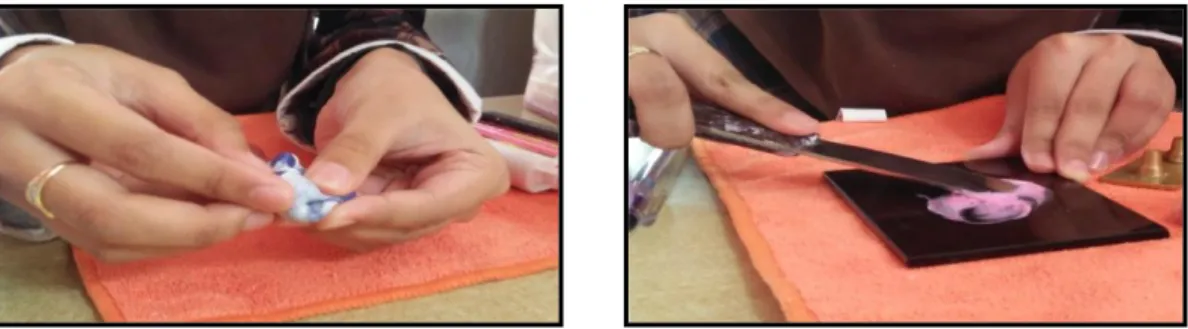
2. Bahan cetak putty diaduk dengan tangan dan bahan wash diaduk secara bersamaan menggunakan spatula (Gambar 7 dan 8) dan diletakkan pada sendok cetak (Gambar 9). Bahan wash diaduk di atas glass lab dengan gerakan melipat ke depan dan belakang hingga homogen.
Gambar 6. Sendok cetak fisiologis
Gambar 7. Pengadukan putty dengan tangan
3. Bahan cetak wash yang sudah diaduk diletakkkan disekitar mahkota pada model induk (Gambar 10). Sendok cetak yang sudah diisi bahan cetak putty dan wash dicetakkan pada model induk (Gambar 11)
4. Setelah bahan cetak mengeras, lepaskan cetakan dari model induk dan periksa permukaan hasil cetakan (Gambar 12) untuk menghitung jumlah cacat dengan kaca pembesar.
Gambar 10. Bahan wash diletakkan di mahkota model induk
Gambar 11. Pencetakan dengan
putty dan wash
Gambar 9. Bahan putty dan wash
5. Hasil cetakan segera diisi dengan gips (Infinity) sesuai petunjuk pabrik dengan menggunakan vibrator
6. Setelah 30 menit (sesuai petunjuk pabrik), model gips dilepaskan dari cetakan untuk mendapatkan model kerja (Gambar 13)
7. Kemudian model kerja diukur dengan menggunakan kaliper digital Gambar 12. Hasil cetakan dengan teknik
putty/wash one-step
Gambar 12. Hasil cetakan dengan teknik pencetakan putty/wash one-step
3.6.2.2 Pembuatan Sampel dengan Teknik Putty/wash Two-Step
1. Siapkan model induk dan sendok cetak fisiologis
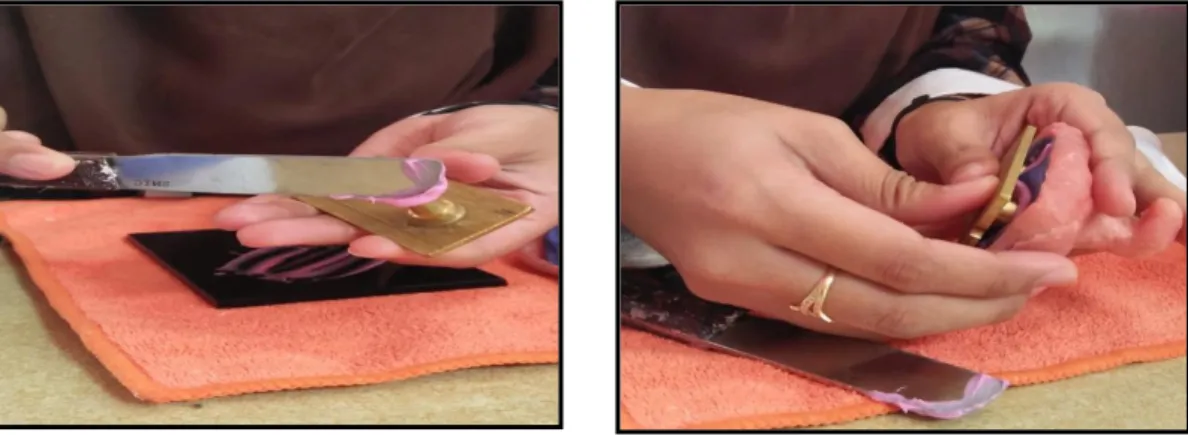
2. Bahan cetak putty diaduk menggunakan tangan (Gambar 7) dan diletakkan pada sendok cetak, spacer polietilen diletakkan di antara bahan cetak putty dan
abutment untuk mendapatkan ruang bagi bahan wash. Kemudian sendok cetak
tersebut dicetakkan pada model induk (Gambar 14)
3. Sendok cetak dilepaskan dari model induk dan biarkan bahan putty berpolimerisasi, setelah itu lembaran spacer polietilen dilepas dari cetakan
4. Bahan wash diaduk diatas glass lab dengan gerakan melipat ke depan dan belakang hingga homogen dan kemudian lakukan pencetakan akhir dengan bahan
wash yang ditempatkan pada hasil cetakan bahan cetak putty
5. Setelah bahan cetak wash mengeras, lepaskan cetakan dari model induk dan periksa permukaan hasil cetakan (Gambar 15) untuk menghitung jumlah cacat dengan kaca pembesar.
Gambar 14. Pencetakan dengan bahan
putty dengan spacer
polietilen
Gambar 15. Model kerja dengan teknik pencetakan putty/wash
6. Setelah itu hasil cetakan segera diisi dengan gips menggunakan vibrator 7. Setelah 30 menit (sesuai petunjuk pabrik) model gips dilepaskan dari cetakan untuk mendapatkan model kerja (Gambar 16)
8. Kemudian model kerja diukur dengan menggunakan kaliper digital
1.6 1.7
3.7 Pemeriksaan Cacat Permukaan
1. Hasil cetakan permukaan abutment segera diperiksa setelah selesai dicetak oleh pemeriksa
2. Pemeriksa menghitung jumlah lubang berukuran kira-kira 2-4 mm dan gelembung udara berukuran kira-kira < 2 mm yang terlihat dengan mata dengan jarak sekitar 150 mm untuk seluruh permukaan abutment dibantu dengan kaca pembesar. Hanya cacat permukaan pada daerah abutment yang dihitung.
3. Tipe cacat pada setiap spesimen digolongkan seperti:
tipe 0, tidak ada cacat
tipe 1, 1-2 gelembung udara
tipe 2, >2 gelembung udara
tipe 3, adanya lubang
3.8 Pengukuran Akurasi Dimensi
1. Sampel diletakkan diatas meja datar dan kemudian diurutkan berdasarkan nomor dan ditandai dengan spidol
2. Pengukuran akurasi dimensi dilakukan sebanyak tiga kali dengan menggunakan kaliper dan dengan mengukur:
a. Intrabument: diukur pada mesiodistal (kiri pinggir oklusal abutment ke kanan pinggir oklusal abutment melewati titik tengah abutment) dan oklusogingival (titik oklusal ke akhiran servikal)
b. Interabutment: diukur dari groove (titik tengah) abutment I ke groove
abutment II
3.8.1 Persentase Akurasi Dimensi
Akurasi dimensi dapat diketahui dengan mengukur persentase deviasi dengan rumus:7,10
Keterangan:
X: Rata-rata dari model kerja
Y : Rata-rata dari model induk
Persentase deviasi (%) = X - Y
Y
3.9 Kerangka Operasional Penelitian
1.8
Master Model
Pencetakan dengan teknik
putty/wash one-step
Pencetakan dengan teknik
putty/wash two-step dengan
lembaran spacer polietilen
Pemeriksaan Cacat Permukaan hasil cetakan
Pengisian cetakan dengan dental stone
tipe IV
Model kerja dengan teknik putty/wash
two-step sebanyak 30 buah
Pemeriksaan Cacat Permukaan hasil cetakan
Pengisian cetakan dengan dental stone
tipe IV
Model kerja dengan teknik putty/wash
one-step sebanyak 30 buah
Pengukuran akurasi dimensi model kerja
Analisis cacat permukaan hasil cetakan dan akurasi Diperoleh hasil cetakan
putty/wash one-step
sebanyak 30 buah Diperoleh hasil cetakan
putty/wash two-step